Изобретение относится к способу изготовления упаковочного сосуда для жидкого содержимого, который состоит из корпуса и верхней части.
Питьевые упаковки для напитков различного типа, например фруктовых соков, напитков для спортсменов или других газированных напитков, имеются на рынке во множестве различных форм. Пластиковые упаковки, например бутылки, формованные дутьем, стаканы, изготовленные способом глубокой вытяжки, или консервные банки, широко представлены на рынке. Упаковки из ламинированной бумаги/пластикового ламината, а также алюминиевые консервные банки, изготовленные способом глубокой вытяжки, также широко распространены. Недорогой упаковочный сосуд предполагает низкую стоимость, высокую производительность (массовое производство) и рациональный выбор материалов. Тип(ы) упаковки должны выбираться с учетом соответствия свойств материала не только напитку, подлежащему упаковке, но также типу упаковки и ее использованию. Свойства материала, например механическая прочность, непроницаемость для жидкости и газа, должны, другими словами, подбираться таким образом, чтобы комбинация материалов в целом не обладала чрезмерно высоким качеством по отношению к ее предназначению, что, например, может иметь место, когда консервная банка из алюминия, изготовленная способом глубокой вытяжки, используется для негазированных продуктов, так как ее механическая прочность избыточна, а желаемые барьерные свойства могут быть достигнуты с помощью чрезвычайно тонкого слоя алюминия или другого барьерного материала. Пластиковые бутылки, изготавливаемые способом глубокой вытяжки, обычно также имеют избыточную механическую прочность при упаковке так называемых нешипучих напитков, и обычно именно неподвижные напитки часто упаковываются в слишком высококачественные и дорогие сосуды.
Из ЕР 0108166 известен контейнер, содержащий складной трубчатый основной корпус и горлышко, выполненное из пластика и жестко прикрепленное к одному концу основного корпуса. При этом основной корпус состоит в основном из внутреннего пластмассового слоя, промежуточной металлической фольги и наружного слоя. Однако такой контейнер недостаточно удобен для производства и обращения с ним и в магазинах, и потребителями.
Оптимальный упаковочный сосуд, который предназначен именно для нешипучих напитков и который также пригоден для стерилизации и поэтому пригоден для упаковки напитков, изготавливается из нескольких частей, например корпуса, верхней части и нижней части, а также закрывающего средства, каждая из которых соответствует данному предназначению в свете выбора материала и способа изготовления. Путем использования отдельной верхней части последняя может, например, быть изготовлена из более прочного или механически более устойчивого материала так, что применение закрывающего приспособления и манипулирование им может иметь место без риска механического повреждения самого сосуда.
Изготавливаются упаковочные сосуды или их части из различных типов пластиковых материалов, которые изготавливаются с использованием технологий формовки термопластичных материалов, которые также известны. Верхняя часть часто включает закрывающее средство или винтовую резьбу для навинчивающихся крышек, которая увеличивает требования к способу изготовления и качеству пластика именно для этой части. Например, известно изготовление верхних частей для упаковочных сосудов с помощью инжекционного формования, которое дает высокую степень точности и качества, но затрудняет или делает невозможным изготовление верхних частей, содержащих газонепроницаемый слой, который, например, желателен при упаковке фруктовых соков. Другая известная технология представляет собой традиционное формование листовых термопластов из листового нагретого материала, который может, сам по себе, включать барьерный слой. Тем не менее этот способ дает нежелательную неоднородную толщину материала и меньшую точность для различных частей, что оказывает негативное влияние на возможность изготовления с достаточной точностью участка горлышка с резьбой или другими областями механического крепления закрывающего средства.
Другая известная сама по себе технология изготовления упаковочных сосудов представляет собой формование дутьем, причем при таком процессе первоначальный материал предпочтительно представляет собой свежеэкструдированный пластиковый рукав, который может включать барьерный слой из пригодного пластика, который известен сам по себе. С помощью половинок пресс-формы, окружающих пластиковый рукав, и соответствующей разности давлений этому пластиковому рукаву можно придать необходимую конфигурацию упаковки. Как было упомянуто выше, упаковочный сосуд может в этом случае включать барьерный слой, и данный способ дает возможность изготавливать упаковочный сосуд с высокой точностью, что касается, например, резьбового участка горлышка. Но этот способ обладает решающим недостатком, заключающимся в том, что является сравнительно медленным как при экструдировании необходимой длины рукава для выполнения упаковочного сосуда, так и при охлаждении упаковочного сосуда, изготовленного из этого рукава, так как этот упаковочный сосуд должен оставаться в половинках пресс-формы до тех пор, пока его температура не упадет настолько, что материал приобретет свойство сохранять геометрические размеры. Большой и неравномерно распределенный объем пластика не только задерживает процесс охлаждения, но также вызывает неравномерность охлаждающего эффекта, и, так как полное охлаждение на практике неприменимо, этот способ считается слишком медленным для современного высокопроизводительного производства упаковочных сосудов.
Таким образом, имеется также общая необходимость создать способ изготовления упаковочного сосуда, причем способ, который дает возможность рационально и при высоких объемах производства изготавливать сосуды для нешипучих напитков.
Техническая задача настоящего изобретения состоит в реализации способа изготовления упаковочного сосуда, который дает возможность изготовить упаковочный сосуд из множества частей путем отдельного оптимального изготовления различных частей и последующего объединения этих частей в готовый, непроницаемый для жидкости упаковочный сосуд.
Техническая задача настоящего изобретения также состоит в реализации способа изготовления упаковочного сосуда, который дает возможность быстро и эффективно, с минимальной затратой материала получить готовые упаковочные сосуды.
Дополнительная техническая задача настоящего изобретения состоит в реализации способа изготовления упаковочного сосуда, который является быстрым и экономичным в том, что касается ресурсов, и в результате не имеет недостатков, присущих способам изготовления, известным из уровня техники, например, таким как низкая производительность, недостаточная точность при изготовлении и высокая стоимость.
И последняя техническая задача настоящего изобретения состоит в реализации способа изготовления упаковочного сосуда, который делает возможным полностью изготовить упаковочный сосуд со слоем газонепроницаемого материала.
Данные технические задачи решаются за счет того, что в способе изготовления упаковочного сосуда для жидкого содержимого, имеющего корпус и верхнюю часть, включающем получение верхней части, формование части корпуса путем изгиба листового многослойного материала в форму стакана и спаивания кромок материала в непроницаемый для жидкости соединительный шов, проходящий вдоль стакана, и соединение между собой верхней части и стакана согласно изобретению верхнюю часть получают экструзией термопластичного материала с образованием рукава, который формуют дутьем с получением группы верхних частей, соединенных между собой попеременно горлышками и большими цилиндрическими кромочными частями, и делят ее на отдельные верхние части, каждую из которых соединяют со стаканом с образованием непроницаемого для жидкости шва путем термосварки внешнего слоя верхней части и внутреннего термопластичного слоя стакана.
Предпочтительно экструзия термопластичного материала с образованием рукава представляет собой совместную экструзию для получения слоя газобарьерного материала.
В результате применения способа в соответствии с настоящим изобретением станет возможным оптимизировать производство различных частей упаковочного сосуда в отношении как типа материала, прочности материала, так и газонепроницаемых свойств, в то же время производство будет рациональным и высокопроизводительным.
Предпочтительный вариант выполнения упаковочного сосуда, а также способ изготовления в соответствии с настоящим изобретением будет далее описан более подробно с особой ссылкой на прилагаемый чертеж, который является схематическим и демонстрирует только детали, необходимые для понимания настоящего изобретения.
На прилагаемом чертеже:
фиг.1 показывает преобразование многослойного материала в форму стакана;
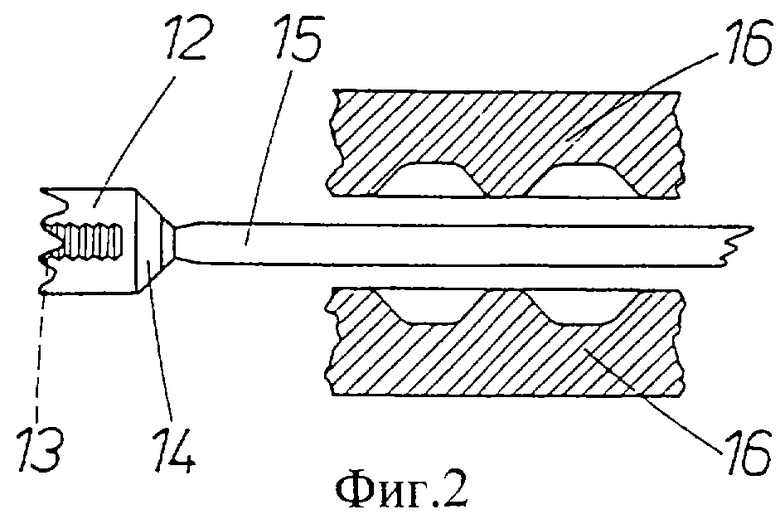
фиг.2 показывает способ в соответствии с настоящим изобретением экструдирования рукава и превращение его в верхние части;
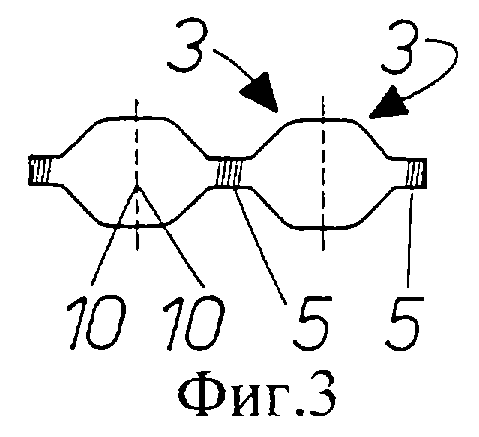
фиг. 3 показывает верхние части, изготовленные в соответствии со способом, показанным на фиг.2;
фиг.4 показывает отдельную верхнюю часть, имеющую закрывающее средство;
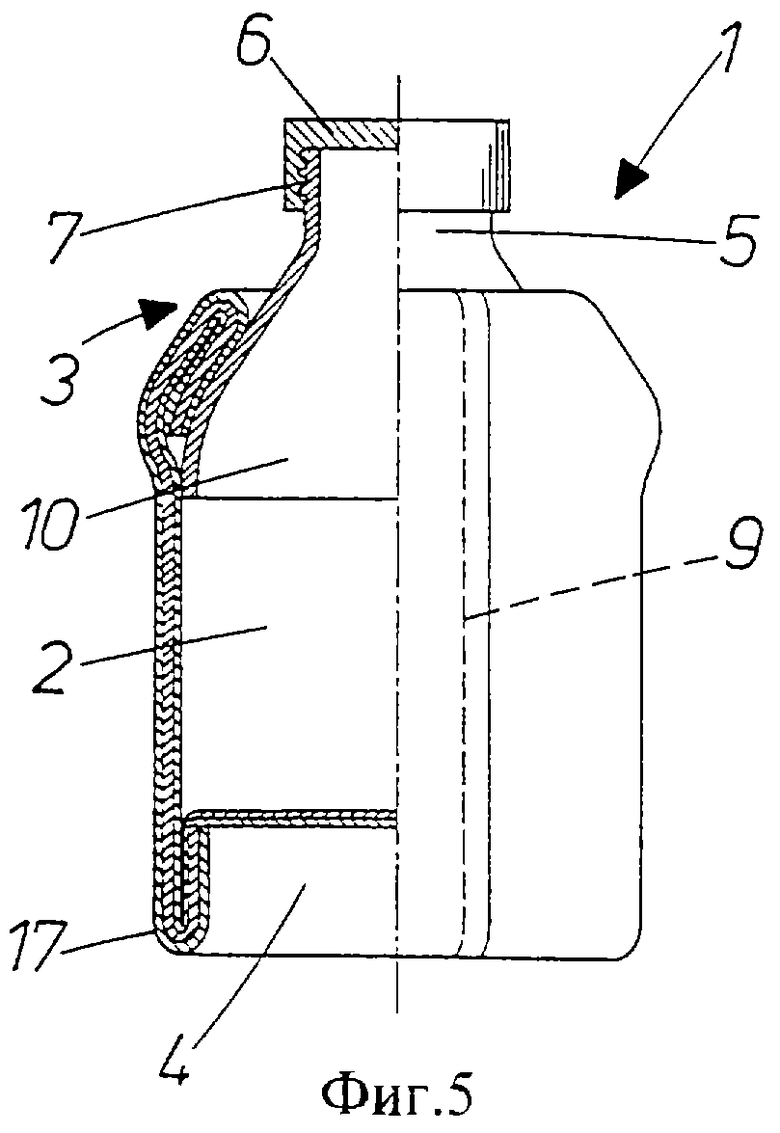
фиг. 5 показывает частичный разрез упаковочного сосуда в соответствии с настоящим изобретением;
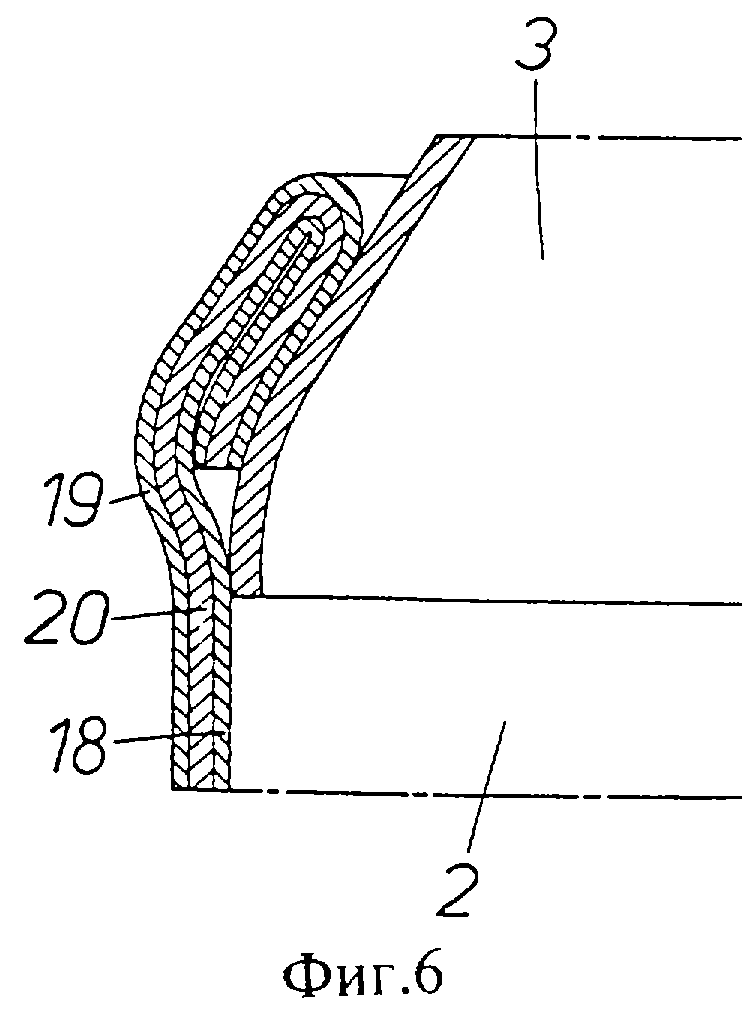
фиг.6 показывает в увеличенном масштабе разрез части упаковочного сосуда в соответствии с фиг.1.
Упаковочный сосуд 1, производимый способом в соответствии с настоящим изобретением, проиллюстрирован на фиг.5, из которой становится ясным, что упаковочный сосуд 1 в предпочтительном варианте своего выполнения, по существу, имеет форму бутылки и включает центральную, по существу, цилиндрическую часть 2 корпуса, по существу, коническую верхнюю часть 3, соединенную с одним из его концов непроницаемым для жидкости образом, и нижнюю часть 4, соединяющуюся непроницаемым для жидкости образом с противоположным концом части 2 корпуса. Верхний, свободный конец верхней части 3 выполнен в виде горлышка 5 и снабжен закрывающим средством 6 в форме навинчивающейся крышки, которая взаимодействует с внешней винтовой резьбой 7 на горлышке 5.
Как будет, в частности, ясно из фиг.1, часть 2 корпуса изготовлена из листового многослойного материала или ламинированного листового материала 8, который был разделен в поперечном направлении для образования отдельных заготовок, которые были превращены в трубчатые части 2 корпуса путем наложения вертикальных кромок заготовки одна на другую и пайкой одна с другой с образованием продольного непроницаемого для жидкости соединительного шва 9. Листовой многослойный материал или ламинат предпочтительно относится к известному типу, который используется для изготовления упаковок для напитков в форме параллелепипеда. Более точно, материал включает, в основном, центральный несущий или внутренний слой из волокнистого материала, который предпочтительно с обеих сторон окружен термопластичным материалом, например полиэтиленом. Этот материал может также включать слой барьерного материала, например какой-либо пригодный барьерный пластик или алюминиевую фольгу. Так как этот материал также включает слой термопластичного материала за пределами барьерного слоя, материал сам по себе может быть термосварен без применения дополнительного материала или каких-либо средств, кроме тепла и давления. Различные типы способов термосварки представляют собой хорошо известные технологии и не должны, следовательно, нуждаться в каком-либо подробном описании в этом контексте. Когда оптимальная прочность достигается, если продольный соединительный шов 9 выполнен, как показано на фиг.1, то есть в форме соединения внахлест, при котором внешний слой одного края материала соединен с внутренним слоем противоположного материала, то, естественно, можно выполнить продольный соединительный шов внутренней стороной к внутренней стороне. Это может быть благоприятным с точки зрения обеспечения барьерных свойств, но обеспечивает меньшую механическую прочность, и выбор между этим и другими типами пайки должен быть сделан в зависимости от заданных свойств готового изделия.
Верхняя часть 3 упаковочного сосуда 1 проиллюстрирована на фиг.4, из которой станет ясно, каким образом верхняя часть охватывает нижнюю, в основном цилиндрическую кромочную часть 10, соединенную с ней наклонную часть 11 и часть горлышка 5, соединенную с ее свободным краем, причем часть горлышка также, по существу, цилиндрическая, но имеет значительно меньший диаметр, чем цилиндрическая кромочная часть 10 на противоположном крае верхней части 3. Как станет ясно из фиг.4, горлышко 5 включает витки внешней винтовой резьбы или другие средства для механического соединения с закрывающим средством, которое, например, как видно из фиг.5, может иметь форму традиционной навинчивающейся крышки, которая сама по себе известна.
Верхняя часть 3 изготавливается с помощью экструзии и формования дутьем, как схематически проиллюстрировано на фиг.2, из которой ясно, как экструдер 12 с помощью шнека экструдера 13 (только указанный на чертеже) обрабатывает нагретый пластический материал и выжимает его через насадку 14 экструдера для формирования рукава 15 из формуемого пластического материала. Рукав 15 проходит между двумя половинками 16 пресс-формы, которые, будучи закрытыми, разграничивают и определяют часть рукава 15 и с помощью давления, способом, который сам по себе известен, придают этой части заданную конфигурацию. Образованная таким образом часть рукава 15 проиллюстрирована на фиг.3, из которой становится ясно, как рукав 15 преобразован в ряд непрерывных верхних частей 3, которые соединены друг с другом попеременно горловинами 5 и цилиндрическими частями 10.
Из фиг.5 станет ясно, как нижняя часть 4 упаковочного контейнера соединена с нижним краем части 2 корпуса путем спаивания вместе областей кромки обеих частей 2, 4 и путем повторного сгибания для образования фальца 17 пайки. Эта технология сама по себе известна и подходит для использования, так как внешний материал части 2 корпуса и внешний материал нижней части 4 непосредственно термопаяются друг к другу, как имеет место в упаковочном сосуде в соответствии с настоящим изобретением, так как нижняя часть 4 изготавливается из того же многослойного материала, что и корпус.
Из фиг.6 ясно, каким образом верхний конец части 2 корпуса соединен непроницаемым для жидкости образом с нижним краем верхней части 3, то есть как с цилиндрической кромочной частью 10 верхней части 3, так и с нижней областью наклонной части 11 верхней части 3. Далее из фиг.6 ясно, как осуществляется наплыв многослойного материала части 2 корпуса с внутренним слоем 18 из термопластика, внешним слоем 19 из волокнистого материала и промежуточным слоем 20 из барьерного материала. Барьерный материал может представлять собой алюминиевую фольгу или какой-либо сам по себе известный барьерный пластик, а внутренний слой может, например, быть выполненным из полиэтилена. Волокнистый слой 19 может быть снабжен дополнительным внешним слоем из термопластика и, возможно, также дополнительными слоями декоративного характера, например типографской краски. Чтобы обеспечить оптимальное соединение между частью 2 корпуса и верхней частью 3 как с точки зрения механической прочности, так и с точки зрения барьерных свойств и внешнего вида, внутренний слой 18 из термопластика части 2 корпуса герметизирован непосредственно по отношению к внешней части нижней цилиндрической части верхней части 3. С помощью повторного сгибания кромочной области части 2 корпуса, расположенной над участком пайки, внешняя часть упаковки приобретет привлекательный вид, так как верхняя срезанная кромка части 2 корпуса, таким образом, делается невидимой. Это также является преимуществом с точки зрения механической прочности, так как кромка с необработанным срезом может легко впитывать влагу при хранении упаковочного сосуда и ослабит механическую прочность материала.
При изготовлении вышеуказанного упаковочного сосуда способом в соответствии с настоящим изобретением различные части упаковочного сосуда изготавливаются по отдельности, после чего они объединяются друг с другом соответствующим образом. В изготовлении части 2 корпуса имеет место, по существу, обычный способ, то есть листовой многослойный материал в виде листового ламината подается на известную саму по себе установку для изготовления стакана (не показана), где соответствующая часть ламинированного листового материала отделяется и изгибается в форму стакана, который снабжен непроницаемым для жидкости продольным соединительным швом 9. Чтобы выполнить повторно согнутую верхнюю краевую кромку части 2 корпуса, как показано на фиг. 5, осуществляется повторное сгибание ее верхней кромки (не показана на фиг.1) предпочтительно перед преобразованием ламинированного листового материала 8 в форму стакана, предпочтительно термоспаянного сам с собой. Тем не менее эта технология хорошо известна из уровня техники и, следовательно, не будет подробно описана в данном контексте.
Изготовление нижних частей 4 также осуществляется способом, который известен сам по себе, начиная с листового многослойного материала такого же, как используемый для части 2 корпуса. Таким образом, также используется ламинированный листовой материал, из которого штампуются диски соответствующего диаметра. Внешние кромочные области дисков затем загибаются, в основном, под углом 90o, чтобы обеспечить соединение с частью 2 корпуса в фальце 17 пайки, показанном на фиг.5, что имеет место частично за счет термопайки, чтобы обеспечить заданную непроницаемость для жидкости и частично за счет механического формирования (складывания), чтобы далее увеличить механическую прочность и образовать в сосуде нижнюю, непроницаемую для жидкости кромку, на которой он может стоять.
Изготовление верхних частей 3 имеет место с помощью технологии формования дутьем, которая ранее не использовалась для изготовления верхних частей. При этой технологии используется известный сам по себе экструдер 12, который с помощью шнека экструдера 13 проталкивает нагретый пластик через насадку 14 таким образом, что образуется рукав 15. С помощью половинок 16 пресс-формы (которые имеют возможность возвратно-поступательного перемещения друг относительно друга) часть экструдированного, все еще способного к формоизменению рукава 15 окружается и заключается между половинками пресс-формы. Через впускную насадку (не показана) воздух подается на внутреннюю часть удерживаемой части рукава, рукав благодаря полученной таким образом разности давления под воздействием усилия расширяется так, что полностью заполняет половинки 16 пресс-формы и, таким образом, приобретает внешний контур и размеры, которые соответствуют общему внешнему контуру стенки половинок 16 пресс-формы, соединенных вместе.
Аналогичный процесс формования дутьем ранее использовался для изготовления целых упаковочных сосудов, которые как верхние части в соответствии с настоящим изобретением могут с помощью процесса совместной экструзии иметь барьерный слой пластика. После операции формования начинается фаза охлаждения, которая из-за относительно большого количества используемого материала и ограниченной способности к охлаждению продолжается относительно долгое время, что ранее делало рациональное изготовление целых упаковочных сосудов невозможным при использовании этого способа. Тем не менее при изготовлении в соответствии с настоящим изобретением ряда верхних частей на каждом этапе процесса формования (предпочтительно, например, восьми) общее время охлаждения для верхних частей будет разделяться таким образом, что скорость изготовления увеличивается в восемь раз по сравнению с соответствующим изготовлением целых упаковочных сосудов. До некоторой степени фаза охлаждения может быть ускорена путем всасывания холодного воздуха и/или путем охлаждения половинок 16 пресс-формы. Но решающее различие в производительности, в основном, зависит от того факта, что каждая операция формования дутьем теперь дает большое число верхних частей. Путем расположения и смещения половинок пресс-формы способом, который известен сам по себе, вдоль двух бесконечных полос листового материала процесс может осуществляться непрерывно.
Когда операция охлаждения завершена и половинки 16 пресс-формы открыты, то таким образом будет получена серия соединенных верхних частей 3, как показано на фиг. 3. Верхние части попеременно соединяются горлышками 5 и попеременно большими цилиндрическими кромочными частями 10. Так как технология формования дутьем делает возможной высокую точность изготовления, горлышки 5 могут быть снабжены механически действующими приспособлениями для создания образующего зацепление взаимодействия для любого типа закрывающего средства, например навинчивающейся крышки. Таким образом, на горлышках 5 образуются уже в процессе формования дутьем готовые витки внешней винтовой резьбы 1, которая используется в качестве образующего пробку соединения с закрывающим средством или навинчивающейся крышкой 6.
Необходимо отметить, что в то время как описанный вариант осуществления настоящего изобретения относится к упаковочному сосуду с частью корпуса или цилиндр, который имеет круглую конфигурацию поперечного сечения, ничто не мешает использованию других конфигураций поперечного сечения, например восьмиугольных или имеющих неправильную форму (например, нецилиндрических). Естественно, другие части упаковочного сосуда должны должным образом соответствовать конфигурации соответствующей части корпуса.
Так как и операции свертывания стакана, т.е. формирование части 2 корпуса, и операция формования дутьем, т.е. формирование верхней части 3, а также операция штамповки, то есть формирования нижней части 4, может иметь место при относительно высоких скоростях, будет возможно рационально и экономично использовать способ в соответствии с настоящим изобретением для изготовления упаковочного сосуда 1, снабженного барьерным слоем. Использование различных типов материала соответственно для части 2 корпуса нижней части 4 и верхней части 3 обеспечивает оптимальное использование отдельных материалов, как в отношении механической прочности, так и в отношении барьерных свойств и непроницаемости для жидкости, делая упаковочный сосуд недорогим и давая возможность оптимизировать цикл производства по сравнению с известными ранее упаковочными сосудами, которые изготавливались либо исключительно с помощью формования дутьем, либо исключительно с помощью сгибания/термопайки ламинированных материалов.
Настоящее изобретение не должно рассматриваться как ограниченное представленным и показанным на чертеже, возможны многие модификации без отклонения от объема, представленного в формуле изобретения.

Изобретение относится к способу изготовления упаковочного сосуда, состоящего из корпуса и верхней части. Корпус сосуда формируют путем изгиба многослойного материала в форму стакана и пайки с обеспечением непроницаемости для жидкости кромок материала в соединительный шов, проходящий вдоль стакана. Верхнюю часть изготавливают путем экструзии термопластичного материала для образования рукава, который подвергается формованию дутьем для получения сплошных верхних частей, которые отделяют одну от другой и соединяют со стаканом. Обеспечивается быстрое и эффективное с минимальными затратами материала изготовление сосудов для жидкостей. 1 з.п. ф-лы, 6 ил.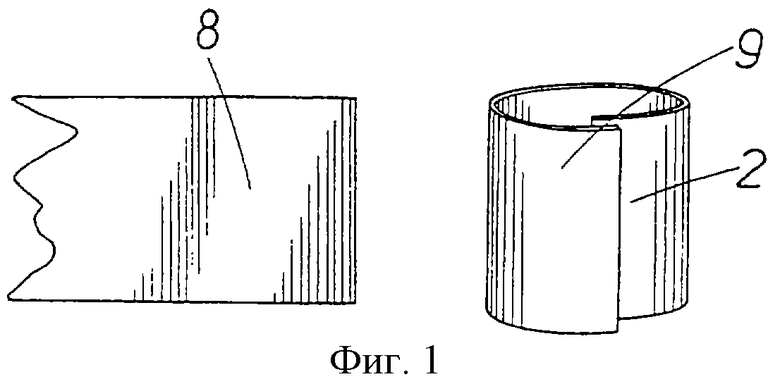
| Способ получения ингибитора солеотложения | 1983 |
|
SU1081166A1 |
| US 3690088 А, 12.09.1972 | |||
| Способ выработки на двухсистемном носочном автомате носков с нераспускающимся и незакручивающимся бортиком и замки к двухсистемному автомату для осуществления способа | 1959 |
|
SU126575A1 |
| Сосуд для жидкости | 1991 |
|
SU1837833A3 |

