Изобретение относится к черной металлургии, а именно к конвертерному производству, и может быть использовано в продувочных кислородных фурмах для подачи газа сверху в конвертер.
Известен способ продувки расплавов металлов окислительным газом и фурма для его осуществления (патент РФ 2068001 МПК С 21 С 5 5/48, 1996 г.).
Способ позволяет по мере износа футеровки конвертера регулировать критическое сечение сопла за счет замены сменных насадок с критическим сечением.
Основным недостатком этого способа является необходимость иметь большое количество сменных насадок, трудность продувки металла газом, с целью получения некоторых марок низкоуглеродистых сталей (08Ю), низкофосфористых (22ГЮ) из-за невозможности изменения угла наклона сопел.
Известна фурма для продувки металла (патент РФ 2083682 МПК С 21 С 5 5/48, 1997 г. ), в которой для повышения производительности и стабильности процесса оси входного и выходного участков сопла выполнены под углом друг к другу, что по мнению заявителя позволяет при такой конструкции фурмы создать на периферийных участках струи зоны завихрения, где окислитель будет иметь меньшую скорость и будет проникать в металл на меньшую глубину, что приводит к увеличению доли углерода, окисляющегося по двухстадийной схеме.
Недостатком этой конструкции является то, что она не позволяет изменить угол наклона сопел в процессе кампании конвертера, не полностью используется кинетическая энергия струи, т.к. конструкция сопла с пересекающимися осями входной и выходной части не позволяет получить сопло Лаваля в чистом его виде.
Наиболее близким аналогом, принятым за прототип изобретения, является способ выплавки стали в конвертере (SU 1504262 А1,С 21 С 5/28,30.08.89), при котором по ходу кампании конвертера увеличивают угол наклона струй окислительного газа в диапазоне от 18,5 до 28,5o, сохраняя соотношение диаметра окружности, описывающей зоны воздействия кислородных струй на ванну к диаметру ванны по футеровке, равным 0,56-0,62, при этом достигают сокращение продолжительности продувки, снижения расхода шлакообразующих и увеличения стойкости футеровки.
Недостатком этого способа является то, что изменение угла наклона кислородных струй не согласуется с выплавляемой маркой стали, и то, что указанные в описании величины углов наклона сопел продувочных фурм в современных большегрузных конвертерах (350 т и более) не применяются из-за опасности быстрого износа футеровки.
Техническим результатом изобретения является оптимизация направления продувочных струй по ходу кампании конвертера и выплавке определенного сортамента стали, т. е. улучшение технико-экономических показателей процесса выплавки стали (повышение стойкости футеровки, уменьшение угара металла, увеличение степени усвоения шлакообразующих материалов).
Указанный технический результат достигается тем, что в способе продувки металла при выплавке стали в конвертере, включающем подачу в расплав металла через сопла фурмы струй окислительного газа с увеличением по ходу кампании конвертера их угла наклона, образованного продольной осью фурмы и осью струй, угол наклона струй окислительного газа по ходу кампании конвертера увеличивают от 13 до 18o путем поворота сопел, кроме того, величину угла наклона струй окислительного газа дополнительно регулируют в зависимости от марки выплавляемой стали, при этом угол наклона уменьшают при продувке металла на низкоуглеродистые марки стали.
Технический результат достигается также тем, что фурма для продувки расплавов металла, содержащая концентрично расположенные трубы подачи кислорода, подвода и отвода охладителя, торцевую головку, состоящую из наружной и внутренней тарелок, соединенных соплами, расположенными под углом к продольной оси фурмы, отличающаяся тем, что сопла фурмы выполнены таким образом, что ось внутренней поверхности сопла пересекается с осью его наружной поверхности под углом β, равным 0,5-4o, при этом каждое сопло выполнено с возможностью поворта вокруг оси его внешней поверхности и его фиксирования в торцевой головке на любую величину угла наклона из диапазона α±β в пределах равных 13-18o, где α - угол наклона оси наружной поверхности сопла к продольной оси фурмы.
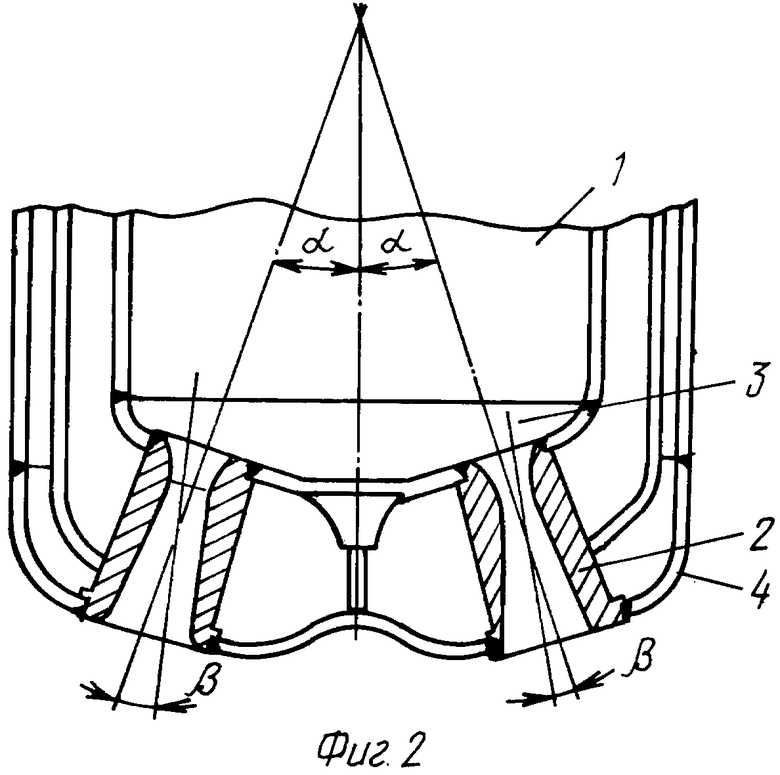
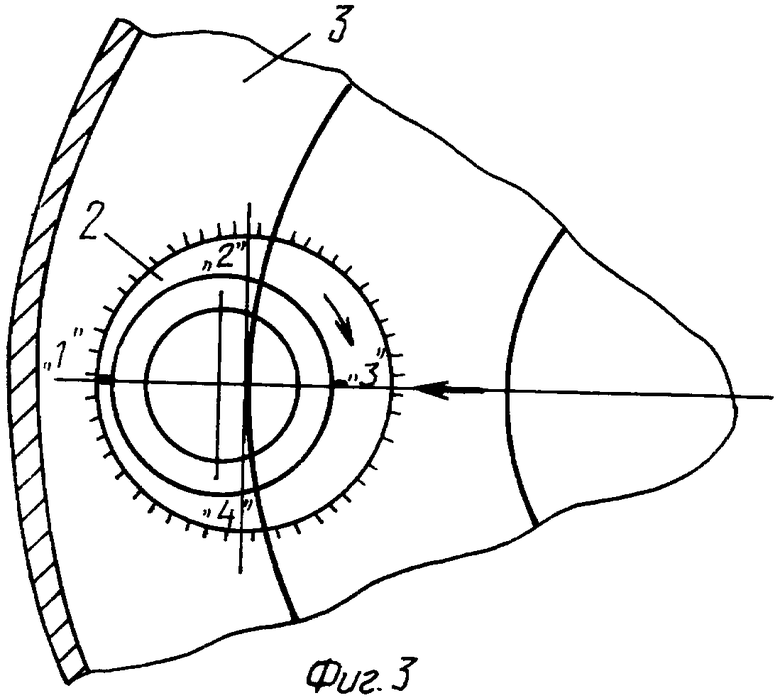
Изобретение иллюстрируется чертежами, где на фиг.1 изображен вид сопла (продольный разрез) со смещенной осью, β - угол пересечения осей внутренней и наружной поверхностей сопла; на фиг.2 - общий вид наконечника фурмы, продольный разрез (продувка в начале кампании конвертера); на фиг.3 - схема установки сопел в головке фурмы.
Способ продувки металла окислительным газом реализуется при помощи устройства, показанного на фиг.2 Устройство содержит фурму 1, сопла 2, внутреннюю тарелку 3 с отверстиями под сопла, наружную тарелку 4. Внутренняя 3 и наружная 4 тарелки совместно растачиваются для установки сопел 2 под углом α к продольной оси фурмы. На торцевой поверхности сопла 2 со стороны внутренней тарелки 3 нанесены метки 1,2,3,4 (фиг.3) Количество меток может быть и большим в зависимости от величины угла β. Каждой метке соответствует определенное значение угла ±β.
При продувке на новом конвертере, когда диаметр конвертера минимальный, а высота ванны металла максимальна, устанавливается угол истечения продуваемого газа (α-β) (положение сопла относительно стрелки "3"). При продувке ванны в конце кампании конвертера сопло устанавливают в положение "1". В середине кампании сопла устанавливают в положение "2" или "4", при этом можно создать некоторое закручивание ванны металла в левую или правую сторону (фиг.3).
По заявке мастера-технолога в зависимости от состояния конвертера и выплавляемой марки стали выполняется та или иная сборка фурмы, т.е. выполнен тот или иной поворот сопел вокруг оси его внешней поверхности для получения необходимого угла α±β. Конструкция деталей, технологии сборки и сварки не меняются.
При выплавке низкоуглеродистой стали (автолист, электротехническая сталь) в начале кампании конвертера, когда ванна имеет максимальную глубину и минимальный диаметр, используют кислородную фурму для продувки металла, наконечники которой собраны по схеме "3" и имеющие угол наклона оси продувочной струи к вертикали 13o. В этом случае будет реализовываться максимальная глубина проникновения струи кислорода в металл, наилучшее перемешивание металла и более полное взаимодействие струи кислорода с расплавом, что позволит достичь заданного низкого содержания углерода в расплаве в конце продувки без переокисления металла и шлака и повысить чистоту стали по неметаллическим включениям, снизить расход ферросплавов.
При дальнейшей эксплуатации конвертера с ростом износа футеровки, увеличения диаметра и снижения глубины металлической ванны необходимо использовать кислородную фурму, наконечники которой собраны по схеме "2" и имеющие угол наклона оси внутренней поверхности сопла к вертикали 14-15o (чем больше износ футеровки, тем больший угол наклона устанавливается на наконечники). В этом случае при достаточной глубине проникновения кислородной струи в металл увеличивается площадь взаимодействия кислорода с расплавом, что способствует более полному протеканию металлургических реакций без увеличения вредного воздействия газовой струи на футеровку конвертера.
При выплавке остальных марок стали с содержанием углерода более 0,05% (трубный металл и т.п.) в начале кампании конвертера необходимо использовать фурму, сопла которой собраны по схеме "2", имеющие угол наклона оси внутренней поверхности сопел к вертикали 16o. В этом случае при сохранении требуемого содержания углерода в стали перед выпуском за счет увеличения угла наклона продувочной струи и лучшего наведения шлака будет обеспечен необходимый химсостав в расплаве. В дальнейшем по ходу кампании конвертера угол наклона продувочных струй увеличивают до 18o (схема сборки "1").
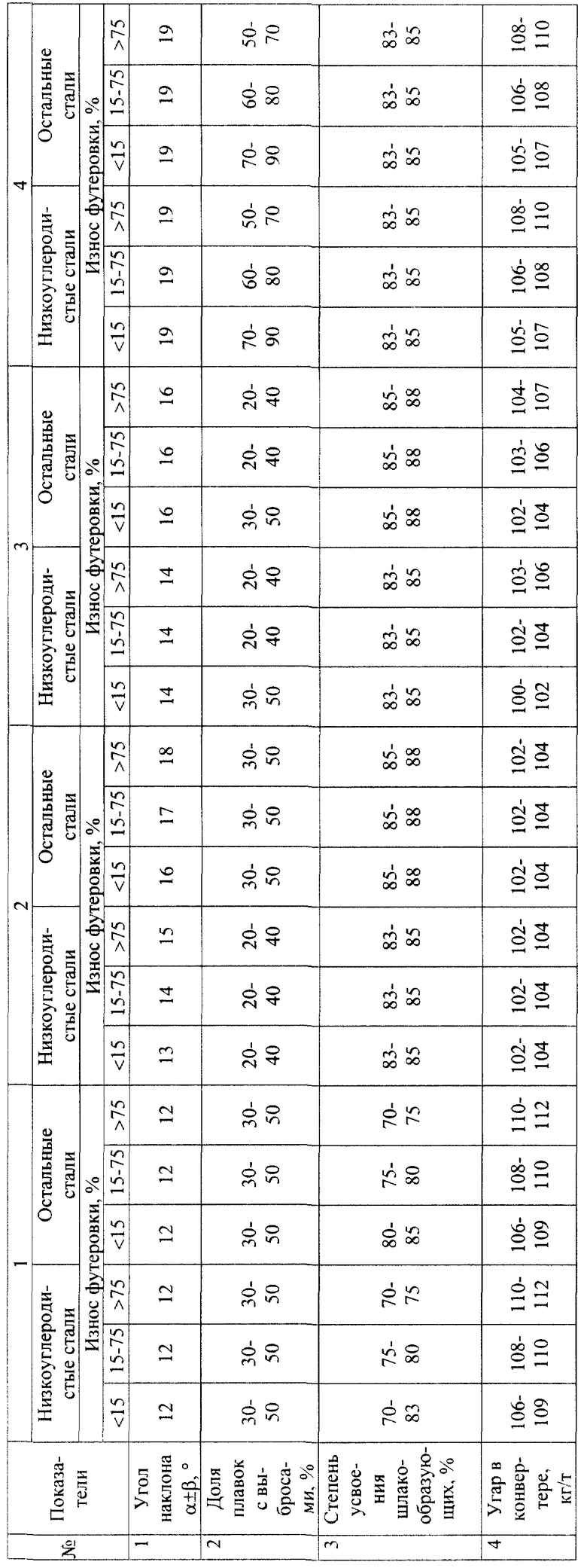
Примеры использования фурм с различными углами наклона сопел отражены в таблице. Способ выплавки стали с изменением угла наклона сопел опробован на 350-тонных конвертерах с футеровкой из периклазоуглеродистых огнеупоров с применением торкретирования и раздува вспененного шлака на стенки конвертера при средней продолжительности кампании 4000 плавок. Угол наклона оси наружной поверхности сопел к продольной оси фурмы α для всех торцовых головок был равен 16o. Сопла были изготовлены с углами β = 2,3,4°, что позволило исследовать влияние углов α±β в диапазоне от 12 до 20o. Исследовались показатели конвертерной плавки при выплавке различных групп марок сталей: низкоуглеродистых (содержание углерода перед выпуском менее 0,05%) и остальные (содержание углерода перед выпуском более 0,05%).
Изменение угла наклона струй окислительного газа в зависимости от марки выплавляемой стали и износа футеровки конвертера в пределах от 13 до 18o позволяет увеличить степень усвоения шлакообразующих материалов и снизить угар в конвертере.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2001 |
|
RU2185445C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2001 |
|
RU2185446C1 |
| СПОСОБ ПРОДУВКИ РАСПЛАВОВ МЕТАЛЛОВ И ФУРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2068001C1 |
| СПОСОБ ПРОДУВКИ МЕТАЛЛА В КОНВЕРТЕРЕ | 1997 |
|
RU2133781C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ФУТЕРОВКИ КОНВЕРТЕРА В ГОРЯЧЕМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111262C1 |
| НАКОНЕЧНИК ГАЗОКИСЛОРОДНОЙ ФУРМЫ ДЛЯ ПРОДУВКИ РАСПЛАВА ОКИСЛИТЕЛЬНЫМ ГАЗОМ В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 2016 |
|
RU2630730C9 |
| ФУРМА ДЛЯ ПРОДУВКИ МЕТАЛЛА | 2009 |
|
RU2398026C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2002 |
|
RU2215793C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ФУТЕРОВКУ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА ИЛИ ФУТЕРОВКУ МЕТАЛЛУРГИЧЕСКОЙ ЕМКОСТИ | 1997 |
|
RU2131571C1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ВЫБРОСОВ ПРИ ПРОИЗВОДСТВЕ СТАЛИ В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 1997 |
|
RU2123534C1 |
Группа изобретений относится к черной металлургии, а именно к конвертерному производству стали с продувкой кислородом сверху через фурму. Технический результат - повышение стойкости футеровки, уменьшение угара металла, увеличение степени усвоения шлакообразующих материалов за счет оптимизации направления продувочных струй по ходу кампании конвертера. Способ продувки металла при выплавке стали включает подачу в расплав металла через сопла фурмы окислительного газа, угол наклона струй которого по ходу кампании конвертера увеличивают от 13 до 18o. Величину угла наклона струй регулируют также в зависимости от марки выплавляемой стали с уменьшением его величины при продувке металла на низкоуглеродистые марки стали. Сопла фурмы выполнены таким образом, что ось внутренней поверхности сопла пересекается с осью его наружной поверхности под углом β, равным 0,5-4o. Каждое сопло выполнено с возможностью поворота вокруг оси его внешней поверхности и его фиксирования в торцевой головке на любую величину угла наклона из диапазона α±β в пределах 13-18o, где α - угол наклона наружной поверхности сопла к продольной оси фурмы. 2 с.п.ф-лы, 3 ил., 1 табл.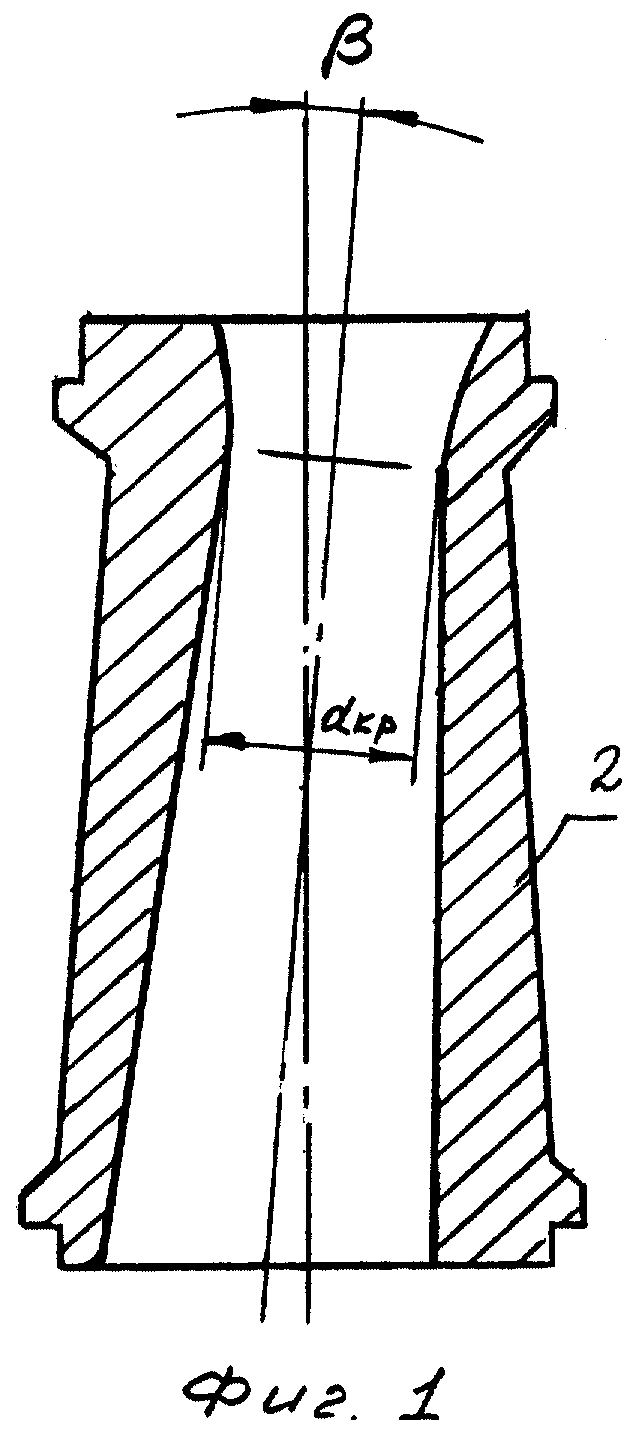
| Способ выплавки стали в конверторе | 1987 |
|
SU1504262A1 |
| СПОСОБ ПРОДУВКИ РАСПЛАВОВ МЕТАЛЛОВ И ФУРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2068001C1 |
| ФУРМА ДЛЯ ПРОДУВКИ МЕТАЛЛА | 1994 |
|
RU2083682C1 |
| Фурма для продувки расплава в конвертере | 1987 |
|
SU1439129A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Газо-кислородная фурма | 1972 |
|
SU510518A1 |
| Фурма для продувки жидкого металла | 1986 |
|
SU1397498A1 |

