Изобретение относится к машиностроению и предназначено для обработки на станках с ЧПУ конструкционных сталей и чугунов концевым твердосплавным, быстрорежущим и абразивным инструментом (сверла, центровки, зенкеры, концевые и шпоночные фрезы, абразивные головки и т.п.), а также в координатно-шлифовальных станках для шлифования конических поверхностей.
Известно устройство для шлифования конических поверхностей, состоящее из двух настроечных плит с опорными поверхностями, выполненными под углом к их осям, к которым крепится шлифовальный шпиндель [1].
Недостатками известного устройства являются: узкие технологические возможности и узкая специализация, ограниченная частота вращения шпинделя и нет обеспечения автоматической смены инструментов.
Наиболее близкой по технической сущности и достигаемому результату является известная ускорительная головка (мультипликатор) с планетарной передачей, имеющая одну степень подвижности и состоящая из корпуса-водила с сателлитами на осях, корончатого и солнечного колес и выходного вала с цанговым патроном [2].
Недостатком известной головки является узкие технологические возможности, выражающиеся, например, в невозможности обработки конических поверхностей, невозможности изменения и регулирования угла наклона выходного вала с инструментом, в невозможности снятия фасок с двух сторон отверстия и т.п.
Задачей изобретения является расширение технологических возможностей, таких как: обработка конических поверхностей, изменение и регулирование угла наклона инструмента, его автоматическая смена, снятие фасок с двух сторон отверстия, обеспечение бегущего контакта, который повышает качество и увеличивает производительность, и т.п.
Поставленная задача решается с помощью предлагаемой ускорительной головки, которая содержит конический хвостовик, корпус-водило с закрепленными на осях сателлитами, корончатое и солнечное колеса, выходной вал с цанговым патроном и позиционирующий блок, причем она снабжена соединенной с коническим хвостовиком промежуточной плитой, имеющей направляющие с цилиндрическими поверхностями, предназначенными для соединения с позиционирующим блоком упором с двумя пружинами и установленным на направляющих балансировочным грузом, при этом корончатое колесо соединено для его остановки с упором посредством упомянутых пружин, а корпус-водило установлен в направляющих с возможностью углового смещения.
Сущность предлагаемой конструкции ускорительной головки поясняется чертежами.
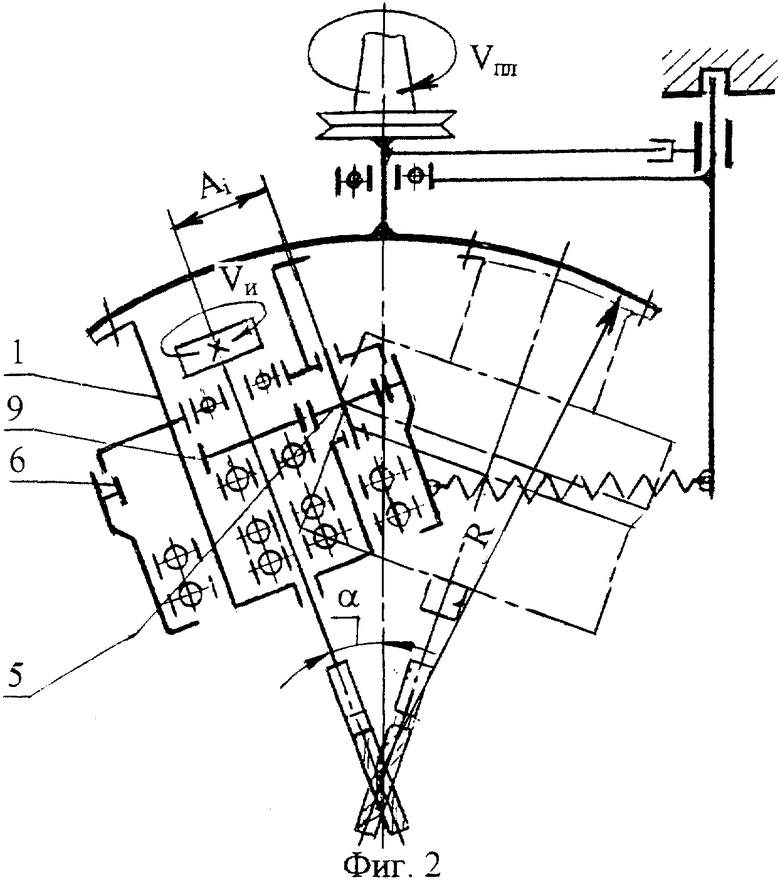
На фиг.1 показана конструкция ускорительной головки, продольный разрез; на фиг. 2 - кинематическая схема ускорительной головки; на фиг.3 - схема обработки V-образных швов под сварку листов проката, или обработка конического отверстия; на фиг.4 - поднутрение и обработка поверхностей в труднодоступных местах; на фиг. 5 - схема снятия фасок с двух сторон отверстия; на фиг. 6 - схема обработки Т-образного паза грибковой фрезой; фиг.7 - схема шлифования конической поверхности седла клапана.
Корпус 1 через промежуточную плиту 2 неподвижно соединен с хвостовиком 3, который имеет конус, например, 7:24, устанавливаемый в шпиндель станка с ЧПУ или обрабатывающий центр. Установка корпуса 1 головки на плите 2 осуществляется с возможностью углового смещения и регулирования угла наклона α оси головки относительно оси вращения хвостовика 3. Угловое смещение корпуса 1 осуществляется по направляющим плиты 2, которые выполнены в виде цилиндрической поверхности с радиусом R. С этой целью на плите 2 профрезерованы пазы (не показаны) под крепежные винты. Корпус 1 выполняет роль водила, в котором на осях 4 закреплены сателлиты 5. Сателлиты 5 находятся в зацеплении с корончатым колесом 6, которое остановлено путем соединения двумя пружинами 7 с упором 8.
Через солнечное колесо 9 вращение передается на выходной вал 10, который движется с частотой, в пять раз большей частоты вращения шпинделя с хвостовиком 3. На открытом конце выходного вала 10 размещен цанговый патрон с цангой 11, которая с помощью гайки 12 зажимает цилиндрический хвостовик инструмента 13. На другом конце выходного вала 10с помощью шайбы 14 закреплен маховик 15, предназначенный для повышения равномерности вращения инструмента.
Останов корончатого колеса 6 осуществляется, как указывалось выше, путем поворота кольца 16, с размещенным в нем упором 8, который предназначен для соединения с позиционирующим блоком (не показан), расположенным на станке около шпинделя. Во время входа хвостовика 3 в коническое отверстие шпинделя станка ползун 17 после контакта с позиционирующим блоком перемещается по упору 8, сжимая пружину 18. При этом поводок 19, размещенный в кольце 20, выходит из зацепления с ползуном 17; корончатое колесо 6 с упором 8 останавливаются в заданном положении благодаря пружинам 7, а хвостовик 3, вращаясь, передает крутящий момент на выходной вал 10. По окончании работы шпиндель станка останавливается в определенном угловом положении. Пружина 18 выталкивает ползун 17, и в результате головка оказывается в необходимом исходном положении.
Поддержка упора 8 в вертикальном положении осуществляется с помощью кольца 16, подвижно закрепленного на вращающемся хвостовике 3 через подшипник 21.
Угловое смещение корпуса головки вызывает большой дисбаланс при ее работе, который ликвидируют с помощью груза 22, который устанавливается на направляющих плиты 2 с помощью крепежных винтов (не показаны).
Ускорительная головка используется для обработки на станках с ЧПУ конструкционных сталей и чугунов нормальной обрабатываемости концевыми твердосплавным, быстрорежущим и абразивным инструментом (сверлами, центровками, зенкерами, концевыми, грибковыми и шпоночными фрезами, абразивными головками и т. п.) со скоростями резания, имеющими оптимальные значения.
Необходимость в таких головках предопределяется тем, что станки для обработки корпусных деталей имеют ограниченную частоту вращения шпинделя, недостаточную для достижения необходимой скорости резания.
Предлагаемая головка используется для обработки мелкоразмерным инструментом для изготовления крупногабаритных деталей и имеющих максимальную частоту вращения до 60 с-1.
Пример. Рассчитана и изготовлена ускорительная головка с угловым смещением. Поскольку габариты планетарной передачи определяются условиями автоматической смены инструмента, то задаемся диаметром делительной окружности d6 корончатого колеса 6, который должен быть не более 70 мм, согласно рекомендации [2] табл. 54, с.353. Число зубьев солнечного колеса 9 принимаем Z9= 12. Подбор чисел зубьев других колес производим, учитывая три условия: соосности, симметричного расположения сателлитов (условие сборки) и соседства [3] . Кинематический расчет планетарной передачи выполнили, исходя из общего передаточного числа i=5, по формулам
i = ω9/ω1 = 1+Z6/Z9, (1)
где ω9,ω1 - угловые скорости солнечного колеса 9 и корпуса 1, выполняющего функции водила;
Z6 - число зубьев корончатого колеса 6;
Z9 - число зубьев солнечного колеса 9.
Условия соосности валов центральных колес соблюдаются при
Z6=Z9+2Z5, (2)
где Z5 - число зубьев сателлита.
Условие симметричности расположения сателлитов (условие сборки) обеспечивается при
(Z6+Z9)/n = γ, (3)
где n=3 - принятое число сателлитов [3],
γ - любое целое число.
Условие соседства:
Aisinπ/n>0,5d5д, (4)
где Ai - межосевое расстояние передачи (фиг.2);
d5д - диаметр вершин зубьев сателлита.
Задаваясь межосевым расстоянием Ai и модулем m определяем число зубьев этих колес из выражения [3]
Z9+Z5=2Ai/m.
Из уравнений (2) и (3) следует
2(Z9+Z5)/n = γ,
при i= 5 из формулы (1) получаем, что 4Z9≈Z6, тогда из выражения (2) следует, что
Z5=1,5 Z9,
а соотношение диаметров делительных окружностей этих колес
d5=l,5 d9.
При i=5 и d6≤70 мм
4d9≤70 мм, d9=mZ9=17,5 мм,
d5≤26,25 мм, 2Ai≤17,5+26,25;
2Ai≤43,75 мм и n=3.
При m=1 мм Z9=17. Однако последнее не удовлетворяет условию (3).
Окончательно принимаем m=0,75 мм, получаем Z9=17,5/0,75=23, Z5=34 и Z6= 91, что удовлетворяет перечисленным выше условиям.
Использование в конструкции головки планетарной передачи наиболее полно отвечает современным требованиям. Такая передача имеет большие нагрузочные способности и КПД, чем зубчатые передачи тех же габаритов с неподвижными осями колес. Отношение угловых скоростей солнечного и корончатого колес может достигать ω9/ω5 = 7.
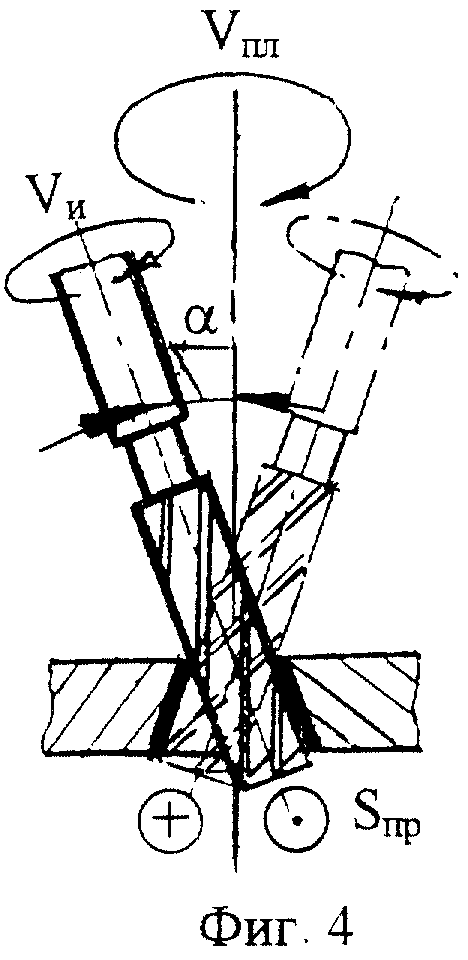
Предлагаемая ускорительная головка позволяет изменить кинематику движения инструмента, реализовать метод бегущего контакта, который повышает качество, увеличивает производительность и стойкость инструмента, снижает теплонапряженность процесса обработки и расширяет технологические возможности. Благодаря угловому смещению головки стало возможным обработка конических поверхностей, разделка V-образных швов под сварку листов проката и т.п. (фиг.3), поднутрение и обработка поверхностей в труднодоступных местах (фиг. 4), снятие фасок с двух сторон отверстия (фиг.5), обработка Т-образного лаза грибковой фрезой (фиг. 6), шлифование и полирование конической поверхности седла клапана (фиг.7) и т.п.
Обработка конических поверхностей (фиг.3) осуществляется, например, концевой фрезой при сочетании следующих основных движений: Vпл - планетарном вращательном движении головки; Vи - вращательном движении инструмента относительно оси выходного вала, расположенного под углом α к вертикальной оси головки; Sпoп - поперечной подачи вдоль вертикальной оси головки.
Поднутрение (фиг. 4) или другая обработка труднодоступных поверхностей осуществляется, например, концевой фрезой, при сочетании следующих движений: Vпл, Vи, Sпр - продольной подачи изделия.
С помощью предлагаемой головки за один рабочий ход производится снятие фасок в отверстиях деталей с лицевой и обратной сторон (фиг.5). Получение необходимых размеров достигается сочетанием следующих движений: Vпл, Vи, Sпp и Sпoп. Предлагаемое техническое решение позволяет получить фаски с требуемым линейным размером по глубине, позволяет изменить размер фаски, например, только притупить острые кромки, или же получить фаски с разными размерами с обеих сторон отверстия.
При фрезеровании Т-образного паза с применением новых грибковых фрез (ГОСТ 7063-72) и особенно изношенных, прошедших ряд переточек, установку их производят с помощью предлагаемой ускорительной головки (фиг.6), позволяющей регулировать угловое смещение α, которое зависит от ширины фрезы и ширины паза. Конструкция головки позволяет плавно регулировать угол α наклона грибковой фрезы, а также высоту точки пересечения продольной наклонной оси инструмента и вертикальной оси вращения головки относительно обрабатываемой заготовки. Естественно, возникает вопрос: как производить переточку инструмента при таком способе установки. В виду того, что допуски на ширину и глубину Т-образных пазов очень велики, например, для пазов с номинальным размером 8. . .18 мм допуск составляет 1,5...2 мм (ГОСТ 1574-75), переточку инструмента производим баз углового смещения, при этом искажение профиля паза укладывается в заданную величину допуска.
Ускорительная головка, оснащенная шлифовальным или полировальным инструментом (фиг. 7), например, при ремонтных работах при восстановлении плотного прилегания клапана двигателя внутреннего сгорания к конической поверхности седла, позволяет повысить качество и производительность обработки и использовать стандартный инструмент.
Предлагаемая головка повышает эффективность обработки благодаря изменению кинематики движений инструмента и детали, которое влечет за собой коренную перестройку или модернизацию традиционных способов и создание комбинированных. Ускорительная головка сокращает цикл обработки за счет совмещения и непрерывного протекания операций, повышает точность детали путем компенсации сил резания и управления упругими отжатиями технологической системы, улучшает динамику резания и позволяет упростить привод станка.
Увеличение скорости резания до оптимальных значений повышает надежность работы инструмента, который воспроизводит сложную траекторию его режущих элементов при элементарных движениях, и позволяет получить новые схемы обработки.
Источники информации
1. А. с. СССР 1590343, МКИ В 24 В 5/24. Устройство для шлифования конических поверхностей /Н. Ф. Спицин и С.П. Загоскин, 4390069/25-08, заяв. 10.03.88, опубл. 07.09.90. Бюл. 33.
2. Кузнецов Ю.И., Маслов А.Р., Байков А.Н. Оснастка для станков с ЧПУ: Справочник. - 2-е изд. , перераб. и доп. - М.: Машиностроение, 1990. - С. 352-353 - прототип.
3. Дунаев П.Ф., Леликов О.П. Детали машин. - М.: Высшая школа, 1984. - 336 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАНЕТАРНОГО ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2189895C2 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146592C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1996 |
|
RU2121426C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182071C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182069C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182067C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182070C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182068C2 |
| ШЛИФОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ КРУГА ДЛЯ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2146995C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2162398C2 |




Изобретение относится к машиностроению и предназначено для обработки на станках с ЧПУ конструкционных сталей и чугунов концевым твердосплавным, быстрорежущим и абразивным инструментом, а также в координатно-шлифовальных станках для шлифования конических поверхностей. Ускорительная головка содержит конический хвостовик, корпус-водило с закрепленными на осях сателлитами, корончатое и солнечное колеса, выходной вал с цанговым патроном и позиционирующий блок. Промежуточная плита соединена с коническим хвостовиком и имеет направляющие с цилиндрическими поверхностями, предназначенным для соединения с позиционирующим блоком упором с двумя пружинами. На направляющих установлен балансировочный груз. Корончатое колесо соединено для его остановки с упором посредством упомянутых пружин. Корпус-водило установлен в направляющих с возможностью углового смещения. Использование такой конструкции позволяет изменять и регулировать угол наклона инструмента при обработке конических поверхностей, снимать фаски с двух сторон отверстия, что ведет к повышению качества и производительности обработки. 7 ил.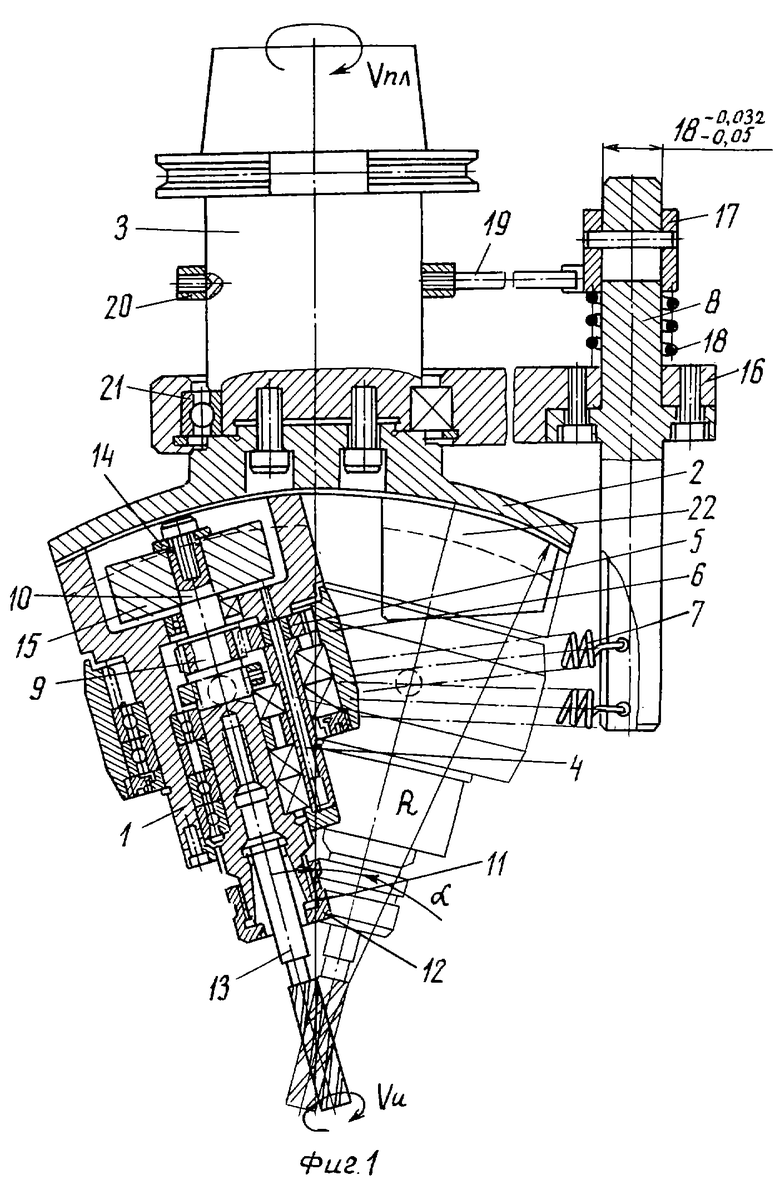
Ускорительная головка, содержащая конический хвостовик, корпус-водило с закрепленными на осях сателлитами, корончатое и солнечное колеса, выходной вал с цанговым патроном и позиционирующий блок, отличающаяся тем, что она снабжена соединенной с коническим хвостовиком промежуточной плитой, имеющей направляющие с цилиндрическими поверхностями, предназначенным для соединения с позиционирующим блоком упором с двумя пружинами и установленным на направляющих балансировочным грузом, при этом корончатое колесо соединено для его остановки с упором посредством упомянутых пружин, а корпус-водило установлен в направляющих с возможностью углового смещения.
| КУЗНЕЦОВ Ю.И | |||
| Оснастка для станков с ЧПУ: Справочник | |||
| - М.: Машиностроение, 1990, с.352-353 | |||
| Угловая головка к металлорежущим станкам | 1979 |
|
SU848176A1 |
| РЕВОЛЬВЕРНАЯ СВЕРЛИЛЬНАЯ ГОЛОВКА | 1939 |
|
SU58189A1 |
| ЙАТЕНТКО- Т&ХНЙЧССКАЯ \^g^WKAески ия10 | 0 |
|
SU265666A1 |
| ФРЕЗЕРНАЯ НАСАДКА | 1989 |
|
RU2034682C1 |
| DE 3447595 А1, 03.07.1986 | |||
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБОПРОВОДОВ | 1992 |
|
RU2018817C1 |
