Изобретение относится к области обработки поверхности изделий и может быть использовано для очистки поверхности цилиндрических изделий, удаления жидкой фазы с поверхности изделий воздухом и нанесения гальванических покрытий.
Известен способ очистки изделий от загрязнений (а.с. СССР 1440567, В 08 В 3/04, 1988, БИ 44), в котором изделие помещают в цилиндрическую камеру с моющей жидкостью так, что изделие имеет возможность вращения в камере, а его ось совпадает с осью камеры. Моющую жидкость непрерывно прокачивают через камеру, подавая ее тангенциально вращению изделия в зазор между изделием и камерой у одного из торцов камеры с напором, достаточным для вращения изделия.
Недостаток этого способа заключается в невысокой интенсивности очистки при заданном расходе моющей жидкости, поскольку движение ее относительно поверхности изделия близко к ламинарному и поток омывает изделие по винтовой траектории, ось которой совпадает с осью изделия и осью вихревой камеры.
Наиболее близким техническим решением является обработка изделий текучими средами (а.с. СССР 1781322, С 23 G 3/04, 1992, БИ 46), в котором изделие перемещают вдоль оси потока, заключенного в вихревой камере, при этом вибрацию изделия возбуждают, воздействуя на вихревой поток потоком иной среды (меньшей вязкости, плотности и вращающейся с большей интенсивностью).
Изделие под действием потока движется так, что ось изделия вращается параллельно вокруг оси вихревой камеры. Такой режим обработки сопровождается вибрацией изделия с частотой, не превышающей скорость вращения среды, истекающей из вихревой камеры.
Однако для интенсификации процесса обработки и повышения качества требуется воздействие на изделие дополнительным потоком большей интенсивности, иной природы.
Воспользоваться этим способом, например, для удаления жидкости с поверхности изделий не представляется возможным. При электрохимической обработке изделий дополнительный поток газовой фазы увеличивает электрическое сопротивление на границе изделие-электролит. Поскольку характер вибрации в этом случае не гармонический, а пульсирующий, то этот факт неизбежно отражается на качестве обработки.
Техническая задача, решаемая изобретением, заключается в повышении производительности обработки при заданной интенсивности потока и повышении качества обработки.
Поставленная задача решается за счет того, что в способе обработки цилиндрического изделия текучей средой, в котором изделие перемещают в вихревом потоке, заключенном в вихревой камере, согласно изобретению обработку изделия проводят в режиме прецессии оси вихревого потока и оси изделия относительно оси вихревой камеры.
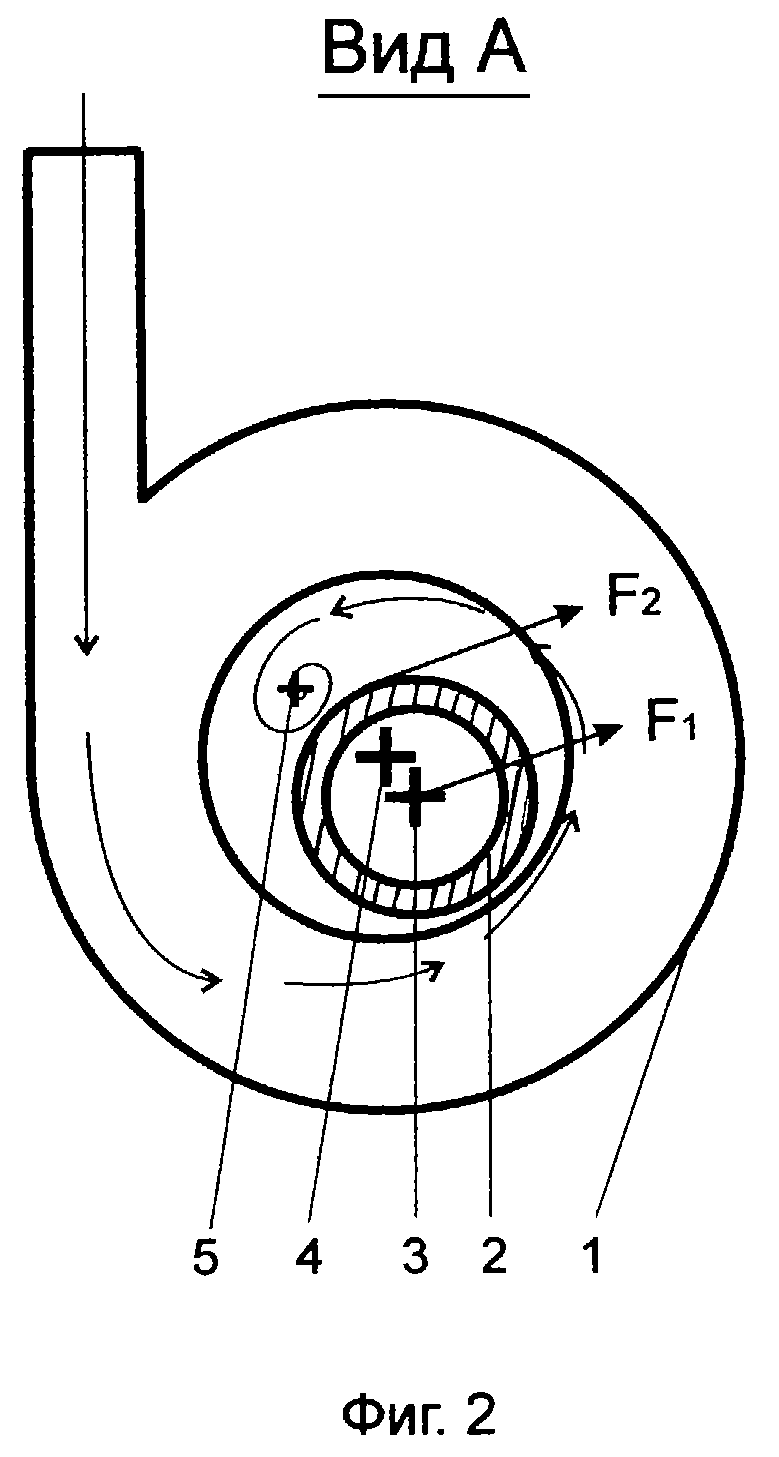
Изобретение иллюстрируется чертежами, где на фиг.1 схематично изображено устройство, поясняющее реализацию способа, на фиг.2 показан вид А на фиг.1.
В вихревой камере 1 (фиг.1) размещена труба (обрабатываемое изделие) 2, ось 3 которой смещена относительно оси 4 вихревой камеры.
Тонкими линиями со стрелками показано направление движения текучей среды, которая вращается относительно оси 5.
Способ реализован следующим образом.
Вихревой поток организован таким образом, чтобы истечение его из вихревой камеры было асимметричным.
Конической формой вихревой камеры создается асимметрия истечения потока из вихревой камеры. Асимметрию истечения можно обеспечить различными приемами, например, придав потоку составляющую движения потока вдоль оси камеры навстречу изделию или в направлении движения изделия.
На трубу 2, перемещаемую через вихревую камеру 1 с возможностью смещения оси трубы 3 относительно оси вихревой камеры 4, воздействует вихревой поток текучей среды.
Сила F1 возникает в результате расклинивающего действия вращающейся текучей среды на клиновидный зазор между стенкой проводящего канала вихревой камеры и изделием.
Сила F2 появляется при смещении оси вихревого потока относительно оси вихревой камеры в серповидный зазор между проводящим каналом и изделием. Асимметрия истечения потока из вихревой камеры и возможность смещения оси изделия относительно оси вихревой камеры необходимое и достаточное условие для спонтанного возбуждения прецессии.
Сила F2 возникает как результат высокоскоростного вращения текучей среды, которая посредством трения действует на изделие. Высокоскоростное вращение среды связано с тем, что истечение вихревого потока - вынужденное через серповидный зазор между изделием и проводящим каналом вихревой камеры. Поскольку размер сечения вихревого потока становится много меньше, то скорость вращения среды возрастает обратно пропорционально размеру этого сечения. Соответственно возрастает и интенсивность воздействия среды на поверхность изделия. Если поместить обрабатываемое изделие (отрезок трубы) в вихревую камеру и обработку жидкостью или газом проводить в режиме прецессии оси вихревого потока относительно оси камеры, то можно наблюдать, что под действием силы F2 изделие начинает вращаться в противоположном вихревому потоку направлении.
Прецессионное взаимодействие потока и изделия сопровождается высокочастотной модулированной гармонической вибрацией.
Частота одной из гармоник определяется частотой вращения вихревого потока. Частота другой гармоники определяется частотой прецессии.
Таким образом, обработка изделий вихревым потоком текучей среды в режиме прецессии оси вихревого потока и оси изделия относительно оси вихревой камеры позволяет решить поставленную техническую задачу.
Промышленные испытания способа проводили в линии производства труб для холодильников.
При гальваническом цинковании труб в электролите ускоренного цинкования скорость цинкования увеличилась в 3,5 раза в сравнении с аналогом и в 4 раза в сравнении с прототипом, при уменьшении расхода электроэнергии в 2 раза.
На участке сушки труб скорость удаления влаги с поверхности труб сжатым воздухом увеличилась в 3 раза в сравнении с аналогом.
При удалении керосина с поверхности труб сжатым воздухом, когда ось трубы совпадает с осью вихревой камеры, удаляется лишь часть керосина в форме капель, остальная часть размазывается по поверхности труб. При возбуждении прецессии весь керосин удаляется в форме тумана.
Удаление эмульсии с поверхности труб сжатым воздухом в линии сварочного стана при отсутствии смещения оси трубы в пространстве осуществляли следующим образом. Вихревую камеру размещали таким образом, чтобы ось вихревой камеры могла свободно прецессировать относительно оси трубы. Это позволило осуществить удаление эмульсии с поверхности труб вихревым потоком воздуха в режиме прецессии оси вихревого потока и оси вихревой камеры относительно оси трубы. Известными способами удалить эмульсию с поверхности труб в линии стана при скорости движения трубы 100 м/мин не удалось.
Использование предлагаемого способа позволяет повысить скорость и качество обработки цилиндрических изделий при осуществлении операций обезжиривания, полирования, химического или электрохимического травления, а также для удаления жидкой фазы с поверхности изделий сжатым воздухом и нанесения гальванических покрытий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ ИЗ РАСПЛАВА НА ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ | 2004 |
|
RU2268951C1 |
| СПОСОБ ОЧИСТКИ ЦИЛИНДРИЧЕСКОГО ДЛИННОМЕРНОГО ИЗДЕЛИЯ | 2007 |
|
RU2355484C2 |
| Устройство для струйной обработки длинномерных цилиндрических изделий | 1990 |
|
SU1781322A1 |
| СПОСОБ СУШКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2009 |
|
RU2391151C1 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ЦЕНТРОБЕЖНОЙ СИЛЫ В СИЛУ ТЯГИ | 2009 |
|
RU2454353C2 |
| СПОСОБ ПРЕОБРАЗОВАНИЯ ЦЕНТРОБЕЖНОЙ СИЛЫ В СИЛУ ТЯГИ | 2008 |
|
RU2381952C2 |
| Способ очистки цилиндрических длинномерных изделий и устройство для его осуществления | 2016 |
|
RU2668033C1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ИЗБЫТКА РАСПЛАВЛЕННОГО ПОКРЫТИЯ | 2009 |
|
RU2406781C2 |
| ЭЛЕКТРОМАГНИТНЫЙ ФИЛЬТР С ПРОСТРАНСТВЕННО-ПЕРИОДИЧНОЙ СТРУКТУРОЙ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2009 |
|
RU2403950C2 |
| СПОСОБ ОЧИСТКИ ПРИРОДНЫХ И СТОЧНЫХ ВОД И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2094394C1 |
Изобретение относится к области обработки поверхности изделий и может быть использовано для очистки поверхности цилиндрических изделий, удаления жидкой фазы с поверхности изделий воздухом и нанесения гальванических покрытий. Согласно способу изделие перемещают в вихревом потоке, заключенном в вихревой камере, а обработку изделия проводят в режиме прецессии оси вихревого потока и оси изделия относительно оси вихревой камеры. Способ обеспечивает повышение скорости и качества обработки изделий, а также удаление жидкой фазы с поверхности изделий сжатым воздухом. 2 ил.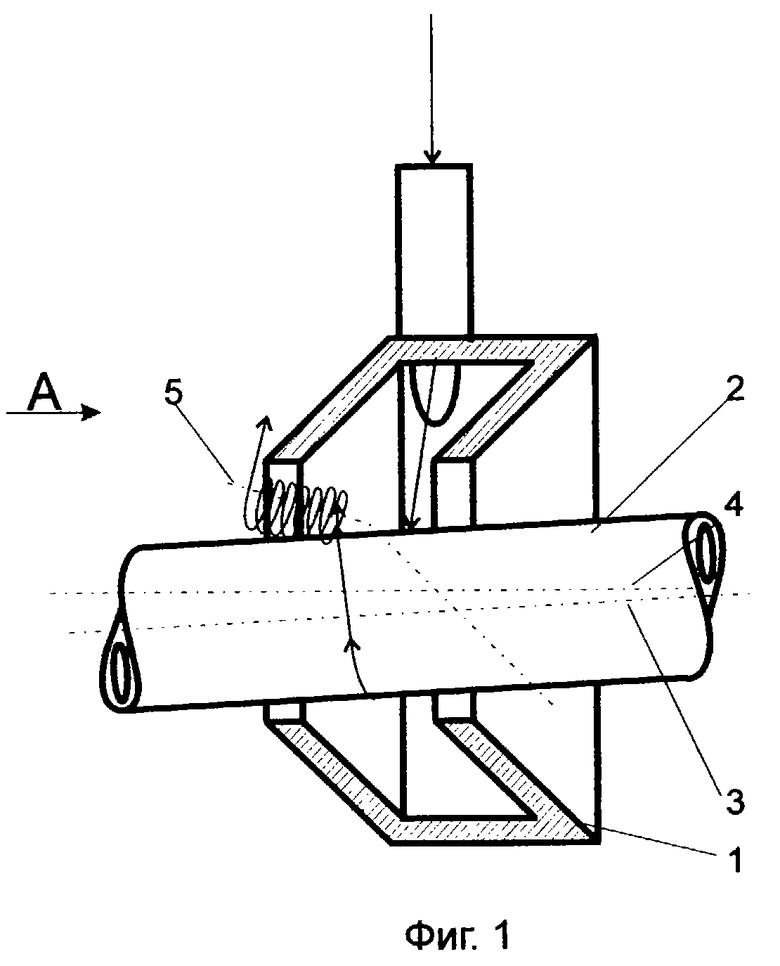
Способ обработки цилиндрического изделия текучей средой, в котором изделие перемещают в вихревом потоке, заключенном в вихревой камере, отличающийся тем, что обработку изделия проводят в режиме прецессии оси вихревого потока и оси изделия относительно оси вихревой камеры.
| SU 1680385 А1, 30.09.1991 | |||
| Способ очистки изделий от загрязнений | 1987 |
|
SU1440567A1 |
| US 5499641 А, 19.03.1996 | |||
| Способ очистки поверхности | 1990 |
|
SU1761311A1 |

