Изобретение относится к области обработки поверхности изделия и может быть использовало для равномерного распределения покрытия заданной толщины, например, из расплава металлов на поверхности цилиндрических изделий.
Известен способ удаления избытка расплава металла с поверхности трубы (Технологическая инструкция. ТИ 159-ТР.ТС-10-98. ОАО "Первоуральский новотрубный завод", чертеж 15.0353.06 СБ), в котором изделие перемещают через ванну с расплавленным цинком, а избыток расплава сдувают с изделия потоком азота, струю которого в форме конуса направляют вершиной в сторону избытка расплава, навстречу движущейся трубе.
Недостаток этого способа - наличие дефектов на отвердевшей поверхности цинка. Дефекты представляют собой отвердевшие капиллярные волны, направленные вдоль оси трубы и совпадающие с направлением потока азота. Длина волны составляет 0,2-0,5 мм, амплитуда волны - до 0,2 мм. Толщина покрытия во впадинах составляет 0,01-0,003 мм и определяет низкие защитные свойства покрытия при повышенном удельном расходе цинка.
Наиболее близким техническим решением, принятым за прототип, является способ обработки цилиндрического изделия текучей средой (патент РФ №2186638, В 08 В 3/04, 5/00, опубл. 10.08.2002), в котором изделие перемещают в вихревом потоке, заключенном в вихревой камере, причем обработку изделия проводят в режиме прецессии оси вихревого потока и оси изделия относительно оси вихревой камеры.
Недостаток способа связан с тем, что при наличии асимметрии, например, в случае истечения всего вихревого потока газа навстречу перемещаемому изделию с расплавом на поверхности происходит практически полное удаление расплава. Остается лишь часть расплава, прореагировавшая с материалом изделия и образовавшая достаточно прочное химическое соединение (интерметаллид). При уменьшении общего расхода газа толщина покрытия возрастает, не превышая 7 мкм. Последующее уменьшение расхода газа не обеспечивает равномерного распределения покрытия, что связано с неустойчивостью вихревого потока (ритмические пульсации).
Техническая задача, решаемая изобретением, заключается в формировании на поверхности изделия с покрытием из расплава гладкого, равномерно распределенного по его поверхности покрытия заданной толщины, расширение диапазона толщин сформированного покрытия.
Поставленная задача решается за счет того, что в способе формирования покрытия из расплава на поверхности цилиндрического изделия, при котором изделие с покрытием перемещают в вихревом потоке текучей среды, заключенном в вихревой камере, в режиме прецессии оси вихревого потока и оси изделия относительно оси вихревой камеры, согласно изобретению вихревой поток направляют вдоль оси камеры одновременно навстречу изделию и в направлении движения изделия, при этом изменяют соотношение составляющих потока и/или их величины до получения покрытия заданной толщины.
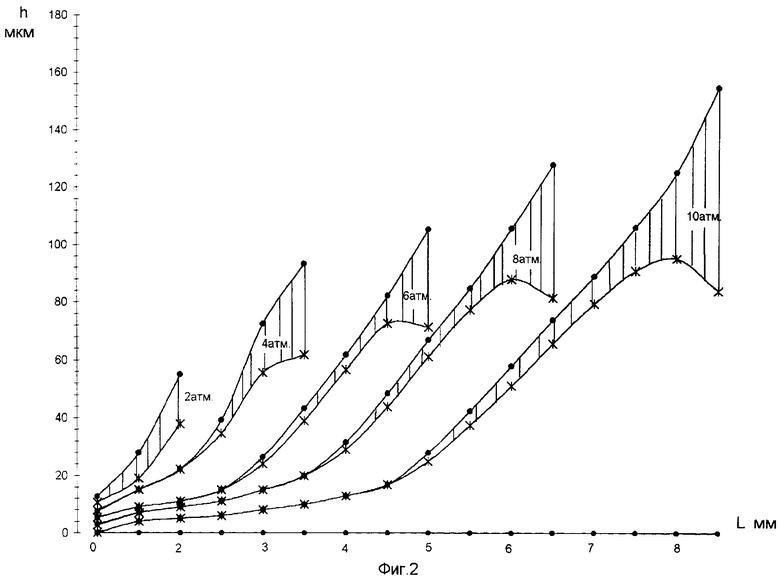
Изобретение иллюстрируется чертежами, где на фиг.1 изображен вариант устройства в разрезе, поясняющего реализацию способа.
На фиг.2 изображена зависимость толщины сформированного покрытия от величины соотношения потоков, истекающих из вихревой камеры навстречу и в направлении движения изделия.
Способ может быть реализован, например, с помощью устройства, показанного на фиг.1, которое представляет собой вихревую камеру 1 с тангенциальным вводом газа. Стенки 2 камеры выполнены в форме усеченных конусов, в вершинах которых закреплены проводки 3, 4 соответственно на входе и выходе изделия из вихревой камеры. Внутри вихревой камеры размещен разделитель потока 5, конфигурация которого подобна внутренней форме вихревой камеры 1. Разделитель потока 5 закреплен на направляющих 6 с возможностью заданного и фиксируемого его перемещения на величину L по направляющим внутри камеры. При этом в зависимости от изменения параметра L изменяется величина соотношения потоков.
Устройство позволяет направить вихревой поток одновременно навстречу изделию и в направлении перемещения изделия, изменяя соотношение этих потоков и их величину.
При перемещении разделителя потока 5 (параметр L>0) поток газа, вводимый в вихревую камеру, разделяется на два потока. Один вихревой поток истекает навстречу перемещаемому изделию, второй вихревой поток истекает в направлении перемещения изделия.
На фиг.1 тонкими линиями со стрелками показано направление движения потоков газа в вихревой камере.
Параметр L определяет соотношение потоков, истекающих из вихревой камеры одновременно навстречу изделию и в направлении движения изделия. Давление газа на входе в вихревую камеру определяет интенсивность этих потоков.
Поток газа, истекающий навстречу перемещаемому изделию, обеспечивает удаление избытка расплава с поверхности изделия и первичное распределение его по поверхности изделия, а поток газа, истекающий из вихревой камеры в направлении перемещения изделия, обеспечивает вторичное распределение и кристаллизацию расплава без образования дефектов, в частности - капиллярных волн.
Возможность изменения параметра L и давления газа на входе в вихревую камеру позволяет сформировать гладкое, равномерно распределенное по поверхности изделия покрытие заданной толщины.
Эксперименты показали, что при переходе от асимметричного истечения потоков из вихревой камеры к симметричному возникает нарушение прецессионного движения, которое стремится перейти в орбитальное движение оси изделия относительно оси вихревой камеры. На сформированном покрытии в этом случае наблюдаются дефекты в форме капиллярных волн, распределенных по длине изделия не равномерно, а с неопределенной периодичностью в форме гряды волн. Для возбуждения и поддержания прецессии можно использовать различные приемы. Например, для этого трубу на расстоянии 500 мм от выхода ее из вихревой камеры защемляли от радиального смещения приводными валками 7. Такой прием позволил обеспечить устойчивое незатухающее прецессионное движение.
Способ реализован следующим образом: трубу диаметром 8 мм с расплавом цинка на поверхности перемещали через устройство со скоростью 1,5 м/с. В качестве текучей среды использовали газ азот. При постоянном давлении газа на входе в вихревую камеру изменяли положение разделителя потока с шагом 1 мм и контролировали равномерность распределения покрытия по диаметру и длине трубы. Толщину контролировали в 10 точках на 1 метре трубы. Фиксировали максимальное (символ - •) и минимальное (символ - *) значение толщины покрытия.
После этого изменяли давление газа на входе в вихревую камеру на 2 кг/см2 и повторяли предыдущую последовательность операций. Результаты экспериментов представлены на фиг.2. Анализируя представленные зависимости, можно сделать следующие выводы:
1. При значении параметра L=0 (разделитель потока 5 в этом случае прижат к одной из стенок 2 камеры) наблюдается асимметрия истечения потоков из вихревой камеры. Толщина формируемого покрытия (h, мкм) в этой области определяется величиной потока газа на входе в вихревую камеру. Чем выше давление газа, тем тоньше и равномернее распределено покрытие. При уменьшении давления газа до 2 атмосфер устойчивость потока нарушается и разнотолщинность сформированного покрытия велика. Максимально возможная величина равномерно распределенного покрытия не превышает 7 мкм.
2. При постоянном давлении газа на входе в вихревую камеру изменение параметра L приводит к тому, что толщина сформированного покрытия возрастает, при этом вначале разнотолщинность не превышает нескольких процентов, однако в дальнейшем происходит быстрый рост разнотолщинности. Визуально при этом наблюдаются дефекты на поверхности покрытия в форме гряды волн разной длины и амплитуды.
Чем больше давление газа на входе в вихревую камеру, тем шире интервал значений параметра L, в пределах которого можно сформировать гладкое, равномерно распределенное покрытие заданной толщины. Так при давлении газа 10 атм и значении параметра L=7 формируется гладкое блестящее покрытие толщиной 84 мкм±6 мкм.
3. При постоянном значении параметра L, т.е. при фиксированном значении соотношения потоков газа, истекающих из вихревой камеры, изменяя давление газа, можно формировать покрытие с заданным значением толщины покрытия.
Таким образом, сформировать из расплава гладкое, равномерно распределенное по поверхности изделия покрытие заданной толщины можно, направив вихревой прецессирующий поток одновременно навстречу и в направлении перемещения изделия, изменяя соотношение составляющих потока и/или их величину.
Промышленные испытания способа проводили в линии производства оцинкованных снаружи труб диаметром от 4 до 10 мм. Отношение вихревого потока, истекающего навстречу трубе, перемещаемой со скоростью 1 м/сек, к вихревому потоку, истекающему в направлении движения изделия, подобрано за счет разного диаметра отверстий проводок вихревой камеры и составляло 0,7. При этом, изменяя давление газа на входе в вихревую камеру, были сформированы гладкие блестящие покрытия заданной толщины в интервале от 30 до 10 мкм. Разнотолщинность покрытия не превысила 5%.
Использование предлагаемого способа позволит получить на поверхности изделий с покрытием из расплава равномерное распределение материала покрытия заданной толщины, расширить диапазон толщин наносимых покрытий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ ТЕКУЧЕЙ СРЕДОЙ | 2001 |
|
RU2186638C1 |
| Устройство для формирования металлического покрытия из расплава | 1981 |
|
SU939590A1 |
| ФУРМА ДЛЯ ПРОДУВКИ РАСПЛАВА МЕТАЛЛА И ВВОДА В РАСПЛАВ ПОРОШКООБРАЗНЫХ РЕАГЕНТОВ | 1998 |
|
RU2134303C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОКСИДОВ МЕТАЛЛОВ | 2006 |
|
RU2317342C2 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ТРУБУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2153982C1 |
| Устройство для лужения | 1982 |
|
SU1073021A1 |
| Способ отливки изложницы и устройство для его осуществления | 1989 |
|
SU1696048A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ИЗБЫТКА РАСПЛАВЛЕННОГО ПОКРЫТИЯ | 2009 |
|
RU2406781C2 |
| СПОСОБ НАНЕСЕНИЯ НАНОПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2371379C1 |
| СПОСОБ И УСТРОЙСТВО ВИХРЕВОГО ЭНЕРГОРАЗДЕЛЕНИЯ ПОТОКА РАБОЧЕГО ТЕЛА | 2008 |
|
RU2371642C1 |
Изобретение относится к области обработки поверхности изделия и может быть использовано для равномерного распределения покрытия заданной толщины, например, из расплава металлов на поверхности цилиндрических изделий. Способ включает перемещение изделия с покрытием в вихревом потоке текучей среды, заключенном в вихревой камере, в режиме прецессии оси вихревого потока и оси изделия относительно оси вихревой камеры. Вихревой поток направляют вдоль оси камеры одновременно навстречу изделию и в направлении движения изделия, при этом изменяют соотношение составляющих потока и/или их величины до получения покрытия заданной толщины. Технический результат: формирование на поверхности изделия гладкого, равномерно распределенного покрытия заданной толщины, расширение диапазона толщин сформированного покрытия. 2 ил.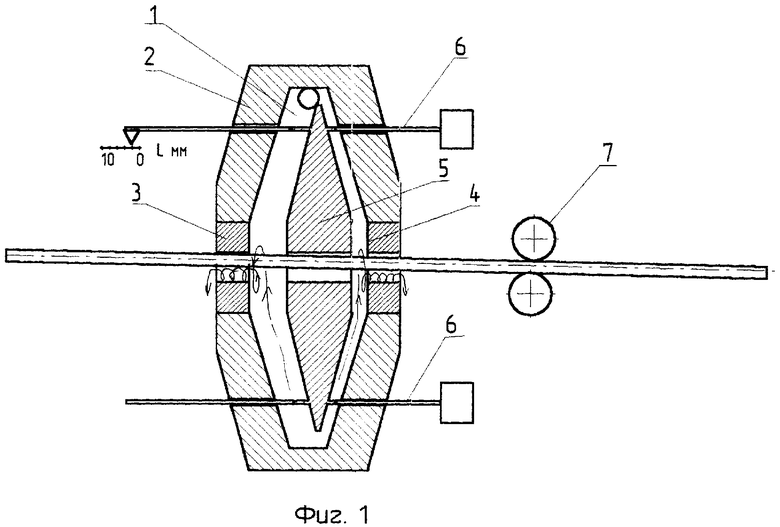
Способ формирования покрытия из расплава на поверхности цилиндрического изделия, при котором изделие с покрытием перемещают в вихревом потоке текучей среды, заключенном в вихревой камере, в режиме прецессии оси вихревого потока и оси изделия относительно оси вихревой камеры, отличающийся тем, что вихревой поток направляют вдоль оси камеры одновременно навстречу изделию и в направлении движения изделия, при этом изменяют соотношение составляющих потока и/или их величины до получения покрытия заданной толщины.
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ ТЕКУЧЕЙ СРЕДОЙ | 2001 |
|
RU2186638C1 |

