Изобретение относится к области обработки металлов давлением и может быть использовано для изготовления крупных изделий с различной кривизной поперечного сечения, например отвалов снегоочистителей, ковшей экскаваторов и т.д.
Известен способ формовки полуцилиндрических заготовок, включающий предварительный изгиб заготовки и ее окончательную формовку с разгибкой. При этом предварительный изгиб центрального и периферийных участков заготовки проводят на разные радиусы с соотношением от 0 до 0,6 соответственно, а при окончательной формовке одновременно с разгибкой центрального участка изгибают периферийные участки до отношения их радиусов равного 1,2-2. Кроме того, при окончательной формовке центральный участок разгибают радиусом, равным 1,01-1,3 радиуса готовой трубы, а периферийные изгибают радиусом, равным 0,6-0,9 радиуса готовой трубы (см. авт. свид. СССР 1222351, МПК В 21 D 5/00, В 21 С 37/06, опубл. 07.04.86 г., бюл. 13).
Однако формовка полуцилиндрических заготовок по известному способу не обеспечивает точность профиля, особенно если профиль в поперечном сечении переменной кривизны.
Известны способы изготовления крупных изделий сложной пространственной кривизны, заключающиеся в изменении формы заготовки путем деформаций различного характера на гибочных вальцах, гибочных прессах, гидравлических прессах и специальных листогибочных станках (см. книгу Романовский В.П. Справочник по холодной штамповке. - М.; Л.: изд-во "Машиностроение", 1965, с. 305-307).
Для получения известным способом изделий, отличающихся друг от друга различной кривизной поперечного сечения, требуется изготовление большой номенклатуры штампов (пуансонов), вальцев и т.п. приспособлений, что не экономично, особенно в условиях мелкосерийного производства. Кроме того, на обслуживание специального оборудования требуются значительные энергозатраты.
Известен также способ получения изделий с криволинейной формой поперечного сечения, заключающийся в закреплении кромок заготовки в зажимах с последующим профилированием на обтяжных шаблонах. Профилирование заготовки по известному способу осуществляют путем перемещения зажимов в одном направлении, а обтяжного пуансона - в противоположном (см. книгу Романовский В. П. Справочник по холодной штамповке. - М.; Л.: изд-во "Машиностроение", 1965, с. 301-304).
Недостатком известного способа является высокая трудоемкость изготовления изделий со сложным профилем кривизны поперечного сечения.
Наиболее близким техническим решением к заявляемому является способ получения изделий с криволинейной формой поперечного сечения, включающий жесткую фиксацию в зажимах заготовки по ее продольным кромкам, одну из которых закрепляют в подвижном зажиме, последующее профилирование заготовки ее сгибанием вокруг обтяжного пуансона до полного прилегания к нему ее внутренней поверхности и освобождение от зажимов (см. книгу Громова А.Н. и др. Изготовление деталей из листов и профилей при серийном производстве. - М.: Оборонгиз, 1960, с. 189-192, фиг.3, 4, 5).
Недостатками известного способа являются сильное растяжение материала при изготовлении изделий и большие потери металла на припуски под зажим заготовки захватами. Кроме того, не достигается требуемая форма поперечного сечения изделия.
Задачей настоящего изобретения является повышение технологичности, снижение трудоемкости и повышение точности способа изготовления изделий с криволинейной поверхностью поперечного сечения.
Поставленная задача достигается тем, что в известном способе получения изделий с криволинейной формой поперечного сечения, включающем жесткую фиксацию в зажимах заготовки по ее продольным кромкам, одну из которых закрепляют в подвижном зажиме, последующее профилирование заготовки ее огибанием вокруг обтяжного пуансона до полного прилегания к нему ее внутренней поверхности и освобождение от зажимов, согласно изобретению перед жесткой фиксацией в зажимах на продольных кромках заготовки закрепляют конструктивные элементы, формирующие продольные кромки готового изделия, другую кромку закрепляют в неподвижном зажиме, огибание заготовки вокруг обтяжного шаблона осуществляют перемещением подвижного зажима, а перед освобождением заготовки от зажимов на наружной поверхности заготовки устанавливают конструктивные элементы, формирующие готовое изделие.
Использование конструктивных элементов готового изделия в качестве технологических исключает потери металла, а формирование профиля огибанием заготовки вокруг шаблонов с последующим закреплением на заготовке конструктивных элементов готового изделия позволяет, во-первых, получить различный диапазон кривизны профиля поперечного сечения готового изделия, во-вторых, не допустить при изготовлении изделия растяжения металла, так как происходит фиксирование полученного профиля конструктивными элементами готового изделия до расстопорения заготовки.
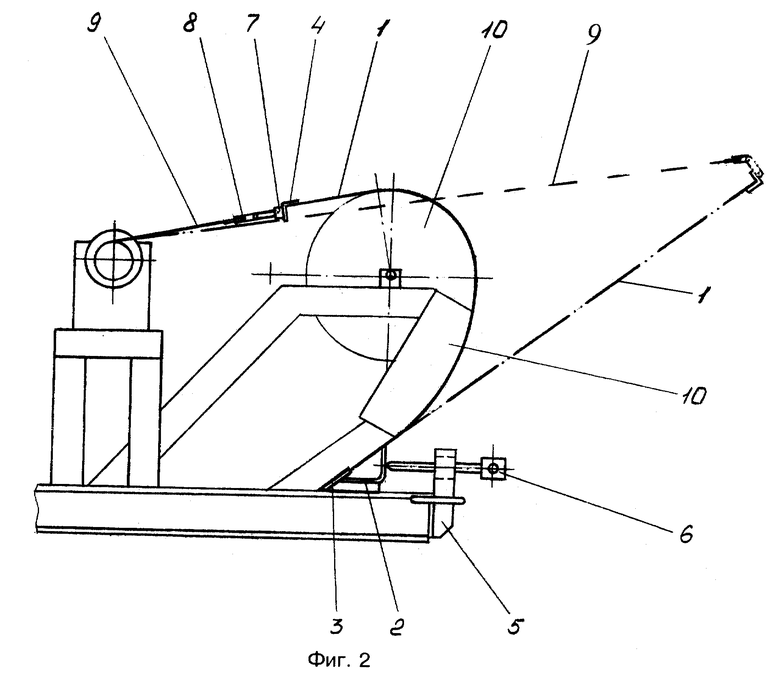
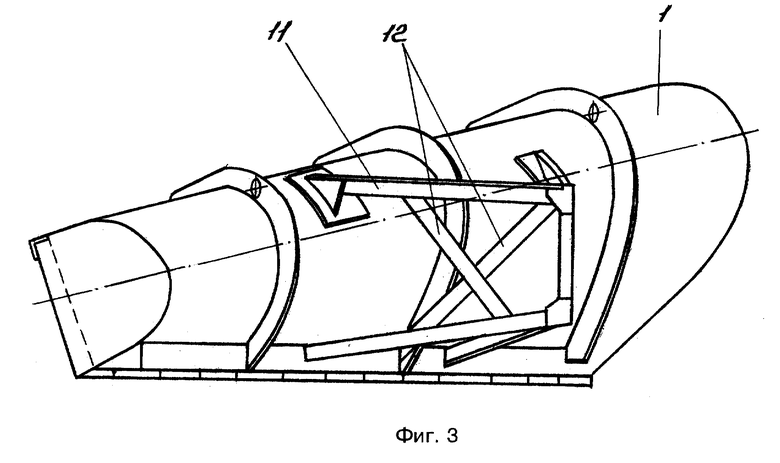
Изобретение иллюстрируется чертежами, где на фиг.1 изображена заготовка до деформации; на фиг. 2 - схема получения профиля заготовки; на фиг.3 - готовое изделие, например отвал снегоочистителя.
Предлагаемый способ заключается в следующем.
Заготовка раскраивается в размер готового изделия. На продольные кромки заготовки закрепляют необходимые конструктивные элементы готового изделия. Жестко фиксируют одну из кромок заготовки в неподвижных зажимах, а другую - в подвижных. Перемещая подвижный зажим, создают тянущее усилие и огибают заготовку вокруг шаблонов до полного прилегания внутренней поверхности заготовки к шаблонам.
На заготовке закрепляют остальные конструктивные элементы, формирующие готовое изделие. Затем освобождают кромки изделия от зажимов.
Заявляемый способ может быть реализован следующим образом.
Для изготовления отвала снегоочистителя раскраивают заготовку 1 с размерами по ширине и высоте, соответствующими готовому изделию (фиг.1). На одну из продольных кромок закрепляют, например сваркой, усилители 2 и держатели 3 ножей, а на противоположную - верхнюю окантовку 4 отвала (фиг.2). Заготовку устанавливают на обтяжной стапель (заготовка 1 до начала деформации показана на фиг.2 штрихпунктирной линией). Затем устанавливают прижимы 5 усилителя 2 ножей и с помощью их винтов 6 прижимают нижнюю часть заготовки. К верхней окантовке 4 присоединяют на технологические отверстия серьги 7 блоков 8, через которые пропускают трос 9 лебедки (положение троса 9 лебедки до начала деформации показано на фиг. 2 пунктирной линией). Включением прямого хода лебедки производят огибание заготовки вокруг шаблонов 10 до полного прилегания внутренней поверхности заготовки к ним. На наружную поверхность деформированной заготовки приваривают ребра отвала. Заготовку соединяют с держателем рамки 11 отвала, затем устанавливают и приваривают раскосы 12 (фиг.3). Отвал освобождают от крепления и снимают со стапеля.
Аналогичным способом можно изготавливать изделия с различной кривизной поперечного сечения, меняя профиль обтяжных шаблонов. При этом обеспечивается необходимая точность профиля при повышении технологичности с одновременным снижением трудоемкости изготовления изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ГИБКИ | 2000 |
|
RU2198049C2 |
| ОТВАЛ | 2000 |
|
RU2198980C2 |
| СНЕГООЧИСТИТЕЛЬ | 2000 |
|
RU2188889C2 |
| СНЕГООЧИСТИТЕЛЬ | 2000 |
|
RU2186901C2 |
| СНЕГООЧИСТИТЕЛЬ | 2000 |
|
RU2178818C1 |
| СНЕГООЧИСТИТЕЛЬ | 2000 |
|
RU2179212C1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ МАКАРОННЫХ ИЗДЕЛИЙ | 1998 |
|
RU2155486C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПРОКАТА | 1997 |
|
RU2127643C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ТОНКОЛИСТОВЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ ДВОЯКОВЫПУКЛОЙ ФОРМЫ | 2014 |
|
RU2573859C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОТОЛОЧНОГО ПРОФИЛЯ Т-ОБРАЗНОГО СЕЧЕНИЯ | 2001 |
|
RU2218226C2 |
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления крупных изделий с различной кривизной поперечного сечения, например отвалов снегоочистителей, ковшей экскаваторов. Способ включает закрепление кромок заготовки в зажимах с последующим профилированием заготовки на обтяжных шаблонах, перед которым на заготовке устанавливают конструктивные элементы, формирующие продольные кромки готового изделия, жестко фиксируют одну из продольных кромок изделия в неподвижных зажимах, жестко фиксируют вторую продольную кромку в подвижных зажимах, перемещением подвижных зажимов огибают заготовку вокруг шаблонов до полного прилегания внутренней поверхности заготовки к ним, затем на заготовке устанавливают конструктивные элементы, формирующие готовое изделие, и освобождают ее от зажимов. Повышается технологичность и качество изделий при снижении трудоемкости. 3 ил.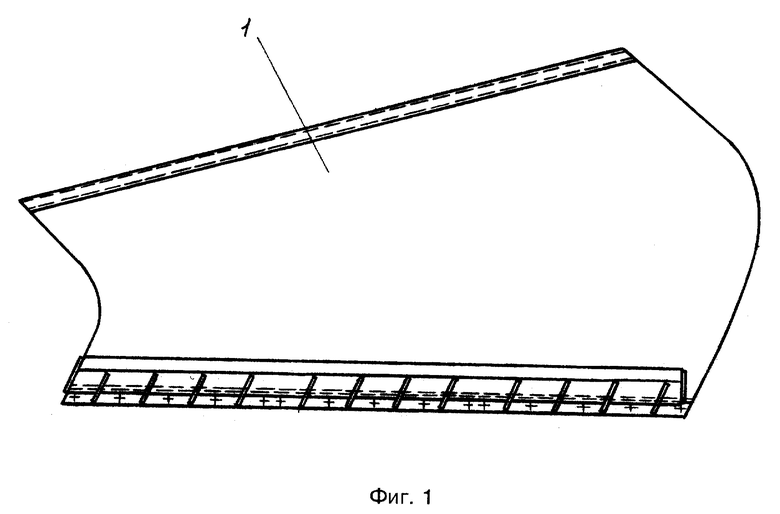
Способ получения изделий с криволинейной формой поперечного сечения, включающий жесткую фиксацию в зажимах заготовки по ее продольным кромкам, одну из которых закрепляют в подвижном зажиме, последующее профилирование заготовки ее огибанием вокруг обтяжного пуансона до полного прилегания к нему ее внутренней поверхности и освобождение от зажимов, отличающийся тем, что перед жесткой фиксацией в зажимах на продольных кромках заготовки закрепляют конструктивные элементы, формирующие продольные кромки готового изделия, другую кромку закрепляют в неподвижном зажиме, огибание заготовки вокруг обтяжного шаблона осуществляют перемещением подвижного зажима, а перед освобождением заготовки от зажимов на наружной поверхности заготовки устанавливают конструктивные элементы, формирующие готовое изделие.
| ГРОМОВА А.Н | |||
| и др | |||
| Изготовление деталей из листов и профилей при серийном производстве | |||
| - М.: Оборонгиз, 1960, с.189-192, фиг.3 | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
| Обтяжной пуансон | 1984 |
|
SU1175586A1 |
| Приспособление для загибания кромок листового железа | 1927 |
|
SU33940A1 |
| МНОГОФУНКЦИОНАЛЬНАЯ ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА | 1997 |
|
RU2129929C1 |
| Приспособление для подвешивания пустотелых елочных игрушек | 1985 |
|
SU1279606A1 |
| US 5092151, 03.03.1992. | |||

