Изобретение относится к области обработки металлов давлением, в частности к изготовлению тонколистовых деталей оболочек двойной кривизны двояковыпуклой формы для летательного аппарата на существующих обтяжных прессах с программным управлением.
Для получения деталей оболочек двояковыпуклой формы известен классический способ обтяжки на обтяжных прессах типа ОП с прямой линейкой неподвижных вертикально установленных зажимных губок по обеим сторонам стола пресса с обтяжным пуансоном, такой как простая обтяжка. Он предусматривает оборачивание плоской листовой заготовки на максимальный угол охвата обтяжного пуансона αк, равным 90°, заправку ее в зажимы пресса и последующее ее растяжение при движении стола пресса вверх [А.Н. Громова, В.И. Завьялов, В.К. Коробов. Изготовление деталей из листов и профилей при серийном производстве. - М.: Оборонгиз, 1960. - с. 133-149].
Однако значительная неравномерность деформации растяжения листовой заготовки при действии сил внешнего трения в направлении обтяжки, приводящих к избыточной ее величине в районе участка плоского схода с обтяжного пуансона, локализуясь на концевых участках заготовки вблизи зажимов пресса, ограничивает процесс формообразования обтяжкой. Кроме того, из-за необходимости получения двояковыпуклой формы оболочки в ее центральной части и для вывода за предел текучести краевых участков листовой заготовки, которые уже охватили свободными кромками по второй кривизне обтяжной пуансон в его верхней части, наблюдается разнотолщинность до 30-ти процентов в направлении, противоположном по отношению к растяжению листовой заготовки. Это приводит к многопереходному процессу обтяжки и применению листовой заготовки увеличенной толщины при сравнении с расчетной толщиной.
Известен способ обтяжки при формообразовании деталей оболочек двойной кривизны [А.С. 707647, МКЛ2 B21D 11/20, опубл. 30.04.1979]. Способ заключается в том, что оборачивание с натяжением и обтяжка плоской листовой заготовки выполняются ступенчато при определенных значениях угла охвата обтяжного пуансона например, угол охвата на первой ступени α1 равен 30°, затем 60° и 90°. Следовательно, формуется сначала центральный участок, затем средние участки и, наконец, концевые участки листовой заготовки вблизи зажимов пресса. Это обеспечивает уменьшение влияния основного параметра, приводящего к неравномерности деформации, а именно продольного угла охвата листовой заготовкой обтяжного пуансона.
К основному недостатку данного способа относится то, что деформация центральной части листовой заготовки, необходимая для получения двояковыпуклой формы оболочки двойной кривизны, остается неравномерной. Краевые участки листовой заготовки в районе свободных кромок, которые уже охватили по второй кривизне обтяжной пуансон в его верхней части, практически остаются нерастянутыми.
Известен способ формообразования деталей оболочек двойной кривизны [В.И. Ершов, В.И. Глазков, М.Ф. Каширин. Совершенствование формообразующих операций листовой штамповки. - М.: Машиностроение, 1990. - С. 188-190]. В данном способе для уменьшения неравномерности деформации растяжения и увеличения пластичности материала обтяжку производят с применением дифференцированного нагрева отдельных частей листовой заготовки до температур, обеспечивающих формоизменение за счет деформации утонения.
Недостатком данного способа является локализация деформации растяжения, утонение нагреваемого участка листовой заготовки, сложность обеспечения дифференцированного нагрева, а также его применение только для обтяжки титановых листовых заготовок.
Известен способ формообразования деталей оболочек двойной кривизны [А.С. 2002537, МКИ2 B21D 11/20, опубл. 15.1 1.1993]. В данном способе производят фиксирование краевых участков листовой заготовки в зажимах, ее формовку секторным пуансоном от центральной части к краям с одновременным поджатием к секторному пуансону и с последующим растяжением листовой заготовки в продольном направлении.
Существенным недостатком данного способа является сложность, связанная с изготовлением специального устройства для его осуществления, которое остается индивидуальным для получения конкретной оболочки двояковыпуклой формы. Кроме того, способ не обеспечивает равномерное растяжение листовой заготовки в продольном направлении.
Наиболее близкими технологическими решениями являются способы формообразования деталей двойной кривизны [А.С. 659238, МКИ2 B21D 11/20, опубл. 30.04.1979 и патент РФ 2275266, МКИ2 B21D 11/20, опубл. 27.04.2006]. В способе [А.С. 659238] осуществляется обтяжка листовой заготовки за счет движения подвижных зажимных губок пресса типа РО, только выставленных прямолинейно. Обтяжка с растяжением листовой заготовки осуществляется по обтяжному пуансону с углом продольного облегания, меньшим, чем требуемый угол, однако до сообщения деформации растяжения, соответствующей заданной двояковыпуклой форме. Затем деталь оболочки оборачивают на другом пуансоне, поверхность которого соответствует заданной двояковыпуклой форме детали оболочки двойной кривизны, на максимальный угол охвата αк, равный 90°, на прессе типа ОП.
Недостатком данного способа является то, что неравномерность деформации центральной части заготовки, необходимая для получения двояковыпуклой формы, в отличие от краевых участков заготовки в районе свободных кромок в том же центральном поперечном сечении детали сохраняется, несмотря на снижение неравномерности растяжения листовой заготовки в направлении обтяжки.
В способе [патент РФ 2275266] обтяжку листовой заготовки, закрепленной в прямолинейных зажимных устройствах пресса типа ОП, производят с блокировкой развивающегося очага деформации в центральной части оболочки в течение всего процесса формообразования профилированной эластичной средой портала. Для осуществления способа для оболочек двояковыпуклой формы обтяжной пуансон и портал устанавливают с возможностью перемещения навстречу друг другу, а профилирование эластичной среды производят согласно представленным в формуле изобретения законам. Достигается повышение качества деталей оболочек двойной кривизны путем уменьшения деформации растяжения за счет сдвиговых деформаций и получение детали с минимальным утонением за один переход.
Недостатком данного способа является то, что профилированная эластичная среда блокирует развивающийся очаг деформации в центральной части оболочки, в то время как свободный от блокировки сход листовой заготовки с обтяжного пуансона получает большую деформацию растяжения и сильно утоняется с непредсказуемым обрывом.
Поставлена задача повысить качество деталей оболочек двояковыпуклой формы за счет снижения неравномерности деформации растяжения по всей поверхности листовой заготовки и стабильность процесса формообразования обтяжкой за один переход при минимальной вероятности локализации деформации на сходе листовой заготовки с обтяжного пуансона.
Задача решается на обтяжном прессе типа FEKD за счет нового способа. Способ включает формообразование обтяжкой в два этапа на одном и том же пуансоне. На первом этапе выполняется предварительная обтяжка плоской листовой заготовки, закрепленной в зажимах пресса и полностью обернутой вокруг обтяжного пуансона на максимальный угол охвата, затем выполняется разгрузка и разгибание с разверткой поверхности оболочки без освобождения ее из зажимов пресса, а на втором этапе выполняется повторная обтяжка оболочки в новом положении с угла разгибания с растяжением боковых свободных от зажимов участков листовой заготовки без деформирования центральной части ее поверхности в районе точки пересечения продольного и поперечного радиусов кривизны оболочки, после чего выполняется разгрузка и повторная обертка без освобождения листовой заготовки из зажимов пресса на максимальный угол охвата до полного ее прилегания к поверхности обтяжного пуансона и придания детали изначальной двояковыпуклой формы, соответствующей форме обтяжного пуансона.
При разгибании с разверткой поверхности оболочки с максимального угла охвата, равного 90°, радиусы кривизны в центральной части детали оболочки изменяются обратно пропорционально без деформирования самой поверхности, а оболочка принимает новое, но развернутое положение, касаясь только боковыми кромками поверхности обтяжного пуансона без касания самой центральной части. Повторная обтяжка выполняется с определенного угла разгибания, например, равного 15°, за счет растяжения свободных боковых кромок оболочки до определенного момента, связанного с касанием ее центральной части с поверхностью обтяжного пуансона. Разгрузка и повторное оборачивание без освобождения детали оболочки из зажимов пресса на максимальный угол охвата, равный 90°, выполняется до прилегания ее к поверхности обтяжного пуансона за счет придания изначальной двояковыпуклой формы, соответствующей форме обтяжного пуансона.
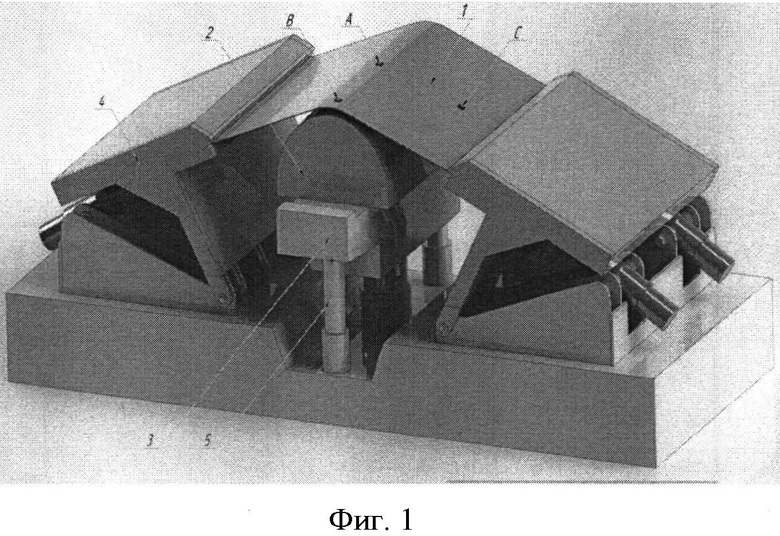
На фиг. 1 показано оборачивание плоской листовой заготовки обтяжного пуансона по формообразующему контуру на максимальный угол охвата αк, равный 90°. Здесь листовая заготовка 1 закрепляется в неподвижных зажимных губках балансиров 4 и свободно оборачивается по расчетной траектории на полный угол охвата αк формообразующего контура обтяжного пуансона 2 за счет движений балансиров 4 и стола пресса 3 при действии гидроцилиндра привода 5.
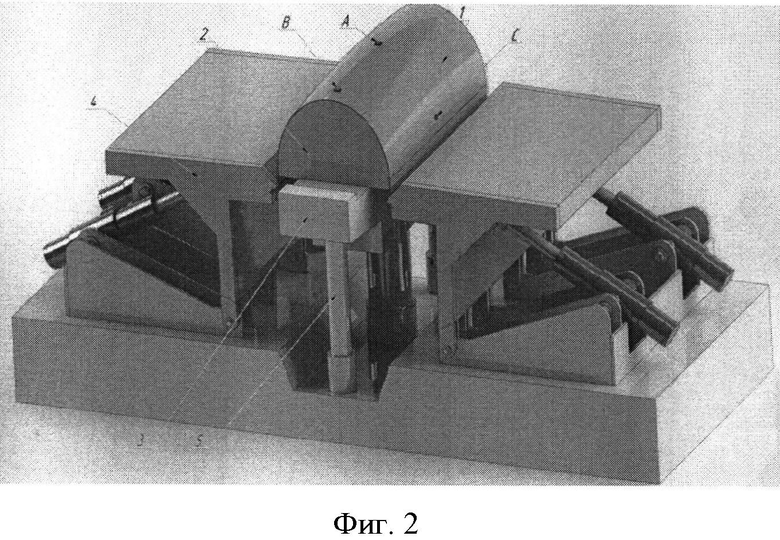
На фиг. 2 показана предварительная обтяжка плоской листовой заготовки 1 после ее оборачивания по формообразующему контуру на максимальный угол охвата обтяжного пуансона 2, равный 90°. Обтяжка выполняется за счет подъема стола пресса 3 гидроцилиндром привода 5 при неподвижных балансирах 4 для получения двояковыпуклой формы детали оболочки в центральной части в окрестности точки А и для вывода за предел текучести краевых участков листовой заготовки в окрестности точки В, которые уже охватили боковыми кромками по второй кривизне обтяжной пуансон в его верхней части.
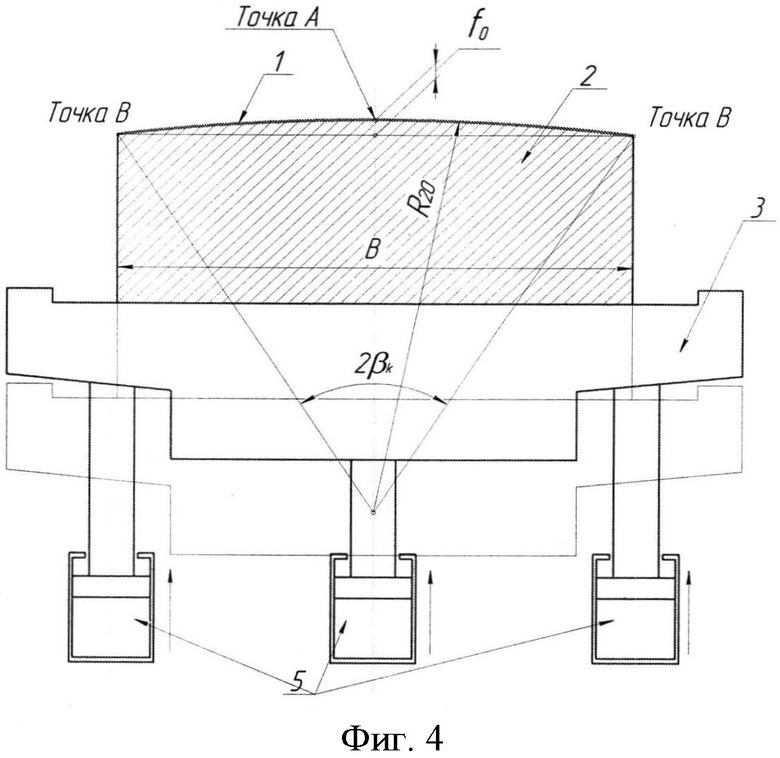
На фиг. 3 и 4 показаны два вида: штриховой линией - свободное оборачивание листовой заготовки 1 по формообразующему контуру обтяжного пуансона 2 на максимальный угол охвата, равный 90°; сплошной линией - окончание предварительной обтяжки за счет подъема стола пресса 3 гидроцилиндром привода 5 при неподвижных балансирах 4. Полученная двояковыпуклая форма детали оболочки двойной кривизны соответствует продольному и поперечному радиусам R1A и R2A линий главных кривизн поверхности, пересекающихся в точке А центрального поперечного сечения с прогибом fA.
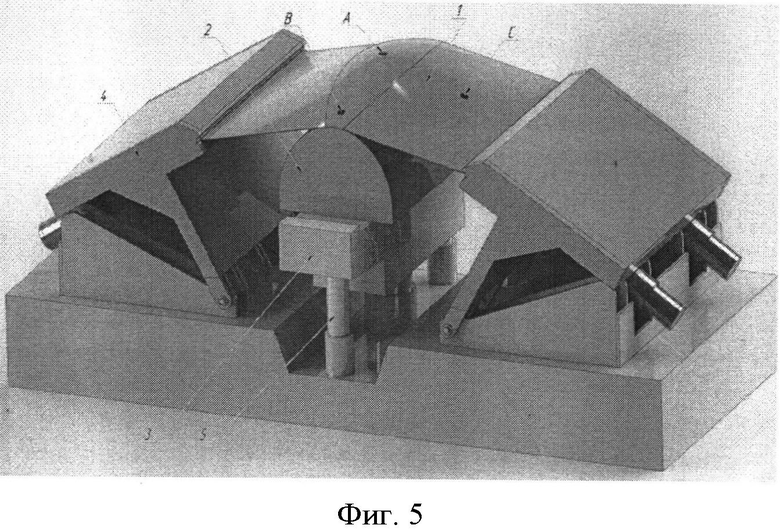
На фиг. 5 показано разгибание с разверткой поверхности оболочки на угол продольного облегания, меньший, чем требуемый угол без освобождения оболочки из зажимов пресса, приводящий к получению изометрической формы ее поверхности по отношению к форме поверхности обтяжного пуансона, касаясь его боковыми кромками без касания самой центральной части. Здесь развертка поверхности оболочки 1 выполняется после ее разгрузки за счет движений балансиров 4 и стола 3 пресса по заданной траектории с угла αк, равного 90°, на определенный угол αp, например, равный 15°.
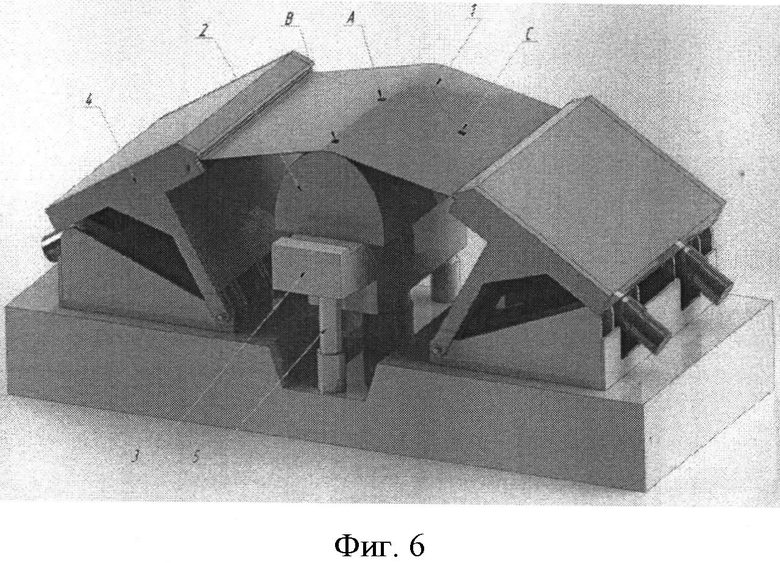
На фиг. 6 показана повторная обтяжка детали оболочки 1 в ее новом развернутом положении с определенного угла αp за счет растяжения краевых участков в районе боковых кромок листовой заготовки без деформирования центральной части ее поверхности в районе точки, связанной с касанием точки А с поверхностью обтяжного пуансона. Последующая обтяжка выполняется при растяжении оболочки 1 в ее новом развернутом положении за счет синхронного подъема стола пресса 3 и движения балансиров 4 по расчетной траектории.
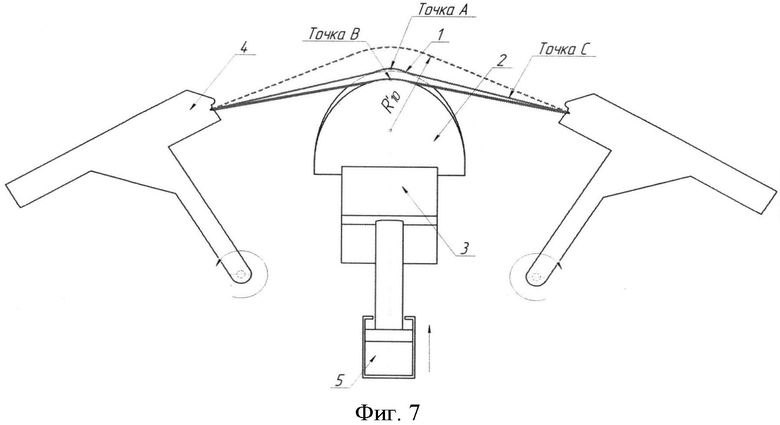
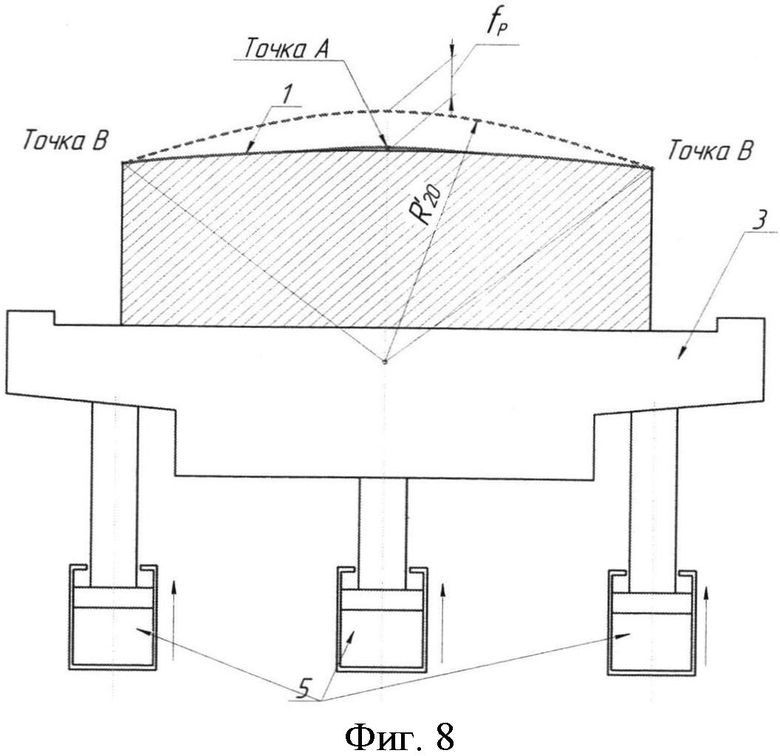
На фиг. 7 и 8 показаны два вида: штриховой линией - разворачивание поверхности оболочки на угол продольного облегания, меньший, чем требуемый угол для геометрической формы детали без освобождения листовой заготовки из зажимов пресса; сплошной линией -окончание повторной обтяжки в момент касания точки А центральной части с поверхностью обтяжного пуансона.
В результате разворачивания поверхности получается, так называемая изометрическая форма поверхности оболочки по отношению к поверхности обтяжного пуансона с радиусами линий при пересечении их в точке А соответственно R′1A и R′2A, касаясь обтяжного пуансона боковыми кромками без касания самой центральной части в результате ее подъема в точке А на величину прогиба fpA над поверхностью обтяжного пуансона. При повторной обтяжке обеспечивается растяжение боковых кромок в точках В центрального поперечного сечения детали оболочки и практически недеформируемые участки листовой заготовки на предварительной обтяжке прилегают к поверхности обтяжного пуансона.
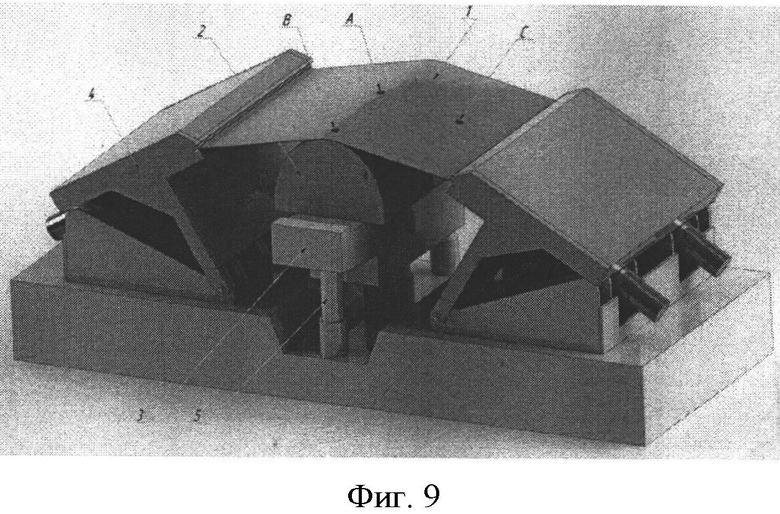
На фиг. 9 показано начало повторного оборачивания поверхности оболочки 1 по формообразующему контуру обтяжного пуансона 2 после ее разгрузки в положении последующей обтяжки за счет движений балансиров 4 и стола 3 пресса по заданной траектории.
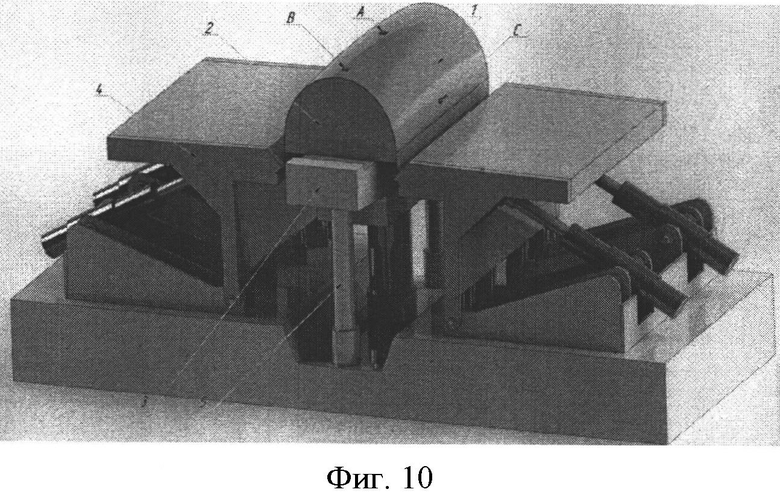
На фиг. 10 показано окончание повторного оборачивания поверхности оболочки 1 по формообразующему контуру на полный угол охвата обтяжного пуансона 2, равный 90°, за счет движений балансиров 4 и подъема стола 3 пресса по заданной траектории. В результате деталь приобретает свое положение на обтяжном пуансоне за счет придания изначальной двояковыпуклой формы, соответствующей форме обтяжного пуансона в результате полного касания поверхности оболочки к поверхности обтяжного пуансона.
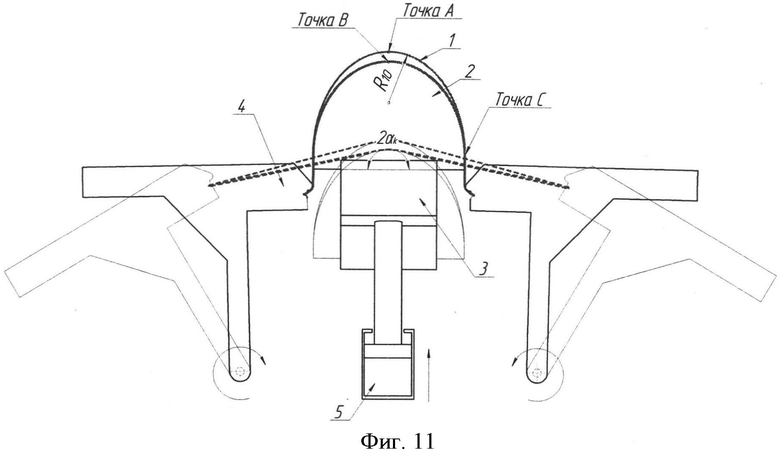
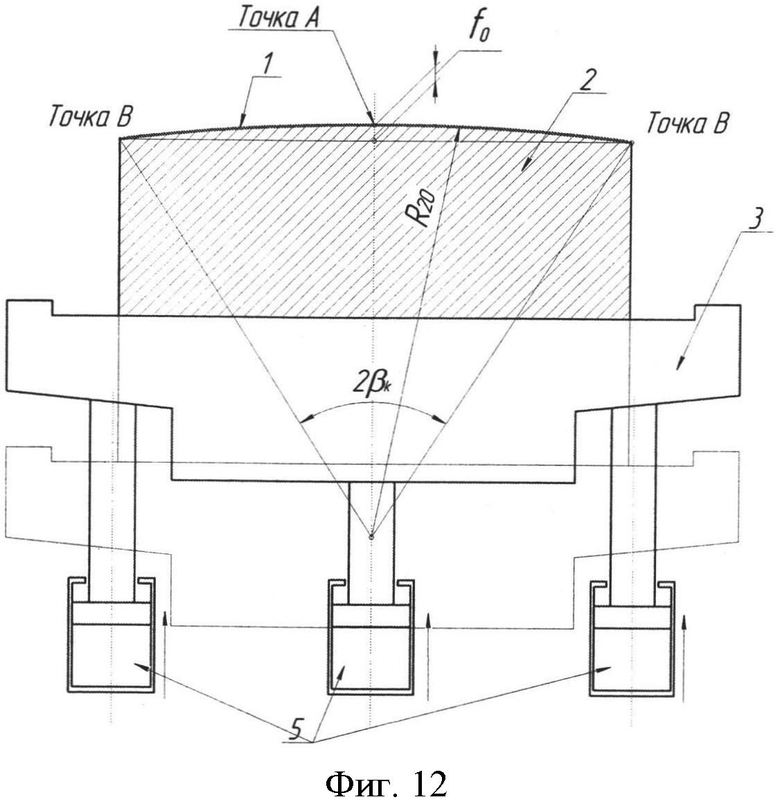
На фиг. 11 и 12 показаны два вида: штриховой линией - начало повторного оборачивания детали оболочки после ее разгрузки в положении повторной обтяжки; сплошной линией - окончание повторного оборачивания поверхности за счет придания изначальной двояковыпуклой формы, соответствующей форме обтяжного пуансона в результате полного касания поверхности оболочки к поверхности обтяжного пуансона. Фиксация двояковыпуклой формы детали оболочки обеспечивается обратным изменением значений радиусов R′1A и R′2A на значения радиусов R1A и R2A линий главных кривизн, пересекающихся в точке А за счет движений по заданной траектории балансиров 4 и подъема стола пресса 3 гидроцилиндром привода 5.
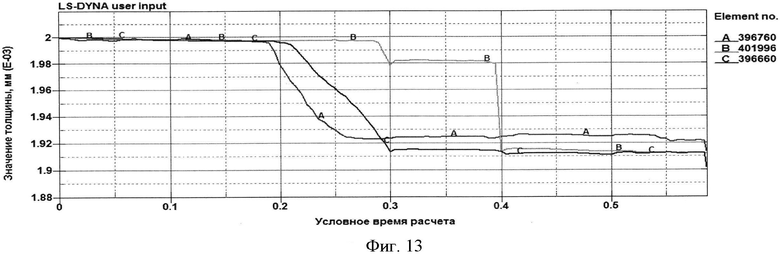
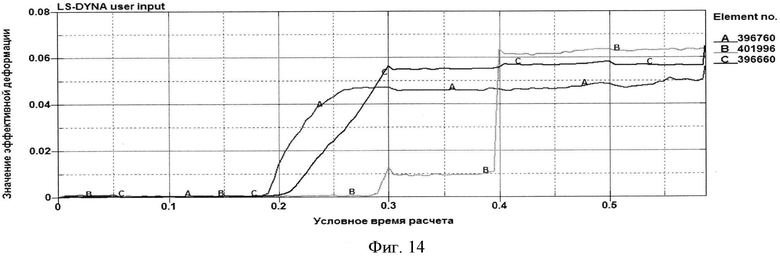
На фиг. 13 и 14 показаны графики изменения толщины и эффективной деформации конкретной детали оболочки в ее характерных точках А, В и С, приведенные в направлении условного времени расчета при численном моделировании.
Заявляемый способ реализуется на обтяжных прессах с программным управлением, например на обтяжных прессах типа FEKD или типа FET. Способ реализуется последовательно за два этапа на одном и том же обтяжном пуансоне и на одном и том же прессе при установке зажимов пресса для обтяжки плоской листовой заготовки.
Предварительная обтяжка листовой заготовки после ее оборачивания по формообразующему контуру обтяжного пуансона на полный угол охвата, равный 90° сопровождается избыточным деформированием плоского участка листовой заготовки в районе схода с обтяжного пуансона согласно формуле (1)

где eC - деформация плоского участка схода листовой заготовки с обтяжного пуансона под углом αк в районе точки С после получения двояковыпуклой формы оболочки в центральной части, соответствующей полному прогибу fA центрального поперечного сечения детали оболочки;
eA - деформация после получения двояковыпуклой формы в районе точки А, соответствующей полному прогибу fA центрального поперечного сечения детали оболочки;
eфА - деформация на стадии нестационарного формообразования центральной части в районе точки А, соответствующей неполному прогибу центрального поперечного сечения, до момента пластического деформирования плоского участка листовой заготовки в районе схода с обтяжного пуансона;
f - коэффициент внешнего трения;
n - константа упрочнения материала листовой заготовки.
Пластическое деформирование плоского участка листовой заготовки в районе схода с обтяжного пуансона при предварительной обтяжке деталей оболочек связано с тем, что формообразование в различных сечениях под углом α заканчивается неодновременно. Однако для детали оболочки двойной кривизны двояковыпуклой формы при наличии плоского участка листовой заготовки в районе схода с обтяжного пуансона и пресса, имеющего прямолинейный ряд зажимных устройств, на данном этапе формообразования, вероятнее всего можно получить деформацию eC плоского участка листовой заготовки в окрестности точки С несколько меньше или несколько больше деформации формообразования eA оболочки двояковыпуклой формы в точке А за счет незначительной деформации калибровки eк. Это вполне достижимо на стадии нестационарного формообразования двояковыпуклой формы детали оболочки, несмотря на влияние внешнего трения при обтяжке.
Полученная двояковыпуклая форма детали оболочки соответствует продольному и поперечному радиусам R1A и R2A линий главных кривизн, проходящих через точку А и связанных соотношением через гауссову кривизну КА:

Гауссова кривизна КА полностью определяется коэффициентами первой квадратичной формы поверхности второго порядка, а коэффициенты первой квадратичной формы поверхности определяют ее внутреннюю геометрию, т.е. при переходе от некоторой поверхности к другой поверхности путем только изгибания детали оболочки, при которой длины нанесенных на ней линий сохраняются, коэффициенты первой квадратичной формы поверхности и, следовательно, и гауссова кривизна остаются неизменными [А.Л. Гольденвейзер. Теория упругих тонких оболочек. - М.: Изд-во Наука, 1976. - С. 12-24].
В способе предлагается разгрузить деталь оболочки после предварительной обтяжки и, не освобождая ее из зажимов пресса, осуществить ее разгибание с разверткой детали оболочки на определенный угол αp, приводящий к получению изометрической формы ее поверхности по отношении к форме обтяжного пуансона. Гауссова кривизна при разгибании поверхности тонколистовой оболочки в свободном состоянии сохраняет свое значение, хотя главные кривизны в точке А будут меняться. Это понятие играет важную роль в теории тонких оболочек.
В результате поверхность оболочки принимает новое положение относительно обтяжного пуансона с радиусами кривизны в «полюсе» в точке А соответственно R′1A и R′2A, связанных соотношением при постоянном значении самой гауссовой кривизны КA:

где если R1A при разгибании на угол αp увеличивается до R′1A, то R2A, наоборот, уменьшается до R′2A, а поверхность оболочки отступает от поверхности пуансона в районе центрального сечения на величину fp, прилегая к поверхности обтяжного пуансона только боковыми свободными от зажимов участками в окрестности точки В.
Повторная обтяжка детали оболочки в новом положении относительно обтяжного пуансона с угла αp обеспечивает растяжение боковых практически недеформируемых участков листовой заготовки, которые только касаются поверхности обтяжного пуансона. В результате растяжения боковые свободные от зажимов боковые участки листовой заготовки начинают прилегать к поверхности обтяжного пуансона. Данное растяжение сопровождается утонением этих участков, и создаются условия выравнивания толщины оболочки в поперечном направлении до момента прилегания центрального участка оболочки к поверхности обтяжного пуансона.
Повторная обвертка поверхности оболочки по формообразующему контуру обтяжного пуансона после ее разгрузки в положении, определяемом углом αp на полный угол охвата обтяжного пуансона, обеспечивает фиксацию двояковыпуклой формы детали оболочки при обратном изменении значений радиусов R′1A и R′2A на значения радиусов R1A и R2A линий главных кривизн, пересекающихся в точке А. При этом избыточное деформирование плоского участка листовой заготовки в районе схода с обтяжного пуансона будет отсутствовать. В результате поверхность оболочки будет соответствовать форме обтяжного пуансона, с гауссовой кривизной в точке А, равной произведению R1A и R2A без избыточного деформирования плоского участка детали оболочки в окрестности точки С.
Деформация, которая обеспечивает получение двояковыпуклой формы детали оболочки в точке А на первом этапе при предварительной обтяжке, равна

где R1A - продольный радиус линии главной кривизны контура, проходящего через «полюс» в точке A, a fA - прогиб поверхности оболочки в центральном поперечном сечении, равный: fA=R2A(1-cosβк),
R2A - поперечный радиус линии главной кривизны, проходящей через точку А, а βк - поперечный угол охвата пуансона второй кривизны в центральном поперечном сечении.
В результате разгибания с разверткой поверхности оболочки радиус R1A увеличивается до значения R′1A, а радиус R2A, наоборот, уменьшается до значения R′2o при сохранении гауссовой кривизны КА, т.е. R′A1·R′A2=КА. Центральная часть детали оболочки в точке А приподнимается над поверхностью обтяжного пуансона на величину fp. Эта величина определяется из формулы 5 при условии равенства значений деформаций еВ и eA:

На втором этапе при повторной обтяжке выполняется растяжение боковых свободных от зажимов участков оболочки в окрестности точки В, полученной в результате разгибания с разверткой, в новом изометрическом положении по отношению к поверхности обтяжного пуансона, то есть под углом αp. При этом обеспечивается деформирование не центрального участка оболочки в окрестности точки А, а боковых свободных от зажимов участков в окрестности точки В, имеющих внешний контакт с поверхностью обтяжным пуансоном.
Этот процесс можно довести до равномерного деформирования всех участков поверхности оболочки, что приводит к достижению минимальной разнотолщинности. Предложенный способ реализуется на прессе, который имеет возможность перемещать зажимы, установленные на балансирах, для обтяжки под максимальным углом охвата обтяжного пуансона αк, равным 90°, под углом αк, равным 90°, или с угла разгибания с растяжением боковых свободных от зажимов участков листовой заготовки αp, равного 15°.
Сопоставимый анализ заявляемого решения с прототипом показывает, что способ формообразования обтяжкой деталей оболочек двойной кривизны двояковыпуклой формы отличается тем, что выполняются последовательно друг за другом два этапа на одном и том же обтяжном пуансоне и на прессе с программным управлением, разделенных разгрузкой без освобождения листовой заготовки из зажимов пресса с последующим перемещением ее зажатых прямолинейных краев относительно обтяжного пуансона за счет синхронизации движений рабочих органов пресса по расчетной траектории. Кроме того, в отличие от прототипа способ позволяет получать деталь оболочки минимальной разнотолщинности. Таким образом, заявляемый способ соответствует критерию «изобретательский уровень».
Данный способ используется для формообразования оболочек со значительными углами охвата αк до 90°. Проверка предлагаемого способа формообразования обтяжкой выполнена моделированием методом конечных элементов в программном комплексе ANSYS/LS-DYNA. Анализ кинематической схемы последовательной обтяжки листовой заготовки выполнен с привязкой к прессу типа FEKD. Было уделено внимание, прежде всего, симметричной обтяжке за счет внешней симметрии формообразующего пуансона относительно плоскостей и направлений в точке пересечения линий главных кривизн поверхности оболочки.
При этом радиусы линий главных кривизн поверхности, пересекающихся в точке А, соответственно равны: продольный по формообразующему контуру R1A=766 мм, а поперечный по второй кривизне R2=9187,6 мм. Прогиб поперечного контура оболочки в полюсе равен f(A)=71 мм. Длина формообразующего контура обтяжного пуансона равна 2616 мм. Ширина листовой заготовки равна 2280 мм, а толщина 2 мм. В качестве реологической модели материала для листовой заготовки была использована трехпараметрическая EPD-модель Барлата (3-Parameter BarlatModel) - модель, применяющаяся для моделирования алюминиевого листового материала с учетом анизотропии свойств в условиях плоского напряженного состояния.
Характер изменения толщины (фиг. 13) и эффективной деформации (фиг. 14) оболочки в ее характерных точках А, В и С, в направлении условных единиц времени (у.е.в.) расчета по последовательной схеме указывают на полную кинематическую управляемость процессом формообразования оболочки двояковыпуклой формы минимальной разнотолщинности. В конце предварительной обтяжки при 0,3 у.е.в. получается двояковыпуклая форма оболочки с наибольшей эффективной деформацией в характерной точке А, равной значению 0,049. Это необходимая деформация для получения оболочки заданной формы характеризуется двойной кривизной или произведением значений главных кривизн R1o и R2o основных линий поверхности, пересекающихся в точке А оболочки двояковыпуклой формы. При этом их произведение определяет полную гауссову кривизну оболочки двояковыпуклой формы. В конце повторной обтяжки при 0,4 у.е.в. эффективно деформируются боковые края оболочки до значений в характерной точке В порядка 0,061.
При повторной обтяжке центрального участка оболочки ликвидируется ее неполное прилегание за счет изгибания оболочки с охватом обтяжного пуансона. Если обратить внимание на правый край графика (на фиг. 13 - окончание изгибания оболочки с охватом обтяжного пуансона на полный угол около 90°, по оси условного времени расчета соответствует 0,59 у.е.в.), то разница значений толщины стенки оболочки в ее характерных точках А, В и С составило всего лишь около 0,01 мм, а значение разнотолщинности в диапазоне от 1,91 мм до 1,92 мм, что хорошо укладывается в допуски, определяемые требованиями к качеству деталей обшивок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ, ИМЕЮЩИХ ДВОЯКОВЫПУКЛУЮ ПОЛОГУЮ ФОРМУ | 2022 |
|
RU2799365C1 |
| Способ автоматизированного формообразования оболочки переменной кривизны обтяжкой листовой заготовки | 2024 |
|
RU2838191C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ | 2004 |
|
RU2275266C2 |
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ФОРМООБРАЗОВАНИЯ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ (УАУ) И СПОСОБ НАСТРОЙКИ ЕЕ ПОВЕРХНОСТИ | 1997 |
|
RU2133163C1 |
| СПОСОБ ФОРМОВКИ КРУПНОГАБАРИТНЫХ ОБШИВОК | 1980 |
|
SU858233A1 |
| ФОРМООБРАЗУЮЩЕЕ УСТРОЙСТВО | 2001 |
|
RU2216422C2 |
| Способ формообразования деталей обтяжкой по пуансону | 2016 |
|
RU2663016C2 |
| Способ изготовления деталей двойной кривизны | 1988 |
|
SU1606230A1 |
| Способ построения рабочей поверхности оснастки для обтяжки | 1987 |
|
SU1509153A1 |
| Способ обтяжки при формообразовании деталей двойной кривизны | 1977 |
|
SU707647A1 |
Изобретение относится к области обработки металлов давлением, в частности к изготовлению деталей оболочек двойной кривизны двояковыпуклой формы для летательного аппарата на существующих обтяжных прессах с программным управлением. Способ включает применение двух этапов формообразования обтяжкой: предварительную обтяжку прямолинейной листовой заготовки после ее обвертки до полного угла охвата обтяжного пуансона, равного 90°, и последующую обтяжку детали оболочки в ее новом положении с угла разгибания за счет растяжения боковых свободных от зажимов участков отформованной заготовки. Между этими этапами формообразования выполняют разгрузку и разгибание с разверткой поверхности оболочки на определенный угол, приводящий к получению изометрической формы ее поверхности по отношении к форме поверхности обтяжного пуансона. После второго этапа формообразования выполняют обратную обвертку детали оболочки на полный угол охвата обтяжного пуансона, равный 90°, до прилегания ее к поверхности обтяжного пуансона за счет придания изначальной изометрической формы, соответствующей поверхности обтяжного пуансона. Уменьшается неравномерность деформации растяжения как в продольном, так и в поперечном направлении листовой заготовки. 14 ил.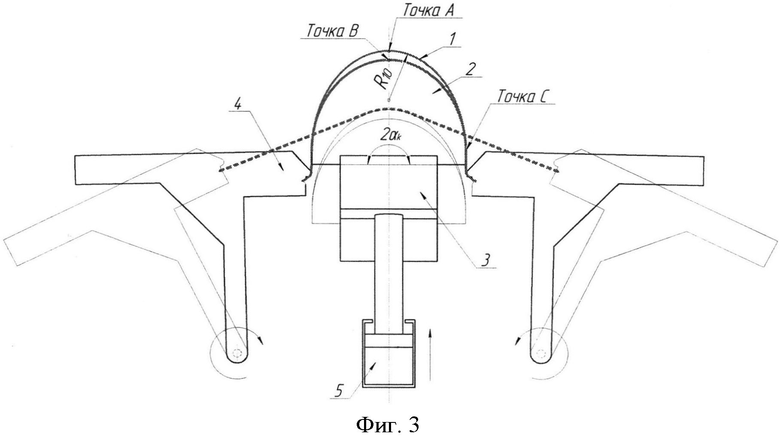
Способ формообразования обтяжкой тонколистовых деталей оболочек двойной кривизны двояковыпуклой формы по обтяжному пуансону на максимальный угол охвата 90°, включающий обтяжку плоской листовой заготовки в два этапа на одном пуансоне, отличающийся тем, что на первом этапе выполняют предварительную обтяжку закрепленной в зажимах пресса плоской листовой заготовки и полностью обернутой вокруг обтяжного пуансона на максимальный угол охвата 90°, затем выполняют разгрузку и разгибание с разверткой поверхности оболочки на угол 15° без освобождения ее из зажимов пресса, а на втором этапе выполняют повторную обтяжку оболочки в положении с упомянутого угла разгибания путем счет растяжения боковых свободных от зажимов участков листовой заготовки без деформирования центральной части ее поверхности в районе точки пересечения продольного и поперечного радиусов кривизны оболочки, после чего выполняют разгрузку и повторную обертку на максимальный угол охвата 90° без освобождения листовой заготовки из зажимов пресса до полного ее прилегания к поверхности обтяжного пуансона и придания детали оболочки изначальной двояковыпуклой формы, соответствующей форме обтяжного пуансона.

