Изобретение относится к деревообрабатывающей промышленности, в частности к изготовлению изделий из модифицированной древесины, и может найти применение в мебельной промышленности, машиностроении, сельхозстроении как заменитель подшипников скольжения.
Известен способ контурного прессования и торцевого гнутья по методу профессора Хухрянского П. Н. (Хухрянский П. Н. Прессование древесины. - М.: Лесная промышленность, 1964, с.124).
Известен способ модификации древесины, включающий пропитку ее терефталоилхлоридом с диэтиловым эфиром с последующим экстрагированием и сушку, при этом перед пропиткой древесину обрабатывают раствором изопропилата натрия в изопропиловом спирте, экстрагируют изопропиловым спиртом в течение 6-8 ч и сушат до постоянной массы (А.С. СССР 1242366, кл. В 27 К 5/06, 1986).
Известен также способ получения модифицированной древесины, включающий ее обработку мочевиной и уплотнение волокон в радиальном и тангенциальном направлениях. Для повышения физико-механических показателей путем получения древесины с плотностью, близкой к плотности древесинного вещества, древесину уплотняют при скорости не более 2 мм/мин вначале в аксиальном направлении на 5-6% воздействием пульсирующей нагрузки, затем уплотняют статическим напряжением в радиальном направлении на 9-29%, после чего - в тангенциальном направлении не более чем на 29% (А.С. СССР 1655780, кл. В 27 К 5/06, 1990).
Наиболее близким по технической сущности к заявляемому объекту является способ получения изделий из модифицированной древесины, включающий обработку древесины мочевиной и сушку под давлением, при этом заготовки цилиндрической формы делят в осевой плоскости на два равных полуцилиндра, пропитывают мочевиной, совмещают их в плоскости разъема и сушат под давлением в матрице прямоугольной формы (А.С. 1248802, кл. В 27 К 5/06, 1986).
Недостатками этого способа являются низкие прочностные и плотностные механические и антифрикционные характеристики полученной древесины.
Задачей изобретения является повышение прочности и плотности древесины с заданными механическими и антифрикционными свойствами.
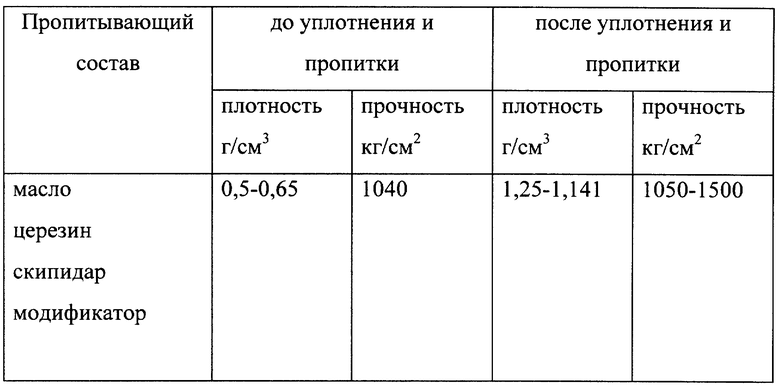
Для этого в известном способе получения модифицированной древесины путем прессования древесной заготовки, включающей пропитку древесины и ее сушку, заготовку предварительно сушат, набирают пакет, подвергают его прессованию в оснастке по горизонтальной плоскости поперек волокон, после чего его сушат, а затем нарезают плоские пластины, из которых нарезают сектора трапецеидального сечения и набирают цилиндрическую втулку заданного размера, направление волокон которой устанавливают перпендикулярно оси ее вращения, и производят втрое обжатие по цилиндрической плоскости в направлении, перпендикулярном оси вращения, с последующей пропиткой ее смесью масла и модификатором, помещая нагретую деревянную заготовку в стальной обойме в более холодную среду. В качестве масла используют различные виды масел: трансформаторное, марки ИПГ 18 и др. В качестве модификатора используют церезин, и/или скипидар, и/или суспензию фторопласта и фталоцианиновой меди.
На чертеже изображена наборная втулка.
Наборная втулка 1 содержит сектора трапецеидальной формы 2 с направлением волокон древесины 3.
Способ осуществляют следующим образом.
Предварительно просушенные до влажности 8-10% березовые заготовки размером 50х125х400 мм смазываются по плоскости контакта клеем, например клеем БФ, собирают в пакет размером 250х125х400 мм и подвергают прессованию по горизонтальной плоскости поперек волокон на 50-60% в специальной оснастке в холодном состоянии (например, при температуре 18-22oС).
Зафиксировав в оснастке, уплотненную древесину помещают в сушильную печь, где она сушится при температуре 105-110oС до достижения влажности 6-8%.
Затем из уплотненного пакета нарезают плоские пластины, из которых в свою очередь нарезают сектора трапецеидального сечения и набирают цилиндрическую втулку заданного размера, устанавливая сектора таким образом, чтобы направление волокон было перпендикулярно оси вращения.
Смазав клеем плоскости контакта секторов, производят повторное ее обжатие по цилиндрической плоскости в направлении, перпендикулярном оси вращения с последующей пропиткой запрессованной в металлическую обойму втулки, помещая втулку в нагретое масло марки И 20А до температуры 120oС, а затем последовательно в смесь масла с модификатором, нагретых до температуры 95oС и 40-60oС соответственно. Нагрев масла производится промышленными электронагревателями для масла.
Обжатие производят путем проталкивания втулки через конусные переходники и фиксацией обжатой втулки в стальной обойме в 2-3 цикла для обеспечения заданных прочностных характеристик модифицированной древесины.
Для обеспечения заданных механических и антифрикционных свойств запрессованную в стальную обойму втулку помещают в первую ванну с нагретым до температуры 120oС маслом марки И-20А (ГОСТ 20799), где выдерживают 10-20 часов при температуре 120oС для удаления остатков влаги. Окончание процесса удаления влаги, а соответственно, выдержка по времени втулки в первой ванне определяется визуально - прекращается бурление масла, т.е. прекращается выделение пузырьков воздуха, образовавшихся от испарения влаги из деревянной втулки.
Нагретую и просушенную таким образом втулку из первой ванны помещают во вторую ванну с более низкой температурой смеси, %:
масло ИПГ - 18-40
церезин - 40
скипидар - 20
и выдерживают в течение 5-6 часов при температуре 95oС.
Скипидар улучшает пропитываемость, церезин - снижает набухаемость и повышает кислотно-щелочную стойкость и за счет возникшего разряжения в капиллярах древесины, т. е. естественного вакуумного эффекта, получаемого за счет разницы температур, обеспечивается направленность пропитки по естественным капиллярам древесины, а изменение температурных режимов пропитки позволяет регулировать глубину пропитки и получать слой уплотненной древесины с заданными характеристиками.
В таблице приведены свойства древесины, полученные по предлагаемому способу.
Для получения прессованной и модифицированной древесины с заданными антифрикционными и механическими свойствами нагретую втулку до температуры 95oС из второй ванны помещают в третью ванну, заполненную смесью, %:
масло ИПГ - 18-50 - 55
церезин - 20
скипидар - 20
и одним из модификаторов: суспензией фторопласта 5-10% или фталоцианиновой меди 5-10%, нагретую до жидкого состояния 40-60oС, и выдерживают в течение 2-3 часов. Из полученной таким образом древесины изготавливают втулки с целью замены вкладышей из цветного металла подшипников скольжения и качения.
Источники информации
1. Хухрянский П.Н. Прессование древесины. - М.: Лесная промышленность, 1964, с.124.
2. Авт.св. СССР 1242366, М.Кл. В 27 К 5/06.
3. Авт.св. СССР 1655780, М.Кл. В 27 К 5/0.
4, Авт.св. СССР 1248802, М.Кл. В 27 К 5/06.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2005 |
|
RU2305804C1 |
| СПОСОБ МОДИФИКАЦИИ ДРЕВЕСИНЫ | 1996 |
|
RU2103163C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВТУЛОК ИЗ ДРЕВЕСИНЫ | 1992 |
|
RU2041805C1 |
| Способ модификации древесины | 2021 |
|
RU2764921C1 |
| Способ модификации древесины | 2021 |
|
RU2764924C1 |
| Способ модификации древесины | 2021 |
|
RU2764926C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННОЙ ДРЕВЕСИНЫ | 2003 |
|
RU2232675C1 |
| Способ модификации древесины | 2021 |
|
RU2764925C1 |
| СПОСОБ ПРОПИТКИ ДРЕВЕСИНЫ | 2017 |
|
RU2646612C1 |
| СПОСОБ ОБРАБОТКИ ДРЕВЕСНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2516259C2 |
Изобретение относится к деревообрабатывающей промышленности, в частности к изготовлению изделий из модифицированной древесины, и может найти применение в мебельной промышленности, машиностроении, сельхозстроении как заменитель подшипников скольжения. Способ получения изделий из модифицированной древесины заключается в том, что заготовку предварительно сушат, набирают пакет, подвергают его прессованию в оснастке в холодном состоянии по горизонтальной плоскости поперек волокон, после чего сушат его, а затем нарезают плоские пластины, из которых нарезают сектора трапецеидального сечения и набирают цилиндрическую втулку заданного размера, направление волокон которой устанавливают перпендикулярно оси ее вращения, производят втрое обжатие по цилиндрической плоскости в направлении, перпендикулярном оси вращения, с последующей пропиткой ее смесью масла с модификатором, помещая нагретую деревянную заготовку в стальной обойме в более холодную среду. 1 табл. , 1 ил.
Способ получения модифицированной древесины, путем прессования древесной заготовки, включающей пропитку древесины и ее сушку, отличающийся тем, что заготовку предварительно сушат, набирают пакет, подвергают его прессованию в оснастке по горизонтальной плоскости поперек волокон, после чего его сушат, а затем нарезают плоские пластины, из которых нарезают сектора трапецеидального сечения и набирают цилиндрическую втулку заданного размера, направление волокон которой устанавливают перпендикулярно оси ее вращения, производят втрое обжатие по цилиндрической плоскости в направлении, перпендикулярном оси вращения, затем пропитывают ее смесью масла и модификатором, помещая нагретую деревянную заготовку в стальной обойме в более холодную среду.
| Способ получения изделий из модифицированной древесины | 1985 |
|
SU1248802A1 |
| SU 1243267 А1, 07.07.1986 | |||
| Способ обработки древесины лиственных пород | 1985 |
|
SU1298079A1 |
| СПОСОБ ОБРАБОТКИ ПРЕССОВАННОЙ ДРЕВЕСИНЫ | 0 |
|
SU240226A1 |
