Изобретение относится к деревообрабатывающей промышленности и может быть использовано для изготовления из древесины изделий типа втулок, вкладышей, подшипников скольжения и т.п.
Известен способ получения древеснометаллических втулок (а.с. N 452521, кл. В 27 В 1/02), включающий формообразование установленных в ограничительный контур пластин путем их запрессовки с натягом в металлическую обойму через конический приемник.
Недостатком этого способа является ограниченная область его применения, так как он позволяет получать втулки только лишь с неравномерной плотностью по сечению для тех узлов трения, где допускается износ рабочей поверхности в минимальных пределах.
Кроме того, втулки с радиальным расположением волокон, изготовленных по этому способу, после усушки их до влажности 0-2% разрушаются по клеевым швам и не могут изготовляться без металлических обойм.
Указанные недостатки частично устраняются другим известным способом (а. с. N 863429, кл. В 27 М 1/02, B 32 B 13/10).
Однако и этот способ не позволяет получать втулки с равномерной плотностью по сечению и различным направлением древесных волокон по отношению своей оси из древесины с малой исходной плотностью.
Кроме того, существенным недостатком обоих способов является то, что они не позволяют получать вкладыши подшипников с толстыми стенкам аналогичными шариковыми подшипниками, так как торцовые древесные пластины с большой толщиной и малым радиусом изгиба не поддаются гнутью и разрушаются при проходе через конический приемник.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является способ получения втулок с радиальным расположением волокон и равномерной плотностью по сечению (а.с. N 409854, кл. В 27 М 1/02), позволяющий получать высококачественные втулки из трапециевидных сегментов практически с любой толщиной стенки и не требующий, как правило, облицовки их металлическими обоймами.
Однако и этот способ не получил широкого распространения из-за длительной и сложной операции склеивания сегментов во втулку, предусматривающий обязательное применение распарочных автоклавов с давлением пара 1,5-2,0 атм в течение 1-2 ч, что в свою очередь вызывает сильную коррозию металлических обойм и пресс-форм.
Кроме того, данный способ недостаточно универсален, так как не позволяет получать втулки с высокой конечной плотностью и с различным направлением волокон по отношению к своей оси из древесных сегментов с малой исходной плотностью (600-800 кг/м3) ввиду того, что конструкция прессовой оснастки, предназначенная для осуществления данного способа, не обеспечивает этой возможности.
Целью изобретения является повышение производительности способа, универсализация его за счет расширения возможности получения втулок с заранее заданными свойствами практически с любой толщиной стенки из древесины с любой исходной плотностью с помощью одной и той же прессовой оснастки.
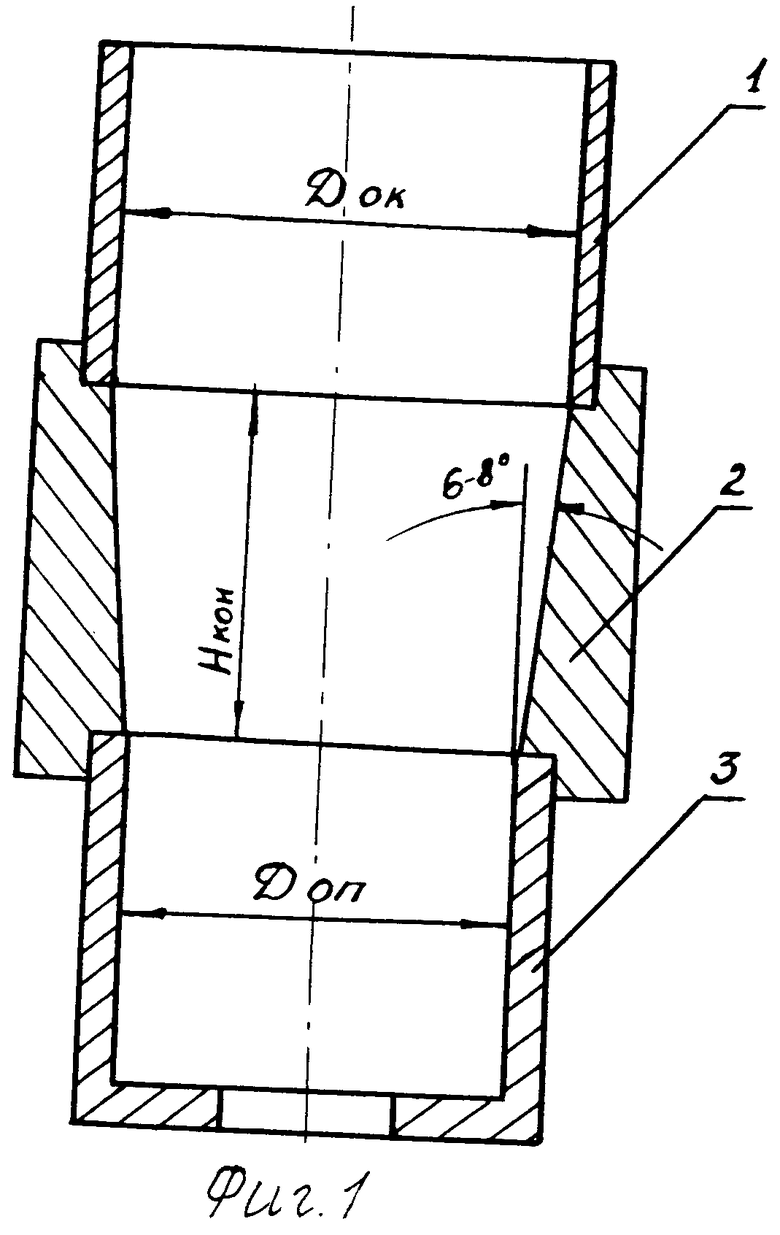
Цель достигается тем, что в способе получения втулок из древесины, включающем выпиливание трапециевидных сегментов, наклеивание их на основу, установку в ограничительный контур, предварительную перепрессовку через конический приемник в основную пресс-форму с последующим окончательным уплотнением пуансоном до заданной плотности, прессование ведут через конический приемник с углом конусности 6-8о, а диаметр основной пресс-формы и ограничительного контура определяют из соотношения:
Dоп Dок Dок.К, где Dоп внутренний диаметр основной пресс-формы;
Dок внутренний диаметр ограничительного контура;
К коэффициент, зависящий от исходной плотности древесины.
Предлагаемое техническое решение позволяет полностью решить поставленную задачу.
Ни в одном из известных изобретений не была решена задача получения изделий типа втулок с заранее заданными параметрами и свойствами с помощью одной и той же прессовой оснастки.
Известные способы получения втулок с радиальным или частично радиальным расположением волокон (а.с. N 1380952, кл. В 27 М 1/02; а.с. N 1366399, кл. B 27 D 1/08; а.с. N 1440728, кл. B 27 M 3/00, а.с. N 1110952, кл. F 16 C 17/00, F 16 C 33/18; а.с. N 1676805, кл. В 27 М 3/00, 1/02) хотя и решают отдельные вопросы по снижению расхода прессованной древесины и повышению качества втулок и подшипников скольжения в условиях переменной влажности воздуха путем изготовления двухслойных втулок из древесины, однако все они сложны технологически и дают большой процент брака при склеивании отдельных сегментов во втулку из-за несовершенства прессовой оснастки и не решают вопросов получения втулок с различным расположением волокон, а следовательно, и с различными наперед заданными свойствами с помощью одной и той же прессовой оснастки.
На фиг. 1 показана прессовая оснастка для осуществления предложенного способа, где 1 ограничительный контур, 2 конический приемник, 3 основная пресс-форма.
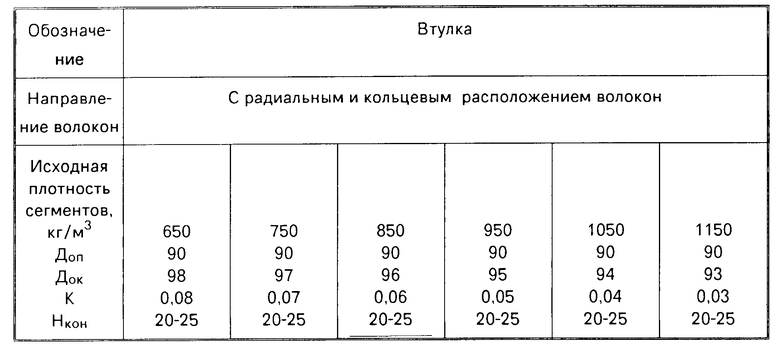
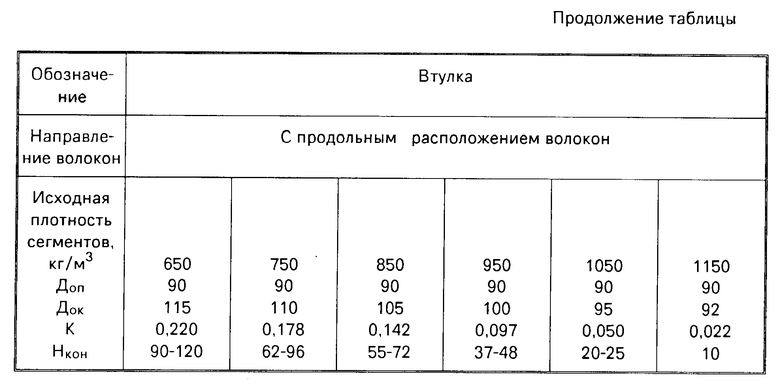
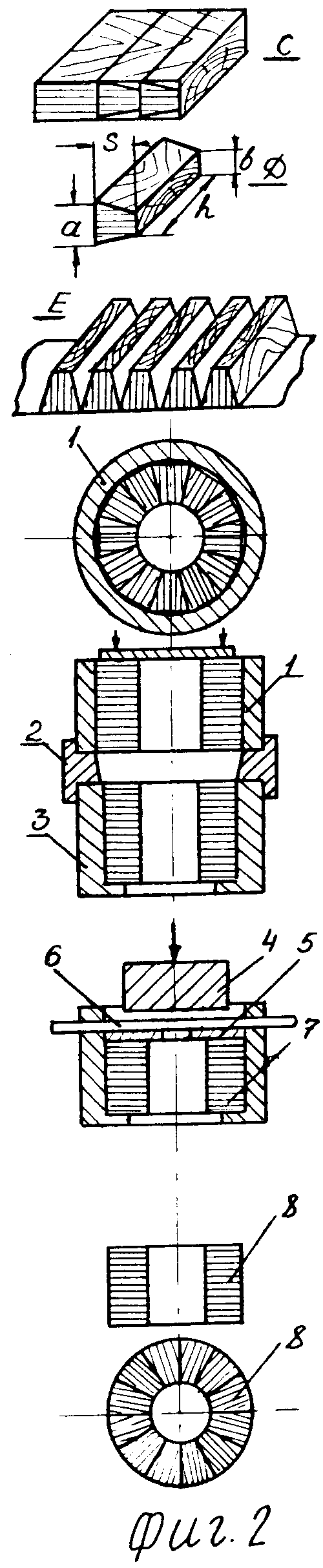
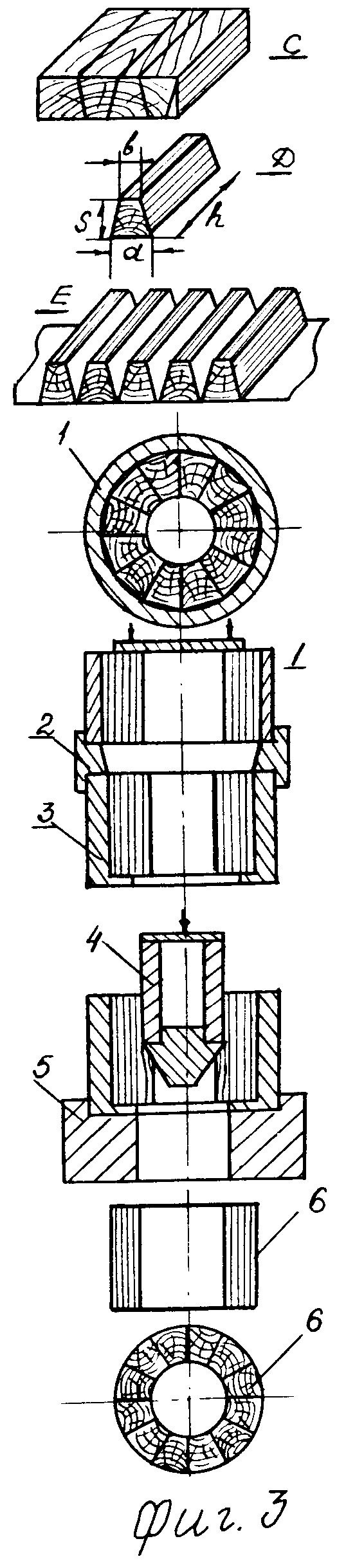
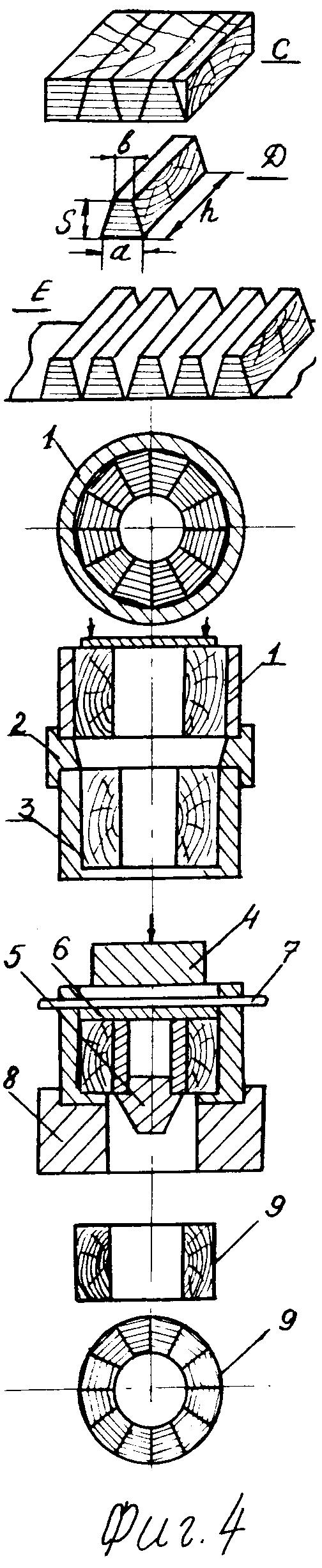
На фиг. 2-4 изображена последовательность осуществления трех вариантов предлагаемого способа получения втулок с различным расположением волокон по отношению к своей оси; на фиг.2 вариант I с радиальным расположением; на фиг.3 вариант II с продольным расположением; на фиг.4 вариант III с кольцевым расположением. Способ поясняется таблицей.
Способ осуществляется в следующей последовательности.
Вариант I. На торцах досок С специальной фрезой делают два скоса с определенными углами, затем дисковой пилой отрезают в поперечном направлении заготовки в виде трапециевидных сегментов D, наклеивают их на гуммированную бумажную ленту Е, наносят клей на боковые грани, сворачивают сегменты в многогранник и устанавливают его в ограничительный контур 1 (при этом волокна в сегментах ориентированы в радиальном направлении), из которого через конический приемник 2 сегменты перепрессовывают в основную пресс-форму 3, где происходит их обжатие по наружному и внутреннему периметрам до плотного прижатия боковых граней друг к другу. После этого фигурным пуансоном 4 и шайбой 5 создают определенное давление прессом, фиксируют спрессованные сегменты стальными шпильками 6 и в таком состоянии помещают в сушильную камеру, где происходят одновременные сушка и склеивание сегментов во втулку 7.
Затем втулки 7 вместе с пресс-формами охлаждают до комнатной температуры, вынимают из пресс-форм, пропитывают различными минеральными смазками по известным режимам и подвергают машинной обработке до чистовых размеров 8.
Вариант II. Доски С распиливают в продольном направлении на заготовки в виде трапециевидных сегментов D. Операции наклеивания сегментов на ленту, установка в ограничительный контур, перепрессовка в основную пресс-форму аналогичны варианту I. Отличие состоит в том, что волокна в данных сегментах ориентированы вдоль оси, т.е. в продольном направлении, которые затем прессуют изнутри пуансоном 4, используя подставку 5. Остальные операции сушка, пропитка, мехобработка 6 аналогичны варианту I.
Вариант III. Доски С распиливают в поперечном направлении на заготовки в виде трапециевидных сегментов D, волокна у которых направлены параллельно основанию трапеции. Затем выполняют аналогичные I и II вариантам операции наклеивания сегментов на бумажную ленту, установку их в ограничительный контур 1, перепрессовку в основную пресс-форму 3. Отличие от предыдущих вариантов состоит в том, что волокна в данном варианте у сегментов направлены по окружности (по кольцу). Затем сегменты прессуют одновременно шайбой 6 по оси и изнутри пуансонами 4 и 5 до заданной плотности, фиксируя шпильками 7, используя подстановку 8. Дальнейшие операции (сушка, пропитка, мехобработка 9) аналогичны предыдущим вариантам.
Высота конуса 2 Нкон при угле конусности в пределах 6-8о и диаметр ограничительного контура 1 Dок изменяются в зависимости от исходной плотности древесины, а диаметр основной пресс-формы 3 Dоп задается условием задачи и остается постоянным (см. таблицу).
В результате последовательности выполнения операции, указанных в трех вариантах, предлагаемый способ позволяет получать втулки с заранее заданными свойствами, используя для этого одни и те же исходные заготовки (доски) и практически одну и ту же прессовую оснастку, что повышает производительность процесса, расширяет область применения изделий, упрощает и значительно ускоряет трудоемкий процесс склеивания сегментов во втулку, повышает антифрикционные свойства за счет пропитки минеральными смазками.
П р и м е р 1. Получение втулок с радиальным расположением волокон.
Из досок С модифицированной древесины по ГОСТ 24329-80 (пункт 1.4) толщиной 24,5 мм, плотностью 1050 кг/м3, влажностью 12% выпиливали сегменты в виде равнобедренной трапеции D со сторонами а 24,5 мм, b 14 мм, толщиной S 22 мм, высотой h 120 мм.
Затем сегменты широкой стороной а приклеивали на гуммированную бумажную ленту Е (при массовом производстве длина ленты с приклеенными к ней сегментами может составлять несколько метров и сматываться в рулон или в кассету).
После этого ленту разрезали на пакеты с 12 шт. сегментов, наносили клей на боковые грани и устанавливали в ограничительный контур 1 с внутренним диаметром 94 мм, который вычислили по формуле
Dоп Dок Dок.К, где Dоп 90 мм заданный диаметр основной пресс-формы;
К коэффициент брали из таблицы,
который для сегментов с исходной плотностью 1050 кг/м3 с радиальным и кольцевым расположением волокон равен 0,04, при этом волокна в сегментах были сориентированы в радиальном направлении по отношению к оси ограничительного контура. Затем сегменты из ограничительного контура 1 с внутренним диаметром 94 мм перепрессовали в основную пресс-форму 3 с внутренним диаметром 90 мм, где происходило их обжатие по наружному и внутреннему периметрам, при этом общая длина сторон а сегментов уменьшилась на 12,5 мм, что в среднем в 2 раза больше максимальной величины усушки сегментов (6-7 мм по окружности) в случае усушки их до конечной влажности 0-2%
После обжатия сегментов в основной пресс-форме 3 их прессовали в направлении оси шайбой 5 и фигурным пуансоном 4 в этой же пресс-форме под давлением пресса с усилием 80-100 МПа до плотности 1250-1350 кг/м3, фиксировали шпильками 6 и вместе с пресс-формой помещали на сушку в камеру, где при Т 110-120оС происходила их сушка до влажности 0-2% с одновременным склеиванием во втулки 7, которые затем вместе с пресс-формами охлаждали до комнатной температуры и проводили демонтаж. Готовые втулки 8 имели: Dн 88,5 мм; dвнутр 44,5 мм; h 95 мм; масса 563 г; плотность 1280 кг/м3; влажность 2%
П р и м е р 23. Получение втулок с продольным расположением волокон.
Из спрессованных досок С толщиной 22 мм, плотностью 1050 кг/м3, влажностью 12% дисковой пилой выпиливали трапециевидные сегменты D с продольным расположением волокон со сторонами а 24,5 мм, b 14 мм, толщиной S 22 мм, высотой h120 мм. Затем выполняли операцию Е и устанавливали сегменты в ограничительный контур 1 с внутренним диаметром 94 мм (расчетный диаметр в таблице равен 95 мм, разницей в 1 мм можно пренебречь), при этом волокна в сегментах были направлены вдоль оси ограничительного контура 1. Затем сегменты перепрессовывали в основную пресс-форму 3 с внутренним диаметром 90 мм через конический приемник 2 с углом конусности 6о и высотой (Нкон) 25 мм, где сжатие сегментов по окружности составило 12,5 мм, а внутренний диаметр сегментов с 50 мм уменьшился до 42 мм, после чего сегменты прессовали изнутри пуансоном 4 с диаметром 55 мм, используя подставку 5. Затем сегменты вместе с пресс-формой и пуансоном помещали в сушильную камеру, где происходила их сушка до влажности 0-2% и одновременное склеивание во втулку. После охлаждения до температуры 50-60оС пуансон 4 выпрессовывали из втулки и продолжали охлаждать до комнатной температуры.
Внутренний диаметр готовой втулки 6 дал усадку и стал равным 53,5 мм, высота осталась прежней 120 мм, плотность составила 1200 кг/м3, влажность 1,5% масса 574 г, масса начальная 625 г с 12 шт. сегментов. Каких-либо трещин по клеевым швам и древесине во втулках замечено не было. В дальнейшем втулки 6 пропитывали под давлением различными минеральными смазками (расплавленный церезин, минеральное масло и др.). При использовании втулок с продольным расположением волокон в качестве уплотнений операция пропитки не всегда требуется.
П р и м е р 3. Получение втулок с кольцевым расположением волокон. Из спрессованных досок С толщиной 22 мм, плотностью 1050 кг/м3, влажностью 12% в поперечном направлении выпиливали трапециевидные сегменты D со сторонами а 24,5 мм, b 14 мм, толщиной S 22 мм, высотой h 120 мм, при этом волокна в сегментах направлены параллельно сторонам трапеции а и b. Затем выполняли операции, аналогичные приведенным в примерах 1, 2. Диаметр ограничительного контура равен 94 мм, а диаметр основной пресс-формы 90 мм. Сжатие сегментов по окружности составило 12 мм, т.е. каждая сторона сегмента а и b уменьшилась на 1,0 мм, внутренний диаметр сегментов составлял 42 мм, после чего основную пресс-форму 3 вместе с сегментами устанавливали на подставку 8 и прессовали одновременно по оси и изнутри пуансонами 4 и 5 под давлением 90-100 МПа (диаметр пуансона 5 был равен 50 мм), фиксировали пуансон 5 шайбой 6 и шпильками 7 и в таком виде помещали на сушку и склеивание в камеру. После сушки высота втулки составила 95 мм, а диаметры наружный и внутренний, не изменились и составили: Dн 90 мм; Dвн 50 мм; плотность 1200 кг/м3 влажность 5,1%
П р и м е р 4. Изготовление втулок по предлагаемому способу из древесины с малой и средней исходной плотностью (650-950 кг/м3) аналогично рассмотренным выше примерам 1, 2, 3. Отличие состоит в том, что при изготовлении втулок, например, из натуральной древесины (березы) с исходной плотностью 650 кг/м3 до конечной плотности 1250 кг/м3 высота втулок с радиальным и кольцевым расположением волокон после прессования в осевом направлении уменьшается в 2 раза, т.е. до 60 мм, а при изготовлении втулок из предварительно прессованной древесины плотностью 950 кг/м3 до плотности 1250 кг/м3 высота уменьшается до 85 мм по сравнению с первоначальной высотой сегментов 120 мм.
П р и м е р 5. При изготовлении втулок с продольным расположением волокон из натуральной древесины с исходной плотностью 650 кг/м3 толщину S и сторону а увеличивали до 30 мм, сторона b оставалась равной 14 мм. После установки сегментов в ограничительный контур с внутренним диаметром 115 мм (см. таблицу) и последующей перепрессовкой в основную пресс-форму 3 с внутренним диаметром 90 мм сегменты прессовали изнутри пуансоном 4 с диаметром 55 мм и получали втулки аналогичного размера и с одинаковой плотностью, как из сегментов с исходной плотностью 1050 кг/м3 (пример 2).
Предлагаемый способ получения втулок обеспечивает: повышение интенсификации и производительности процесса, получение трех марок втулок с различными свойствами, что значительно расширяет область применения этих втулок и возможность самого способа; прочное склеивание сегментов между собой во втулки за счет расчетной величины обжатия их в основной пресс-форме, превышающей в 1,5-2,0 раза величину их усушки в процессе сушки до абсолютно сухого состояния; снижение затрат на изготовление прессовой оснастки, так как в одной и той же оснастке можно получать втулки с различными свойствами; упрощение технологии получения высокоизносостойких втулок с радиальным расположением волокон (торцовая рабочая поверхность) и особенно с продольным и кольцевым расположением.
Последние две марки втулок за последние 30 лет практически не совершенствовались и не изготовлялись большими сериями из-за сложности техпроцесса и большого процента брака при их изготовлении.
Изготовленные по предлагаемому способу подшипники скольжения с радиальным расположением волокон прошли успешные производственные испытания на ряде предприятий и используются в серийно выпускаемых шнековых транспортерах подачи технического углерода (сажи) и цемента вместо аналогичных втулок из бронзы, стали, чугуна, пластмасс.
Втулки с продольным расположением волокон, изготовленные из сегментов, успешно работают в гидравлических насосах с давлением жидкости до 200 атм в качестве уплотнений, а также в станках-качалках, устьевых сальниках на нефтепромыслах.
Втулки с кольцевым расположением волокон рекомендуются для применения преимущественно в узлах трения тех машин, которые работают и хранятся на открытых пространствах (дорожные машины, сельхозтехника, тракторы и т.д.), так как хорошо переносят изменения температуры и влажности окружающего воздуха. Кроме того, такие втулки наряду с втулками с продольным расположением волокон хорошо переносят ударные и динамические нагрузки, поглощают звук и обладают демпфирующими свойствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПРЕССОВАННЫХ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ | 1992 |
|
RU2041809C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ С ВКЛАДЫШАМИ ИЗ ДРЕВЕСИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041810C1 |
| СПОСОБ ПОЛУЧЕНИЯ АМОРТИЗАЦИОННЫХ ПРОКЛАДОК ИЗ ПРЕССОВАННОЙ ДРЕВЕСИНЫ | 1994 |
|
RU2124085C1 |
| Способ получения древесно-металлических втулок | 1980 |
|
SU863429A1 |
| Устройство для изготовления деталей цилиндрической формы из древесины | 1974 |
|
SU493356A1 |
| ПОДШИПНИК СКОЛЬЖЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2539022C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2018 |
|
RU2727301C2 |
| БЕТОННАЯ ШПАЛА | 1992 |
|
RU2042758C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННОЙ ДРЕВЕСИНЫ | 2003 |
|
RU2232675C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛОК ИЗ ПРЕССОВАННОЙ ДРЕВЕСИНЫ | 1993 |
|
RU2057008C1 |
Использование: в деревообрабатывающей промышленности и может быть использовано для изготовления из древесины изделий типа втулок, вкладышей подшипников скольжения и т.п. Сущность изобретения: после установки древесных заготовок в ограничительный контур с определенным ориентированием волокон по отношению к его оси прессование ведут через конический приемник с углом конусности 6 8°, а диаметр основной пресс-формы и ограничительного контура определяют из соотношения приведенного в описании. 4 ил. 1 табл.
СПОСОБ ПОЛУЧЕНИЯ ВТУЛОК ИЗ ДРЕВЕСИНЫ, включающий выпиливание трапециевидных сегментов, наклеивание их на основу, установку в ограничительный контур, предварительную перепрессовку через конический приемник в основную пресс-форму с последующим окончательным уплотнением пуансоном до заданной плотности, отличающийся тем, что прессование ведут через конический приемник с углом конусности 6 8o, а диаметр основной пресс-формы и ограничительного контура определяют из соотношения.
Dо.п Dо.к Dо.к · х · K,
где Dо.п внутренний диаметр основной пресс-формы;
Dо.к -внутренний диаметр ограничительного контура;
K-коэффициент, зависящий от исходной плотности древесины.
| 1972 |
|
SU409854A1 | |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
