Изобретение относится к способам герметизации изделий из углеграфитовых материалов и может быть использовано для изготовления деталей теплообменной аппаратуры, тиглей для плавления в них металлов, солей и др. материалов, реакторов и др. оборудования химической и химико-металлургической промышленностях, предназначенного для работы при перепадах давления.
Известен способ герметизации изделий из углеграфитовых материалов, включающий пропитку их полимерами (Крылов В.Н. "Углеграфитовые материалы и их применение в химической промышленности", М., Химия, 1965).
Недостатком способа является низкий температурный предел применения изделий, не превышающий, как правило, 180oС, и их ограниченная коррозионная стойкость.
Известен способ герметизации изделий из углеграфитовых материалов, включающий доуплотнение их пироуглеродом из газовой фазы при пониженном парциальном давлении углеродсодержащего газа с последующим осаждением пироуглерода в виде покрытия (Крылов В.Н. "Углеграфитовые материалы и их применение в химической промышленности", М., Химия, 1965, с. 53).
Способ позволяет повысить температурный предел применения изделий и их коррозионную стойкость.
Недостатком способа является невысокая герметичность изделий и длительный цикл насыщения пироуглеродом и осаждения пироуглеродного покрытия для обеспечения требуемой герметичности.
Наиболее близким по технической сущности является способ герметизации изделий из углеграфитовых материалов, включающий нанесение на поверхность изделия шликерного покрытия на основе мелкодисперсного углеродного наполнителя и безусадочного невспенивающегося связующего, насыщение поверхности и нанесенного шликерного покрытия пироуглеродом с последующим осаждением пироуглерода в виде покрытия, производимых из газовой фазы при пониженном парциальном движении углеродсодержащего газа, в качестве которого используют природный газ с содержанием метана не менее 98% (патент РФ 2006493, С 04 В 38/00, 1992).
Способ позволяет улучшить герметичность изделий, но только при низких перепадах давления (для жидкостей - до 15 атм, для газов - до 4-5 атм).
Недостатком способа является невысокая герметичность для работы изделий при высоких перепадах давления, что снижает надежность работы изделий, а также ограничивает область их применения (для работы при более высоких перепадах давления они уже не годятся).
Предлагаемый способ обеспечивает герметичность изделий при перепадах давления в жидкостях до 110 атм, в газах - до 80 атм в химически агрессивных средах и при высоких температурах и, естественно, позволяет повысить надежность работы изделий при давлениях ниже указанных.
Такой технический эффект достигается тем, что в способе герметизации изделий из углеграфитовых материалов, включающем нанесение на поверхности изделия шликерного покрытия на основе мелкодисперсного углеродного наполнителя и безусадочного невспенивающегося связующего, насыщение поверхности изделия и нанесенного шликерного покрытия пироуглеродом с последующим осаждением пироуглерода в виде покрытия, производимых из газовой фазы при пониженном парциальном давлении углеродсодержащего газа, в качестве которого используют природный газ с содержанием метана не менее 98%, мелкодисперсный углеродный наполнитель используют с фракцией не более 63 мкм, насыщение поверхности изделия и нанесенного шликерного покрытия пироуглеродом и осаждение пироуглеродного покрытия проводят при температуре 850-990oС, давлении 7-20 мм рт. ст. и времени контакта пиролизного газа с изделием 3-10 с.
В качестве мелкодисперсного углеродного наполнителя в шликерном покрытии можно использовать графитовый порошок и/или порошок углеродного композиционного материала фракцией до 63 мкм, а насыщение поверхности изделия и нанесенного шликерного покрытия пироуглеродом можно проводить при температуре 940-990oС.
В качестве мелкодисперсного углеродного наполнителя в шликерном покрытии можно использовать коллоидный графит или сажу фракцией не более 1,5 мкм, а насыщение поверхности изделия и нанесенного шликерного покрытия пироуглеродом проводить при температуре 850-950oС.
В качестве мелкодисперсного углеродного наполнителя в шликерном покрытии можно использовать смесь графитового порошка и/или углеродного композиционного материала с коллоидным графитом или сажей, а насыщение поверхности изделия и нанесенного шликерного покрытия пироуглеродом проводить при температуре 900-970oС.
При нанесении шликерного покрытия можно использовать мелкодисперсный углеродный наполнитель с увеличивающимся к наружной поверхности покрытия размером частиц во фракции.
Перед нанесением шликерного покрытия изделие можно подвергнуть механической обработке.
Шликерное покрытие можно наносить толщиной не более 0,5 мм и шлифовать его перед насыщением пироуглеродом.
После механической обработки изделия, перед нанесением на его поверхность шликерного покрытия, материал изделия можно доуплотнить пироуглеродом.
Доуплотнение материала изделия пироуглеродом можно проводить в течение 110-270 ч при температуре 950-990oС, давлении 7-20 мм рт.ст., времени контакта пиролизного газа с изделием не более 20 с.
Насыщение поверхности изделия и нанесенного шликерного покрытия пироуглеродом можно проводить при ступенчатом подъеме температур в процессе насыщения пироуглеродом.
Использование мелкодисперсного углеродного наполнителя с фракциями не более 63 мкм позволяет заполнить поверхностные поры материала изделия, получить шликерное покрытие с тонкопористой структурой и сохранить его целостность при проведении операции насыщения пироуглеродом из газовой фазы и, тем самым, создать предпосылки (условия) для получения изделия с практически беспористым поверхностным слоем, который включает собственно уплотненный с поверхности материал изделия и достаточно хорошо сцепленное с ним покрытие.
Использование мелкодисперсного углеродного наполнителя с фракциями более 63 мкм не позволило бы достаточно хорошо заполнить поверхностные поры изделия. Это привело бы к уменьшению сцепления покрытия с изделием, начиная со стадии его нанесения и кончая операцией его закрепления на поверхности изделия. В итоге это не позволило бы получить покрытие с тонкопористой структурой, прочно сцепленной с поверхностью изделия.
Насыщение поверхности изделия и нанесенного шликерного покрытия пироуглеродом, осаждение пироуглеродного покрытия при температуре 850-990oС, давлении 7-20 мм рт.ст. и времени контакта пиролизного газа с изделием 3-10 с. позволяет максимально уплотнить поверхность изделия и шликерного покрытия и, тем самым, снизить проницаемость изделия до коэффициента газопроницаемости КГ= 1х10-9-1х10-10 см2/с, обеспечить хорошее сцепление шликерного покрытия с изделием и создать благоприятные условия для осаждения поверх шликерного покрытия пироуглеродного покрытия. При этом указанные параметры процесса осаждения пироуглеродного покрытия обеспечивают непроницаемость его даже по гелию.
Это обеспечивается тем, что при указанных параметрах процесса:
- во-первых, существенно снижается количество тяжелых углеводородов в пиролизном газе и время их контакта с изделием, тем самым существенно снижается преждевременное осаждение на поверхности шликерного покрытия пироуглерода, образующегося из тяжелых углеводородов и препятствующего диффузии метана в поры шликерного покрытия,
- во-вторых, существенно снижается преждевременное осаждение на поверхности шликерного покрытия пироуглерода из-за высокой температуры и/или высокого давления.
Таким образом обеспечиваются условия для более полного насыщения поверхностных пор изделия и пор шликерного покрытия пироуглеродом (и доведения, тем самым, проницаемости изделия до КГ=1х10-9-1х10-10 см2/с и плавного перехода к процессу осаждения качественного пироуглеродного покрытия.
Проведение процесса насыщения поверхности изделия и шликерного покрытия, с последующим осаждением пироуглерода в виде покрытия при давлении менее 7 мм рт.ст. нецелесообразно, т.к., во-первых, существенно удлиняется процесс, во-вторых, возрастают нагрузки на вакуумный насос, если он работает один, или вместо одного насоса уже требуется 2 или 3.
Насыщение поверхности изделия и нанесенного шликерного покрытия пироуглеродом, с последующим осаждением пироуглеродного покрытия при давлении свыше 20 мм рт.ст. приводит, во-первых, к увеличению скорости осаждения пироуглерода, как из метана, так и из тяжелых углеводородов. В результате происходит неполное заполнение поверхностных пор изделия и внутренних пор шликерного покрытия пироуглеродом из-за преимущественного (и преждевременного) заполнения пироуглеродом поверхностных пор шликерного покрытия и затруднению доступа газа к внутренним порам, а пироуглеродное покрытие осаждается с излишне высокой скоростью, что ухудшает его качественные характеристики.
Применение процесса насыщения поверхности изделия и шликерного покрытия пироуглеродом и осаждение пироуглеродного покрытия при времени контакта пиролизного газа с изделием менее 3 с нецелесообразно, т.к. приводит к чрезмерному усложнению применяемой оснастки, а также к необходимости увеличения расхода природного газа.
Насыщение поверхности изделия и шликерного покрытия пироуглеродом, с последующим осаждением пироуглеродного покрытия при времени контакта пиролизного газа с изделием более 10 с приводит к увеличению в нем содержания тяжелых углеводородов и, как следствие, к преимущественному и преждевременному осаждению пироуглерода на поверхности шликерного покрытия (причиной преимущественного осаждения пироуглерода, образующегося из тяжелых углеводородов, на поверхности шликерного покрытия является большой объем их молекул, что затрудняет их диффузию к внутренним порам шликерного покрытия, и более высокая, чем при разложении метана, скорость осаждения пироуглерода). При этом ухудшается также качество пироуглеродного покрытия, вплоть до образования сажистых отложений.
Насыщение поверхности изделия и шликерного покрытия пироуглеродом с последующим осаждением пироуглеродного покрытия при температуре ниже 850oС нецелесообразно (даже для шликерного покрытия с тонкопористой структурой на основе мелкодисперсного углеродного наполнителя фракцией до 1,5 мкм), т.к. приводит к чрезмерному удлинению процесса насыщения.
Насыщение поверхности изделия и шликерного покрытия пироуглеродом, с последующим нанесением пироуглеродного покрытия, при температуре выше 990oС приводит к неполному заполнению поверхностных пор изделия и внутренних пор шликерного покрытия из-за преимущественного и преждевременного заполнения пироуглеродом поверхностных пор шликерного покрытия.
Использование в качестве мелкодисперсного углеродного наполнителя в шликерном покрытии графитового порошка и/или порошка из углеродного композиционного материала фракцией до 63 мкм и насыщение поверхности изделия и нанесенного шликерного покрытия пироуглеродом при температуре 940-990oС позволяет снизить проницаемость изделий за счет снижения проницаемости уплотненного шликерного покрытия (КГ~1-7х10-9 см2/с) при одновременном уменьшении длительности процесса насыщения, т.е. оптимизировать процесс.
Использование в шликерном покрытии в качестве мелкодисперсного углеродного наполнителя коллоидного графита и/или сажи фракцией до 1,5 мкм и насыщение поверхности изделия и нанесенного шликерного покрытия пироуглеродом при температуре 850-950oС позволяет получить еще более тонкопористую структуру поверхности изделия и шликерность покрытия и, тем самым,снизить их проницаемость до КГ~0,5-2,5х10-10 см2/с.
Использование в качестве углеродсодержащего газа природного газа с содержанием метана менее 98% приводит к увеличению содержания в пиролизном газе тяжелых углеводородов, как из-за большего их содержания в исходном газе, так и образования их при пиролизе за счет активирующего воздействия содержащихся в природном газе серосодержащих углеводородов (например, меркаптанов) и сероводороде.
Использование в качестве мелкодисперсного углеродного наполнителя в шликерном покрытии графитового порошка и/или порошка из углеродного композиционного материала фракцией до 63 мкм и насыщение поверхности изделия и нанесенного шликерного покрытия пироуглеродом при температуре 940-990oС позволяет снизить проницаемость изделий за счет снижения проницаемости уплотненного шликерного покрытия (КГ~1-7х10-10 см2/с) при одновременном уменьшении длительности процесса насыщения, т.е. оптимизировать процесс.
Использование в шликерном покрытии в качестве мелкодисперсного углеродного наполнителя коллоидного графита и/или сажи фракцией до 1,5 мкм и насыщение поверхности изделия и нанесенного шликерного покрытия пироуглеродом при температуре 850-950oС позволяет получить еще более тонкопористую структуру поверхности изделия и шликерного покрытия и, тем самым, снизить их проницаемость до КГ~0,5-2,5 х 10-10 см2/с.
Использование в качестве мелкодисперсного углеродного наполнителя смеси графитового порошка и/или порошка углеродного композиционного материала с коллоидным графитом или сажей и насыщение поверхности изделия и нанесенного шликерного покрытия пироуглеродом при температуре 900-970oС позволяет получить промежуточную между 1-7х10-10 и 0,5-2,5х10-10 см2/с величину коэффициента газопроницаемости, что расширяет технологические возможности способа.
Насыщение поверхности изделия и шликерного покрытия на основе графитового порошка и/или порошка углеродного композиционного материала фракцией до 63 мкм, коллоидного графита или сажи фракцией до 1,5 мкм, или смеси графитового порошка и/или порошка углеродного композиционного материала с коллоидным графитом или сажей при температуре соответственно ниже 940, 850, 900oС нецелесообразно, т.к. приводит к существенному увеличению длительности процесса.
Насыщение поверхности изделия и шликерного покрытия на основе мелкодисперсного углеродного наполнителя выше приведенных фракционных составов (гранулометрических) соответственно выше 900, 950 и 970oС приводит к сравнительно высокой для конкретного гранулометрического состава скорости осаждения пироуглерода, в результате чего происходит неполное заполнение пор изделия и внутренних пор шликерного покрытия из-за преимущественного и преждевременного заполнения пироуглеродом поверхностных пор шликерного покрытия.
Использование при нанесении шликерного покрытия мелкодисперсного углеродного наполнителя с увеличивающимся к наружной поверхности покрытия размером частиц во фракции также позволяет максимально уплотнить внутренние поры, исключив преждевременное заполнение поверхностных пор шликерного покрытия и снизить, тем самым, проницаемость материала шликерного покрытия до КГ=0,5-1,2х10-10 см2/с.
Механическая обработка изделия перед нанесением шликерного покрытия создает лучшие условия для нанесения гладкого шликерного покрытия равномерной толщины, равномерной провязки (насыщения) его пироуглеродом и формирования гладкого и сплошного (без прерывистости) по всей поверхности изделия пироуглеродного покрытия.
Нанесение шликерного покрытия толщиной не более 0,5 мм обеспечивает хорошее сцепление покрытия с изделием, в т.ч. высокую стойкость при термоциклировании.
Шлифование шликерного покрытия перед насыщением его пироуглеродом позволяет создать более благоприятные условия для формирования сплошного по всей поверхности изделия пироуглеродного покрытия, кроме того, позволяет получить изделие с высокой чистотой поверхности.
Доуплотнение материала изделия пироуглеродом, перед нанесением на его поверхность шликерного покрытия, позволяет еще до насыщения шликерного покрытия пироуглеродом существенно снизить проницаемость материала изделия, однако при этом имеется опасность осаждения на поверхности изделия пироуглеродной пленки излишней толщины и низкого качества.
Доуплотнение материала изделия пироуглеродом в течение 110-270 ч при температуре 950-990oС, давлении 7-20 мм рт.ст. и времени контакта пиролизного газа с изделием не более 20 с позволяет еще до нанесения и насыщения шликерного покрытия пироуглеродом существенно снизить проницаемость материала изделия (до КГ~1х10-9 см2/с) и при этом не осадить на поверхность изделия пироуглеродную пленку (покрытие) излишней толщины и низкого качества из-за ее прерывистости по поверхности изделия и наличия в ней микротрещин.
Насыщение поверхности изделия и нанесенного шликерного покрытия пироуглеродом при ступенчатом подъеме температур позволяет максимально уплотнить внутренние поры, исключив преждевременное заполнение поверхностных пор шликерного покрытия и снизить, тем самым, проницаемость материала шликерного покрытия до 0,5-1 х 10-10 см2/с.
Заявляемым способом были изготовлены изделия с различной степенью герметичности, а именно: изделия, предназначенные для работы:
а) в качестве деталей тепловых узлов установок выращивания монокристаллов кремния и др. полупроводниковых материалов и материалов особой чистоты по методу Чохральского,
б) в качестве деталей внутренних устройств химических аппаратов, ректификационных колонн и оснастки для термохимической обработки, например, путем погружения в масло, где основным требованием, предъявляемым к детали, является отсутствие пропитки ее контактирующей с ней рабочей средой,
в) в качестве корпусных деталей химических аппаратов и ректификационных колонн, работающих под избыточным давлением:
- до 5 атм,
- от 5 до 15 атм,
- свыше 15 атм.
Для оценки влияния параметров процесса на герметичность изготовлены однотипные изделия в виде труб ⊘30×⊘40×L400 мм из углеграфитовых материалов.
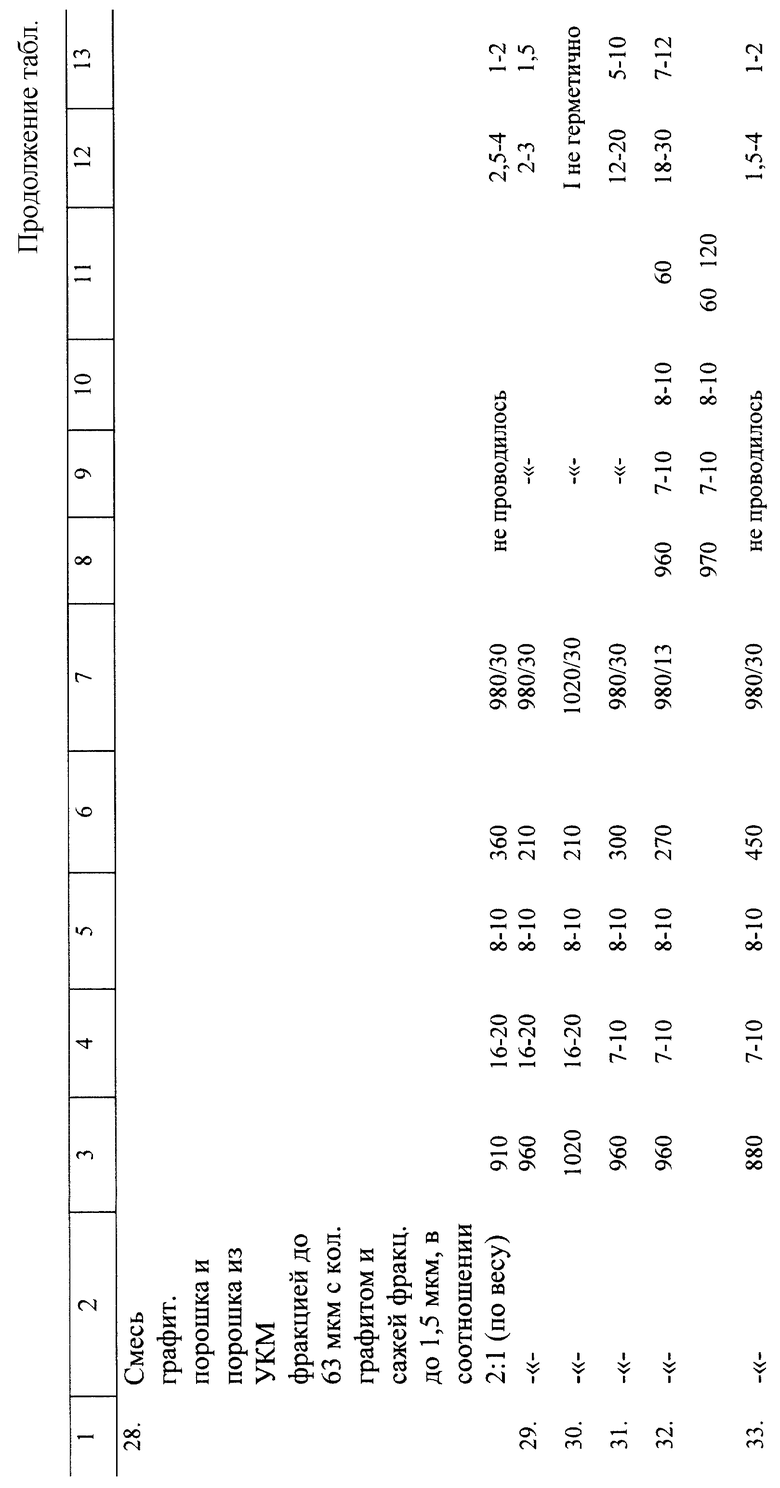
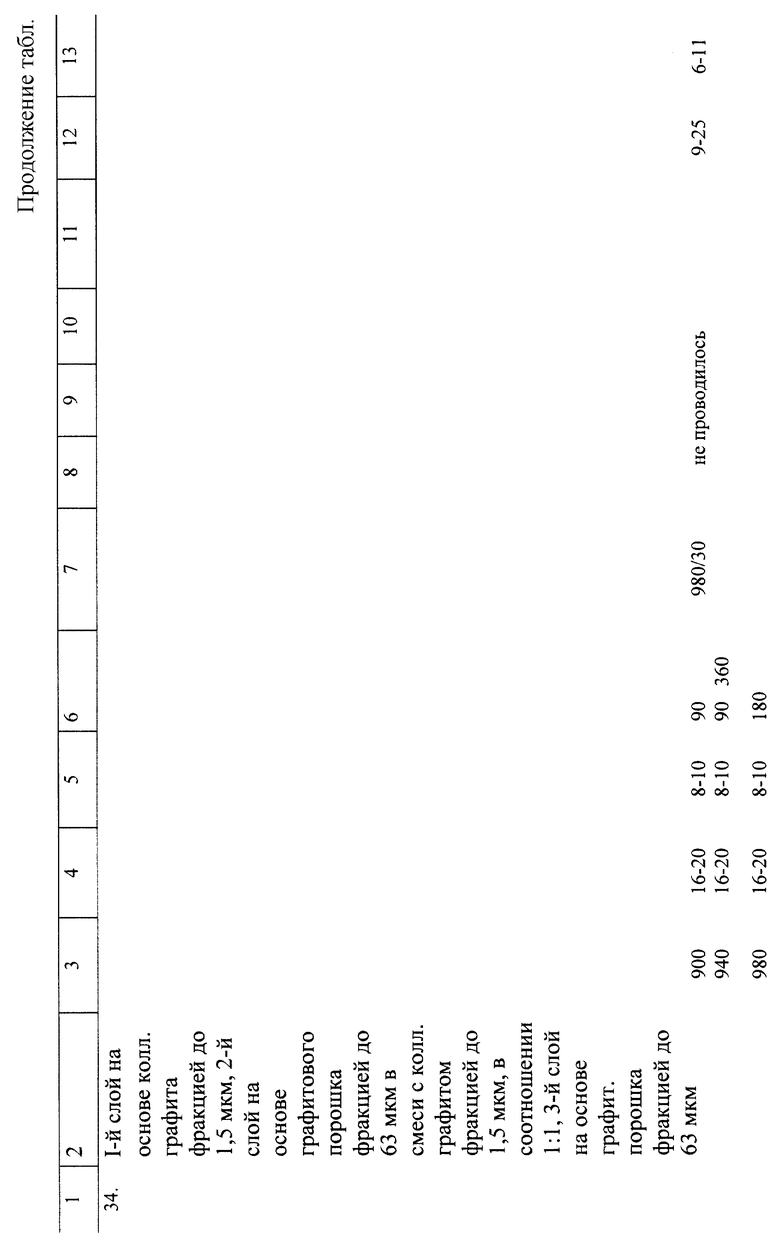
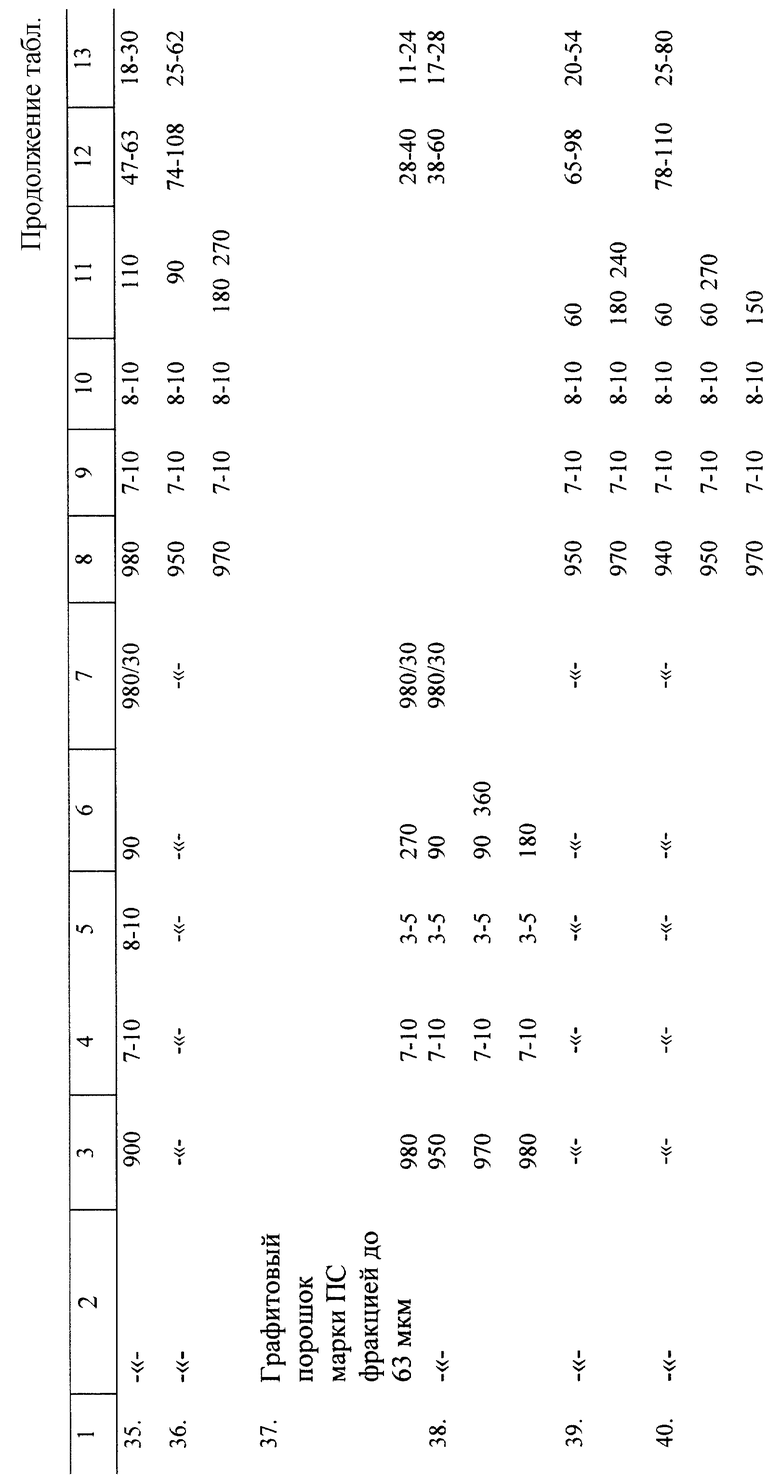
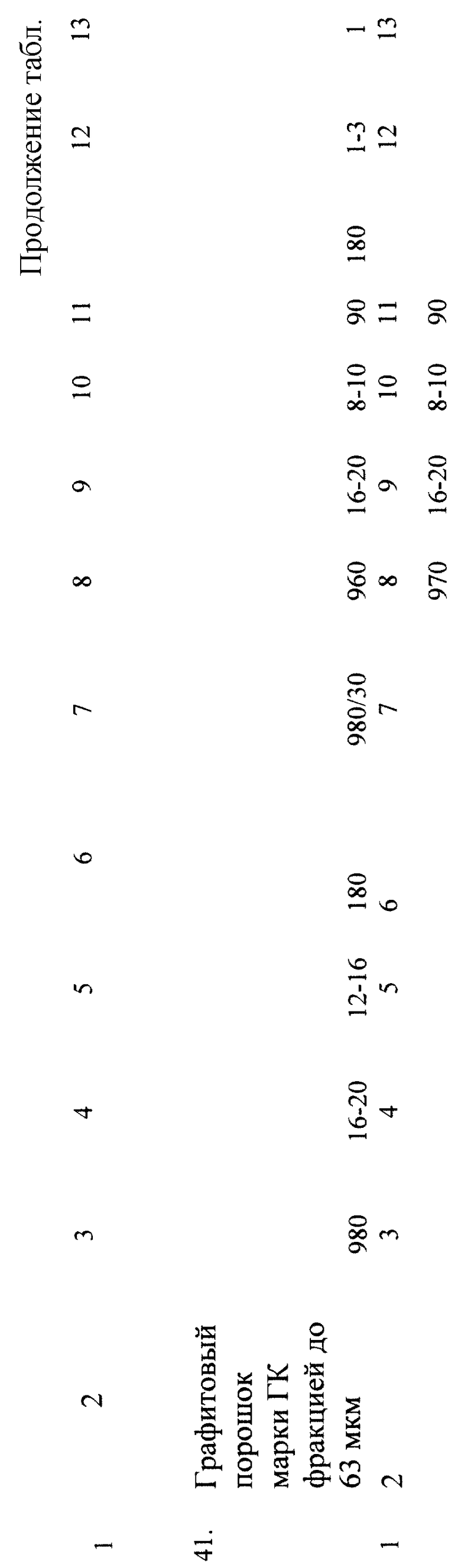
Ниже приведено описание конкретного выполнения способа с указанием общих для всех примеров параметров процесса, а в таблице приведены конкретные примеры выполнения способа с указанием конкретных для каждого примера параметров процесса герметизации изделий, где примеры 1-6, 11-18, 20, 22-26, 28, 29, 31, 32, 34-40 соответствуют параметрам заявляемого способа, а примеры 7-10, 19, 21, 27, 30, 33, 41 выходят за рамки параметров заявляемого способа.
Для исключения проницаемости на поверхность изделия из углеграфитового материала наносят шликерное покрытие на основе мелкодисперсного углеродного наполнителя и безусадочного невспенивающегося связующего. При этом в качестве мелкодисперсного углеродного наполнителя используют порошки или их смеси фракциями не более 63 мкм, а в качестве безусадочного невспенивающегося связующего - 8% раствор поливинилового спирта в воде. Покрытие наносят в несколько приемов с сушкой каждого нанесенного слоя для исключения его растрескивания. Первый слой покрытия наносят, тщательно втирая композицию в поверхностные поры изделия. Затем поверхность изделия и шликерное покрытие насыщают пироуглеродом, после чего производят осаждение пироуглеродного покрытия. Для этого изделие помещают в вакуумную установку и проводят насыщение поверхности и шликерного покрытия пироуглеродом, с последующим осаждением пироуглеродного покрытия по одному из режимов заявляемого способа. При выходе на температурный режим насыщения пироуглеродом происходит испарение (практически без остатка) связующего в шликерном покрытии без его усадки и вспенивания, что позволяет сохранить его целостность и получить его с исключительно мелкими размерами пор.
На стадии насыщения шликерного покрытия пироуглеродом происходит закрепление его на поверхности изделия за счет прорастания пироуглерода в поверхностные поры изделия. Выбранные параметры процесса насыщения поверхности изделия и шликерного покрытия позволяют предотвратить преждевременное осаждение пироуглерода на поверхности шликерного покрытия. По мере насыщения шликерного покрытия пироуглеродом этот процесс плавно переходит в процесс осаждения пироуглеродного покрытия. В зависимости от конкретных параметров процесса герметизации (см. таблицу) получают изделие той или иной степени герметичности.
Из анализа таблицы следует:
1. Проведение процесса для конкретного типа шликерного покрытия при температуре выше верхнего предела (см. примеры 8, 21, 30) или при давлении выше верхнего предела (см. пример 10) или при времени контакта пиролизного газа с изделием выше верхнего предела (см. примеры 9, 27, 41) позволяет получить изделия с невысокой степенью герметичности, а то и вообще негерметичные.
2. Проведение процесса насыщения шликерного покрытия пироуглеродом при температуре ниже нижнего предела, установленного для конкретного фракционного состава дисперсного углеродистого наполнителя, приводит к необоснованному удлинению процесса герметизации (сравнить между собой примеры 2 и 7, 19 и 20, 30 и 31).
3. Предварительное перед нанесением шликерного покрытия доуплотнение изделия, если оно проведено в соответствии с заявляемыми параметрами, позволяет придать ему большую степень герметичности, чем без доуплотнения или с меньшим временем доуплотнения изделия пироуглеродом (сравнить между собой примеры 3 и 4, 23 и 24, 25 и 26, 35 и 36 и др.).
Если же доуплотнение произведено с отклонением от заявляемых параметров (в примере 5 время контакта пиролизного газа с изделием выше верхнего предела, а именно 25-28 с, вместо заявляемого не более 20 с), то это приводит к уменьшению степени герметичности (сравнить между собой примеры 4 и 5).
4. Проведение процесса насыщения поверхности изделия и шликерного покрытия пироуглеродом при ступенчатом подъеме температуры в диапазоне, установленном для конкретного фракционного состава дисперсного углеродного наполнителя, позволяет достичь большей степени герметичности изделий (сравнить между собой примеры 1 и 3, 18 и 21 и др.).
5. Использование в шликерном покрытии в качестве мелкодисперсного углеродного наполнителя фракций порошков с меньшими размерами частиц позволяет уменьшить температуру процесса насыщения пироуглеродом, а также в ряде случае достичь большей степени герметичности изделий (сравнить между собой примеры 11 и 23).
Изобретение может быть использовано при получении тиглей для плавления металлов и солей, реакторов, предназначенных для работы при перепадах давления. На поверхность углеграфитового изделия наносят шликерное покрытие на основе безусадочного невспенивающегося связующего и мелкодисперсного углеродного наполнителя. В качестве наполнителя используют графитовые порошки, порошки углеродного композиционного материала, коллоидный графит, сажу или их смеси с фракцией не более 63 мкм. Поверхность изделия и шликерного покрытия насыщают пироуглеродом, после чего осаждают пироуглерод в виде покрытия. Насыщение и осаждение пироуглерода проводят из газовой фазы при пониженном парциальном давлении природного газа с содержанием метана не менее 98% при 850-990oС, 7-20 мм рт. ст. и времени контакта пиролизного газа с изделием 3-10 с. Перед нанесением шликерного покрытия изделие можно механически обработать, а перед насыщением пироуглеродом - отшлифовать. Перед нанесением шликерного покрытия изделие можно доуплотнить пироуглеродом в течение 110-270 ч при 950-990oС, р = 7-20 мм рт. ст. и времени контакта пиролизного газа с изделием не более 20 с. Изобретение позволяет получить герметичные изделия при перепадах давления в жидкостях до 110 атм, в газах - до 80 атм, в химически агрессивных средах и при высоких температурах. 10 з.п. ф-лы, 1 табл.
| СПОСОБ ОБРАБОТКИ ПОРИСТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2006493C1 |
| 0 |
|
SU218849A1 | |
| Способ получения углеродного фрикционного изделия | 1976 |
|
SU635711A1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОД-УГЛЕРОДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2016843C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-УГЛЕРОДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1993 |
|
RU2086414C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОДНОРОДНО УПЛОТНЕННЫХ МАТЕРИАЛОВ | 1998 |
|
RU2123486C1 |
| Способ изготовления аншлифов для изучения макро- и мезопор | 1985 |
|
SU1381362A1 |
| GB 1466053 A, 02.03.1977. | |||

