Изобретение относится к ножницам для резки листового материала, в частности к ножницам, предназначенным для поперечной резки полос из тонколистового материала, например упаковочных лент из термопластичной полимерной пленки или фольги.
Известны ножницы для резки листового материала, имеющие неподвижный нож, закрепленный на корпусе, и подвижный нож, установленный с возможностью взаимодействия с неподвижным ножом и закрепленный шарнирно на ползуне, установленном в вертикальных направляющих корпуса (RU 20252223 С1, 6 В 23 D 15/00, 30.12.94). Эти ножницы имеют устройство для регулирования расстояния между подвижным и неподвижным ножами в горизонтальной плоскости. Указанное устройство выполнено в виде двух горизонтальных регулировочных винтов, установленных в корпусе с возможностью взаимодействия с неподвижным ножом, и вертикального винта для фиксации положения неподвижного ножа относительно подвижного. Устройство для регулирования расстояния между ножами позволяет настраивать ножницы на соответствующую толщину разрезаемого листового материала. Недостатком данных ножниц является невозможность сохранения точного взаимного положения ножей в горизонтальной плоскости в связи с возможностью смещения их в процессе эксплуатации ножниц, например при износе режущих кромок ножей и выборке люфтов в опорах подвижных элементов под действием усилий резания. Учитывая изложенное, такие ножницы нельзя применить для резки тонкого листового материала.
Для обрезания кромок металлического листового проката в производстве могут использоваться ножницы, содержащие узлы продольной и поперечной резки листового проката, каждый из которых имеет нижний неподвижный нож, установленный в корпусе, и верхний неподвижный нож, установленный на ножевой балке (RU 2058859 С1, 6 В 23 D 15/06, 27.04.96). При поступлении на обрезку кромок прокат имеет разную толщину. Это приводит к износу верхнего подвижного ножа узла продольной резки в результате трения, возникающего в контакте между продольной кромкой обрезаемого листа и рабочими поверхностями ножа. Для увеличения долговечности ножей узла продольной резки и расширения технологических возможностей при резке разнотолщинного материала ножи снабжены механизмом регулирования горизонтального зазора между верхним и нижним ножами узла продольной резки. Механизм регулирования горизонтального зазора выполнен в виде кулачково-рычажного механизма, связанного с ножевой балкой, которая шарнирно связана с рычажно-шатунным приводом. Несмотря на наличие механизма регулирования горизонтального положения неподвижного и подвижного ножа, в этих ножницах имеется большая вероятность перекоса верхнего подвижного ножа относительно нижнего неподвижного ножа из-за люфтов в опорах ножевой балки и шарнирных связях ее с приводом. Такие ножницы не могут использоваться для резки тонких листовых материалов, т.к. не имеют точных направляющих для ножевой балки подвижного ножа.
Известны ножницы гильотинного типа для резки листового материала, в которых имеются нижний неподвижный нож, закрепленный на корпусе, и верхний подвижный нож, установленный на ножевой балке, которая связана с приводом через кривошипно-шатунный вал (RU 2014968 С1, 6 В 23 D 15/00, 30.06.94). Эти ножницы для повышения надежности работы снабжены установленными на эксцентриковых валах обоймами с двумя диаметрально расположенными относительно их центра заплечиками и закрепленными на ножевой балке и подпружинены к заплечикам обойм. Ножницы имеют также втулки, установленные на соответствующих коренных шейках кривошипно-шатунного вала, и шарнирно связаны с расположенными на станине рычагами, подпружиненными к станине. Такая конструкция ножниц позволяет повысить надежность их работы за счет выборки люфтов в подшипниках и зазоров в шарнирных соединениях в вертикальной плоскости резания, т. е. происходит стабилизация зазора между режущими кромками подвижного и неподвижного ножа в вертикальной плоскости, а именно зазор раскрытия ножниц на толщину разрезаемого материала. Происходит стабилизация хода верхних ножниц и повышается качество среза по толщине листового материала. В данном устройстве нет механизма регулирования между режущими кромками ножей в горизонтальной плоскости и жестких вертикальных направляющих для ножевой балки подвижного ножа, что не позволяет обеспечить надежное разрезание тонколистовых материалов, например полимерной фольги. При работе таких ножниц может происходить перекос режущих кромок ножей относительно друг друга как в вертикальной, так и в горизонтальной плоскостях. Это приводит к деформации разрезаемого тонкого листового материала, к разрыву материала и к некачественному срезу по его геометрии.
Известны также ножницы для резки тонкого листового материала, содержащие закрепленный на станине нижний неподвижный нож, верхний подвижный нож, установленный на ножевой траверсе, жестко связанной с концами цилиндрических скалок, размещенных с возможностью возвратно-поступательного перемещения в подшипниках, корпуса которых укреплены на станине, привод поступательного перемещения верхнего подвижного ножа, исполнительный элемент которого установлен симметрично осям цилиндрических скалок и связан с цилиндрическими скалками с помощью планки, закрепленной на других концах этих скалок, и механизм регулирования положения одного из ножей в горизонтальной плоскости (патент DE 2360837 А1, В 26 F 1/381975).
Такие ножницы имеют более жесткую конструкцию и могут использоваться для точной резки тонкого листового материала типа пленок, например тонкой ленты из ПВХ.
Наиболее близкими к предлагаемому техническому решению по назначению, по конструкции и достигаемому техническому результату являются описанные выше ножницы для резки тонкого листового материала, имеющие закрепленный на станине нижний неподвижный нож и верхний подвижный нож, установленный на траверсе. Однако рассматриваемая конструкция ножей имеет существенные недостатки, а именно в процессе эксплуатации невозможно сохранить точный зазор между ножами в горизонтальной плоскости, поскольку в результате имеющихся люфтов в подшипниках скалок и износа подшипников скалок происходит изменение положения ножей относительно друг друга в горизонтальной плоскости. Это приводит к некачественному разрезанию тонкого листового материала, в особенности тонкой полимерной упаковочной фольги. Тонкая фольга может разрываться или заминаться между ножами. Ножи могут изнашиваться и повреждаться в результате их взаимного контакта и повышенного трения при перекосе положения одного ножа относительно другого в горизонтальной плоскости. Все это приводит к ненадежности при резке тонкостенного материала, в особенности, материала типа фольги. Таким образом, снижается надежность и долговечность работы ножниц.
Основной задачей предлагаемых ножниц для резки тонкого листового материала является устранение указанных выше недостатков наиболее близкого к заявляемому техническому решению, т.е. повышение надежности и долговечности работы ножниц за счет стабилизации горизонтального зазора между ножами.
Предлагаемые ножницы для резки тонкого листового материала содержат закрепленный на станине нижний неподвижный нож, верхний подвижный нож, установленный на ножевой траверсе, жестко связанной с концами цилиндрических скалок, размещенных с возможностью возвратно-поступательного перемещения в подшипниках, корпуса которых укреплены на станине, привод поступательного перемещения верхнего подвижного ножа, исполнительный элемент которого установлен симметрично осям цилиндрических скалок и связан с цилиндрическими скалками с помощью планки, закрепленной на других концах этих скалок, и механизм регулирования положения одного из ножей в горизонтальной плоскости.
Перечисленные признаки являются существенными для достижения основного технического результата: осуществление разрезания тонкого листового материала на мерные заготовки, в особенности тонкого материала, когда необходима точная настройка взаимного расположения ножей в горизонтальной плоскости, и незначительные отклонения во взаимном положении ножей ножниц могут привести к прекращению процесса резания и поломке ножниц. Во-первых, наличие механизма регулирования положения одного из ножей в горизонтальной плоскости позволяет обеспечить надежность работы ножниц за счет настройки их на соответствующую толщину разрезаемого материала и предотвращения перекоса ножей при резке. Во-вторых, в процессе эксплуатации ножниц для сохранения указанной настройки ножей необходимо выполнить привод верхнего подвижного ножа в виде жесткой подвижной рамочной конструкции, которая образуется установленными с возможностью возвратно-поступательного перемещения в подшипниках цилиндрическими скалками, одни концы которых жестко связаны с ножевой траверсой.
Для повышения надежности и долговечности работы за счет стабилизации настраиваемого горизонтального зазора между ножами ножницы снабжены дополнительными подшипниками, установленными на скалках и подпружиненными к станине в плоскости, перпендикулярной продольным осям скалок, причем дополнительные подшипники размещены в корпусах подшипников с зазором. Наличие в ножницах дополнительных подшипников, установленных на скалках и подпружиненных к станине в плоскости, перпендикулярной продольным осям цилиндрических скалок, обеспечивает выборку люфтов в подшипниках и корпусах, в которых эти подшипники размещены с зазором. Такая конструкция ножниц позволяет также осуществлять автоматическую компенсацию люфтов в подвижных парах, образующихся в результате износа, например скалок или подшипников. Указанная компенсация люфтов происходит в ножницах в плоскости, перпендикулярной продольным осям скалок, т. е. в горизонтальной плоскости, параллельно которой производится настройка первоначального технологического зазора между режущими кромками ножей. Это позволяет устранять также износ ножей, сохранять или стабилизировать заданный первоначальный горизонтальный зазор между ножами ножниц и повысить тем самым надежность и долговечность ножниц.
Кроме того, в заявляемых ножницах для резки тонкого листового материала дополнительные подшипники на скалках могут быть подпружинены к станине с помощью пластинчатой пружины, размещенной с возможностью взаимодействия ее концов с наружными обоймами подшипников и снабженной регулятором упругости в виде винта, размещенного на станине с возможностью взаимодействия с пластиной в точке, симметричной относительно точек контакта концов пружины с обоймами дополнительных подшипников. Такое исполнение ножниц имеет простую конструкцию и позволяет повысить точность настройки и удобство обслуживания ножниц при переналадке их на соответствующую толщину разрезаемой пленки или фольги.
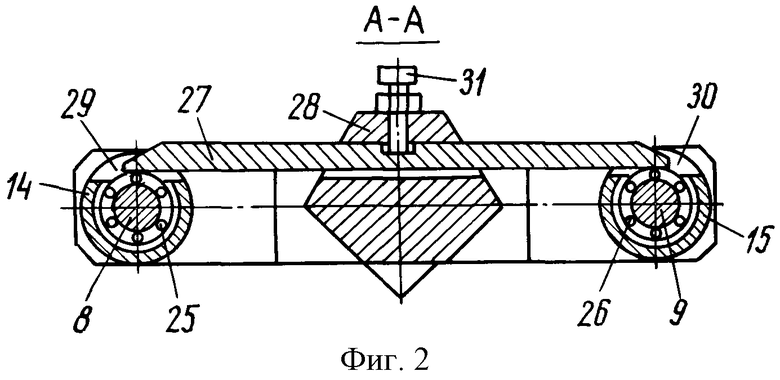
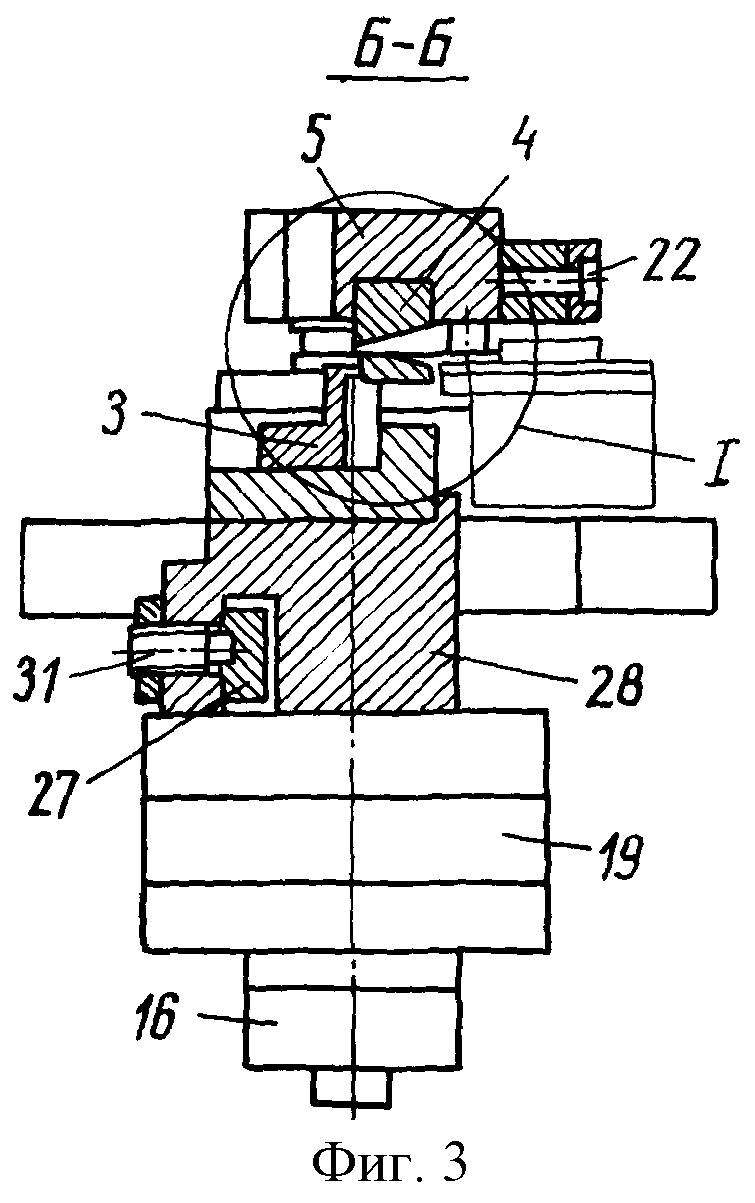
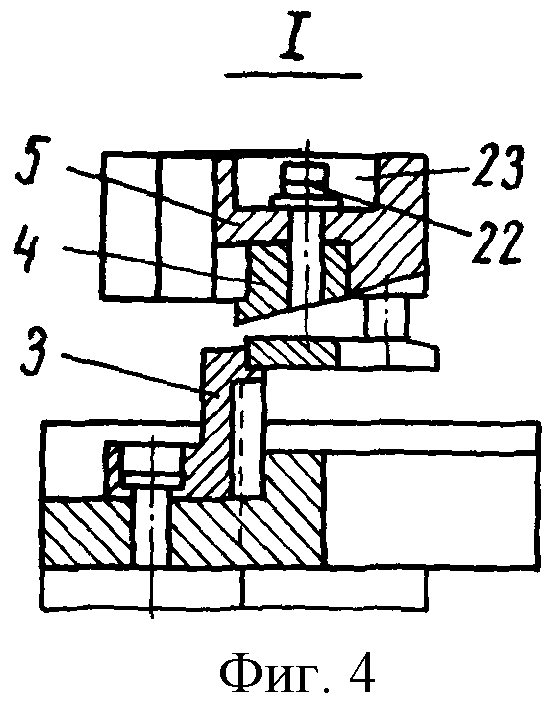
Предлагаемые ножницы гильотинного типа для резки тонкого листового материала иллюстрируются чертежами. На фиг.1 изображены ножницы в разрезе вдоль вертикальных осей цилиндрических скалок. На фиг. 2 показан разрез ножниц по А-А на фиг.1 в плоскости, перпендикулярной вертикальным осям цилиндрических скалок. Фиг. 3 - разрез по Б-Б на фиг. 1 в плоскости, проходящей через ось исполнительного элемента и перпендикулярной плоскости разреза на фиг.1. На фиг. 4 представлен увеличенный вид узла I на фиг. 3, раскрывающий конструкцию механизма регулирования положения верхнего ножа в горизонтальной плоскости.
Ножницы для резки содержат станину 1 с несущей плитой 2, на которой закреплен нижний неподвижный нож 3 и верхний подвижный нож 4, размещенный на ножевой траверсе 5. Ножевая траверса 5 жестко связана с помощью винтов 6 и 7 с верхними концами двух цилиндрических скалок 8 и 9. Скалки установлены с возможность возвратно-поступательного перемещения на соответствующих парах подшипников 10, 11 и 12, 13, корпуса которых 14 и 15 закреплены на станине 1. К нижним концам скалок 8 и 9 привернута планка 16 с помощью винтов 17 и 18. В станине 1 закреплен привод поступательного перемещения, например пневмоцилинд 19. Исполнительный элемент цилиндра, а именно шток поршня 20, установлен симметрично и параллельно осям цилиндрических скалок 8 и 9, жестко связан винтом 21 с планкой 16. Верхний подвижный нож 4 имеет механизм регулирования его положения в горизонтальной плоскости, выполненный в виде фиксирующих винтов 22, установленных соответственно в пазах 23 ножевой траверсы и в ноже 4, и регулировочных винтов 24, закрепленных в ножевой траверсе 5 перпендикулярно винтам 22 с возможностью контакта с ножом 4. На цилиндрических скалках 8 и 9 установлены дополнительные подшипники 25 и 26, наружные обоймы которых размещены в корпусах 14 и 15 с зазором. Дополнительные подшипники 25 и 26 расположены в плоскости, перпендикулярной продольным осям скалок 8 и 9. Указанные дополнительные подшипники 25 и 26 подпружинены в указанной плоскости их расположения с помощью пластинчатой пружины 27, которая установлена в закрепленном на станине корпусе 28. Концы пружины 27 размещены в пазах корпусов 14 и 15 подшипников с возможность контакта с наружными обоймами дополнительных подшипников 25 и 26. Пластинчатая пружина 27 снабжена регулятором упругости в виде винта 31, размещенного на станине с возможностью контакта с пластиной в точке, симметричной относительно точек контакта концов пружины 27 с обоймами дополнительных подшипников 25 и 26.
Заявляемые ножницы для резки тонкого листового материала работают следующим образом. Разрезаемый тонкий листовой материал, например тонкая лента упаковочной пленки или фольги (на чертежах не показано), подается к ножницам в горизонтальной плоскости и пропускается через вертикальный зазор между верхним 4 и нижним ножами 3 на требуемую длину отрезаемой заготовки. При движении штока поршня 20 пневмоцилиндра 19 вниз производится также перемещение связанной с ним планки 16. Одновременно с движением планки 16 происходит перемещение вниз верхнего ножа 4, установленного на ножевой траверсе 5, которая жестко связана с планкой 16 через цилиндрические скалки 8 и 9. Скалки 8 и 9 имеют возможность возвратно-поступательного перемещения в подшипниках 10, 11 и 23, 13. При совмещении режущей кромки верхнего подвижного ножа 4 с режущей кромкой нижнего неподвижного ножа 3 и последующего перемещения верхнего ножа 4 происходит разрезание материала. При обратном ходе поршня 20 верхний подвижный нож 4 занимает исходное верхнее положение. Далее процесс резания повторяется. Для предварительной наладки ножниц на соответствующую толщину разрезаемого листового материала производится регулирование величины горизонтального зазора между режущими кромками ножей путем настройки горизонтального положения верхнего ножа 4 относительно нижнего 3 с помощью винтов 22 и 24. В процессе работы ножниц сохранение ранее выставленного горизонтального зазора за счет выборки люфтов и компенсации износа подвижных частей производится с помощью пластинчатой пружины 27, концы которой имеют возможность контакта с наружными обоймами дополнительных подшипников 25 и 26 через пазы 29 и 30 в корпусах подшипников 14 и 15. Усилие поджатия пружины к дополнительным подшипникам 25 и 26 может регулироваться с помощью винтов 31, которые установлены в корпусе 28, закрепленном на станине 1. Это позволяет также расширить технологические возможности ножниц при их настройке и поддержания предварительно настроенного горизонтального зазора между ножами 3 и 4. Например, при выставке горизонтального зазора между ножами при резке очень тонких пленочных материалов или фольги можно производить следующие операции. Перед началом резки производят перемещение верхнего подвижного ножа 4 вниз на холостом ходе, приведение рабочих поверхностей ножей в контакт путем перемещения верхнего ножа 4 в горизонтальной плоскости с помощью регулировочных винтов 24 винтов с последующей фиксацией положения этого ножа с помощью винтов 22. Настройка ножниц для резки пленочного материала, например полимерной упаковочной ленты или тонкой фольги, осуществляется за счет регулирования усилия поджатия концов пружины 27 к обоймам подшипников 25 и 26 с помощью винта 31. Такая регулировка позволит одновременно выбрать люфты в подвижных частях ножниц в горизонтальном направлении и поддерживать заданный настраиваемый рабочий горизонтальный зазор между подвижным и неподвижным ножами, обеспечив тем самым надежность и долговечность работы ножниц, в особенности, при резке очень тонкого листового материала.
Таким образом, при использовании предлагаемого изобретения обеспечивается повышение надежности и долговечности работы ножниц за счет того, что они имеют описанную выше жесткую рамочную конструкцию механизма возвратно-поступательного перемещения верхнего подвижного ножа, причем ножи ножниц имеют механизм настройки их горизонтального положения относительно друг друга и дополнительный упругий механизм стабилизации настройки положения ножей, например, в виде пластинчатой пружины, используемой для точной выставки положения верхнего ножа относительно нижнего в горизонтальной плоскости и одновременно выборки люфтов в подшипниках и подвижных элементах ножниц и компенсации износа подвижных элементов ножниц в процессе эксплуатации, причем компенсация люфтов и износа производится в том же горизонтальном направлении, как и предварительная настройка ножей. Может производиться не только предварительная настройка ножей в горизонтальной плоскости, но и стабилизация положения ножей путем выборки люфтов и зазоров в подвижных элементах ножниц, в том числе и при износе подвижных пар. Это устраняет износ ножей, повышает долговечность и надежность работы ножниц. Ножницы описанной конструкции могут использоваться для точной и надежной резки очень тонких листовых материалов или фольги, например полимерной термопластичной упаковочной ленты из ПВХ, с толщиной в пределах от 50 до 70 мкм. Горизонтальный зазор между ножами настраивается и автоматически сохраняется в пределах не более одного-двух порядков от толщины разрезаемого материала, т.е. от 1 до 2 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 2007 |
|
RU2342227C2 |
| Летучие ножницы | 1983 |
|
SU1117153A1 |
| ЛИСТОВЫЕ НОЖНИЦЫ С УСТРОЙСТВОМ ОТОБРАЖЕНИЯ ЛИНИИ РЕЗА | 2007 |
|
RU2371286C2 |
| Гильотинные ножницы | 1980 |
|
SU925561A1 |
| "Ножницы листовые с возвратно-поступательным движением наклонного ножа4 | 1976 |
|
SU572973A1 |
| Устройство для резки листового материала | 1990 |
|
SU1738504A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО ПРОКАТА | 1991 |
|
RU2014968C1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2013 |
|
RU2556262C2 |
| Ножницы для резки листового материала | 1983 |
|
SU1098689A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 2008 |
|
RU2375157C1 |
Изобретение предназначено для поперечной резки полос, например, из термопластичной, полимерной пленки или фольги, содержит ножницы для резки тонкого листового материала, нижний неподвижный нож, размещенный на ножевой плите станины, и верхний подвижный нож, размещенный на ножевой траверсе. Последняя жестко связана с концами цилиндрических скалок, установленных с возможностью возвратно-поступательного перемещения в подшипниках. Концы скалок соединены с планкой, с которой связан шток поршня пневмоцилиндра. Верхний подвижный нож снабжен механизмом регулирования его положения в горизонтальной плоскости. На цилиндрических скалках установлены дополнительные подшипники, подпружиненные к станине с помощью пластинчатой пружины. Последняя установлена с возможностью контакта с дополнительными подшипниками и снабжена регулятором упругости. Изобретение позволяет повысить надежность и долговечность работы устройства, а также точность разрезаемого материала. 1 з.п. ф-лы, 4 ил.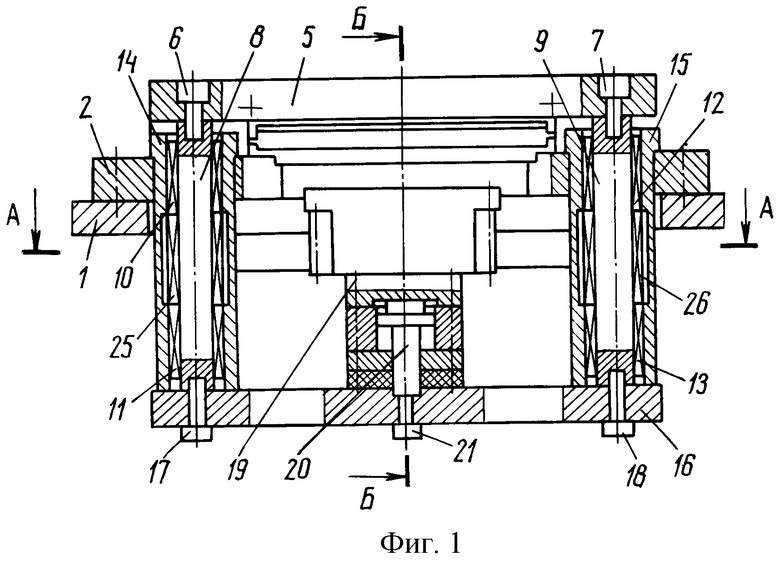
| АВТОЖИР | 2007 |
|
RU2360837C2 |
| Гидравлические ножницы для резки листового материала | 1976 |
|
SU632504A1 |
| DE 4023997 A1, 30.01.1992. | |||

