Изобретение относится к оборудованию для разделения исходных материалов, а более конкретно - к средствам для резки листов, и может быть использовано, например, в машиностроении в качестве листовых ножниц с повышенной точностью реза.
Установление уровня техники.
На основе анализа материалов фонда патентной и другой научно-технической литературы заявителем установлено следующее.
Наиболее распространенная операция в машиностроении - резка материалов (металлов). Принцип резки заключается в сдвиге одной обрезаемой части металла относительно другой за счет приложения к указанным частям равных, но противоположных по знаку, усилий [1].
Такой принцип является наиболее эффективным и отработанным, а потому наиболее распространенным. Он используется во многих типах ножниц, исключает стружкообразование и обеспечивает получение относительно ровной плоскости реза.
Основные виды резки - поперечная, продольная, фасонная и комбинированная. Поперечная резка применяется, в основном, для резки листового материала. Для его резки используются так называемые листовые ножницы [2-6].
Листовые ножницы, как правило, содержат:
- станину с рабочим столом, снабженным неподвижным ножом,
- привод, установленный на станине,
- ножевую балку, снабженную подвижным ножом и связанную с приводом,
- траверсу, закрепленную на станине над рабочим столом и снабженную прижимным механизмом, связанным с приводом.
При раскрое листового материала на ножницах имеют место следующие проблемы.
1. Известные на сегодняшний день технические средства не позволяют обеспечить достаточную точность реза, в результате чего качество работ и связанный с этим брак напрямую зависят от умения оператора, обслуживающего ножницы, и остроты его зрения. Далеко не каждый оператор может обеспечить точность реза порядка 1 мм.
2. Большинство подвергаемых обрезке листов имеют размеры (длину и ширину) более 1 м. В связи с этим листовые ножницы вынуждены обслуживать два оператора, каждый из которых перед непосредственным выполнением операции реза ориентирует свою сторону линии реза. Ошибки в согласовании вызывают дополнительный брак.
3. Анализ условий работы операторов на листовых ножницах показывает, что основным условием точности реза является точное и одновременное на обоих концах совмещение размеченной линии реза с режущей кромкой неподвижного ножа. Сейчас это делается «на глаз» и напрямую зависит от остроты зрения оператора.
Таким образом, проблема повышения точности реза является актуальной. Для ее решения в листовых ножницах используют различные устройства.
Для ножниц, которые настраиваются на линию реза по разметке путем измерения длины листа, часто применяют электромеханические устройства [7].
Принцип действия таких устройств заключается в следующем. Контактные ролики, вращаемые на оси, прижимаются к прокатываемому листу и обкатывают его. По числу оборотов роликов определяют длину отрезаемого листа. Преобразование числа оборотов в импульсы тока осуществляется с помощью импульсного генератора, который жестко связан с роликом.
Недостатком устройства [7] является низкая точность реза. В процессе измерения контактные ролики часто проскальзывают относительно листа, что дает неточное значение его длины.
Вариант конструкции устройства для настройки листовых ножниц на длину отрезаемой полосы с помощью заднего упора описан в [8].
Такое устройство представляет собой прибор, показывающий положение заднего упора относительно неподвижного ножа. Он состоит из двух плоских линз, передающих деление линейки на две линзы, которые расположены в оправе. Пучок света, пересекающий эти линзы, направляется горизонтально и, выходя из регулируемой оправы, входит в отверстие корпуса прибора. Затем он направляется на глаз оператора, находящегося перед ножницами на расстоянии примерно 1 м от оправы. Чтобы усилить видимость делений линейки и нониуса, в основании оптического прибора установлены две осветительные лампочки, перемещающиеся вместе с оптическим прибором. Оператор, находящийся перед отверстием корпуса, может с помощью оптического прибора отсчитать положение заднего упора по нониусу. Прибор и нониус, как и задний упор, жестко связаны с корпусом.
Такое устройство неудобно в эксплуатации. На практике длина отрезаемой полосы может меняться от партии к партии листов, что требует постоянной регулировки положения заднего упора. Кроме того, при длине отрезаемой полосы, превышающей 1 м, оператор вынужден уже смотреть на изображение нониуса сбоку «под углом» и «согнувшись». В этих условиях точность наведения подвижного ножа на линию реза является достаточно низкой.
Известны листовые ножницы с устройством отображения линий реза, предназначенные для обрезки продольных кромок листов и содержащие рольганг для перемещения листа, манипуляторы положения листа на рольганге, стационарные и подвижные вдоль кромок листа кромкообрезные ножи, маркировочные источники света, установленные в рамках рольганга вдоль линий реза ножей, две передающие телевизионные камеры, шарнирно подвешенные над линиями реза на установленной над рольгангом поперечной опоре и выполненные с возможностью качания вдоль направления линий реза, видеоконтрольное устройство, соединенное с выходами передающих телевизионных камер, при этом одна из камер подвешена с возможностью перемещения вдоль поперечной опоры синхронно с подвижным ножом и связана с ним через следящий узел, а в фокальных плоскостях объективов обеих видеокамер вмонтировны параллельные линиям реза визирные нити [9].
Такие ножницы характеризуются следующими недостатками:
1) предназначены только для продольного реза листа;
2) сложность конструкции, необходимость в большом количестве различного оборудования (следящий узел, манипулятор, рольганг и др.) и организация значительного количества связей между отдельными узлами и элементами ножниц;
3) необходимость монтировки в фокальные плоскости объективов обеих видеокамер визирных нитей, параллельных линиям реза;
4) сложность настройки на линию реза.
Характеристика и критика прототипа.
Наиболее близким изобретением к предлагаемому по наибольшему количеству сходных признаков, технической сущности, схемному решению и достигаемому при использовании техническому результату являются листовые ножницы с устройством отображения линии реза, описанные в [10].
Такие ножницы, выбранные в качестве прототипа, содержат станину с рабочим столом, снабженным неподвижным ножом, привод, установленный на станине, ножевую балку, снабженную подвижным ножом и связанную с приводом, траверсу, закрепленную на станине над рабочим столом и снабженную прижимными упорами, связанными с приводом, осветитель линии реза, выполненный в виде люминесцентной трубки, установленной на траверсе, и формирователь изображения линии реза, выполненный в виде оптического канала, состоящего из поворотного зеркала, цилиндрической выпуклой линзы, экрана на основе стекла и защитной заслонки, при этом длины люминесцентной трубки, поворотного зеркала и цилиндрической выпуклой линзы соответствуют ширине разрезаемого листа.
В таких ножницах риска (линия реза), нанесенная на разрезаемом листе и освещаемая люминесцентной трубкой, проектируется на поворотное зеркало. Зеркало поворачивается вокруг собственной оси и устанавливается параллельно линии реза. Оно отражает изображение риски через цилиндрическую выпуклую линзу на стекло. Оператор определяет положение риски по его изображению на стекле, находясь прямо перед ним. Заслонка защищает указанное стекло от наружного света.
Такое устройство характеризуется следующими недостатками:
1) оптическое изображение риски, выводимое на стекло, имеет сравнительно малый угол обзора и является малоконтрастным. В результате за изображением оператор должен наблюдать «прямо» и на расстоянии менее 1 м. При длине отрезаемого листа более 1 м оператор вынужден уже смотреть на изображение сбоку «под углом» и «согнувшись». В этих условиях точность наведения подвижного ножа на линию реза является относительно низкой;
2) в данной конструкции устройства отображения линии реза ножниц большее значение имеет человеческий фактор - точность реза листов зависит от остроты зрения оператора. В результате возрастают нагрузки на его зрение, что, в конечном счете, приводит к его быстрому ухудшению;
3) в устройстве отображения линии реза ножниц используется хрупкое длинномерное оборудование (люминесцентная лампа, поворотное зеркало, цилиндрическая линза, длина которых соответствует ширине листов), неудобное при настройке и эксплуатации.
Технический результат и его достижение.
Предлагаемое изобретение направлено на достижение таких технических результатов, как:
1) достижение более высокой точности реза листа;
2) улучшение условий труда операторов, повышение эргономических характеристик ножниц;
3) уменьшение количества отходов металла, снижение последующих затрат на доработку листовой продукции;
4) исключение из конструкции ножниц хрупких длинномерных элементов;
5) универсальность: возможность установки устройства отображения линии реза на многих типах существующих ножниц без внесения существенных изменений в их конструкцию.
Указанные технические результаты достигаются тем, что известные листовые ножницы с устройством отображения линии реза, содержащие станину с рабочим столом, снабженным неподвижным ножом, привод, установленный на станине, ножевую балку, снабженную подвижным ножом и связанную с приводом, траверсу, закрепленную на станине над рабочим столом и снабженную прижимными упорами, связанными с приводом, осветитель линии реза, формирователь изображения линии реза, содержат также блок управления, снабженный кнопочным переключателем каналов, мониторы, установленные на траверсе, модуль электронной коммутации, управляющие входы которого подключены к выходам блока управления, а выходы - к соответствующим мониторам, при этом осветитель линии реза выполнен в виде множества излучателей света, размещенных параллельно режущей кромке неподвижного ножа, формирователь изображения линии реза выполнен в виде множества оптико-электронных каналов, каждый из которых содержит видеокамеру с механизмом ее наведения, а выходы видеокамер подключены к соответствующим информационным входам модуля электронной коммутации.
Кроме того, оптические лучи излучателей света лежат в одной и той же плоскости с режущей кромкой неподвижного ножа и образуют с ней угол α=(40±15)°, каждый из оптико-электронных каналов дополнительно снабжен зеркалом, мониторы установлены на траверсе на поворотных кронштейнах, привод снабжен пусковой педалью, а излучатели света выполнены на основе светодиодов.
Заявителем проведена проверка соответствия указанной совокупности существенных признаков ножниц трем условиям (критериям) патентоспособности.
Проверка условия патентоспособности «новизна».
Заявителем не обнаружены изобретения, в которых технический результат достигнут аналогичной совокупностью существенных признаков. При этом проведенный им анализ уровня техники, включающий поиск по патентным и другим научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах изобретения, позволили установить, что не имеются аналоги, характеризующиеся признаками, идентичными всем существенным признакам изобретения, а выделение из перечня аналогов прототипа [10] обеспечило выявление совокупности существенных по отношению к техническим результатам отличительных признаков заявленного изобретения.
Говоря иначе, по имеющимся у заявителя сведениям аналоги, характеризующиеся совокупностями признаков, тождественными всем признакам заявленных ножниц, отсутствуют.
Основными признаками, отличающими заявляемые ножницы от прототипа, являются:
- наличие блок управления, снабженного кнопочным переключателем каналов,
- наличие мониторов, установленных на траверсе,
- наличие модуля электронной коммутации, управляющие входы которого подключены к выходам блока управления, а выходы - к соответствующим мониторам,
- выполнение осветителя линии реза в виде множества излучателей света, размещенных параллельно режущей кромке неподвижного ножа,
- выполнение формирователя изображения линии реза в виде множества оптико-электронных каналов, каждый из которых содержит видеокамеру с механизмом ее наведения,
- подключение выходов видеокамер к соответствующим информационным входам модуля электронной коммутации.
Кроме того,
- размещение оптических лучей излучателей света в одной и той же плоскости с режущей кромкой неподвижного ножа и образующих с ней угол α=(40±15)°,
- снабжение каждого из оптико-электронных каналов дополнительно зеркалом,
- установка мониторов на траверсе на поворотных кронштейнах,
- снабжение привода пусковой педалью,
- выполнение излучателей света на основе светодиодов.
Наличие указанных отличительных признаков обеспечивает соответствие заявляемого изобретения условию патентоспособности «новизна» по действующему законодательству.
Проверка условия патентоспособности «изобретательский уровень».
Для проверки соответствия требованию изобретательского уровня заявителем проведен дополнительный поиск и анализ решений с целью выявления признаков, совпадающих с отличными от выбранного прототипа признаками, результаты которого показали, что заявленный объект явным образом не следует из известного уровня техники, определенного заявителем.
Другими словами, сравнение заявляемого устройства не только с прототипом, но и с другими техническими решениями в данной и смежных областях обработки металлов давлением (резанием) показало, что последние не содержат признаков, сходных с признаками, отличающими заявляемое техническое решение от прототипа.
Это позволяет сделать вывод о соответствии заявляемого технического решения условию патентоспособности «изобретательский уровень» по действующему законодательству.
При этом следует отметить, что между совокупностью существенных признаков настоящего изобретения и достигаемым техническим результатом существует причинно-следственная связь, поскольку отличительные признаки не были выявлены ни в одном из аналогов, а достигаемый технический результат получается лишь при совместном использовании всех без исключения известных и отличительных признаков.
Сущность изобретения.
Сущность изобретения иллюстрируется чертежами:
- на фиг.1 приведена упрощенная конструктивная схеме ножниц (вид сбоку);
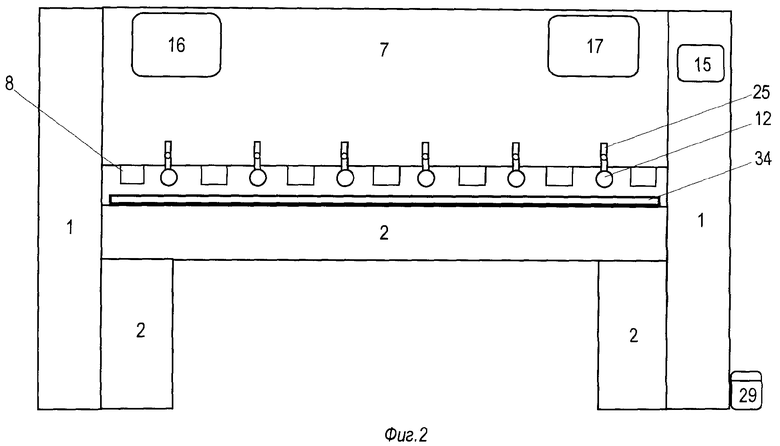
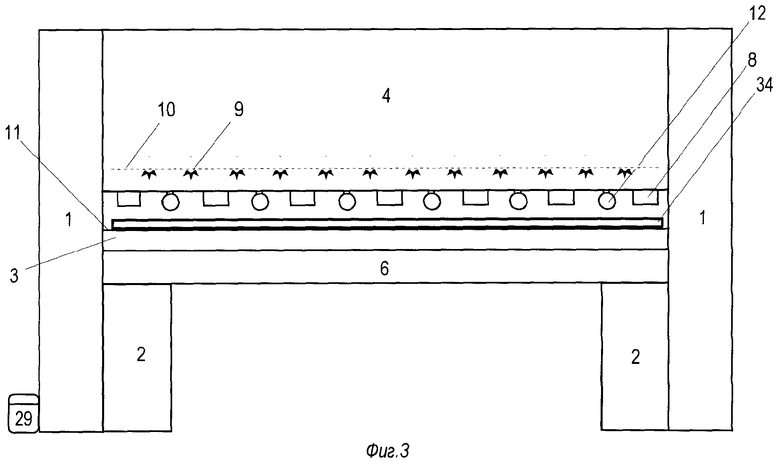
- на фиг.2 и 3 - то же самое, соответственно вид спереди и вид сзади;
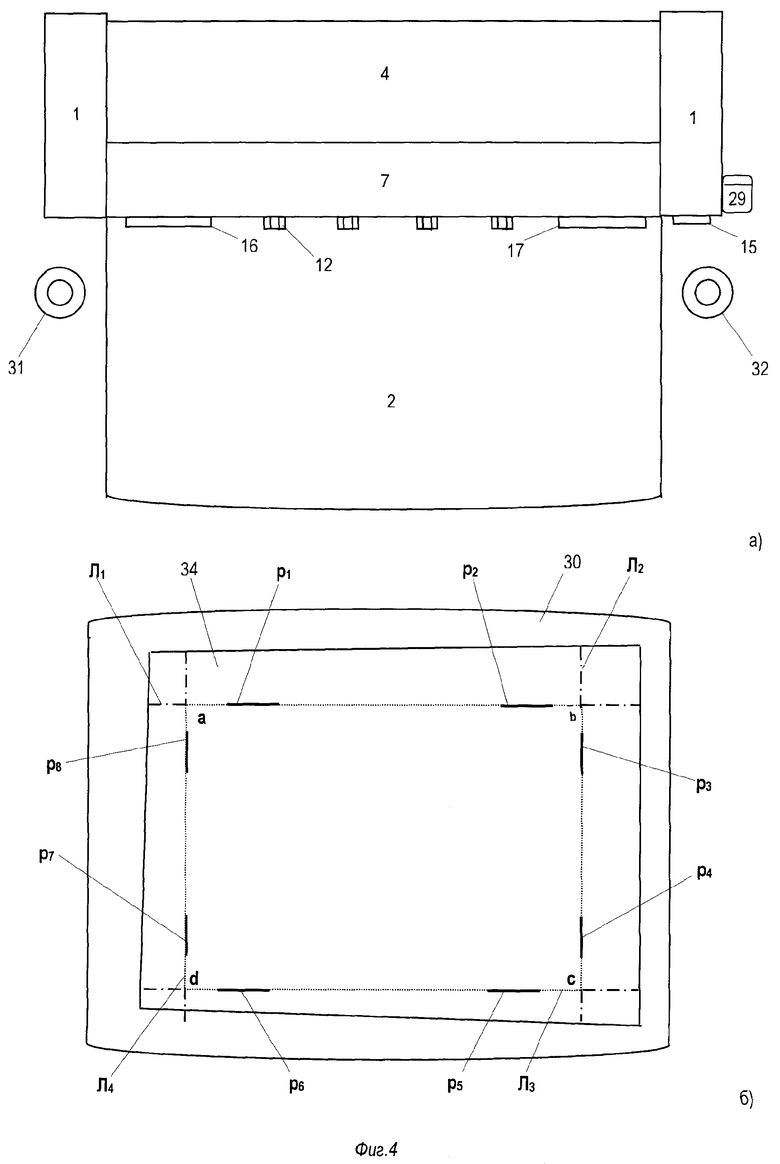
- на фиг.4 - то же самое, вид сверху;
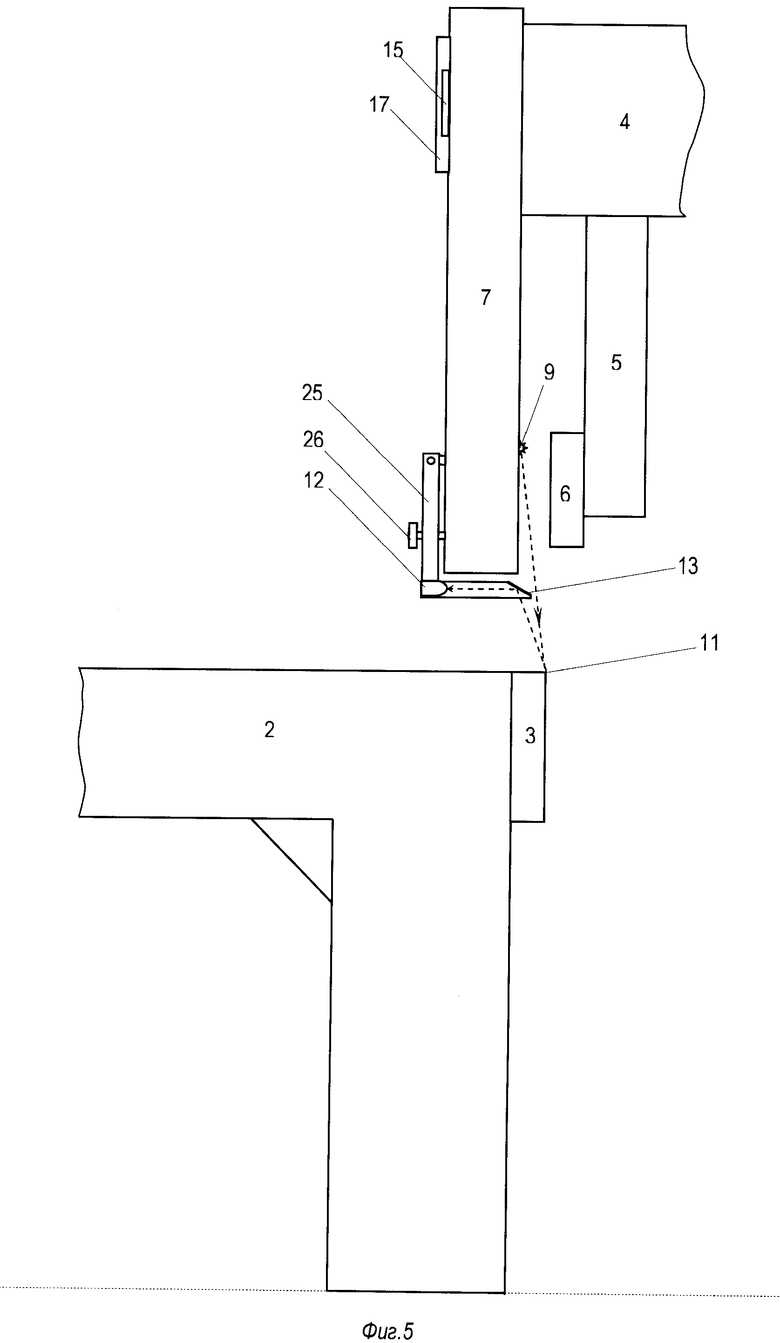
- на фиг.5 показана конструкция оптико-электронного канала и схема формирования изображения режущей кромки неподвижного ножа;
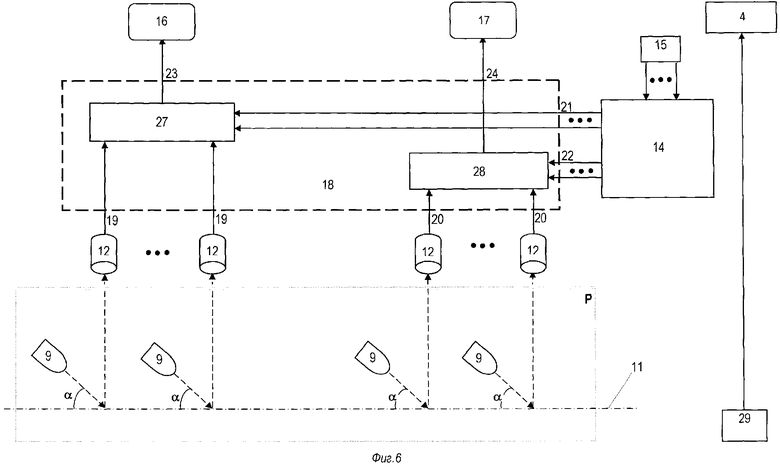
- на фиг.6 показаны основные электрические связи в ножницах;
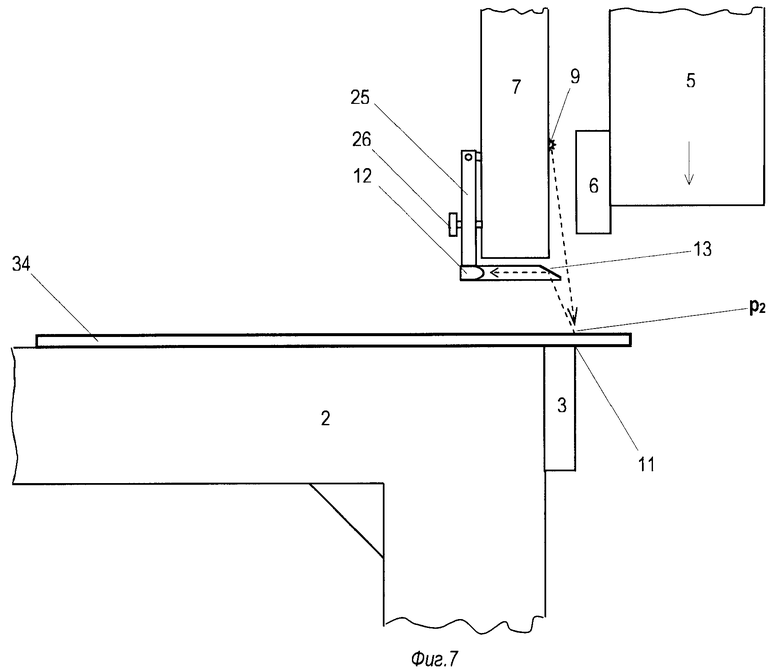
- на фиг.7 показана схема формирования оптического изображения линии реза (риски);
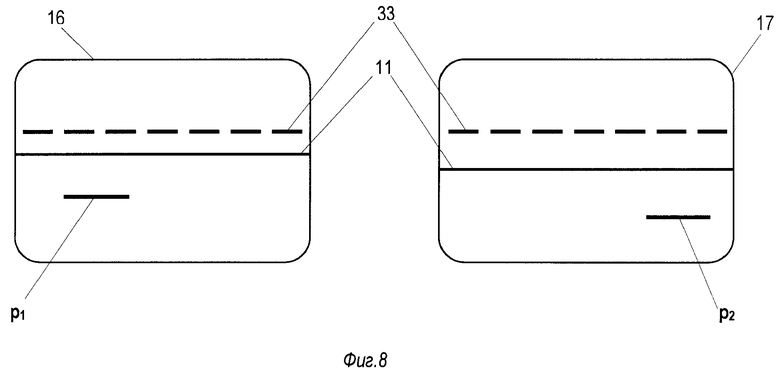
- на фиг.8 показано совмещение изображения режущей кромки неподвижного ножа и линии реза (риски).
Описание ножниц в статике.
Листовые ножницы с устройством отображения линии реза содержат (фиг.1):
- станину 1 с рабочим столом 2, снабженным неподвижным ножом 3,
- привод 4, установленный на станине 1,
- ножевую балку 5, снабженную подвижным ножом 6 и связанную с приводом 4,
- траверсу 7, закрепленную на станине 1 над рабочим столом 2 и снабженную прижимными упорами 8, связанными с приводом 4,
- осветитель линии реза, выполненный в виде множества излучателей 9 света (фиг.3), условная линия 10 размещения которых на траверсе 7 параллельна режущей кромке 11 неподвижного ножа 3 (фиг.5),
- формирователь изображения линии реза, выполненный в виде множества оптико-электронных каналов, каждый из которых содержит видеокамеру 12 с механизмом ее наведения и зеркало 13 (фиг.5 и 7),
- блок 14 управления, снабженный кнопочным переключателем 15 каналов (фиг.6),
- мониторы 16 и 17, установленные на траверсе 7 на поворотных кронштейнах (не показаны),
- модуль 18 электронной коммутации, информационные входы 19 и 20 которого подключены к выходам соответствующих видеокамер 12, управляющие входы 21 и 22 - к соответствующим выходам блока 14 управления, а выходы 23 и 24 - к соответствующим мониторам 16 и 17 (фиг.6).
При этом:
- оптические лучи излучателей 9 света выполнены на основе светодиодов и лежат в одной и той же плоскости Р с режущей кромкой (линией) 11 неподвижного ножа 3 и образуют с ней угол α=(40±15)° (фиг.6);
- механизм наведения видеокамеры 12 представляет собой Г-образный кронштейн 25, прикрепленный шарнирно к траверсе 7 и снабженный регулировочным винтом 26. Нижняя часть кронштейна представляет собой трубку, в один конец которой вставлена видеокамера 12. В ряде конструкций ножниц для получения более четкого изображения режущей кромки 11 неподвижного ножа другой конец такой трубки может содержать зеркало 13 (фиг.5 и 7);
- модуль 18 электронной коммутации выполнен в виде двух мультиплексоров 27 и 28, информационные входы которых соединены с соответствующими информационными входами 19 и 20, адресные входы - соответствующими управляющими входами 21 и 22 модуля, а выходы - с соответствующими выходами 23 и 24 модуля 18 (фиг.6) [11];
- привод 4 снабжен пусковой педалью 29.
Конструктивно блок 14 и мультиплексоры 27 и 28 размещены внутри траверсы 7.
В состав ножниц может входить подготовительный стол 30 (фиг.1 и 4).
Ножницы обслуживаются двумя операторами, которые размещаются на местах 31 и 32 (фиг.4).
Назначение и функции элементов, блоков и узлов.
Станина 1 - основной несущий и связующий конструктивный элемент ножниц. Обеспечивает также устойчивость ножниц при непосредственном выполнении операции реза.
Траверса 7 - поперечная горизонтальная балка, опирающаяся на станину 1 и предназначенная для обеспечения жесткости ножниц и размещения на ней некоторых узлов и блоков.
Привод 4 предназначен для обеспечения рабочего хода прижимных упоров 8 и ножевой балки 5 с ножом 6.
Каждый из светодиодов 13 предназначен для освещения соответствующего фрагмента режущей кромки неподвижного ножа 3 или линии реза (риски). В устройстве, реализованном заявителем, каждая из видеокамер 12 «обслуживается» двумя светодиодами 13.
Блок 14 управления предназначен для формирования сигналов управления «электронной» частью ножниц и может быть реализован, например, на основе микроконтроллера Cygnal C805F0400.
Мультиплексор (27 или 28) - электронный узел, осуществляющий выборку одного из нескольких входов и подключающий его к своему выходу. Управление работой мультиплексоров 27 и 28 осуществляет блок 14 путем подачи сигналов на их адресные входы.
Кнопочный переключатель 15 каналов предназначен для подачи команд (сигналов) на блок 14 управления и, тем самым, выборки и подключения выхода «требуемой» видеокамеры 12 к входу соответствующего монитора 16 или 17. Для этого видеокамеры 12 разделены на две группы. Внутри первой группы подключение выходов видеокамер 12 к входу монитора 16 осуществляется одной группой кнопок переключателя 12, а внутри второй группы подключение выходов видеокамер 12 к входу монитора 17 осуществляется другой группой кнопок переключателя 15. Выборка (активизация) некоторой видеокамеры 12 сопровождается загоранием соответствующего индикатора на переключателе 15 (на чертеже конструкция переключателя 15 не показана). Сам кнопочный переключатель размещен на станине 1 (фиг.2).
Мониторы 16 и 17 предназначены для отображения на своих экранах оптических изображений режущей кромки 11 и линии реза (риски) и их взаимного расположения. Количество мониторов ножниц определяется, в основном, шириной рабочего стола 2.
Зеркало 13 предназначено для проецирования оптического изображения режущей кромки 11 неподвижного ножа 3 или линии реза (риски) на соответствующую видеокамеру 12.
Осветитель линии реза, формирователь изображения линии реза и «оптико-электронная» и «электронная» части ножниц образуют устройство отображения линии реза ножниц.
Описание ножниц, в динамике.
Предварительно на экран каждого из мониторов наносится, например маркером, пунктирная горизонтальная линия, с которой будет совмещаться линия реза (риски). Возможен вариант, когда последняя формируется «электронно» в виде светящейся на экране прерывистой линии 33 (фиг.8).
Во время настройки осуществляется наведение видеокамер 12 на режущую кромку 11 неподвижного ножа 3. Для этого нажатием на кнопки переключателя 15 осуществляют подключение, например, первой слева видеокамеры 12 к входу монитора 16. С помощью регулировочного винта 26 (фиг.5) соответствующий Г-образный кронштейн 25 поворачивается вокруг своего шарнира так, чтобы на мониторе 16 появилось изображение фрагмента режущей кромки 11 неподвижного ножа 3, которое далее совмещается с уже имеющейся там горизонтальной линией 33.
Аналогичную процедуру проводят и со всеми остальными видеокамерами 12. В итоге все видеокамеры 12 оказываются наведенными одинаковым образом на одну и ту же линию, а именно на режущую кромку 11 неподвижного ножа 3, которая совпадает с линией 33.
Работа на ножницах начинается с того, что операторы становятся на свои места 31 и 32 и разворачивают мониторы 16 и 17 на поворотных кронштейнах (не показаны) так, чтобы каждый из операторов мог бы на своем месте наблюдать за обоими их экранами. Перед обрезкой «стопка» листов размещается на подготовительном столе 30 (фиг.1). Далее операторы приступают к разметке первого обрезаемого листа - нанесению на нем линии реза (рисок).
Предположим, что из верхнего из них, например из листа 34, необходимо вырезать четырехугольник abcd (показан пунктирной линией). Операторы с помощью остро наточенного металлического резчика, фломастера или обычного карандаша наносят на поверхность листа 34 две риски p1 и р2, которые соответствуют некоторой условной линии реза Л1 (показана штрихпунктирной линией).
После этого операторы переносят размеченный лист 34 на рабочий стол 2. Оператор, находящийся на месте 32, нажимая на кнопки переключателя 15, добивается вывода на экран монитора 16 изображения риски p1, а на экран монитора 17 - изображения риски р2.
Далее операторы, смещая каждый свою сторону листа 34 по столу 2 и наблюдая за экранами мониторов 16 и 17, добиваются совмещения рисок p1 и р2 с горизонтальной линией 33.
По завершении такого совмещения оператор, находящийся на месте 32, нажимает на педаль 29. В результате срабатывает привод 4, прижимные упоры 8 «выходят» из траверсы 4 и поджимают лист 34, фиксируя его положение. Далее через жестко заданное время Δt привод 4 приводит в движение ножевую балку 5. Перемещаясь вместе с ней, подвижный нож 6 осуществляет непосредственное выполнение операции реза листа 34 вдоль указанной выше линии Л1 реза.
После выполнения операции реза ножевая балка 5 вместе с ножом 6 автоматически возвращается в исходное положение, а операторы наносят на поверхность листа 34 следующую пару рисков, например р3 и р4, которые соответствуют некоторой условной линии реза Л2 (фиг.4). Далее поворачивают лист 34 на рабочем столе 2, совмещают риски р3 и р4 с горизонтальной линией 33 на экране мониторов 16 и 17 и производят непосредственное выполнение операции реза листа 34 вдоль линии Л2 реза.
Аналогично описанному выше производится резка листа 34 вдоль условных линий Л3 и Л4. После этого лист 34 убирается с рабочего стола 2.
Выше уже отмечалось, что разметка листов может осуществляться с помощью металлического резчика, фломастера (маркера) или карандаша. Практика показала, что операторам наиболее удобно риски наносить с помощью обычного карандаша. Однако след, оставленный карандашом на металлическом листе, имеет недостаток, заключающийся в том, что отражательная способность карандашного следа на металле различна в разных направлениях. Это вызвано особенностью структуры графита - его слоистостью. В результате на мониторах 16 и 17 не всегда наблюдается контрастное изображение риски.
Заявителем экспериментально установлено, что наиболее четкое изображение риски на экранах мониторов 16 и 17 наблюдается тогда, когда оптические лучи излучающих светодиодов лежат в одной и той же плоскости со следом карандаша на металле и образуют с ней угол α=(40±15)° (фиг.6).
В связи с тем, что толщина разрезаемого листа имеет относительно малую величину (несколько миллиметров), и от партии к партии листы могут менять свою толщину без ущерба для четкости оптического изображения риски на экране монитора, может быть принято, что в устройстве отображения ножниц оптические лучи излучателей света лежат в одной и той же плоскости с режущей кромкой неподвижного ножа и имеют с ней угол α=(40±15)°.
Таким образом, новая совокупность существенных признаков ножниц, по сравнению с прототипом, позволяет:
1) достичь более высокой точности реза листа;
2) улучшить условия труда операторов, повысить эргономические характеристики ножниц;
3) уменьшить количество отходов металла, снизить последующие затраты на доработку листовой продукции;
4) исключить из конструкции ножниц хрупкие длинномерные элементы;
5) предоставляет возможность монтировать устройство отображения линии реза на различные типы ножниц без внесения конструктивных изменений в основную конструкцию.
Указанное объясняется следующими причинами:
а) в заявляемых ножницах оптические изображения режущей кромки неподвижного ножа и рисок на металле «выводятся» («подводятся») к оператору на расстояние и в масштабе, удобном для их наблюдения. Благодаря этому оператором может быть осуществлена более точное совмещение изображения режущей кромки неподвижного ножа и риски (линии реза), и, как следствие, достигнута более высокая точность реза;
б) наличие специальных осветителей, установленных определенным образом, обеспечивает формирование более качественного изображения;
в) длина обрабатываемых листов не влияет на удобство наблюдения операторами за изображениями рисок;
г) переключатель каналов позволяет вывести изображение с любой видеокамеры;
д) каждый из операторов видит не только свой конец линии реза, но и любой другой участок этой линии, включая противоположный конец. Оператор может выполнять рез, ориентируясь на мониторы, а не на заявление помощника, выравнивающего противоположный участок листа;
е) аналитическая оценка точности реза и экспериментальные данные, полученные заявителем, показали, что точность реза ножниц не хуже 00,5 мм. Повышение точности реза способствует снижению отходов металла;
ж) имеет место снижение нагрузок на зрение операторов, улучшаются условия их работы, повышаются эргономические характеристики ножниц. Как следствие, снижается утомляемость оператора, сводятся к минимуму влияние личных качеств оператора на результаты труда;
з) ножницы относятся к формообразующей технологической оснастке, и точность реза листов снижает последующие затраты на доработку листовой продукции;
и) не содержит хрупких длинномерных элементов, таких как люминесцентная лампа, поворотное зеркало, цилиндрическая линза и др.
Предложенная совокупность существенных признаков устройства характеризуется универсальностью, так как может быть использована для повышения точности реза и в других типах ножниц.
Как отмечено в [12], «через ножницы проходит практически весь металл России, поэтому любое продвижение в повышении качественных показателей этого вида оборудования дает значительный экономический эффект».
Проверка условия патентоспособности «промышленная применимость».
По мнению заявителя, сведения, приведенные в описании, достаточны для его осуществления. Такое изобретение не вызывает затруднений при его изготовлении, а возможность промышленного применения заявленного технического решения подтверждается, например, успешным внедрением его на одном из металлообрабатывающих заводов Урала для обрезки кромок металлических листов.
Таким образом, вышеизложенные сведения свидетельствуют для заявленного изобретения, как оно охарактеризовано в независимом пункте формулы, о возможности его осуществления с помощью известных и предложенных методов и средств.
Указанное позволяет сделать вывод о соответствии изобретения условию патентоспособности «промышленная применимость» по действующему законодательству.
Источники информации
1. Ножницы для резки листового и сортового проката. Леонов И.С. и др. М.: Машиностроение, 1972, с.3-10.
2. Кузнечно-прессовые машины с безмуфтовым приводом. Авторы Кожевников В.А. и др. Воронеж: изд-во ВГУ, 1980, с.56-58, рис.30.
3. Патент США №3933070.
4. Кульбачный И.Г. Механическое оборудование прокатных цехов. М.: Металлургиздат. 1946.
5. Патент РФ №2014968. Ножницы для резки листового проката. Публ. 30.06.1994.
6. Патент РФ №2291047. Гильотинные ножницы для резки листового проката. Публ. 01.10.2007.
7. Технологические измерения и контрольно-измерительные приборы. Учебник для техникумов. Беленький A.M. и др. М: Металлургия, 1981, с.242-244, рис.155.
8. Ножницы для резки листового и сортового проката. Леонов И.С. и др. М.: Машиностроение, 1972, с.104, рис.77.
9. Авт. св-во СССР №694295. Устройство для обрезки кромок листов. Публ. 30.10.1997.
10. Ножницы для резки листового и сортового проката. Леонов И.С. и др. М.: Машиностроение, 1972, с.108, рис.82 (прототип).
11. Калабеков Б.А. Цифровые устройства и микропроцессорные системы. М.: «Горячая линия-Телеком», 2000, с.123-124.
12. Сумский С.Н. О режущем инструменте, проектировании ножниц и взаимодействии прокатчиков и конструкторов // «Вестник машиностроения», 2003, №5, с.67-69.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РАЗМЕРОВ ИЗДЕЛИЙ | 2004 |
|
RU2282140C2 |
| Оптический указатель линии реза к ножницам | 1980 |
|
SU889313A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОФИЛЯ ПЕРА ЛОПАТКИ | 2005 |
|
RU2299400C2 |
| Ножницы для резки листа | 1982 |
|
SU1038107A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МЕТАЛЛА | 1991 |
|
RU2020046C1 |
| СПОСОБ ПРИВЕДЕНИЯ В ИМПУЛЬСНОЕ ДВИЖЕНИЕ НОЖА В УСТРОЙСТВЕ ДЛЯ РУБКИ ДВИЖУЩЕГОСЯ МАТЕРИАЛА, СПОСОБ ИМПУЛЬСНОЙ РУБКИ ДВИЖУЩЕГОСЯ МАТЕРИАЛА, НОЖЕВАЯ ТРАВЕРСА И УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОЙ РУБКИ ДВИЖУЩЕГОСЯ МАТЕРИАЛА | 2006 |
|
RU2343045C2 |
| Устройство для резки листового материала | 1990 |
|
SU1738504A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 2000 |
|
RU2190506C2 |
| Ножницы для резки листового материала | 1982 |
|
SU1087271A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 2000 |
|
RU2187412C2 |
Изобретение относится к оборудованию для разделения исходных материалов и может быть использовано в качестве листовых ножниц с повышенной точностью реза. Ножницы содержат станину с рабочим столом, снабженным неподвижным ножом, привод, установленный на станине, ножевую балку, снабженную подвижным ножом и связанную с приводом, траверсу, закрепленную на станине над рабочим столом и снабженную прижимными упорами, связанными с приводом, осветитель линии реза, формирователь изображения линии реза. Ножницы снабжены блоком управления с кнопочным переключателем каналов, мониторами, установленными на траверсе, модулем электронной коммутации, управляющие входы которого подключены к выходам блока управления, а выходы - к соответствующим мониторам. Осветитель линии реза выполнен в виде множества излучателей света, размещенных параллельно режущей кромке неподвижного ножа. Формирователь изображения линии реза выполнен в виде множества оптико-электронных каналов, каждый из которых содержит видеокамеру с механизмом ее наведения, а выходы видеокамер подключены к соответствующим информационным входам модуля электронной коммутации. Обеспечивается высокая точность реза листа, уменьшается количество отходов металла, улучшаются условия труда. 2 з.п. ф-лы, 8 ил.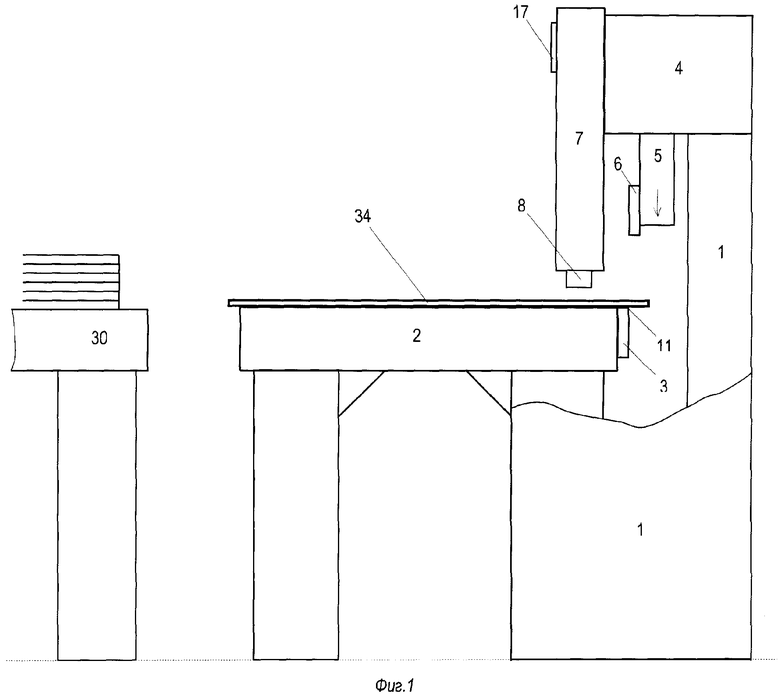
1. Листовые ножницы с устройством отображения линии реза, содержащие станину, рабочий стол с неподвижным ножом, привод, установленный на станине, ножевую балку с подвижным ножом, связанную с приводом, траверсу, закрепленную на станине над рабочим столом и имеющую прижимные упоры, связанные с приводом, осветитель линии реза, формирователь изображения линии реза, отличающиеся тем, что они снабжены блоком управления с кнопочным переключателем каналов, мониторами, установленными на траверсе, модулем электронной коммутации, управляющие входы которого подключены к выходам блока управления, а выходы - к соответствующим мониторам, при этом осветитель линии реза выполнен в виде множества излучателей света, размещенных параллельно режущей кромке неподвижного ножа, формирователь изображения линии реза выполнен в виде множества оптико-электронных каналов, каждый из которых содержит видеокамеру с механизмом ее наведения, а выходы видеокамер подключены к соответствующим информационным входам модуля электронной коммутации.
2. Листовые ножницы по п.1, отличающиеся тем, что оптические лучи излучателей света расположены в одной и той же плоскости с режущей кромкой неподвижного ножа и образуют с ней угол α=40±15°, каждый из оптико-электронных каналов выполнен с зеркалом, мониторы установлены на траверсе на поворотных кронштейнах, а привод выполнен с пусковой педалью.
3. Листовые ножницы по п.2, отличающиеся тем, что излучатели света выполнены на основе светодиодов.
| Леонов И.С.Ножницы для резки листового и сортового проката | |||
| - М.: Машиностроение, 1972, с.108, рис.82 | |||
| Устройство для обрезки кромоклиСТОВ | 1978 |
|
SU848190A1 |
| Цифровая машина для управления процессами электроннолучевой микрообработки | 1974 |
|
SU477417A1 |
| 0 |
|
SU156398A1 | |
| АВТОМАТИЗИРОВАННЫЙ СТАНОК ДЛЯ ПРОДОРАЖИВАНИЯ ЯКОРНЫХ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2005 |
|
RU2291763C1 |
| Промежуточный охладитель многоступенчатой компрессионной холодильной машины | 1985 |
|
SU1285275A1 |

