Изобретение относится к пакету, который используется в потребительской упаковке и изготавливается из определенных пленочных структур, используемых для упаковки текучих веществ, например жидкости, такой как молоко.
В патентах США 4503102, 4521437 и 5288531 раскрыт процесс получения полиэтиленовой пленки, которая используется при изготовлении одноразовых пакетов, предназначенных для упаковки жидкостей, таких как молоко. В патенте США 4503102 раскрыты пакеты, изготовленные из смеси линейного сополимера этилена, сополимеризированного из этилена и альфа-олефина в интервале С4-С10, и полимера этиленвинилацетата, сополимеризированного из этилена и винилацетата. Линейный сополимер полиэтилена имеет плотность 0,916-0,930 г/см3 и показатель плавления 0,3-2,0 г/10 мин. Полимер этиленвинилацетата имеет массовое соотношение этилена к винилацетату от 2,2:1 до 24:1 и показатель плавления 0,2-10 г/10 мин. Смесь, раскрытая в патенте США 4503102, имеет массовое соотношение линейного полиэтилена низкой плотности к полимеру этиленвинилацетата от 1,2: 1 до 4:1. В патенте США 4503102 также раскрыты слоистые материалы, имеющие в качестве герметизирующей пленки вышеупомянутую смесь.
В патенте США 4521437 описаны пакеты, изготовленные из герметизирующей пленки, которая имеет от 50 до 100 частей линейного сополимера этилена и октена-1, имеющего плотность 0,916-0,930 г/см3 и показатель плавления 0,3-2,0 г/10 мин, и от 0 до 50 мас. ч., по меньшей мере, одного полимера, выбранного из группы, состоящей из линейного сополимера этилена и С4-С10-альфа-олефина, имеющего плотность 0,916-0,930 г/см3 и показатель плавления 0,3-2,0 г/10 мин, полиэтилена высокого давления, имеющего плотность 0,916-0,924 г/см3 и показатель плавления 1-10 г/10 мин и его смеси. Герметизирующая пленка, раскрытая в патенте США 4521437, была выбрана на основании получения (а) пакетов со значением М-теста по существу меньше значения, при той же самой толщине пленки, которое получено для пакетов, изготовленных с помощью пленки из смеси, состоящей из 85 частей линейного сополимера этилен/бутена-1, имеющего плотность 0,919 г/см3 и показатель плавления 0,75 г/10 мин и 15 частей полиэтилена высокого давления, имеющего плотность 0,918 г/см3 и показатель плавления 8,5 г/10 минут, или (b) со значением М(2)-теста меньше 12% для пакетов, имеющих объем от более 1,3 до 5 литров, или (с) со значением М(1.3)-теста менее 5% для пакетов, имеющих объем 0,1-1,3 литра. В патенте США 4521437 М, М(2) и М(1.3)-тесты приведены результаты испытаний на падение пакетов. Пакеты можно также изготовить из многослойных пленок, в которых герметизирующая пленка образует, по меньшей мере, внутренний слой. Однако в патенте США 4521437 не описано, что полиэтилен высокого давления имеет высокий предел прочности при плавлении, и что все смолы полиэтилена высокого давления, которые использовались в примерах, имеют показатель плавления более 1 г/10 мин. Кроме того, в патенте США 4521437 описано, что для смесей полимера этилена предел прочности при плавлении не связан с пределом прочности при термоскреплении или характеристиками протекания.
В патенте США 5288531 раскрыты пакеты, изготовленные из пленки со структурой, имеющей смесь из (а) от 10 до 100 массовых процентов ("мас.%"), по меньшей мере, одного полимерного герметизирующего слоя из линейного сополимера этилена сверхнизкой плотности, сополимезированного из этилена и, по меньшей мере, одного альфа-олефина в интервале С3-С10 с плотностью от 0,89 г/см3 до менее 0,915 г/см3, и (b) от 0 до 90 мас.%, по меньшей мере, одного полимера, выбранного из группы, состоящей из линейного сополимера этилена и С3-С18-альфа-олефина, имеющего плотность более 0,916 г/см3 и показатель плавления 0,1-10 г/10 мин, полиэтилена высокого давления низкой плотности, имеющего плотность 0,916-0,930 г/см3, и показатель плавления 0,1-10 г/10 мин, или сополимера этиленвинилацетата, имеющего массовое соотношение этилена к винилацетату от 2,2:1 до 24:1 и показатель плавления 0,2-10 г/10 мин. В патенте США 5288531 термосварной слой обеспечивает повышенный предел прочности при термоскреплении и более низкую температуру при образовании термосварного шва в двухслойной или трехслойной структуре соэкструдированной многослойной пленки, описанной в нем.
Полиэтиленовые пакеты, известные в предшествующем уровне техники, имеют некоторые недостатки. Проблемы, связанные с пленками, которые известны из предшествующего уровня техники, относятся к свойствам сварки и эксплуатационным качествам пленки в процессе изготовления пакетов. В частности, пленки предшествующего уровня техники, выполненные в виде пакетов, имеют обычно высокий процент "протекании", то есть дефектов термосварного шва, таких как микроканалы, которые образуются в или рядом с термосварным швом, через которые текучие вещества, например молоко, вытекают из пакета. Хотя термосварной шов и эксплуатационные свойства пленок предшествующего уровня техники были в общем удовлетворительными, промышленность по прежнему испытывает потребность в более качественной сварке и высоких эксплуатационных свойств пленок для производства герметично запечатанных пакетов, содержащих текучие вещества. Более конкретно, существует потребность в улучшении свойств сварки пленки, таких как прочность при термоскреплении и плавлении, для повышения показателей технологичности пленки и качества пакетов, изготовленных из этих пленок.
Например, линейная скорость известного оборудования упаковки, используемого при производстве пакетов, такого как формовочно-фасовочно-укупорочный автомат, в настоящее время ограничивается свойствами формирования спаек пленки, используемой в автоматах. Известные полиэтиленовые пленки имеют низкий предел прочности при плавлении. Поэтому скорость, при которой формовочно-фасовочно-укупорочный автомат может производить пакет, ограничивается, и, таким образом, уменьшается количество пакетов, производимых на формовочно-фасовочно-укупорочном автомате. Если предел прочность при плавлении увеличивается, то скорость формовочно-фасовочно-укупорочного автомата может увеличиться, и, таким образом, можно увеличить количество выпускаемых пакетов. До настоящего изобретения, многие исследователи безуспешно попытались улучшить свойства сварки полимерного состава, используемого в пленке пакета.
Поэтому необходимо получить такую структуру полиэтиленовой пленки для пакетной тары, которая имела бы повышенный предел прочности при плавлении с эксплуатационными свойствами, не уступающими или превосходящими известные пленки для пакетов предшествующего уровня техники.
Также необходимо выполнить структуру пленки для пакетной тары, которую можно использовать в формовочно-фасовочно-укупорочной автомате в виде однослойной пленки.
Кроме того, необходимо выполнить пакет, изготовленный из вышеупомянутых пленочных структур так, чтобы пакет имел меньшую частоту появления повреждений.
Настоящее изобретение обеспечивает создание пакета для текущего вещества, изготовленного из пленочной структуры, по меньшей мере, с одним герметизирующим слоем из полимерной композиции, содержащей: (а) от 10 до 100% от общей массы упомянутой композиции, смесь (1) от 5 до 95 мас.% в расчете на 100 мас. ч. упомянутой смеси, линейного сополимера этилена, сополимезированного из этилена и, по меньшей мере, одного альфа-олефина в интервале С3-C18 и имеющего плотность 0,916-0,940 г/см3 и показатель плавления менее 10 г/10 мин, и отношение Nw/Mn для распределения молекулярной массы составляет более 4,0 и максимальная точка плавления составляет более 100oС, которую измеряют с помощью дифференциального сканирующего калориметра, и (2) от 5 до 95 мас. %, в расчете на 100 мас.ч. упомянутой смеси, полиэтилена высокого давления низкой плотности, имеющего плотность 0,916-0,930 г/см3, показатель плавления менее 1 г/10 мин и предел прочности при плавлении более 0,98 кг (10 сН), которое определяют с помощью прибора Готферта Реотонса (Gottfert Rheotons) при температуре 190oС, и (b) от 0 до 90 мас.%, основанных на общей массе упомянутого состава, по меньшей мере, одного сополимера, выбранного из группы, состоящей из сополимера этиленвинилацетата, имеющего массовое соотношение этилена к винилацетату от 2,2:1 до 24:1 и показатель плавления 0,2-10 г/10 мин.
Один вариант осуществления настоящего изобретения представляет собой пакет, изготовленный из двухслойной соэкструдированной пленки, содержащей внешний слой линейного полиэтилена низкой плотности и внутренний герметизирующий слой из вышеупомянутого полимерного состава.
Другой вариант осуществления настоящего изобретения предусматривает пакет, изготовленный из трехслойной соэкструдированной пленки, содержащей внешний слой и средний слой из линейного полиэтилена низкой плотности и внутренний герметизирующий слой из вышеупомянутой полимерной композиции.
Другой аспект настоящего изобретения предусматривает способ получения вышеупомянутого пакета.
Другой вариант осуществления настоящего изобретения предусматривает пакет, изготовленный из трехслойной соэкструдированной пленки, содержащей внешний слой и средний слой из полиэтилена высокого давления низкой плотности и внутренний герметизирующий слой из вышеупомянутого полимерного состава.
Было обнаружено, что пленочные структуры для пакетов настоящего изобретения имеют улучшенные характеристики предела прочности при плавлении и предела прочности термосварного шва, особенно предела прочности окончательного термосварного шва. Использование пленок для изготовления пакетов настоящего изобретения в формовочно-фасовочно-укупорочном автомате приводит к значениям скорости работы автомата выше, чем достигнутые в настоящее время с использованием коммерчески поставляемой пленки.
Краткое описание чертежей
Сущность изобретения иллюстрируется ссылкой на прилагаемые чертежи, на которых:
фиг.1 изображает общий вид пакетной упаковки согласно настоящему изобретению;
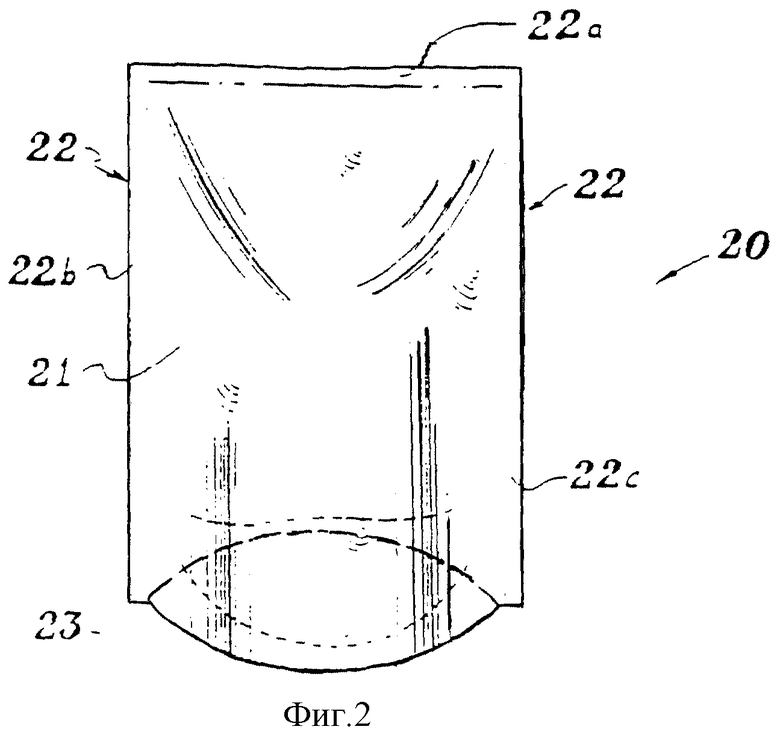
фиг. 2 изображает общий вид другой пакетной упаковки согласно настоящему изобретению;
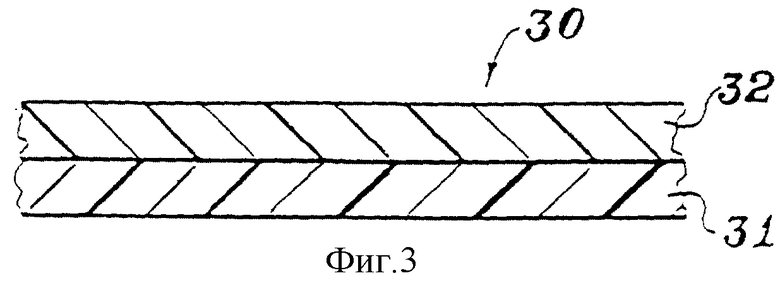
фиг.3 изображает частичный разрез в увеличенном виде пленочной структуры пакета согласно настоящему изобретению;
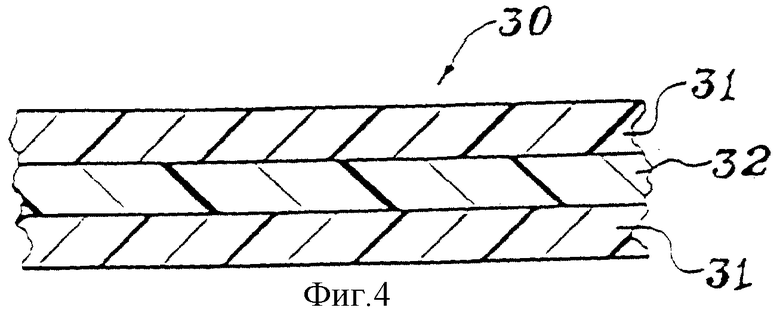
фиг. 4 изображает другой в увеличенном виде частичный разрез пленочной структуры пакета согласно настоящему изобретению;
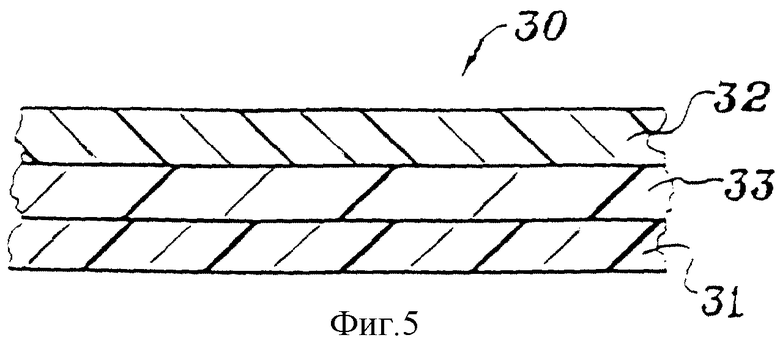
фиг. 5 изображает другой в увеличенном виде частичный разрез пленочной структуры пакета согласно настоящему изобретению;
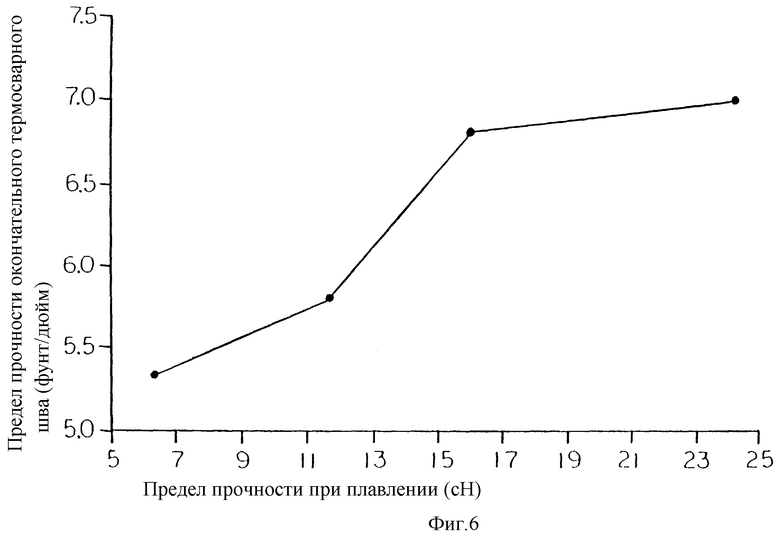
фиг. 6 изображает в графическом виде зависимость предела прочности окончательной сварки от предела прочности при плавлении.
Пакет согласно настоящему изобретению например, как показано на фиг.1 и 2, для упаковки текучих веществ получают из однослойной пленочной структуры полимерного герметизирующего слоя, который состоит из смеси линейного полиэтилена низкой плотности и полиэтилена высокого давления низкой плотности, имеющего высокий предел прочности при плавлении. Смесь может также содержать сополимер этиленвинилацетата.
"Предел прочности при плавлении", который также упоминается в предшествующем уровне техники как "растяжение при плавлении", характеризует и количественно выражает здесь напряжение или усилия (которое прикладывается с помощью намоточного барабана, снабженного натяжным элементом), которое требуется для вытягивания расплавленного экструдата с некоторой определенной скоростью, превышающей свою точку плавления, поскольку он проходит через головку экструдера стандартного пластометра, который описан, например, в ASTM D1238-E. Значения предела прочности при плавлении, которые представлены здесь в килограммах (санти-Ньютонах (сН)), определяются с помощью прибора Готферта Реотенса при температуре 190oС. В общем, для сополимеров этилена с α-олефином и полимеров этилена высокого давления предел прочности при плавлении имеет тенденцию увеличения с повышением молекулярной массы, или с расширением распределения молекулярной массы, и/или с повышением коэффициентов текучести при плавлении. Предел прочности при плавлении полиэтилена высокого давления низкой плотности согласно настоящему изобретению имеет значение более 0,98 кг (10 сН), которое определено с использованием прибора Готферта Реотенса при температуре 190oС, предпочтительно 1,27-3,93 сН (13-40 сН) и наиболее предпочтительно 1,47-2,45 кг (15-25 сН). Кроме того, предел прочности при плавлении полимерной композиции настоящего изобретения имеет значение более 0,98 кг (10 сН), которое определено с использованием прибора Готферта Реотенса при температуре 190oС, предпочтительно 1,47-6,88 кг (15-70 сН) и наиболее предпочтительно 1,47-4,91 (15-50) сН.
Одной компонентой полимерной композиции настоящего изобретения является полиэтилен, упоминаемый в дальнейшем как "линейный полиэтилен низкой плотности" (ЛПНП). Примером коммерчески поставляемого ЛПНП является продукт под названием DOWLEXТМ 2045 (торговая марка продукта, коммерчески поставляемого компанией Дау Кемикэл Кампэни (Dow Chemical Company)). ЛПНП представляет собой обычно линейный сополимер этилена и малого количества α-олефина, имеющего от 3 до 18 атомов углерода, предпочтительно от 4 до 10 атомов углерода и наиболее предпочтительно 8 атомов углерода. ЛПНП для полимерного состава настоящего изобретения имеет плотность более 0,916 г/см3, более предпочтительно 0,916-0,940 г/см3, наиболее предпочтительно 0,918-0,926 г/см3, имеет обычно показатель плавления менее 10 г/10 мин, предпочтительно 0,1-10 г/10 мин, наиболее предпочтительно 0,5-2 г/10 мин, и имеет обычно отношение 110/12 равное 0,1-20, предпочтительно 5-20 и наиболее предпочтительно 7-20.
ЛПНП можно получить с помощью непрерывного, дозируемого или полунепрерывного раствора, полимеризации из взвеси или газовой фазы этилена и одного или более не входящих в основной состав дополнительных сомономеров α-олефина в присутствии катализатора Зиглера Ната (Ziegler Natta), например, с помощью процесса, раскрытого в патенте США 4076698 Андерсона (Andersen) о других, включенного здесь в качестве ссылки.
Подходящий α-олефин для ЛПНП настоящего изобретения представлен в виде следующей формулы:
СН2=CHR,
где R - гидрокарбиловый радикал, имеющий от одного до двадцати атомов углерода. Процесс сополимеризации может протекать с использованием одного метода или комбинаций методов в растворе, взвешенном состоянии или газовой фазе. Подходящий α-олефин, который используется в качестве сомономеров, включает в себя 1-пропелен, 1-бутен, 1-изобутилен, 1-пентен, 1-гексен, 4-метил-1-пентен, 1-гептан и 1-октен, а также как другие типы мономеров, такие как стирол, гало- или алкил-замещенные стиролы, тетрафтороэтилен, винилбензоцик-лобутан, 1,4-гексадиен, 1,7-октадиен, и циклоалкены, например, циклопентен, циклогексен и циклооктен. Предпочтительно α-олефин будет представлять собой 1-бутен, 1-пентен, 4-метил-1-пентен, 1-гексен, 1-гептен, 1-октен или эти смеси. Более предпочтительно α-олефином будет 1-гексен, 1-гептен, 1-октен или эти смеси, так как покрытия, профили и пленки, изготовленные с помощью полученной в результате экстру-зионной композиции, особенно улучшат эксплуатационные свойства, где такие высшие α-олефины используются в качестве сомономеров. Однако наиболее предпочтительно, если α-олефин будет представлять собой 1-октеном, и процесс полимеризации будет являться непрерывным процессом в растворе.
Распределение молекулярной массы композиций сополимера этилена с α-олефином и композиций полимера этилена высокого давления определяется с помощью гель проникающей хроматографии (ГПХ) на высокотемпературном хроматографическом приборе Уотерса (Waters) 150, который оборудован дифференциальным рефрактометром и тремя колонками смешанной пористости. Колонки снабжены "лабораториями полимеров" и обычно заполнены частицами с размером пор 103, 104, 105 и 106 . Растворитель представляет собой 1,2,4-трихлорбензол, из которого 0,3 массовых процента растворов проб подготавливают для ввода. Скорость потока составляет 1,0 мл/мин, прибор работает при температуре 140oС, и размер ввода равен 100 микролитрам.
. Растворитель представляет собой 1,2,4-трихлорбензол, из которого 0,3 массовых процента растворов проб подготавливают для ввода. Скорость потока составляет 1,0 мл/мин, прибор работает при температуре 140oС, и размер ввода равен 100 микролитрам.
Определение молекулярной массы по отношению к основой цепи полимера выполняют с использованием стандартного полистирола с узким распределением молекулярной массы (из "лабораторий полимеров") вместе с их элюционными объемами. Эквивалентные молекулярные массы полиэтилена определяются с помощью соответствующих коэффициентов Марк-Хауинка (Mark-Houwink) для полиэтилена и полистирола (которые описаны в статье Вильямса и Уорда, журнал "Наука полимеров", разделы "Полимеры", т. 6, с. 621, 1968 (Williams and Ward in Journal of Polymer Science. Polymer Letters, Vol. 6, p. 621, 1968)) для того, чтобы получить следующее уравнение:
МПолиэтилен=а* (МПолистирол)b
В этом уравнении а=0,4316 и b=1,0. Масса средней молекулярной массы Mw вычисляется обычным способом в соответствии с формулой Mw= Σwi×Mi, где wi и Mi- массовая часть и молекулярная масса, соответственно, i-ой части, элюирующей из колонки ГПХ.
Для ЛПНП отношение Nw/Mn составляет предпочтительно 2-7, особенно 4.
Предполагается, что использование ЛПНП, имеющего высокий предел прочности при плавлении, в пленочной структуре для пакетов настоящего изобретения, которое (1) предусматривает пакет, который можно изготовить с более высокой скоростью с помощью формовочно-фасовочно-укупорочного автомата, и (2) предусматривает пакетную упаковку, имеющую несколько меньше каналов протекания, в частности, когда пакет настоящего изобретения сравнивается с пакетами, изготовленными с помощью линейного полиэтилена низкой плотности, полиэтилена низкой плотности или их комбинации.
На фиг.3-5 показано, что пленочная структура пакета настоящего изобретения также включает в себя многослойную или композиционную пленочную структуру 30, предпочтительно содержащую вышеописанный герметизирующий слой из полимера, который является внутренним слоем пакета.
Специалистам будет ясно, что многослойная пленочная структура для пакета по настоящему изобретению может содержать различную комбинацию слоев пленки, поскольку герметизирующий слой образует часть окончательной пленочной структуры. Многослойная пленочная структура для пакета настоящего изобретения может быть соэкструдированной пленкой, которая служит покрытием, или многослойной пленкой. Пленочная структура также включает в себя герметизирующий слой в комбинации с защитной пленкой, такой как полиэфир, нейлон, EVOH, дихлорид поливинилидена (ДХПВ (PVDC)), такой как SARANТМ (торговая марка и поставляется компанией Дау Кемикэл Кампэни (Dow Chemical Company)), и металлизированные пленки. Конечное предназначение пакета определяет в большой степени выбор другого материала или материалов, используемых в сочетании с пленкой для герметизирующего слоя. Пакеты, описанные здесь, будут рассматриваться с герметизирующими слоями, которые используются, по меньшей мере, внутри пакета.
Один вариант осуществления пленочной структуры 30 для пакета настоящего изобретения (фиг. 3) содержит герметизирующий слой 31 из смеси ЛПНП и высокопрочного при плавлении ЛПНП настоящего изобретения и, по меньшей мере, один полимерный внешний слой 32. Полимерный внешний слой 32 является предпочтительно слоем полиэтиленовой пленки, более предпочтительно ЛПНП. Примером коммерчески поставляемой ЛПНП является DOWLEXТМ 2045 (торговая марка и поставляется компанией Дау Кемикэл Кампэни (Dow Chemical Company)). Толщина внешнего слоя 32 может иметь любое значение, поскольку герметизирующий слой 31 имеет минимальную толщину 2,5 микрон (0,1 mil).
Другой вариант осуществления пленочной структуры 30 для пакета настоящего изобретения (фиг.4) содержит полимерный слой 32, расположенный между двумя полимерными герметизирующими слоями 31.
Другой вариант осуществления пленочной структуры 30 для пакета настоящего изобретения (фиг.5) содержит, по меньшей мере, один полимерный средний слой 33, расположенный между, по меньшей мере, одним полимерным внешним слоем 32 и, по меньшей мере, одним полимерным герметизирующим слоем 31. Полимерный слой 33 может быть тем же самым слоем пленки ЛПНП, как и внешний слой 32, или предпочтительно другим ЛПНП, и более предпочтительно ЛПНП, например DOWLEXТМ 204S (торговая марка и поставляется компанией Дау Кемикэл Кампэни (Dow Chemical Company)), который имеет более высокую плотность, чем внешний слой 32. Толщина среднего слоя 33 может иметь любое значение, поскольку герметизирующий слой 31 имеет минимальную толщину 2,5 микрон (0,1 mil).
Окончательная толщина пленки конечного пленочного изделия, которое используется для производства пакетов настоящего изобретения, составляет от 12,7 микрон (0,5 mil) до 254 микрон (10 mils), предпочтительно от 25,4 микрон (1 mil) до 127 микрон (5 mils), более предпочтительно от 50,8 микрон (2 mils) до 100 микрон (4 mils).
Добавки, известные специалистам, такие как присадки, препятствующие склеиванию, добавки, обеспечивающие скольжение, УФ-стабилизаторы, красители и технологические добавки можно добавить к полимерам, из которых изготавливают пакеты согласно настоящему изобретению.
Как можно заметить из различных вариантов осуществления настоящего изобретения (фиг. 3-5), пленочная структура для пакетов настоящего изобретения имеет конструктивную гибкость. Для оптимизации специфических свойств пленок, таких как прочность пленки, во внешних и средних слоях можно использовать различные ЛПНП. Таким образом, пленку можно оптимизировать для специфических применений, например для формовочно-фасовочно-укупорочного автомата, работающего с вертикальной тарой.
Структуру полиэтиленовой пленки, которая используется для изготовления пакета настоящего изобретения, получают с помощью способа экструзии трубы с раздувом или способа экструзии литьем, так как эти способы хорошо известны в технике. Способ экструзии трубы с раздувом описан, например, в энциклопедическом издании "Современные пластмассы" середина октября 1989, т. 66, 11, с. 264-266 (Modern Plastics Mid-October 1989 Encyclopedia Issue, Volume 66, Number 11, pages 264 to 266). Способ экструзии литьем описан, например, в энциклопедическом издании "Современные пластмассы" середина октября 1989, т. 66, 11, с. 256-257 (Modern Plastics Mid-October 1989 Encyclopedia Issue, Volume 66, Number 11, pages 256 to 257).
Варианты выполнения пакетов согласно настоящему изобретению (фиг.1 и 2) представляют собой герметично запечатанную тару, заполненную "текучими веществами". Под "текучими веществами" подразумевают вещества, которые проявляют свою текучесть под действием силы тяготения или которые можно качать насосом. Термин "текучие вещества" не включает в себя газообразные вещества. Текучие вещества включают в себя жидкости, например, молоко, вода, фруктовый сок, растительное масло, эмульсии, например, смесь мороженого, мягкий маргарин, пасты, например мясные пасты, арахисовое масло; консервы, например, джемы, мармелад для начинки пирогов; желе; тесто, мясо животных, например колбасное мясо; порошки, например желатиновые порошки, моющие средства; гранулированные продукты питания, например, орехи, сахар и подобные вещества. Пакет настоящего изобретения пригоден, в частности, для жидких продуктов питания, таких как молоко. Текучие вещества могут также включать в себя жидкие масла, например масло для приготовления пищи или моторное масло.
После получения пленочной структуры для пакета по настоящему изобретению пленочную структуру отрезают по необходимой ширине для использования в стандартных автоматах для формовки пакетов. Варианты осуществления пакета настоящего изобретения (фиг.1 и 2) получают в так называемых формовочно-фасовочно-укупорочных автоматах, хорошо известных в технике. На фиг.1 показан пакет 10, который представляет собой трубчатый элемент 11, имеющий продольный накладной сварной шов 12 и поперечный сварной шов 13 так, что при заполнении пакета текучим веществом пакет принимает форму подушки.
На фиг.2 показан пакет 20, который представляет собой трубчатый элемент 21, имеющий периферийный сварной шов 22 в виде кромки, проходящий по трем сторонам трубчатого элемента 21, например верхний сварной шов 22а и продольные боковые сварные швы 22b и 22с, и имеющий по существу вогнутое дно или "шарообразный" элемент 23, который приварен к донной части трубчатого элемента 21 так, что при виде в поперечном сечении в продольном направлении образуется по существу полукруглая или "дугообразная" донная часть при заполнении пакета текучим веществом. Пакет, показанный на фиг.2, является примером так называемого пакета "Энвайро-Пак" "Enviro-Pak"), известного в технике.
Пакет, выполненный согласно настоящему изобретению, является предпочтительно пакетом (фиг.1), изготовленным на так называемых вертикальных формовочно-фасовочно-укупорочных (ВФФУ) автоматах, хорошо известных в технике. Примеры коммерчески поставляемых автоматов ВФФУ включают в себя автоматы, производимые фирмами Хейсен (Hayssen) "Зимоньер (Thimonnier), Тетра Пак (Tetra Pak) или Препак (Prepac). Автомат ВФФУ описан в следующей ссылке: Ф. С. Льюис. "Формовка-Фасовка-Укупоривание", Энциклопедия упаковки, с. 180, 1980 (Г.С. Lewis, "Form-Fill-Seal", Packaging Encyclopedia, раде 180, 1980).
В процессе упаковки ВФФУ лист пластичной пленочной структуры, описанный здесь, вводят в автомат ВФФУ, где листу придается форма непрерывной трубы в части для формирования трубы. Трубчатый элемент получается с помощью сварки продольных краев пленки вместе либо с помощью соединения внахлестку пластичной пленки и сварки пленки с использованием внутреннего/наружного шва или с помощью сварки в виде ребра пластической пленки с использованием внутреннего/внутреннего шва. Затем сварной брусок запечатывает трубу в поперечном направлении на одном конце, который является дном "пакета", и затем заполняющее вещество, например молоко, наливают в "пакет". Затем с помощью сварного бруска запечатывают верхний конец пакета и пластичную пленку пережигают или отрезают, таким образом, отделяя окончательно сформованный из трубки пакет. Процесс изготовления пакета с помощью автомата ВФФУ описан в общем в патентах США 4503102 и 4521437, которые включены здесь в виде ссылки.
Вместимость пакетов настоящего изобретения может быть различной. В общем пакеты могут вмещать в себя от 5 мл до 10 л, предпочтительно от 1 мл до 8 л, и более предпочтительно от 1 мл до 5 л текучего вещества.
Пленочная структура для пакета согласно настоящему изобретению имеет точно регулируемую прочность. Использование пленочной структуры, описанной в настоящем изобретении для изготовления пакета, позволяет получить в результате более прочный пакет, и поэтому более предпочтительно, чтобы пакет, находящийся в пользовании, содержал несколько меньше каналов утечек. Использование смеси ЛПНП и ПНП в герметизирующем слое настоящего изобретения в двух или трехслойном соэкструдированном пленочном изделии обеспечит пленочную структуру, которую можно использовать для изготовления пакетов с более высокой скоростью в ВФФУ, и такие произведенные пакеты будет содержать несколько меньше утечек.
Учитывая тенденцию развития промышленности современной потребительской упаковки и ее направленность в сторону обеспечения потребителя более экологически чистой упаковкой, полиэтиленовый пакет настоящего изобретения является хорошей альтернативой. Использование полиэтиленового пакета для упаковки потребительских жидкостей, таких как молоко, имеет свои преимущества по сравнению с тарой, используемой в прошлом: стеклянная бутылка, бумажный картон и емкости из полиэтилена высокой плотности. Для ранее используемой тары требовалось большое количество природных ресурсов при ее производстве, значительных площадей при захоронении отходов, большое количество складских площадей и большое количество энергии при температурном контроле за продуктом (из-за теплопроводных свойств тары).
Полиэтиленовый пакет настоящего изобретения, изготовленный из тонкой полиэтиленовой пленки, используемой для упаковки жидкостей, имеет больше преимуществ по сравнению с тарой, используемой в прошлом. Полиэтиленовый пакет (1) потребляет несколько меньше природных ресурсов, (2) требует меньшего пространства при захоронении отходов, (3) можно повторно использовать при обороте, (4) можно легко обрабатывать, (5) требует меньше складского пространства, (6) потребляет меньшее энергии во время хранения (теплопроводные свойства пакета), (7) можно безопасно сжигать и (8) можно многократно использовать, например пустой пакет можно использовать для других применений, например в качестве пакетов для замороженных продуктов, пакетов для бутербродов и пакетов для хранения общего назначения.
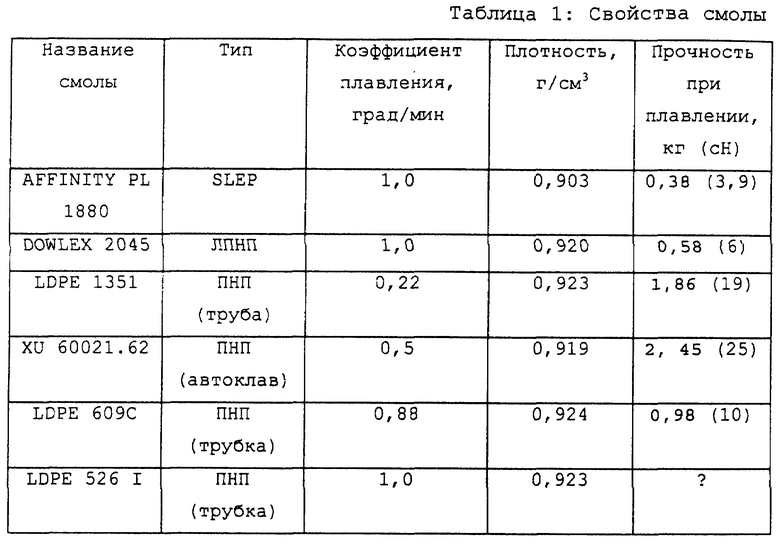
Полимерные смолы, описанные в таблице 1, использовались для приготовления образцов раздувных пленок, которые показаны в примерах и сравнительных примерах.
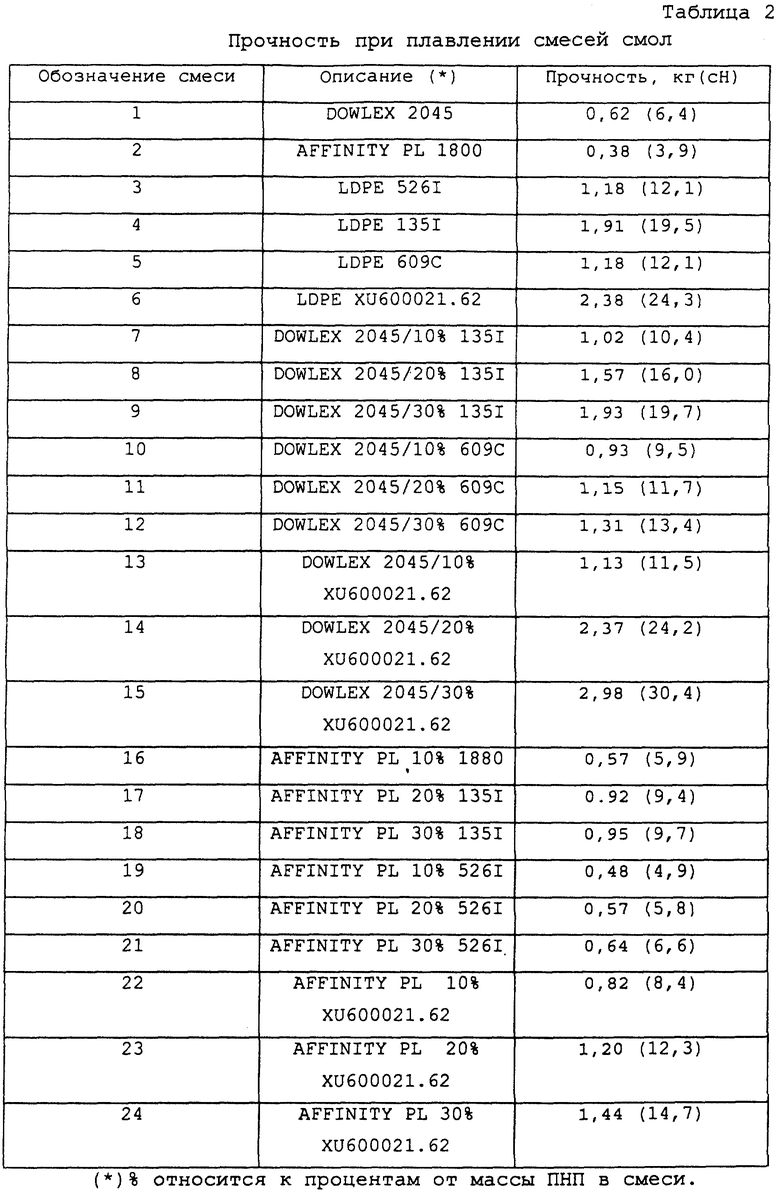
Состав различных смесей ПНП и ЛПНП и их прочность при плавлении показаны в таблице 2.
Образец, рассчитанный для массы 5 кг, каждой смеси, показанной в таблице 2, был получен с помощью экструдера с двойным шнеком Лейстритца (Leistritz). Предел прочности при плавлении смесей определялся с помощью прибора Готферта Реотоенса (Gottfert Rheotoens).
Эрукамид - добавка, обеспечивающая скольжение, SiО2 - добавка, препятствующая склеиванию, и технологическая добавка добавлялись в каждый полимер, описанный в таблице 1, так что конечные концентрации добавок были следующими: 1200 частей на тысячу эрукамида и 2500 частей на тысячу SiO2.
Полученные пленочные структуры подвергались физическому тестированию для определения различных свойств, включая:
(1) испытание на прокол с использованием способа ASTM D3763,
(2) испытание на мгновенный удар с использованием способа ASTM D1709, способ А,
(3) испытание на разрыв по Элмендорфу (Elmendorf) с использованием способа ASTM D1922,
(4) испытание на растяжение с использованием способа ASTN D882,
(5) испытание на 1% и 2%-ный секущий модуль с использованием способа ASTM 0882,
(6) испытание на предел прочности при термоскреплении с использованием способа, описанного ниже, и
(7) испытание на предел прочности термосварного шва с использованием способа, описанного ниже.
Прочность при термоскреплении образцовых пленок измеряется с помощью "способа испытания при термоскреплении DTC", который позволяет измерить усилие, необходимое для отделения термосварки перед полным охлаждением (кристаллизацией) сварного шва. Это моделирует процесс заполнения вещества в пакет перед охлаждением сварного шва.
"Способ испытания на предел прочности при термоскреплении DTC" является способом испытания с помощью прибора для испытаний термоскрепления DTC модель 52D в соответствии со следующими условиями:
Ширина экземпляра - 25,4 мм
Время сварки - 0,5 с
Давление сварки - 0,27 Н/мм2
Время задержки - 0,5 с
Скорость отслаивания - 150 мм/с
Число образцов/температура - 5
Приращения температуры - 5oС
Диапазон температур - 75-150oС.
Прочность термосварного шва пленок образца измерялась с помощью "способа испытания на прочность термосварного шва DTC", который является мерой измерения усилия, необходимого для отделения сварного шва после охлаждения вещества до температуры 23oС. Перед испытанием образцы пленки подвергались воздействию в условиях относительной влажности 50% и при температуре 23oС в течение минимум 24 часов.
В "способе испытания на прочность термосварного шва DTC" используется прибор для испытания термоскрепления DTC, модель 52D, в котором используется часть термосварного шва прибора для испытания, в соответствии со следующими условиями:
Ширина экземпляра - 25,4 мм
Время сварки - 0,5 с
Давление сварки - 0,27 Н/мм2
Число образцов/температура - 5
Приращения температуры - 5oС
Диапазон температур - 80-150oC
Прочность шва образцов пленки определялась с помощью прибора для испытаний с использованием разрывной машины марки "Инстрон", модель 1122, в соответствии со следующими условиями испытаний:
Направление растяжения - 90o по отношению к шву
Скорость передвижения траверсы - 500 мм/мин
Полная нагрузка - 5 кг
Число образцов/температура - 1% FSL
Критерий разрыва - 80%
Базовая длина образца - 50,8 мм
Ширина образца - 25,4 мм
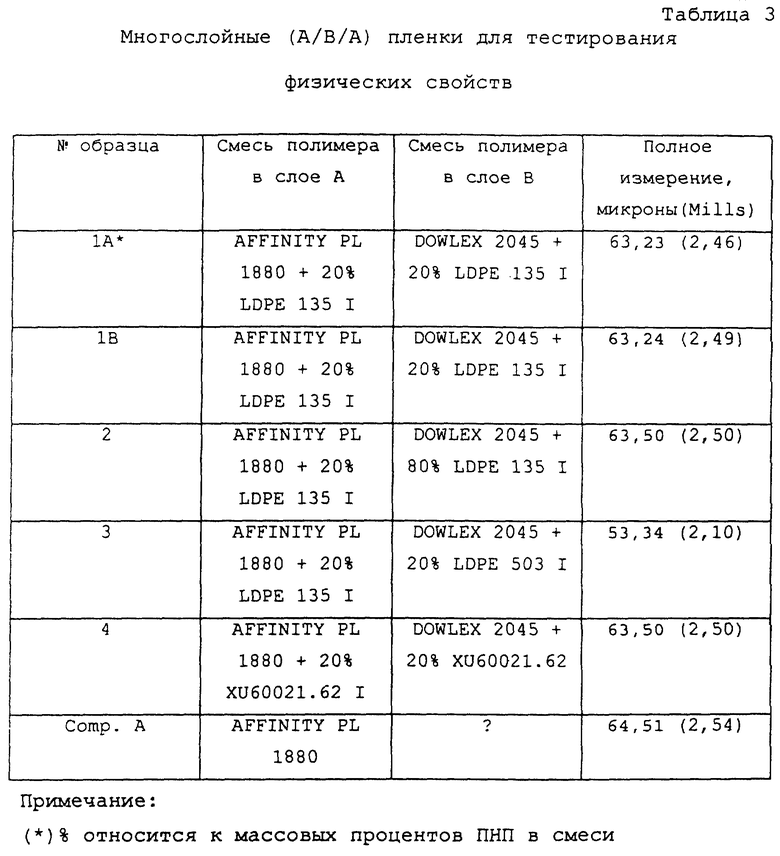
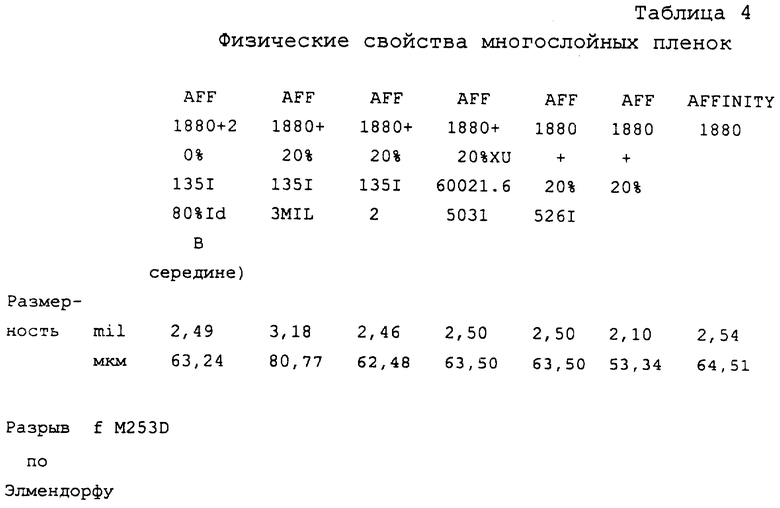
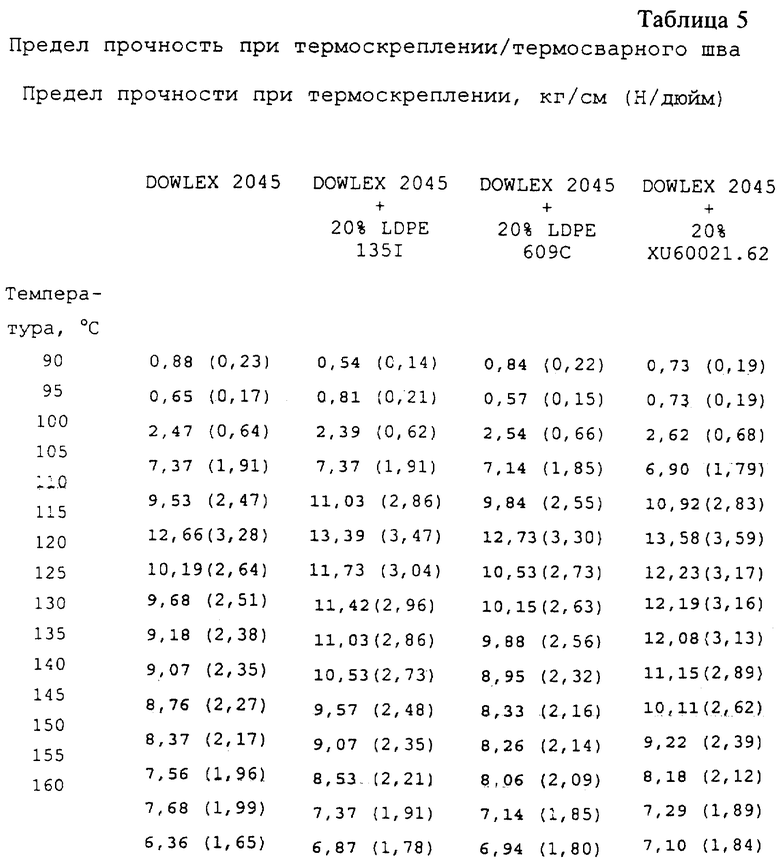
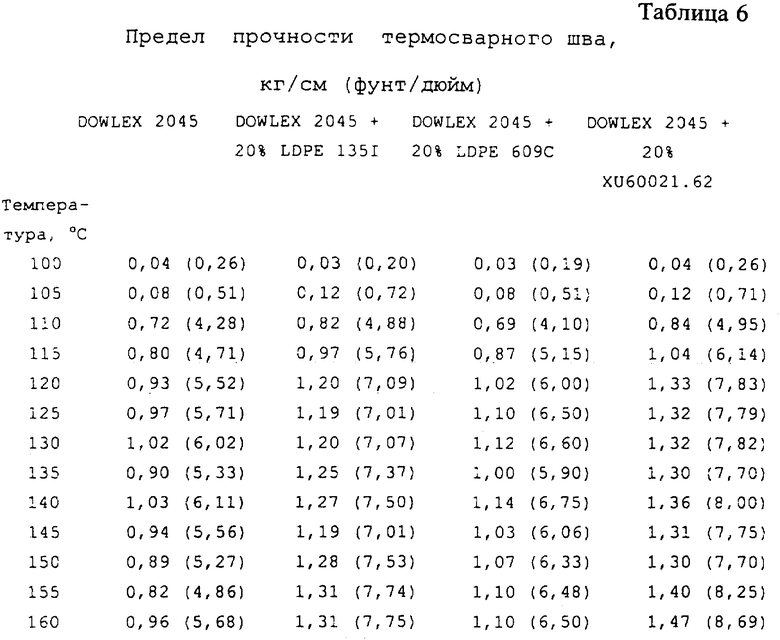
Физические свойства пленок, показанные в таблице 3, представлены ниже в таблице 4, и результаты значений предела прочности при термоскреплении и термосварного шва представлены в таблице 5 и 6.
Настоящее изобретение иллюстрируется следующими примерами, но не ограничивается ими.
Примеры 1-3 и сравнительные примеры А
Образцы пленок, представленные в таблице 3, были изготовлены в виде монослоя с использованием линии для получения пленки методом экструзии с раздутом фирмы Макро. Диаметр экструдера составлял 6,4 см и имел отношение общей длины к диаметру экструдера L/D равное 24:1 и барьерный шнек со смесительной головкой Мэддокс (Maddock). Для получения тестовых пленок использовалась головка экструдера диаметром 15,2 см и размером щели 1,524 микрон. Условиями изготовления пленки, непосредственно получаемой методом экструзии с раздувом, являются отношение раздува 2,5 и температура плавления 220oС.
Примеры 4-6 и сравнительный пример В
Пленки, представленные в таблице 3, были разрезаны и имели ширину 38,1 см, подходящую для получения 2-х литровых молочных пакетов с помощью формовочно-фасовочно-укупорочного автомата для вертикальной тары Препак IS6 (Prepac IS6), размещенного на молочном заводе. Модуль производил упаковку молока в 2-х литровые пакеты со скоростью 30 пакетов в минуту при нормальных режимах работы заполняющей головки. Для каждой тестируемой пленки было отобрано приблизительно 16-20 пакетов, заполненных молоком. Их проверяли на целостность первоначальных швов. 6-8 пакетов были протестированы на месте на прочность термосварного шва, после чего из 10 пакетов было вылито молоко, затем их вымыли и высушили для дальнейшей проверки.
Предел прочности термосварных швов определяли с помощью разрывной машины марки "Инстрон", модель 1122. Перед началом тестирования образец подвергали воздействию при относительной влажности 50% и температуре 23oС в течение 24-48 часов. Условия тестирования на разрывной машине марки "Инстрон" были следующими:
Направление растяжения - 90o по отношению к шву
Скорость передвижения траверсы - 500 мм/мин
Полная нагрузка - 5 кг
Порог - 1% от FSL
Критерий разрыва - 80%
Базовая длина образца - 50,8 мм
Ширина образца - 25,4 мм
Начальная проверка целостности окончательного шва включала три этапа:
1) определение постоянных утечек,
2) субъективное тестирование прочности шва,
3) визуальная проверка окончательных швов.
Постоянные утечки
Постоянные утечки были только замечены в пакетах, изготовленных из материала марки DOWLEX 2045. В других пленках утечек не обнаружено.
Субъективная проверка прочности шва
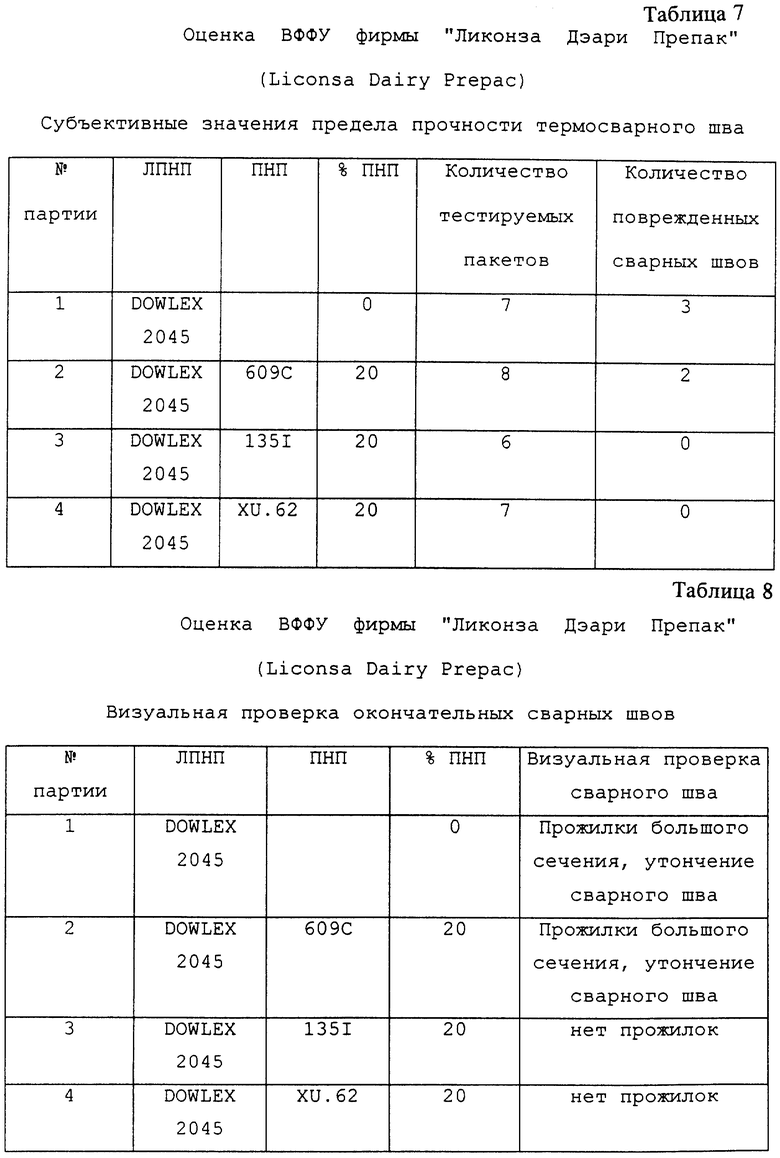
В субъективную проверку прочности шва входило сжатие пакета с одного конца до тех пор, пока не потечет пакет или не повредится сварной шов. В таблице 7 показано, что повреждения сварных швов не были замечены в пакетах, изготовленных с помощью 20% 1351 или XU 60021.62.
Визуальная проверка окончательных сварных швов
В пленках из DOWLEX 2045 было обнаружено значительное утончение сварного шва и появление прожилок в окончательных сварных швах, как показано в таблице 8. В пакетах, изготовленных с помощью 20% 609С, было обнаружено некоторое утончение сварного шва и некоторое появление прожилок в окончательных сварных швах. Утончение сварных швов или появление прожилок не было обнаружено в пленках, изготовленных с помощью 20% 1351 и XU 60021.62.
Прочность окончательного шва
Десять 2-х литровых молочных пакетов было проверено на прочность окончательного термосварного шва с использованием разрывной машины марки "Инстрон", модель 4206 при тех же самых условиях, описанных выше совместно с определением предела прочности термосварного шва при высокой температуре.
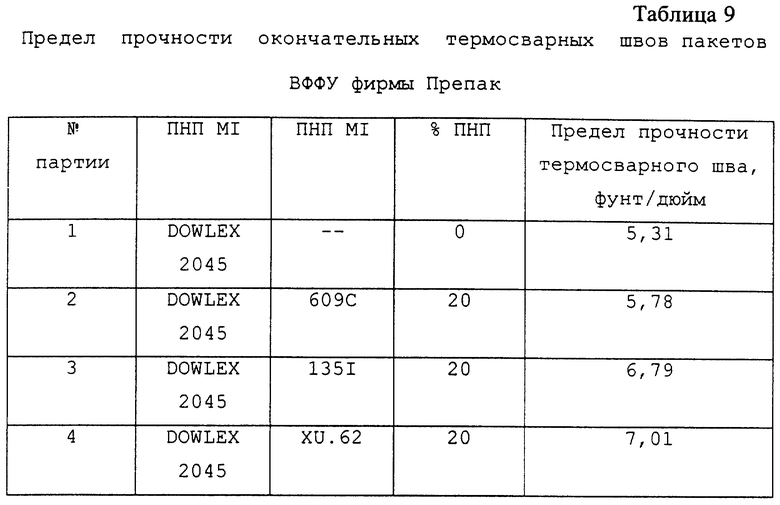
Значения предела прочности термосварного шва показаны в таблице 9. Обнаружено, что прочность увеличивается, так как прочность при плавлении смеси увеличивается. Это графически изображено на фиг.6, где используется 80 мас.% ЛПНП и 20 мас.% ПНП, за исключением первой точки данных, в которой прочность при плавлении составляет 0,62 кг (6,4 сН) без содержания какого-либо ПНП. Видно, что отсутствует связь между показателем плавления ПНП и пределом прочности термосварного шва.
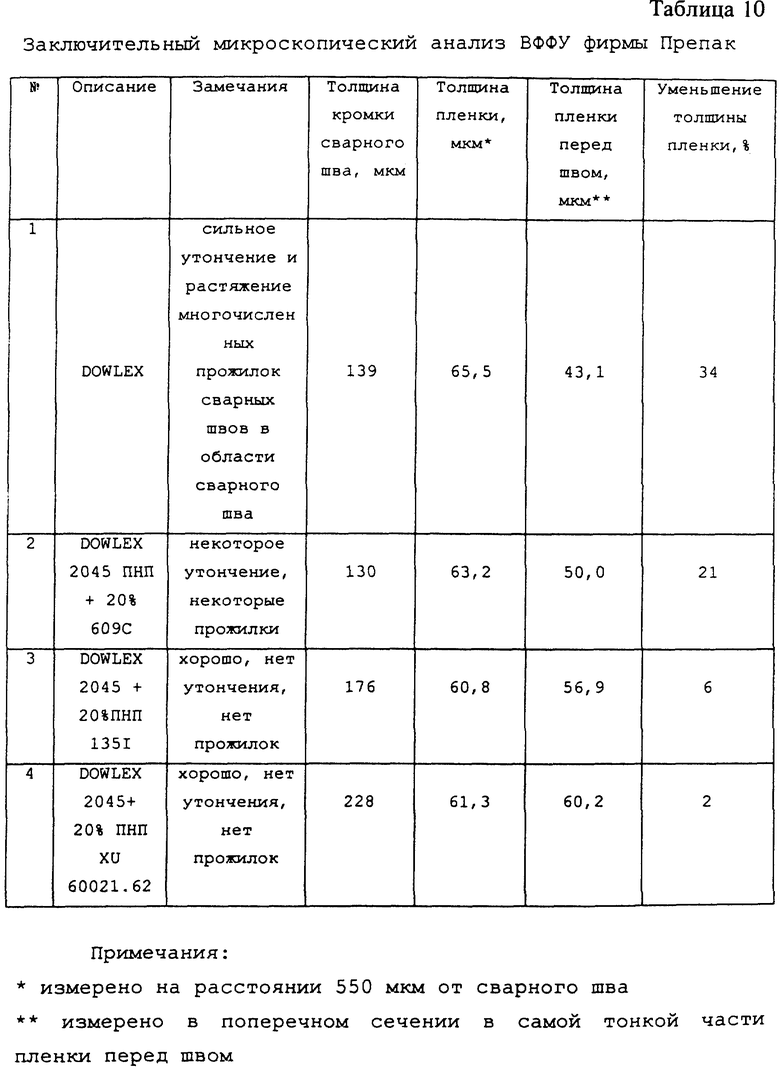
Микроскопическая проверка окончательных сварных швов
Области прожилок и области кромок пакетов были подвергнуты криогенному охлаждению во всем поперечном сечении и исследованы с использованием методов оптической микроскопии. В таблице 10 представлены итоговые результаты.
Пленки, изготовленные с помощью 20% 1351 и XU 60021.62, показали очень маленькое утончение сварных швов и отсутствие прожилок в окончательных сварных швах (тонкие полимерные нити, простирающиеся из области сварного шва), в то время как пленки, изготовленные с помощью 100% DOWLEX 2045 имели значительное утончение сварного шва и прожилки.
Утончение пленки в области сварного шва
Самой слабой частью при хорошем сварном шве обычно является место пленки, расположенное перед кромкой сварного шва. Любое утончение этой пленки приводит в результате к более низким значениям предела прочности термосварного шва, поскольку это место представляет собой область, которая повреждается, когда сварной шов находится под нагрузкой. При сравнении предела прочности при плавлении смесей смол (таблица 10) с величиной утончения пленки, заметного в пакетах, изготовленных с помощью коммерческого автомата ВФФУ (таблица 10), видно, что поскольку прочность при плавлении смеси смол увеличивается, величина утончения пленки уменьшается. Связь между утончением пленки (таблица 10) и показателем плавления ПНП в смесях смол (таблица 1) не обнаружена.
Кромка шва
При сравнении толщины кромки сварного шва (таблица 10) с пределом прочности при плавлении смеси смол (таблица 2) и показателем плавления ПНП (таблица 1) видно, что существует сильная связь между пределом прочность при плавлении и толщиной кромки, и связь между показателем плавления ПНП и толщиной кромки сварного шва отсутствует. Смеси с более высоким пределом прочности при плавлении приводят к более толстым кромкам сварного шва.
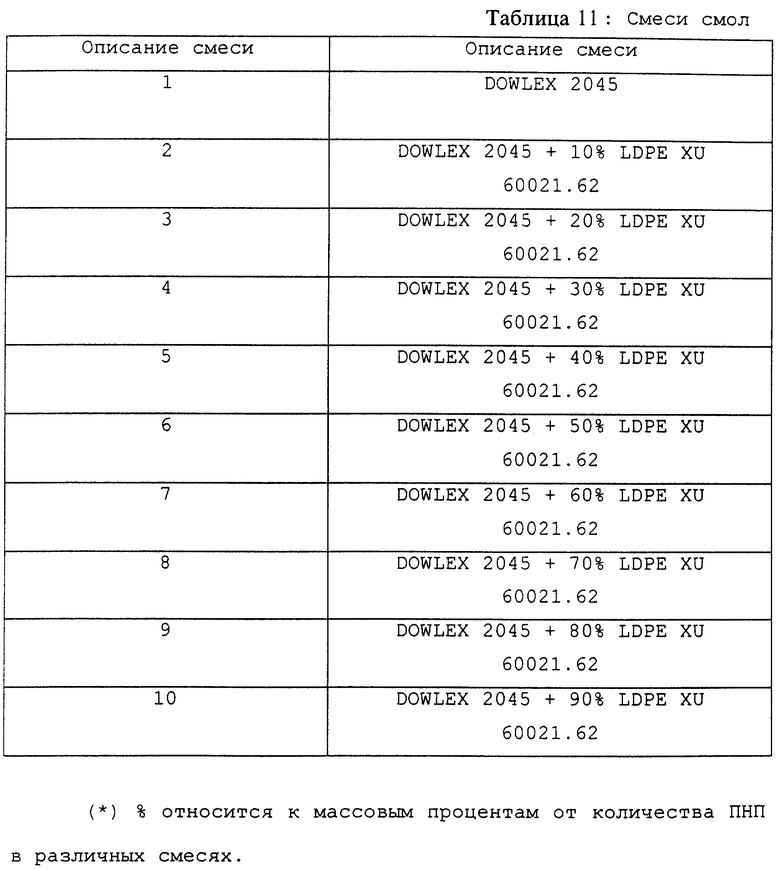
Следующие полимерные смеси смол, показанные в таблице 11, использованы для дополнительной иллюстрации преимуществ настоящего изобретения.
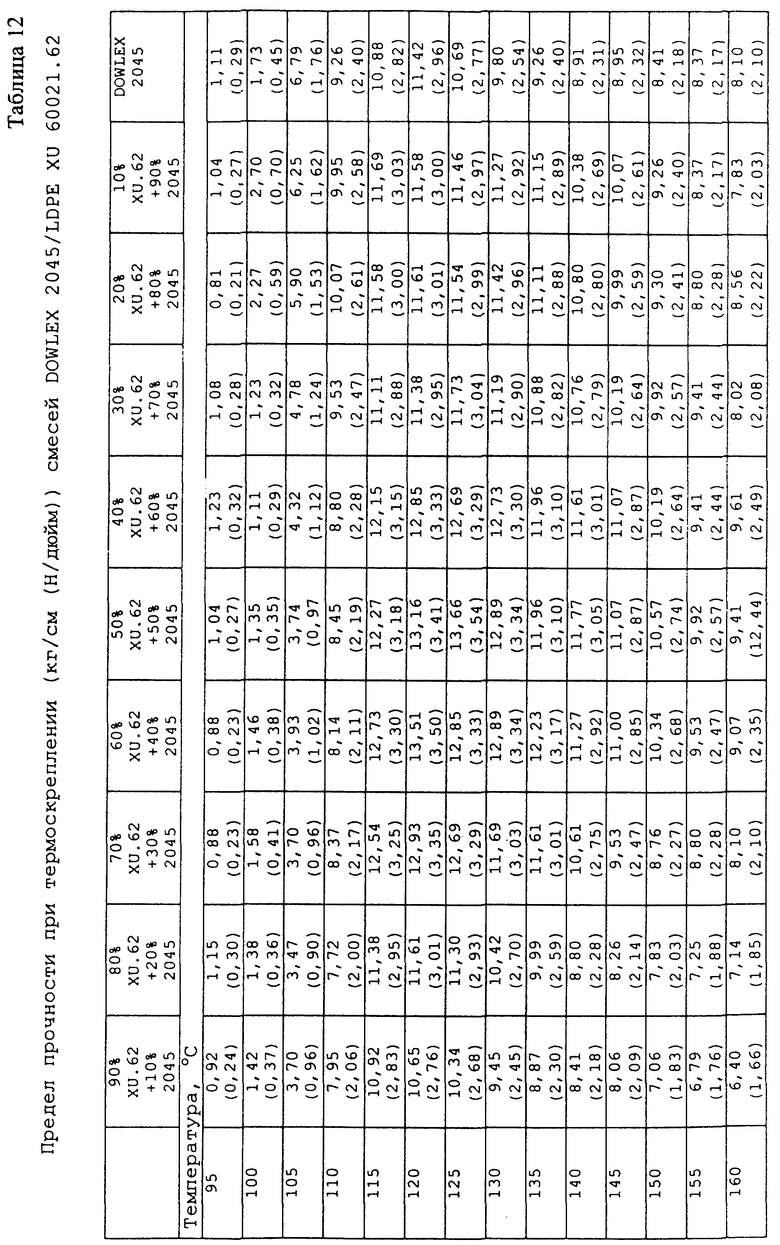
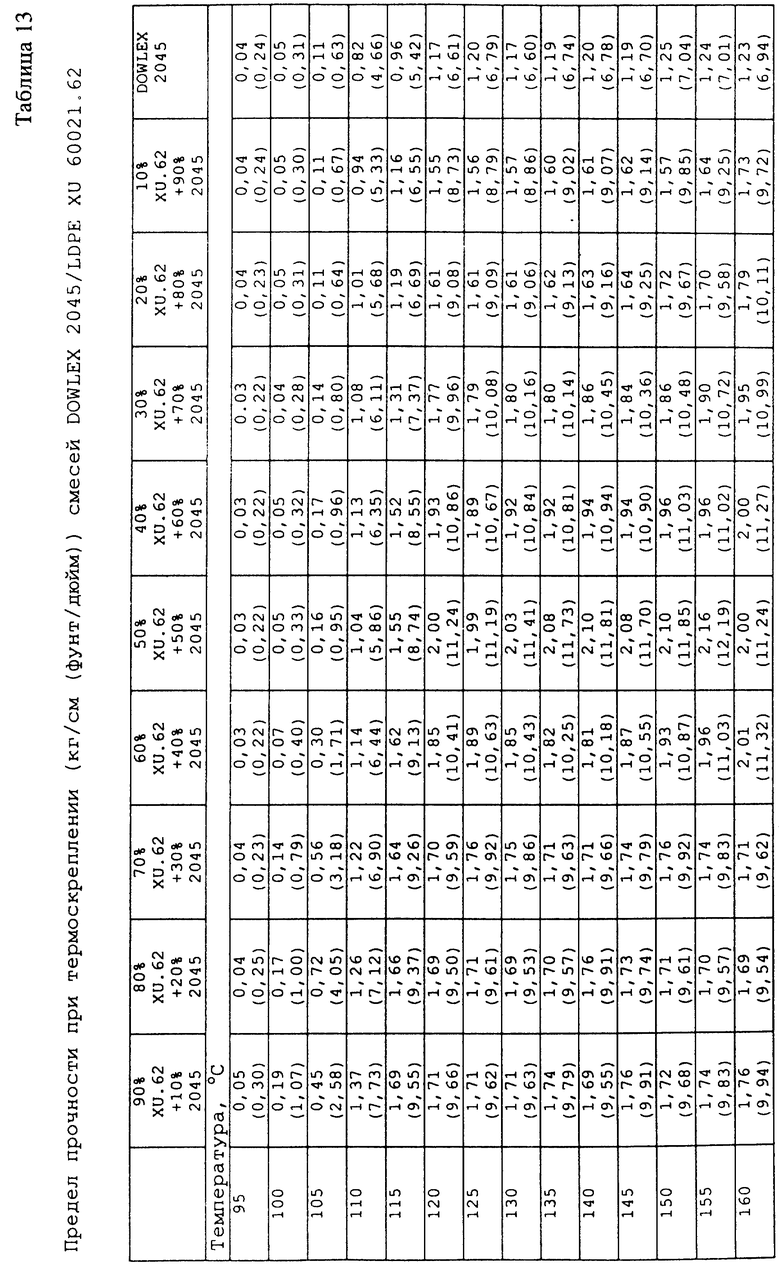
Смеси смол (таблица 11) использовались для получения пленок толщиной 71 микрон с использованием линии по производству пленки методом экструзии с раздувом фирмы MACROB, имеющей барьерный шнек диаметром 63,5 мм, отношение L/D 24: 1 и смесительную головку Мэддока (Maddock). Использовалась головка экструдера диаметром 15,2 см и размером щели головки экструдера 1524 микрон. Для подачи охлажденного воздуха использовался кольцевой зазор для подачи воздуха со сдвоенным носком фирмы Макро. Каждая смола смешивалась с мишенью из 1200 частиц на миллион эрукамида, который служит для придания скольжения, и 2500 частиц на миллион SiO2, который препятствует склеиванию. Каждая пленка была проверена на предел прочности при термоскреплении термосварного шва, значения которых представлены в таблице 12 и таблице 13 соответственно.
Предел прочности при термоскреплении был определен с использованием прибора для испытаний на термоскрепление РТС, модель D52D в условиях, описанных выше. Испытуемые пленки сваривали при высокой температуре с использованием прибора для испытаний на термоскрепление DTC, модель D52D в условиях, описанных выше. Предел прочности термосварного шва был определен с использованием разрывной машины марки "Инстрон", модель 1122. Перед началом тестирования испытуемые образцы подвергались воздействию при относительной влажности 50% и температуре 23oC в течение 24-48 часов. Условия тестирования с использованием разрывной машины марки "Инстрон" совпадали с условиями, описанными выше.
Из результатов испытаний на предел прочности при термоскреплении и термоскреплении и термосварного шва, показанные в таблице 12 и таблице 13, видно, что максимальный предел прочности при термоскреплении достигается с помощью смеси 50% DOWLEX 2545/50% XU 60021.62. Самый высокий предел прочности был также достигнут с помощью смеси 50% DOWLEX 2045/50 % XU 60021.62.
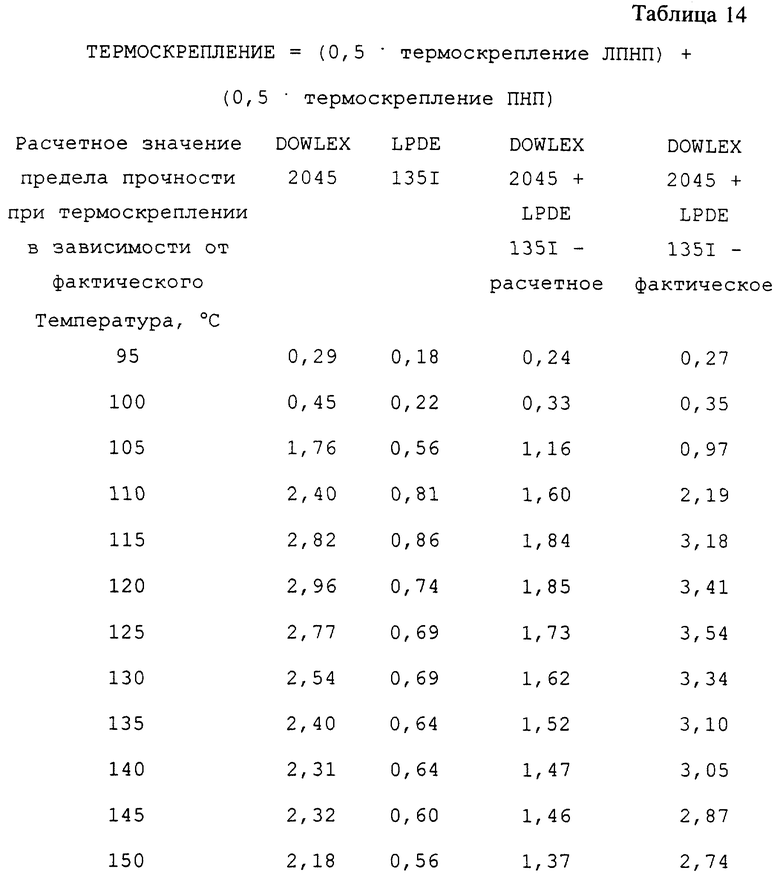
Расчетные значения предела прочности при термоскреплении представлены в таблице 14.
Результаты расчетных значений предела прочности при термоскреплении в зависимости от фактических показаны в таблице 14. Видно, что фактические значения предела прочности при термоскреплении согласно настоящему изобретению значительно превышают уровень расчетных значений, показывая явно синергетический эффект.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИОЛЕФИНОВЫЕ КОМПОЗИЦИИ С ВЫСОКОЙ ТЕПЛОСТОЙКОСТЬЮ, НИЗКИМ СОДЕРЖАНИЕМ ЭКСТРАГИРУЕМЫХ ГЕКСАНОМ ВЕЩЕСТВ И РЕГУЛИРУЕМЫМ МОДУЛЕМ УПРУГОСТИ | 1995 |
|
RU2171263C2 |
| ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ИЗ СМЕСЕЙ ПОЛИЭТИЛЕНА | 1994 |
|
RU2158280C2 |
| ВСПЕНЕННЫЕ ПРОКЛАДКИ, ПОЛУЧАЕМЫЕ ИЗ ГОМОГЕННЫХ ОЛЕФИНОВЫХ ПОЛИМЕРОВ | 1997 |
|
RU2179563C2 |
| КОМПОЗИЦИЯ ДЛЯ ФОРМОВАНИЯ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ, СПОСОБ ФОРМОВАНИЯ И ФОРМОВАННЫЕ ИЗДЕЛИЯ | 1995 |
|
RU2161167C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИИ СОПОЛИМЕРОВ ЭТИЛЕНА И АЛЬФА-ОЛЕФИНОВ, КОМПОЗИЦИЯ СОПОЛИМЕРОВ ЭТИЛЕНА И АЛЬФА-ОЛЕФИНОВ | 1994 |
|
RU2113443C1 |
| СОВМЕЩЕННАЯ СМЕСЬ ОЛЕФИНОВЫХ ПОЛИМЕРОВ И МОНОВИНИЛИДЕНОВЫХ АРОМАТИЧЕСКИХ ПОЛИМЕРОВ | 1995 |
|
RU2144549C1 |
| РЕОЛОГИЧЕСКИ МОДИФИЦИРОВАННЫЕ ПОЛИОЛЕФИНЫ | 1997 |
|
RU2184749C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛАМИНАТА | 1996 |
|
RU2178437C2 |
| ГАЗОФАЗНАЯ ПОЛИМЕРИЗАЦИЯ ОЛЕФИНОВ (ВАРИАНТЫ) | 1994 |
|
RU2139296C1 |
| ПЕРЕРАБАТЫВАЕМЫЕ ГИБКИЕ ПЛЕНКИ И ПАКЕТЫ ДЛЯ УПАКОВКИ ТЕКУЧИХ МАТЕРИАЛОВ | 2021 |
|
RU2807765C1 |
Изобретение касается экологически чистого пакета из полимерной пленки, предназначенного для упаковки текучих веществ, например молока. Пакет может быть изготовлен из однослойной или многослойной пленочной структуры, такой, как двухслойная или трехслойная соэкструдирваная пленка, содержащей, по меньшей мере, один слой смеси линейного сополимера этилена и полиэтилена высокого давления низкой плотности в качестве герметизирующего слоя. Кроме того, раскрыт процесс изготовления пакета для упаковки текучих веществ с использованием пленочной структуры смеси линейного сополимера этилена и полиэтилена высокого давления низкой плотности. Пленочные структуры для пакетов настоящего изобретения имеют улучшенные характеристики предела прочности при плавлении и предела прочности термосварного шва, особенно предела прочности окончательного термосварного шва. Использование пленок для изготовления пакетов настоящего изобретения в формовочно-фасовочно-укупорочном автомате приводит к значениям скорости работы автомата выше, чем достигнуты в настоящее время с использованием коммерчески поставляемой пленки. 5 с. и 22 з.п. ф-лы, 6 ил., 14 табл.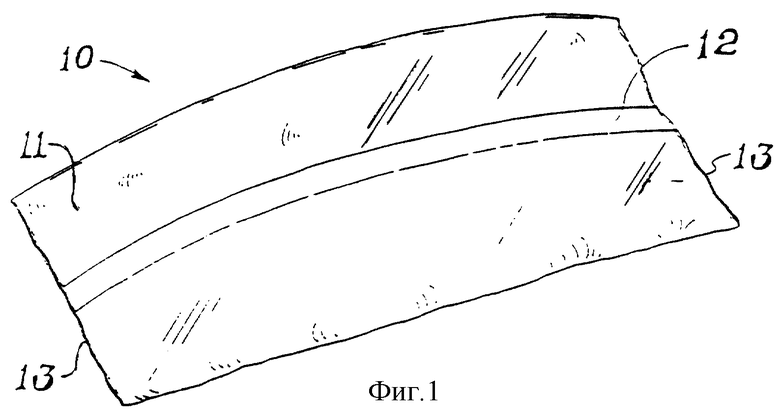
| US 4521437 A, 04.06.1985 | |||
| US 5288531 A, 22.02.1994. |
