Изобретение относится к металлургии, конкретнее к технологии получения горячекатаных оцинкованных полос из малоуглеродистых сталей на агрегатах непрерывного горячего цинкования.
Известен способ производства полос из малоуглеродистой стали, включающий горячую прокатку подката, травление окалины, холодную прокатку, скоростную термическую обработку по режиму: нагрев со скоростью 12-18oС/с до температуры 620-680оС, выдержка при этой температуре в течение 45-66 с и последующее охлаждение вначале со скоростью 6-12oС/с до 560-600oС, а затем со скоростью 1-4oС/с [1].
Недостатки известного способа состоят в том, что полоса после горячего оцинкования имеет низкий комплекс механических свойств. Помимо этого, проведение холодной прокатки существенно удорожает производство.
Известен также способ производства полос из малоуглеродистой горячекатаной стали с цинковым покрытием. Способ предусматривает непрерывную термическую обработку полосы путем многоступенчатого нагрева: вначале до 480-490оС со скоростью 25oС/с, выдержку, затем до 710-730oС со скоростью 8-9oС/с, после чего полосу охлаждают со скоростью 4,5-5,5oС/с до температуры 460-480oС и подвергают горячему оцинованию [2].
Указанный способ не обеспечивает высоких механических свойств оцинкованных полос из малоуглеродистых сталей, что сужает область их применения.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ производства полос из малоуглеродистой горячекатаной стали, включающий ступенчатый нагрев сначала со скоростью 7,9-19oС/с до 500-600oС, затем со скоростью 0,8-3,3oС/с до температуры отжига 700-740oС, выдержку в течение 47-94 с, охлаждение со скоростью 2,7-12oС/с до 500-600oС [3] - прототип.
Недостатки известного способа состоят в том, что он не учитывает особенностей изменения свойств стальной основы, происходящих в результате горячего оцинкования. После оцинкования имеет место деградация механических свойств, в результате оцинкованные полосы из малоуглеродистых горячекатаных сталей обладают низкими показателями прочности и пластичности.
Техническая задача, решаемая изобретением, состоит в повышении комплекса механических свойств горячекатаных оцинкованных полос.
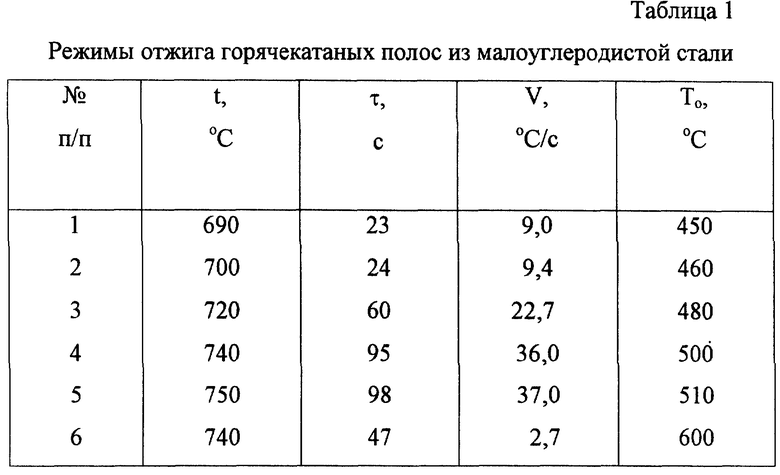
Поставленная техническая задача решается тем, что в известном способе производства полос из малоуглеродистой горячекатаной стали, включающем нагрев до температуры отжига 700-740oС, выдержку, охлаждение и оцинкование, полосу при температуре отжига выдерживают в течение 24-95 с, а охлаждение ведут до температуры 460-500oС со скоростью 9,4-36oС/с.
Сущность изобретения состоит в следующем. После горячей прокатки структура малоуглеродистой стали представляет из себя ферритно-перлитную смесь, в которой присутствует цементит. Зерна ферритной матрицы ориентированы вдоль направления прокатки, что обусловливает анизотропию механических свойств. Скоростной нагрев горячекатаной полосы до температуры отжига 700-740oС и выдержка при этой температуре в течение 24-95 с обеспечивают рекристаллизацию микроструктуры, полное устранение анизотропии и очистку матрицы от структурно свободного цементита. Пластинчатый перлит изменяет свою морфологию, трансформируясь в последующем в зернистый. Для предотвращения чрезмерного роста зерен микроструктуры по завершению выдержки в течение 24-95 с производят охлаждение полосы со скоростью 9,4-36oС/с, в результате чего фиксируется оптимальная микроструктура, устойчивая против роста интерметаллидного железоцинкового слоя. По достижению температуры 460-500oС в малоуглеродистой стали исключены структурные превращения, структура остается стабильной. Эта температура оптимальна для горячего оцинкования, т.к. при ней резко замедлен рост интерметаллидного слоя, который существенно ухудшает комплекс механических свойств.
Экспериментально установлено, что при температуре отжига ниже 700oС или времени выдержки менее 24 с не обеспечивается полная рекристаллизация зерен микроструктуры, сохраняется наследственное влияние анизотропии, что ухудшает пластические свойства оцинкованной полосы. Увеличение температуры отжига выше 740oС или времени выдержки более 95 с при скоростном отжиге ведет к росту разнобалльности микроструктуры, отрицательно сказывается на комплексе механических свойств оцинкованных стальных горячекатаных полос: прочностные и пластические свойства ухудшаются.
Увеличение скорости охлаждения более 36oС/с ведет к созданию термонапряжений, отрицательно сказывающихся на плоскостности полос, ухудшает пластичность оцинкованного металла. Снижение скорости охлаждения менее 9,4oС/с приводит к разупрочнению стальной основы, т.к. увеличивается время пребывания при повышенных температурах. Это ухудшает механические свойства оцинкованных полос.
При температуре завершения охлаждения ниже 460oС не достигается получение качественного цинкового покрытия. Увеличение этой температуры выше 500oС приводит к росту толщины интерметаллидного железоцинкового слоя, следствием чего являются потеря пластичности и снижение прочности.
Примеры реализации способа.
Сляб массой 7 т из малоуглеродистой стали марки 08сп разогревают в методической печи и прокатывают на непрерывном широкополосном стане 1700 в полосу сечением 1х1000 мм, которую сматывают в рулон. После охлаждения рулона полосу подвергают травлению для удаления окалины. Затем рулон устанавливают на разматывателе и задают в агрегат горячего оцинкования. Разматываемую полосу после очистки транспортируют через проходную печь с защитной атмосферой, где нагревают до температуры отжига t=720oC. Непрерывно транспортируемую полосу выдерживают при этой температуре в течение времени τ=60 с, после чего охлаждают струями защитного газа со скоростью V=22,7оС/с до температуры tо= 480oC. Выходящую из печи полосу пропускают через ванну с расплавом цинка для нанесения покрытия. Затем оцинкованную горячекатаную полосу сматывают в рулон.
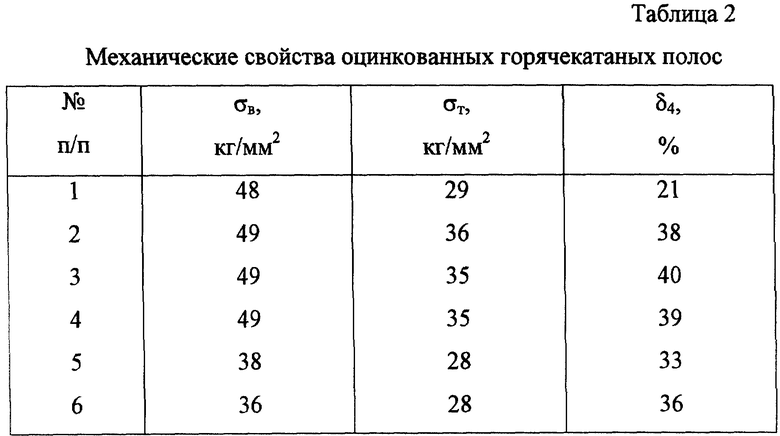
В табл.1 приведены варианты реализации способа, а в табл.2 - механические свойства горячекатаных полос из малоуглеродистой стали после термообработки и оцинкования.
Из табл. 2 следует, что при реализации предложенного способа (варианты 2-4) достигается одновременное повышение прочностных и пластических свойств оцинкованных полос из горячекатаной малоуглеродистой стали. В случаях запредельных значений заявленных параметров (варианты 1 и 5) и способа-прототипа (вариант 6) комплекс механических свойств снижается.
Технико-экономические преимущества предложенного способа состоят в том, что нагрев полосы до температуры отжига 700-740oС, выдержка в течение 24-95 с и последующее охлаждение до температуры 460-500oС со скоростью 9,4-36oС/с обеспечивают формирование благоприятной микроструктуры стали (фазовый состав, морфология фаз, размер зерен микроструктуры и др.), уменьшение толщины интерметаллидного железоцинкового слоя, образующегося в процессе горячего оцинкования. Все это в совокупности позволяет повысить механические свойства горячекатаных полос.
В качестве базового объекта принят способ-прототип. Использование предложенного способа позволяет повысить качество продукции и рентабельность производства оцинкованных полос на 8-10%.
Литературные источники, использованные при составлении описания изобретения
1. Авторское свидетельство СССР 1624034, МПК C 21 D 9/46, 1991 г..
2. Беняковский М.А., Гринберг Д.Л. Производство оцинкованного листа. М.: Металлургия, 1973, с. 154-168.
3. Патент Российской федерации 2040556, МПК C 21 D 8/04, 9/46, 1995 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БРОНЕКАБЕЛЬНОЙ ЛЕНТЫ | 2001 |
|
RU2203966C2 |
| Способ производства высокопрочного оцинкованного проката | 2022 |
|
RU2795601C1 |
| Способ производства тонкой высокопрочной стальной полосы,с покрытием из железоцинкового сплава | 1985 |
|
SU1303623A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ИЗ МАЛОУГЛЕРОДИСТОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ | 1993 |
|
RU2040556C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ СТАЛИ | 2004 |
|
RU2255988C1 |
| Способ изготовления высокопрочной оцинкованной стальной полосы | 1984 |
|
SU1224346A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 2005 |
|
RU2312906C2 |
| СПОСОБ ОТЖИГА ХОЛОДНОКАТАНЫХ РУЛОНОВ ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 2007 |
|
RU2346062C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС ИЗ СТАЛЕЙ С КАРБОНИТРИДНЫМ УПРОЧНЕНИЕМ | 2001 |
|
RU2195505C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2008 |
|
RU2361934C1 |
Изобретение относится к металлургии, конкретнее к технологии получения горячекатаных оцинкованных полос из малоуглеродистой стали на агрегатах непрерывного горячего цинкования. Техническим результатом изобретения является повышение комплекса механических свойств горячекатаных оцинкованных полос. Способ включает нагрев полосы до температуры отжига 700-740oС, выдержку, охлаждение и оцинкование. Полосу выдерживают при температуре отжига в течение 24-95 с, а охлаждение ведут до температуры 460-500oС со скоростью 9,4-36oС/с. 2 табл.
Способ производства полос из малоуглеродистой горячекатаной стали, включающий нагрев до температуры отжига 700-740oС, выдержку, охлаждение и оцинкование, отличающийся тем, что полосу при температуре отжига выдерживают в течение 24-95 с, а охлаждение ведут до температуры 460-500oС со скоростью 9,4-36oС/с.
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ИЗ МАЛОУГЛЕРОДИСТОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ | 1993 |
|
RU2040556C1 |
| Способ термической обработки холоднокатаной листовой стали | 1985 |
|
SU1330191A1 |
| Способ обработки полосы из малоуглеродистой стали | 1986 |
|
SU1342930A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОЙ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 1994 |
|
RU2082768C1 |
| БАШНИН Ю.А | |||
| и др | |||
| Технология термообработки стали | |||
| - М.: Металлургия, 1986, с.424. | |||

