Изобретение относится к металлургии, в частности к получению полос с алюмоцинковым покрытием, и может быть использовано при производстве горячекатанной малоуглеродистой листовой стали с алюмоцинковым покрытием на агрегатах непрерывного горячего алюмоцинкования.
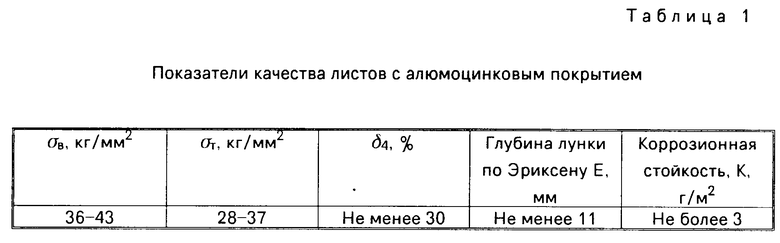
Листовая сталь с алюмоцинковым покрытием, используемая в машиностроении, должна обладать высокой коррозионной стойкостью, штампуемостью, не допускать отслоений покрытия от основы при переработке штамповкой и характеризоваться следующими показателями качества (табл.1).
Глубина лунки по Эриксену в табл. 1 указана для листа толщиной 2,0 мм. Нарушения сплошности покрытия при этом испытании не допускаются.
Коррозионную стойкость К определяют согласно методике ТУ-14-11-247-88 по потере веса образца за 3 ч в растворе 50 г/л NaCl 0,1% Н2О2.
Технология производства полос с указанным в табл.1 комплексом свойств обычно включает горячую прокатку, травление, холодную прокатку, очистку, термообработку, алюмоцинкование, отпуск и дрессировку [1] При этом дополнительная операция холодной прокатки удлиняет производственный цикл, увеличивает энергозатраты, себестоимость проката и цену готовой продукции, ухудшает экологическую ситуацию.
Известен способ производства полос из малоуглеродистой стали, включающий горячую прокатку подката с температурой конца прокатки 780-820оС, охлаждение и смотку в рулон при 620-680оС, холодную прокатку, непрерывный отжиг по режиму: нагрев со скоростью 12-18оС/с до 620-680оС, выдержка при этой температуре в течение 45-66 с и последующее охлаждение вначале со скоростью 6-12оС/c до 560-600оС, а затем со скоростью 1-4оС/с [2]
Недостатки известного способа состоят в том, что полоса после горячего алюмоцинкования имеет недостаточно высокое качество покрытия (вследствие отслоений и низкой коррозионной стойкости), а также плохую штампуемость.
Известен также способ производства полос из малоуглеродистой стали для лужения, включающий холодную прокатку горячекатаных полос, непрерывную термообработку с двухступенчатым нагревом: вначале до 480-520оС, а затем со скоростью 1,5-3,5оС/с до температуры отжига 640-680оС, после чего полосу замедленно охлаждают со скоростью 0,9-1,7оС/с до 480-520оС [3]
Данный способ оказался непригоден для производства горячекатаных полос с алюмоцинковым покрытием из-за недостаточной штампуемости основы, отслоений покрытия при штамповке.
Наиболее близким к предлагаемому является способ производства полос из малоуглеродистой горячекатаной стали с алюмоцинковым покрытием. Способ включает непрерывную термообработку путем многоступенчатого нагрева: вначале со скоростью 25оС/с до 480-490оС, выдержку, затем со скоростью 8-9оС/с до температуры отжига 710-730оС, после чего полосу охлаждают со скоростью 4,5-5,5оС/с до температуры горячего цинкования 460-480оС, покрывают методом погружения в расплав металла покрытия и отпускают при 300-400оС [4]
Недостатки способа-прототипа заключаются в том, что при использовании в качестве стальной основы холоднокатаной полосы из малоуглеродистой стали не обеспечивается требуемого качества полос с алюмоцинковым покрытием: временное сопротивление разрыву и предел текучести выше допустимых значений, относительное удлинение и глубина лунки Эриксена недостаточны. При штамповке деталей имеют место разрывы стальной основы, появления отслоений покрытия, что недопустимо.
Цель изобретения повышение качества покрытия и штампуемости полос.
Цель достигается тем, что в известном способе производства полос из малоуглеродистой горячекатаной стали с алюмоцинковым покрытием, включающем непрерывную термообработку путем многоступенчатого нагрева с регламентированными скоростями до температуры отжига 700-740оС, охлаждение со скоростью 2,7-12оС/с, горячее алюмоцинкование и отпуск при 300-400оС, нагрев осуществляют со скоростью 7,9-19оС/с до 500-600оС, а затем со скоростью 0,7-3,3оС/с до температуры отжига, при которой полосу выдерживают 47-94с, а охлаждение перед горячим алюмоцинкованием ведут до 500-600оС.
Известное и предложенное технические решения имеют следующие общие признаки. Оба они являются способами производства полос из малоуглеродистой горячекатаной стали с алюмоцинковым покрытием. Оба включают непрерывную термообработку путем многоступенчатого нагрева с регламентированными скоростями до температуры отжига 700-740оС. В обоих случаях предусмотрено охлаждение полосы со скоростью 2,7-12оС/с, последующее горячее алюмоцинкование и отпуск полосы с покрытием при 300-400оС.
Отличия предложенного способа состоят в том, что нагрев вначале осуществляют со скоростью 7,9-19оС/с до 500-600оС, тогда как в известном со скоростью 25оС/с до 480-490оС. В предложенном способе после достижения температуры первой ступени скорость нагрева снижают до 0,7-3,3оС/с, тогда как в известном делают выдержку при постоянной температуре, после чего продолжают нагрев со скоростью 8-9оС/с до температуры отжига.
В предложенном способе полосу выдерживают при температуре отжига в течение 47-94 с, что в известном способе нет. И, наконец, в предложенном способе охлаждение ведут до 500-600оС, а в известном до 460-480оС.
Сущность предложенного технического решения состоит в следующем.
Горячекатаная малоуглеродистая сталь представляет из себя двухфазную ферритно-перлитную смесь со структурно свободным цементитом и обладает анизотропией механических свойств, обусловленной текстурой горячей деформации. Нагрев со скоростью 7,9-19оС/с до 500-600оС быстроохлажденной горячекатаной стали обеспечивает получение равноосных ферритных зерен, коагуляцию карбидов. Последующий нагрев со скоростью 0,7-3,3оС/с обеспечивает равномерный рост зерен феррита, распад пластинчатого перлита и изменение его морфологии. Выдержка при температуре отжига 700-740оС и последующее регламентированное охлаждение со скоростью 0,7-3,3оС/с позволяют сформировать оптимальную (с точки зрения штампуемости) микроструктуру стали, увеличить благоприятную кристаллографическую ориентировку текстурыIII} а также адгезию расплава алюминия с цинком к полосе. При температуре полосы 500-600оС в процессе горячего покрытия 300-400оС при отпуске обеспечивается наилучшее качество горячего покрытия и завершаются процессы старения стали, что приводит к сохранению ее механических свойств при дальнейшем транспортировании, хранении и переработке.
Экспериментально установлено, что нагрев на первой ступени со скоростью 7,9-19оС/с до 500-600оС обеспечивает начало протекания процессов закристаллизации в местах наибольших дефектов структуры быстроохлажденного горячекатаного металла. При увеличении скорости нагрева более 19оС или снижении температуры менее 500оС механические свойства полос после алюмоцинкования не соответствуют заданным, что приводит к ухудшению штампуемости. Снижение скорости нагрева менее 7,9оС/с или повышение температуры более 600оС способствует образованию разнозернистости, ухудшению штампуемости и качества покрытия.
Скорость повторного нагрева, температура отжига и время выдержки при этой температуре определяют комплекс механических свойств полосы после алюмоцинкования, характер микроструктуры и прочность сцепления покрытия со стальной основой. Процесс горячего алюмоцинкования и последующий отпуск повышают прочность горячекатаной стали, снижают ее пластичность и штампуемость. Поэтому механические свойства стальной основы перед покрытием должны быть выше требований, обусловленных в табл.1.
При скорости повторного нагрева более 3,3оС/с температуре отжига ниже 700оС и времени выдержки менее 47с, как показали эксперименты, механические свойства готовой полосы неудовлетворительны: показатели прочности превышают допустимые, а пластичность и глубина лунки Эриксена менее заданных значений. Получается мелкозернистая микроструктура с 9 баллом зерна феррита, которая содержит скопления карбидов в матрице. Углерод не успевает диффундировать на большие расстояния, коагулировать, матрица не очищена. Помимо упрочнения такая сталь неудовлетворительно соединяется с алюмоцинковым покрытием.
Снижение скорости повторного нагрева менее 0,7оС/с, увеличение температуры отжига более 740оС или времени выдержки более 94с, как показали эксперименты, приводит к увеличению разнозернистости, ослаблению межзеренных связей, снижению штампуемости и разрывам покрытия при штамповке вследствие неравномерной деформации.
Температура металла перед горячим алюмоцинкованием помимо механических свойств определяет качество горячего покрытия. При температуре полосы ниже 500оС качество алюмоцинкового покрытия неудовлетворительное, а при температуре полосы более 600оС идет интенсивное взаимодействие алюминия и цинка с железом, ухудшается коррозионная стойкость покрытия, загрязняется ванна агрегата алюмоцинкования.
П р и м е р. Сляб из малоуглеродистой стали сечением 200х1400 мм следующего химического состава, мас. С 0,07 Si 0,03 Mn 0,94 Cr 0,04 Ni 0,04 Al 0,04 N2 0,007
разогревают в методической печи до 1280оС и прокатывают на непрерывном широкополосном стане 1700 в полосу сечением 2 х x1350 мм. Температуру конца прокатки поддерживают равной 840оС. Затем полосу ускоренно охлаждают водой до 630оС и сматывают в рулон. После охлаждения рулона его устанавливают на разматыватель травильного агрегата и подвергают сернокислотному травлению для удаления окалины с одновременной обрезкой боковых кромок для получения ширины полосы 1300 мм, которую после промывки сматывают в рулон.
Затем рулон устанавливают на разматыватель агрегата непрерывного горячего алюмоцинкования (АНГА).
На АНГА осуществляют обрезку кромок до ширины полосы 1250 мм и осуществляют химическую очистку поверхности полос в щеточно-моечных машинах в водяном растворе каустической содой с тринатрийфосфатом. После очистки полосу промывают водой и сушат воздухом при 95оС.
Очищенную полосу подают в проходную печь, где полосу нагревают ступенчато в защитно-восстановительной атмосфере, вначале со скоростью Vн.1 13,5оС/с до Тн.1 550оС. Затем полосу повторно нагревают со скоростью Vн.2 2оС/с до температуры отжига То 720оС, при которой выдерживают в течение τo 70с. После завершения выдержки полосу охлаждают со скоростью Vохл. 7,4оС/с струями защитного газа до температуры Тц 550оС и покрывают алюмоцинковым сплавом методом погружения в расплав следующего состава, мас.
Zn Fe Si Al
43,1 0,65 1,48 Основа
Полосу после горячего покрытия охлаждают до температуры Тотп. отпуска 350оС, при которой выдерживают 100 с. Отпущенную готовую полосу сматывают в рулон и транспортируют потребителю.
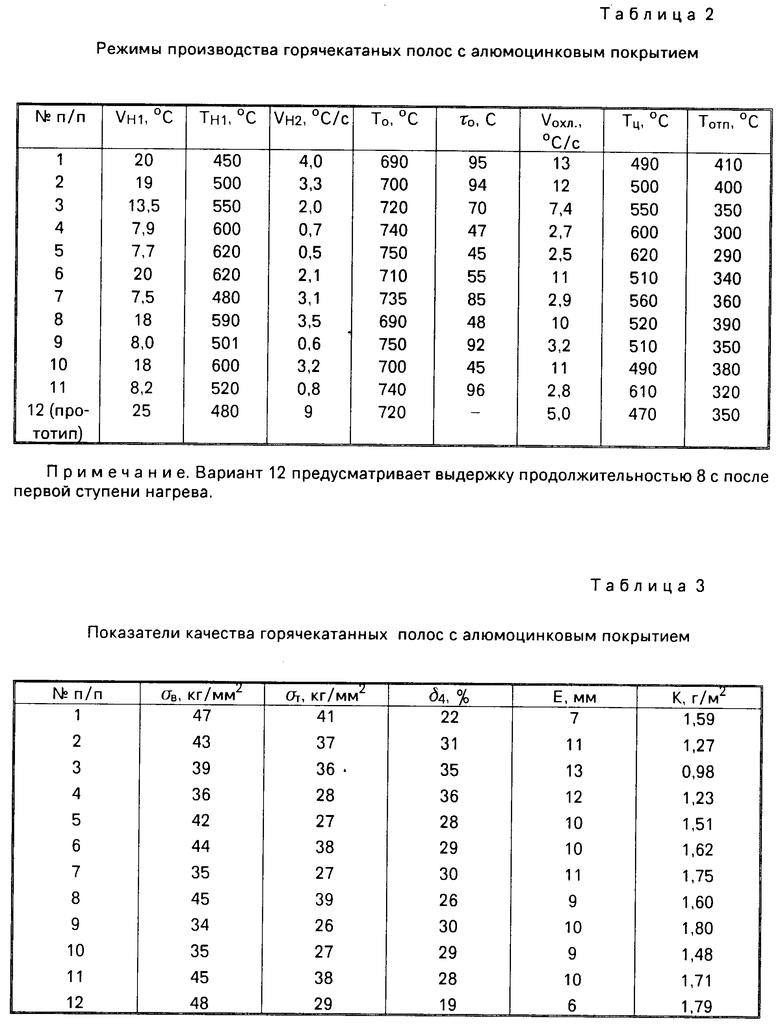
В табл. 2 приведены варианты реализации предложенного способа и способа-прототипа, а в табл.3 показатели качества горячекатаных полос с алюмоцинковым покрытием.
Из табл. 3 следует, что в случае реализации предложенного способа (варианты 2-4) обеспечивается повышение качества покрытия и штампуемости полос, о чем свидетельствует наилучший комплекс механических свойств и максимальная коррозионная стойкость. При запредельных значениях заявленных параметров (варианты 1,5-11) имеет место снижение качества покрытия и штампуемости полос. При реализации способа-прототипа (вариант 12) качество покрытия и штампуемость полос получаются неудовлетворительной.
Технико-экономические преимущества предложенного способа состоят в том, что нагрев вначале со скоростью 7,9-19оС/с до 500-600оС, повторный нагрев со скоростью 0,7-3,3оС/с до 700-740оС, выдержка при этой температуре 47-94с, охлаждение со скоростью 2,7-12оС/с до 500-600оС и отпуск металла с покрытием при 300-400оС обеспечивают получение качественного алюмоцинкового покрытия и высокую штампуемость горячекатаных полос из малоуглеродистой стали. Это позволяет исключить из технологического цикла операцию холодной прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ ХРОМОМОЛИБДЕНОВАНАДИЕВЫХ СТАЛЕЙ | 1992 |
|
RU2033438C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ | 1992 |
|
RU2006505C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО МЕТАЛЛА ВЫСШИХ КАТЕГОРИЙ ВЫТЯЖКИ С ТОНЧАЙШИМ ЦИНКОВЫМ ПОКРЫТИЕМ С ПРЕВОСХОДНОЙ ШТАМПУЕМОСТЬЮ | 1997 |
|
RU2128719C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОС ХОЛОДНОКАТАНОГО ЛИСТОВОГО ПРОКАТА ДЛЯ ЭМАЛИРОВАНИЯ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ТИПА 08, ЛЕГИРОВАННОЙ ФОСФОРОМ (0,04 - 0,10 МАС.%) И АЛЮМИНИЕМ (0,02 - 0,08 МАС.%) | 1992 |
|
RU2010634C1 |
| Способ производства холоднокатаных полос | 1992 |
|
SU1834723A3 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА ИЗ МАЛОУГЛЕРОДИСТОЙ ИЛИ МАЛОУГЛЕРОДИСТОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ (ВАРИАНТЫ) | 2006 |
|
RU2343212C2 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОЙ СТАЛИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 1993 |
|
RU2034049C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ НЕСТАРЕЮЩЕЙ СТАЛИ ДЛЯ ЭМАЛИРОВАНИЯ | 1992 |
|
RU2039839C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ПОЛОС | 1999 |
|
RU2152444C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА ИЗ МАЛОПЕРЛИТНОЙ СТАЛИ | 1992 |
|
RU2060846C1 |
Изобретение относится к металлургии, в частности к получению полос с алюмоцинковым покрытием, и может быть использовано при получении горячекатаной малоуглеродистой листовой стали с алюмоцинковым покрытием на агрегатах непрерывного горячего алюмоцинкования. Сляб из малоуглеродистой стали сечением 200 х 1400 мм разогревают в печи до 1280°С и прокатывают в полосу сечением 2 х 1350 мм. Температуру конца прокатки поддерживают равной 840°С. Затем полосу ускоренно охлаждают водой до 630°С и сматывают в рулон. После охлаждения рулона удаляют окалину. Затем рулон устанавливают на разматыватель агрегата непрерывного горячего алюмоцинкования. Очищенную полосу направляют ступенчато в защитно-восстановительной атмосфере, вначале со скоростью 13,5°С/с до 550°С, затем со скоростью 2°С/с до 720°С и выдерживают 7°С. Охлаждение ведут со скоростью 7,4°С/с струями защитного газа до 550°С и покрывают алюмоцинковым сплавом. После горячего покрытия полосу охлаждают до температуры отпуска 350°С и выдерживают 100°С. Отпущенную полосу сматывают в рулон. 3 табл.
СПОСОБ ПРОИЗВОДСТВА ПОЛОС ИЗ МАЛОУГЛЕРОДИСТОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ, включающий ступенчатый нагрев с заданными скоростями до температуры отжига 700 740oС, охлаждение до температуры алюмоцинкования, алюмоцинкование и отпуск при 300 400oС, отличающийся тем, что нагрев осуществляют сначала со скоростью 7,9 19oС/с до 500 600 oС, а затем со скоростью 0,8 3,3oС/с до температуры отжига, выдержку в течение 47 - 94с, охлаждение с температуры отжига ведут со скоростью 2,7 12oС/с до 500 600oС.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Беряковский М.Б., Гринберг Д.Л | |||
| Производство оцинкованного листа М.: Металлургия, 1973, с.154-168. | |||

