Данное изобретение относится к способу испарения заданных компонентов из первоначальных многокомпонентных смесей и многокомпонентных систем при давлении ниже атмосферного в вакуумной камере, в которой отдельные порции многокомпонентной смеси или многокомпонентной системы расположены в несколько этажей в кольцевых тиглях, из которых отводят пары соответствующих низкокипящих компонентов через, по меньшей мере, одно отверстие для отвода паров, причем самый верхний тигель полностью закрыт за исключением отверстия для отвода паров.
Очистка пастообразных, текучих, жидких или переведенных в жидкое состояние с помощью плавления многокомпонентных смесей или многокомпонентных систем посредством нагревания в вакууме и испарения относительно низкокипящих компонентов тем труднее осуществлять, чем ближе друг к другу расположены точки кипения при заданном давлении (удельные кривые давления пара отдельных компонентов). Трудности возрастают дополнительно, если ставится требование очень незначительного остаточного содержания подлежащих испарению компонентов, т.е. исчезаюше малых количеств элементов и/или соединений, от которых зависит применимость для заданной области очищенных материалов. Областями применения являются, в частности, области электроники (полупроводниковые приборы) и оптики (материалы для линз), причем под понятием многокомпонентные смеси или многокомпонентные системы следует также понимать сплавы, стекла, шламы и т.д., т.e. также многокомпонентные смеси с фазами твердое вещество/твердое вещество, твердое вещество/жидкость и жидкость/жидкость.
Такие многокомпонентные смеси или многокомпонентные системы могут также содержать воду, углеводороды, ртуть, серу, цинк, кадмий, натрий, литий, кальций, сурьму, свинец, марганец, селен и теллур.
Для получения коротких длин диффузионного пути до поверхностей раздела фаз (например, жидкость/пар) в полностью или частично жидких многокомпонентных смесях или многокомпонентных системах желательно и известно разделить загрузку на отдельные порции, расположенные в несколько ярусов, с малым уровнем наполнения, соответственно, с благоприятным отношением поверхности к объему, как это описано в связи с резистивным нагревом в публикации DE 31 44 284 С2, которая, однако, относится к другой теме, а именно к охрупчиванию твердых сплавов для технологии обработки резанием. Однако при многоярусном расположении отсутствует выравнивание температур за счет конвективных потоков и/или принудительная циркуляция между отдельными порциями. Результатом этого являются значительные осевые и радиальные различия температур между отдельными порциями, соответственно, ярусами и тем самым различные остаточные содержания примесей в отдельных порциях, а именно также в радиальном направлении.
Хотя при размещении всей загрузки в одном типе за счет конвективных потоков и/или индуктивной принудительной циркуляции в определенной степени удается обеспечивать равномерность температуры и состава загрузки в осевом и радиальном направлениях, однако конвективные потоки предполагают сперва наличие различий температуры, и в обоих случаях возникают определенные, торообразные рисунки потоков, а отдельные объемные элементы жидкости находятся лишь короткое время вблизи поверхности раздела фаз (поверхности испарения), так что в среднем для величины загрузки возникают значительно длинные пути диффузии, что снижает производительность. При охлаждении расплав постепенно остывает и граница раздела фаз твердое вещество/жидкость сдвигает перед собой определенные примеси в жидкую часть, так называемый остаточный расплав, и приводит за счет этого к образованию градиентов примесей в полностью отвердевшем блоке. Это является следствием действия эффективного коэффициента распределения
keff=Cтв/Cжидк.
При этом мешающим фактором является отвод тепла отвердевания по большим длинам пути. Кроме того, смешение границы раздела фаз также связано с различиями температур.
Обычно такие процессы проводят в вакуумных печах, которые имеют цилиндрический кожух печи из проницаемого для магнитных полей материала, такого как кварц или пластмасса (усиленная стекловолокном), и индукционную катушку, расположенную снаружи кожуха печи.
Не во всех случаях возможно выбрать температуру для фракционированной отгонки на основе изолированного анализа специфических для каждого материала кривых равновесного давления пара, поскольку такие испарения происходят при неравновесных условиях. Испарение при таких условиях представляет собой типичный реальный случай, с которым приходится иметь дело на практике. Процесс испарения как общий процесс рассматривается как перенос компонентов из объема в фазу пара, при некоторых обстоятельствах в вакуум, отдельными частичными ступенями, причем как весь процесс, так и отдельные частичные ступени можно характеризовать определенными кинетическими параметрами. Первая частичная ступень является переносом соответствующего компонента через пограничный слой диффузии, и этот перенос пропорционален градиенту концентрации в этом пограничном слое. Вторая частичная ступень является свободным испарением соответствующего компонента на поверхности, и это испарение пропорционально концентрации компонента на поверхности.
Однако при этом отдельные компоненты проявляют различные взаимодействия, которые смещают относительно друг друга величины, полученные из кривых равновесного давления пара. В сплавах это происходит, например, за счет образования интерметаллических фаз. Однако эти взаимодействия можно и необходимо определять только экспериментальным путем.
В этой связи следует сослаться на книгу авторов Kubaschewsky/Evans "Металлургическая термохимия", 1959, издательство VEB Verlag Technik Berlin, страницы 53-55, в которой авторы поясняют понятие "активности" находящихся в растворе веществ, соответственно, компонентов и указывают на силы сцепления, соответственно, притяжения между молекулами, которые необходимо преодолевать, а также на силы отталкивания, которые можно использовать.
Поэтому отдельные проблемы и их возможные решения и воздействия находятся диаметрально противоположно друг другу. Поэтому в основу изобретения положена задача создания способа и устройства, с помощью которых можно обеспечить короткие пути диффузии и большую равномерность распределения температур в радиальном и осевом направлениях.
Наиболее близким аналогом для способа и устройства является SU 177 069, 11.02.1966, в котором представлен способ испарения заданных компонентов из первоначальных многокомпонентных смесей или систем при давлении ниже атмосферного в вакуумной камере, в которой отдельные порции многокомпонентной смеси или системы, например, металлической, размещают в несколько ярусов в кольцевых испарительных емкостях (тиглях) для отвода паров соответствующих кипящих при более низкой температуре компонентов.
А также устройство для испарения заданных компонентов из первоначально многокомпонентных смесей или систем при давлении ниже атмосферного, включающее вакуумную камеру и кожух печи, в котором в несколько ярусов расположены кольцевые испарительные емкости для нагрева (кольцевые тигли), имеющие, по меньшей мере, одно отверстие для отвода паров, и трубу для отвода паров.
Недостатком способа и устройства является недостаточная надежность работы.
Техническим результатом данных изобретений является повышение надежности работы.
Этот технический результат достигается способом испарения заданных компонентов из первоначальных многокомпонентных смесей или систем при давлении ниже атмосферного в вакуумной камере, включающим размещение в ней отдельных порций многокомпонентной смеси или многокомпонентной системы в несколько ярусов в кольцевых тиглях для отвода паров соответствующего кипящего при более низкой температуре компонента или компонентов через, по меньшей мере, одно отверстие для отвода паров, при этом испарение ведут с использованием кольцевых тиглей из материала, который в электромагнитных переменных полях действует как нагревательный элемент, причем верхний тигель закрывают и оставляют отверстие для отвода паров, а под самым нижним кольцевым тиглем и над самым верхним кольцевым тиглем помещают, по меньшей мере, одно соответствующее нагревательное тело из материала, который в электромагнитных переменных полях действует как нагревательный элемент, кольцевые тигли и нагревательные тела размещают в, по меньшей мере, одну индукционную катушку и нагревают за счет индуктивной связи для дополнительного нагрева самого нижнего тигля и самого верхнего тигля, при этом кольцевые тигли нагревают в течение времени, необходимого для получения, по меньшей мере, одного из заданных компонентов многокомпонентной смеси или многокомпонентной системы с максимально возможной чистотой, при этом заданные компоненты оставляют в кольцевом тигле, а также тем, что заданные компоненты независимо от других компонентов улавливают в конденсаторе.
Технический результат достигается устройством для испарения заданных компонентов из первоначальных многокомпонентных смесей или систем при давлении ниже атмосферного, включающим вакуумную камеру и кожух печи, в котором в несколько ярусов расположены кольцевые тигли, имеющие, по меньшей мере, одно отверстие для отвода паров, и трубу для отвода паров, при этом кольцевые тигли состоят из материала, который в электромагнитных переменных полях действует как нагревательный элемент, самый верхний закрыт и имеет канал для отвода паров, а под нижним кольцевым тиглем и над верхним кольцевым тиглем установлено по одному соответствующему нагревательному телу из материала, который в электромагнитных переменных полях действует как нагревательный элемент, при этом кожух печи, кольцевые тигли и нагревательные тела окружены, по меньшей мере, одной индукционной катушкой, а нижний кольцевой тигель и верхний кольцевой тигель находятся в тепловом контакте с нагревательными телами, а также тем, что нагревательные тела выполнены в виде полых тел, и их внутренние поверхности находятся в оптическом контакте с крышкой верхнего кольцевого тигля и с нижней стороной нижнего кольцевого тигля, при этом высота (НZU) нижнего нагревательного тела, высота (HTS) штабеля из тиглей и высота (НZO) верхнего нагревательного тела относятся друг к другу как 1:(0,8-2,0):1, а также тем, что высота (HTS) штабеля из тиглей и его диаметр относятся друг к другу как 1:(0,2-1,5), а также тем, что нагревательные тела выполнены в виде полых цилиндров; при этом верхнее нагревательное тело сверху закрыто теплоизолирующим устройством, а также тем, что нижнее нагревательное тело опирается на кольцевую шайбу из материала, который в электромагнитных переменных полях действует как нагревательный элемент, которая в свою очередь расположена на теплоизолирующем устройстве, выполненном в виде полого цилиндра, а также тем, что индукционная катушка состоит из спиралеобразной металлической ленты и ее поперечное сечение в середине осевой длины индукционной катушки больше, чем на концах индукционной катушки, а также тем, что поперечное сечение индукционной катушки является прямоугольником, промежуточные пространства витков на всей длине металлической ленты, по меньшей мере, в основном имеют одинаковую величину, а самая длинная ось прямоугольника проходит параллельно оси и в середине катушки имеет максимальную величину (hi), и на концах катушки - минимальную величину (ha), а также тем, что индукционная катушка состоит из полого профиля, а также тем, что отношение максимальной величины (hi) к минимальной величине (ha) составляет между 1,1 и 4,0, а также тем, что труба для отвода паров проходит от нижней стороны самого нижнего кольцевого тигля через кольцевую шайбу и теплоизолирующее устройство вплоть до конденсатора, и тем, что кожух печи состоит из кварцевой трубы, которая на своей внутренней поверхности покрыта теплоизоляцией из мягкого войлока.
Ниже приводится описание примера выполнения изобретения со ссылками на фиг.1 и 2, на которых изображено:
фиг. 1 - вертикальный осевой разрез существенной для изобретения части устройства, а именно кварцевой трубчатой печи с ярусным расположением нескольких кольцевых тиглей,
фиг.2 - вертикальный осевой разрез одного кольцевого тигля.
На фиг. 1 показана кварцевая трубчатая печь 1, содержащая вакуумную камеру 2 с вертикальной осью А-А печи. Между загрузочной крышкой 3 и верхним кольцевым фланцем 4 и неизображенным нижним кольцевым фланцем герметично натянут с помощью стяжных болтов 7 кожух 6 печи из кварцевой трубы с наружным диаметром 700 мм. Кожух 6 печи снаружи коаксиально окружен спиральной индукционной катушкой 8, которая состоит из медной ленты с прямоугольным поперечным сечением, самая длинная ось которого проходит параллельно оси А-А печи.
Промежуточные пространства 9 между отдельными витками 10 по всей длине имеют, по меньшей мере, в осевом направлении одинаковую высоту. Однако размеры по высоте прямоугольников являются различными, а именно в середине катушки (внутри) они имеют максимальную величину "hi", а на концах катушки (снаружи) -минимальную величину "ha". Отношение hi к ha составляет, например, 1,6. За счет этого обеспечивается компенсация поля и энергии в зоне обычно находящихся в более неблагоприятных условиях концов катушки. При работе индукционную катушку 8 подключают к генератору с частотой, например, около 4000 Гц. На металлическую ленту снаружи напаян охлаждающий шланг 11.
Такие размеры катушки имеют существенное значение в рамках особенно предпочтительного варианта выполнения изобретения. Это объясняется следующим: обычные индукционные катушки, имеющие или не имеющие изменений на концах катушки - так называемую компенсацию шага, имеют максимум плотности мощности в зоне середины катушки, так как около 30% электромагнитного поля уходит из внутреннего пространства катушки через промежуточные пространства между концевыми витками. Таким образом, если не принять особых мер, то максимум плотности мощности и тем самым осевого распределения температуры находится в середине катушки, так что температура в зоне концевых витков может значительно отличаться от температуры в середине.
Это приводит также к неравномерному распределению температур в нагреваемых твердых телах, например, в нагревательных элементах и в носителях загрузки, причем следует помнить, что понятие "нагревательный элемент" относится к любому телу, соответственно, к каждому материалу, который связан с электромагнитным полем, в частности к графиту, даже если связь осуществляется за счет так называемого поверхностного эффекта.
Таким образом, возникающие на концах катушки градиенты температуры противодействуют образованию равномерного точного температурного поля в осевом и радиальном направлениях, что, однако, является необходимым при чувствительных процессах нагревания указанного в начале типа, при которых загрузку разделяют на несколько отдельных порций в установленных осевыми штабелями носителях загрузки, если в этих носителях загрузки должны происходить физико-химические процессы, результатом которых является воспроизводимое и не зависящее от эффектов нагрузки качество конечного продукта. Достижению этой цели, которая в конечном эффекте заключается в отклонениях менее ±5К в зоне всех носителей загрузки (кольцевых тиглей), в значительной степени способствуют указанные выше геометрические размеры катушки.
Внутренняя поверхность кожуха 6 печи покрыта теплоизоляцией 12, которая состоит из нескольких слоев мягкого войлока, например из графитного волокна, и, по меньшей мере, в не заслуживающей упоминания степени связана с индукционной катушкой 8.
Как показано на фиг.1, в вакуумной камере 2 концентрично оси А-А печи снизу вверх расположены следующие части: опорная труба 13, окруженная теплоизолирующим устройством 14 в виде полого цилиндра из намотанного графитного войлока. На нее опирается кольцевая шайба 15 из графита, а на нее в свою очередь - нагревательное тело 16 в виде полого цилиндра также из графита. На него опирается штабель из пяти кольцевых тиглей 17, которые еще будут подробно описаны со ссылками на фиг.2 и которые имеют наружный диаметр около 500 мм.
В отдельных кольцевых тиглях 17 штабеля из тиглей расположены пять отдельных порций Р1, Р2, Р3, Р4 и Р5 первоначальной многокомпонентной смеси или многокомпонентной системы. Однако количество кольцевых тиглей 17 может изменяться и составляет предпочтительно между 2 и 10, причем количество кольцевых тиглей сверху не ограничено.
От самого нижнего кольцевого тигля 17 ведет труба 18 отвода паров, выполненная также из графита, к не изображенному здесь конденсатору, который, однако, может соответствовать конденсатору из указанного в начале DE 31 44 284 С2.
Самый верхний кольцевой тигель 17 закрыт конгруэнтной крышкой 20 тигля, также выполненной из графита. На нее опирается в свою очередь нагревательное тело 21 в виде полого цилиндра, также выполненное из графита, на которое опирается теплоизолирующее устройство 22 из намотанного графитного войлока, на котором лежит шайба 23 из твердого графитного войлока.
Отношение высот нагревательных тел 16 (ZU) и 21 (ZO) и штабеля из тиглей (TS) составляет примерно HZU:HTS:НZO=1:1,2:1, причем наружный диаметр штабеля из тиглей примерно соответствует его высоте HTS. Таким образом, в показанном продольном разрезе имеются примерно квадратные соотношения. В рабочем состоянии цилиндрические внутренние поверхности нагревательных тел 16 и 21 действуют как так называемые излучатели Ламберта на нижнюю сторону самого нижнего кольцевого тигля 17 и на крышку 20 тигля, поскольку они находятся в оптическом контакте с указанными внутренними поверхностями или наоборот. При этом не имеет значения, что излучение энергии всеми поверхностями только приблизительно соответствует закону косинусов Ламберта, поскольку в установившемся состоянии устанавливается температурное равновесие, которое поддерживается действием теплоизолирующих устройств 14 и 22.
От крышки 20 тигля можно при определенных обстоятельствах отказаться, если вместо изображенного нагревательного тела 21 использовать закрытое нагревательное тело, что, однако, не изображено. Нагревательные тела 16 и/или 21 могут иметь также различные геометрические формы и могут быть снабжены прорезями или канавками, а также включениями с повышенной электрической проводимостью, например нагревательными проводами, если необходимо обеспечить еще большую равномерность распределения температуры.
Для загрузки освобождают зажимное устройство 24 загрузочной крышки 3 и откидывают ее на сторону. Теперь штабель из кольцевых тиглей 17 можно извлекать вверх. Состоящие из твердого графита части 15-21 образуют нагревательный элемент, который связан с электромагнитным полем индукционной катушки 8 и за счет этого поставляет энергию нагрева для процесса плавления и очистки.
На фиг.2 показан вертикальный осевой разрез отдельного кольцевого тигля 17, который состоит из кольцевой шайбы 17а, которая с помощью соответствующих углов откоса переходит во внутреннюю коробку 17b и наружную коробку 17с. Таким образом, застывший окончательный продукт можно легко опрокидывать из кольцевого тигля. Внутренняя коробка 17b имеет меньшую высоту, чем наружная коробка 17с. Разница высот ΔН служит для радиального выхода паров между отдельными кольцевыми тиглями 17 и для прохождения вниз через канал 17d для выхода паров и затем в трубу 18 для отвода паров. Кольцевые тигли 17 в высокой степени уплотнены и отполированы, так что не могут образовываться мешающие поры для отложения примесей. Наклонное отверстие 17е служит для ввинчивания с возможностью регулирования по высоте неизображенного термоэлемента.
При очистке металлического расплава при температуре около 1000oС неожиданным образом в зоне пяти кольцевых тиглей 17 были с помощью термоэлементов измерены отклонения температуры менее ±4К, в некоторых случаях даже только ±2,5К. На поверхности соприкосновения между кожухом 6 печи и теплоизоляцией 12 были измерены температуры около 300oС. Эта температура лежит достаточно низко для того, чтобы защищать состоящий из кварца кожух печи от влияния определенных элементов. При температуре ниже 300oС кварц является достаточно устойчивым также против агрессивных при других условиях элементов, таких как алюминий, кальций, мишметалл с высоким содержанием церия, магний и сера.
Режим работы предмета изобретения выбирают так, что в течение определенных промежутков времени выдерживают параметры программы в соответствии с известными или экспериментально определяемыми для каждого компонента кривыми давления пара для увеличения температуры и для так называемых ступеней выдержки для испарения и конденсации определенных компонентов. В этой связи следует учитывать приведенные выше выкладки по теме "неравновесные условия" и "активность". При этом можно получать продукт высшей степени чистоты в конце обработки в кольцевых тиглях, а также на промежуточной стадии в конденсаторе, если для этого используется соответственно очищенный конденсатор.
При этом однажды найденные параметры программы можно запоминать в устройстве обработки данных с автоматическим управлением, например управлением типа SPS или PLC, и как угодно часто использовать для обеспечивающего воспроизводимость повторения или, при необходимости, изменять или подгонять.
При этом кольцевые тигли 17 не обязательно должны быть выполнены ротационно симметричными, внутренняя коробка 17b и тем самым канал 17d отвода паров могут быть расположены в дне тигля эксцентрично. Внутри штабеля из тиглей каналы 17d для отвода пара не обязательно должны располагаться на одной прямой, из яруса в ярус они могут быть смещены по периметру относительно друг друга, что, однако, не показано на чертежах.
Перечень позиций
1 Трубчатая кварцевая печь
2 Вакуумная камера
3 Загрузочная крышка
4 Кольцевой фланец
6 Кожух печи
7 Стяжной болт
8 Индукционная катушка
9 Промежуточные пространства
10 Витки
11 Охлаждающий шланг
12 Термоизоляция
13 Опорная труба
14 Теплоизолирующее устройство
15 Кольцевая шайба
16 Нагревательное тело
17 Кольцевой тигель
17а Кольцевая шайба
17b Внутренняя коробка
17с Наружная коробка
17d Канал для отвода паров
17е Отверстие для термоэлемента
18 Труба для отвода паров
20 Крышка тигля
21 Нагревательное тело
22 Теплоизолирующее устройство
23 Шайба
24 Зажимное устроиство
А-А Ось печи
ha Величина высоты на конце катушки
hi Величина высоты в середине катушки
ΔН Разница высот
HZU Высота нижнего нагревательного тела
HTS Высота штабеля из тиглей
HZO Высота верхнего нагревательного телат
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАВИЛЬНОЕ УСТРОЙСТВО ДЛЯ КОНСОЛИДАЦИИ ЗАГРЯЗНЕННОГО ЛОМА | 2014 |
|
RU2650653C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ ПЛАВКИ И РАФИНИРОВАНИЯ НЕПРЕРЫВНЫМ МЕТОДОМ | 2014 |
|
RU2639083C2 |
| УСТРОЙСТВО И СПОСОБ ЛЕВИТАЦИОННОЙ ПЛАВКИ С НАКЛОННО РАСПОЛОЖЕННЫМИ ИНДУКЦИОННЫМИ УСТРОЙСТВАМИ | 2019 |
|
RU2737067C1 |
| СПОСОБ ЛЕВИТАЦИОННОЙ ПЛАВКИ С ИСПОЛЬЗОВАНИЕМ КОЛЬЦЕОБРАЗНОГО ЭЛЕМЕНТА | 2019 |
|
RU2735329C1 |
| СПОСОБ ЛЕВИТАЦИОННОЙ ПЛАВКИ С ПОДВИЖНЫМИ ИНДУКЦИОННЫМИ УСТРОЙСТВАМИ | 2019 |
|
RU2735331C1 |
| Индукционная индукторная тигельная печь с кольцевым наборным магнитопроводом | 2016 |
|
RU2666395C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2018 |
|
RU2738851C2 |
| УСТАНОВКА ДЛЯ ПЕРЕПЛАВКИ И СПОСОБ ЦЕНТРОВКИ ЭЛЕКТРОДА ИЗ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ В УСТАНОВКЕ ДЛЯ ПЕРЕПЛАВКИ | 2019 |
|
RU2774241C2 |
| СПОСОБ ЛЕВИТАЦИОННОЙ ПЛАВКИ | 2019 |
|
RU2736273C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗМЕНЕНИЯ ПОЛОЖЕНИЯ ТОЧКИ ПАДЕНИЯ ЭНЕРГЕТИЧЕСКОГО ПУЧКА НА ОГРАНИЧЕННОЙ ПОВЕРХНОСТИ | 2016 |
|
RU2683250C1 |

Способ и устройство предназначены для испарения из первоначальных многокомпонентных смесей или многокомпонентных систем при давлении ниже атмосферного в вакуумной камере, где размещают отдельные порции многокомпонентной смеси или многокомпонентной системы в несколько ярусов в кольцевых тиглях. При этом кипящий при более низкой температуре компонент (компоненты) отводят через соответствующее отверстие для отвода паров, причем самый верхний кольцевой тигель закрыт, за исключением отверстия для отвода паров. Для получения продуктов с высокой чистотой за счет коротких путей диффузии и большой равномерности распределения температур a) применяют кольцевые тигли из материала, который в электромагнитных переменных полях действует как нагревательный элемент, b) помещают под штабелем из тиглей и над ним нагревательные тела из материала, который в электромагнитных переменных полях также действует как нагревательный элемент, c) кольцевые тигли и нагревательные тела нагревают с помощью индуктивной связи, а именно d) в течение времени, необходимого для получения, по меньшей мере, одного из заданных компонентов многокомпонентной смеси или многокомпонентной системы с максимально возможной чистотой. Способ и устройство позволяют повысить надежность работы. 2 с. и 14 з.п. ф-лы, 2 ил.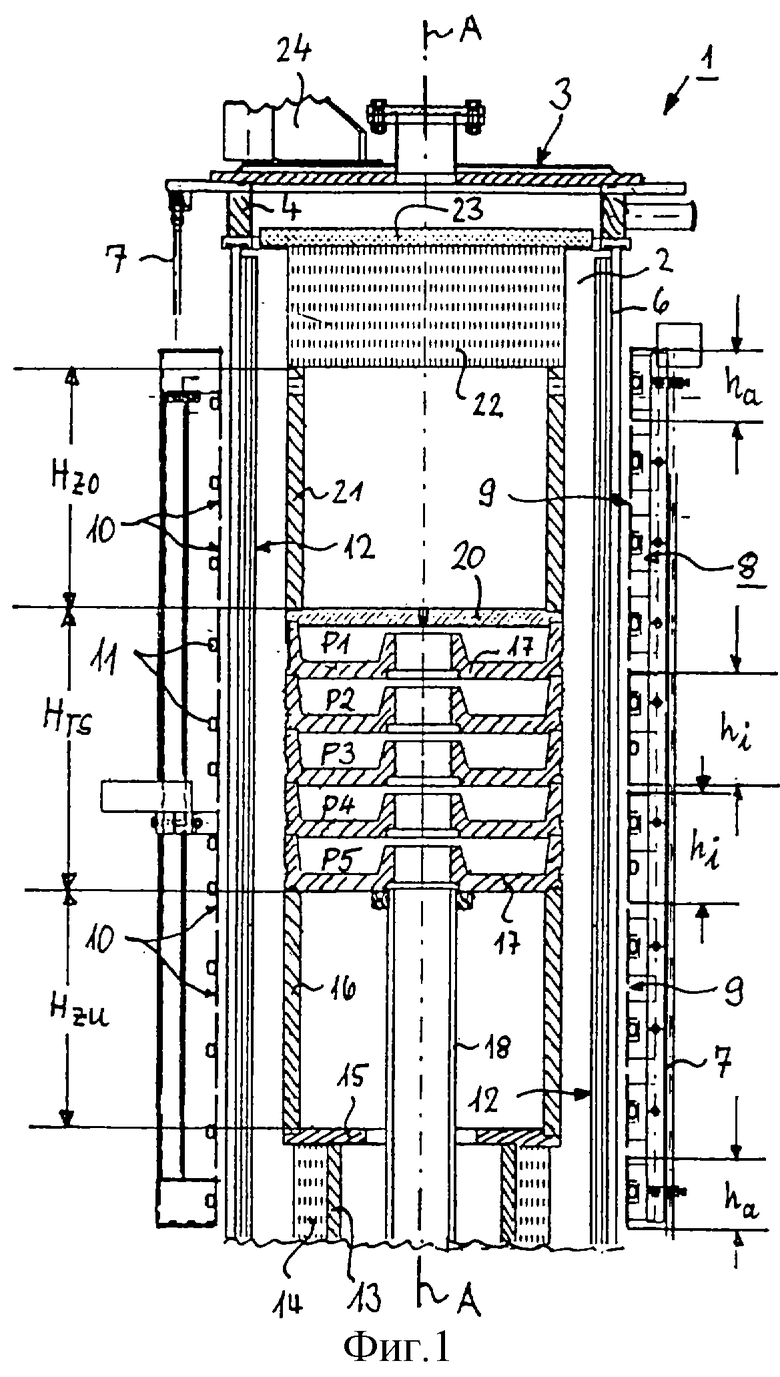
| АППАРАТ ДЛЯ НЕПРЕРЫВНОГО РАФИНИРОВАНИЯ МЕТАЛЛОВ | 0 |
|
SU177069A1 |
| Вакуумный аппарат для очистки металлов | 1977 |
|
SU681109A1 |
| УСТРОЙСТВО для очистки и РАЗЛИВКИ МЕТАЛЛОВВ ВАКУУМЕ | 0 |
|
SU206085A1 |
| Вакуумный аппарат для очистки металлов дистилляцией | 1971 |
|
SU545687A1 |
| DE 3144284 С2, 19.05.1982 | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| DE 1533114 В2, 27.02.1975. | |||

