Область техники, к которой относится изобретение
Изобретение относится к способу литья для изготовления отливок. Способом литья является способ левитационной плавки, при котором расплав не вступает в контакт с материалом тигля, что позволяет предотвратить загрязнения материалом тигля или за счет реакции расплава с материалом тигля.
Предотвращение загрязнений имеет значение именно в случае металлов и сплавов с высокими температурами плавления. Такими металлами являются, например, титан, цирконий, ванадий, тантал, вольфрам, гафний, ниобий, рений и молибден. Однако это имеет значение также в случае других металлов и сплавов, таких как никель, железо и алюминий.
Уровень техники
Способы левитационной плавки известны из уровня техники. В DE 422004 А раскрыт способ плавки, при котором проводящий расплавляемый материал нагревают индукционными токами и одновременно за счет электродинамического действия получают находящимся свободно во взвешенном состоянии. В этом документе описан также способ литья, при котором расплавленный материал посредством магнита вдавливается в форму (электродинамическое литье под давлением). Способ может проводиться в вакууме. Однако в этом документе ничего не сказано о том, что расплавленной шихты достаточно для заполнения литейной формы.
В US 2686864 А также описан способ, при котором проводящий расплавляемый материал, например, в вакууме под действием одной или нескольких катушек без использования тигля приводится во взвешенное состояние. В одном варианте используются две коаксиальные катушки, чтобы стабилизировать материал во взвешенном состоянии. После плавки материал падает в форму или разливается. С помощью описанного способа удалось удерживать во взвешенном состоянии порцию алюминия массой 60 г. Извлечение расплавленного металла происходит за счет уменьшения напряженности поля, так что расплав вытекает вниз через конически сужающуюся катушку. Если напряженность поля уменьшается очень быстро, то металл в расплавленном состоянии падает из устройства. Уже было обнаружено, что слабое место таких катушечных устройств лежит в середине катушек, из-за чего количество материала, которое можно таким образом расплавить, ограничено.
Также в US 45788522 А раскрыты устройство и способ левитационной плавки. Для нагрева и удержания расплава используется одна и та же катушка, причем частота приложенного переменного тока для регулирования нагревательной мощности изменяется, а сила тока поддерживается постоянной.
Особые преимущества левитационной плавки заключаются в том, что предотвращается загрязнение расплава материалом тигля или другими материалами, которые в других способах находятся в контакте с расплавом. Взвешенный расплав находится в контакте только с окружающей его атмосферой, у которой речь может идти, например, о вакууме или защитном газе. За счет того, что можно не опасаться химической реакции с материалом тигля, расплав может быть нагрет до очень высоких температур. Кроме того, в частности, по сравнению с расплавом в холодном тигле уменьшается брак вследствие загрязненного материала. Тем не менее, левитационная плавка на практике не имела успеха. Причина этого в том, что при левитационной плавке во взвешенном состоянии можно удерживать лишь относительно малое количество расплавленного материала (см. DE 69617103 Т2, стр. 2, абз. 1).
Поэтому частично пришлось прибегнуть к полулевитационному способу, при котором расплавленный материал не удерживается во взвешенном состоянии, а приводится в вертикальное положение по аналогичному принципу, когда материал не витает, а лежит на платформе. Такой способ описан в DE 69617103 Т2 и DE 69031479 Т2. Однако разлив расплавленного таким образом материала в литейную форму оказывается сложным делом. Кроме того, здесь возникает значительная доля непригодного материала, загрязненного в результате контакта с платформой. В DE 69031479 Т2 используется платформа, имеющая круглое отверстие, закрытое собственным материалом. После полного расплавления расплав вытекает через отверстие из зоны плавки.
Недостатки известных из уровня техники способов можно резюмировать следующим образом. Способы полностью левитационной плавки могут осуществляться только с малыми количествами материала, так что промышленного применения они пока не нашли. Способы полулевитационной плавки имеют тот недостаток, что приходится выбрасывать ту долю применяемого материала, которая вступила в контакт с платформой. Кроме того, разлив в литейные формы оказывается сложным делом. В результате способ полностью левитационной плавки для изготовления отливок до сих пор рентабельно не может быть осуществлен.
Раскрытие изобретения
Задачей изобретения является создание способа, который обеспечил бы рентабельное применение левитационной плавки с предотвращением типичной для способа полулевитационной плавки и холоднотигельного способа потери материала и с достижением всех преимуществ технологии левитационной плавки. Способ должен обеспечивать высокую производительность и плавку достаточного количества материала без использования поддерживающей платформы, чтобы можно было рентабельно изготавливать отливки очень высокого качества.
Задача решается посредством предложенного способа. Согласно изобретению, способ изготовления отливок из проводящего материала включает в себя следующие этапы:
- загрузка порции проводящего материала в зону воздействия, по меньшей мере, одного электромагнитного переменного поля (зона плавки), так что порция удерживается во взвешенном состоянии,
- плавку порции,
- позиционирование литейной формы в зоне наполнения под находящейся во взвешенном состоянии порцией,
- разлив всей порции в литейную форму,
- извлечение застывшей отливки из литейной формы,
причем объема расплавленной порции достаточно, чтобы заполнить литейную форму в достаточной для изготовления отливки степени («заполняемый объем»). После заполнения литейной формы ей дают остыть или охлаждают охлаждающим средством, в результате чего материал в форме застывает. Затем отливку можно извлечь из формы. Разливка может заключаться в падении порции, в частности за счет отключения электромагнитного переменного поля или разливка может замедляться за счет электромагнитного переменного поля, например за счет использования катушки.
В одном варианте способ включает в себя этап удаления заполненной литейной формы из зоны заполнения после разливки, однако до извлечения застывшей отливки. Этот вариант особенно предпочтителен при использовании разовых форм, поскольку зона заполнения освобождается для следующей разовой формы. В другом варианте, в частности при использовании постоянной формы, извлечение отливки может происходить в зоне заполнения.
Извлечение застывшей отливки может происходить по-разному. В одном варианте при извлечении отливки литейная форма разрушается. В этом случае говорят о разовой форме. В другом варианте литейная форма может быть выполнена в виде постоянной формы, в частности в виде постоянного кокиля. Постоянные кокили изготовлены преимущественно из металлического материала. Они подходят для более простых деталей.
Постоянная форма содержит преимущественно два или более элементов, которые могут быть отделены друг от друга для извлечения отливки. При извлечении из постоянной формы могут использоваться одна или несколько выталкивателей.
Под «проводящим материалом», согласно изобретению, следует понимать материал, обладающий подходящей проводимостью для его индуктивного нагрева и удержания во взвешенном состоянии.
Под «взвешенным состоянием», согласно изобретению, следует понимать состояние полного витания, так что обработанная порция не имеет никакого контакта с тиглем или платформой и т.п.
Под «заполняемым объемом» литейной формы следует понимать объем, заполняющий ее в степени, достаточной для изготовления одного или нескольких полных, формуемых с помощью литейной формы отливок. Это необязательно должно соответствовать полному заполнению литейной формы, однако это не должно соответствовать и минимально необходимому для изготовления отливки объему. Решающим фактором является то, что не требуется заполнять литейную форму сверх заполняемого объема. В частности, литейная форма может иметь в рамках изобретения каналы или заливочные участки, заполнять которые необязательно для изготовления полных отливок, а служат они лишь для заполнения расплава в литейную форму или его распределения в ней. Согласно изобретению, литейная форма не заполняется сверх объема расправленной порции.
Используемые, согласно изобретению, литейные формы имеют полости, соответствующие форме изготавливаемых отливок. Однако в рамках изобретения могут использовать такие литейные формы, которые имеют более одной такой полости и, тем самым, подходят для одновременного изготовления нескольких отливок. В одном варианте используемые, согласно изобретению, литейные формы имеют ровно одну полость для изготовления ровно одной отливки. В одном варианте литейная форма имеет заливочный участок, диаметр которого больше заполняемой полости литейной формы. Такой заливочный участок может быть выполнен, в частности, воронкообразным. Он служит для облегчения поступления расплавленной порции в литейную форму.
Литейная форма изготовлена преимущественно из керамического, в частности оксидокерамического, материала, в частности Al2O3, ZrO2, Y2O3 или их смесей. Этот материал формы зарекомендовал себя на практике и особенно предпочтителен для разовых форм. Согласно изобретению, используемые постоянные формы также могут быть изготовлены из металлического материала, т.е. металла или металлического сплава.
Согласно изобретению, после удаления заполненной литейной формы из зоны заполнения или полностью или частично с удалением заполненной порцией литейной формы из зоны заполнения в зону заполнения подается другая пустая литейная форма. В качестве альтернативы еще в зоне заполнения отливку можно извлечь из литейной формы без необходимости ее удаления из зоны заполнения. Далее после заливки порции в зону воздействия электромагнитного переменного поля можно поместить другую порцию проводящего материала. Другую порцию можно также расплавить и залить в другую литейную форму. Этот процесс можно повторять произвольно часто, поскольку не требуется никакого тигля, который был бы подвержен износу. Предложенный способ осуществляться тактами таким образом, что каждой порции проводящего материала соответствует ровно одна литейная форма. Она достаточно заполнена порцией и может быть удалена из зоны заполнения, чтобы освободить место для следующей литейной формы для приема следующей порции. Таким образом, создан особенно эффективный способ левитационной плавки, который даже при своей относительно ограниченной производительности обеспечивает высокую пропускную способность.
В одном варианте литейная форма перед заполнением подогревается. Подогретая литейная форма имеет то преимущество, что расплавленная порция при контакте с литейной формой застывает не сразу. Именно в случае мелких заполняемых полостей, встречающихся, например, у лопастных колес турбонагнетателей, целесообразно подогреть литейную форму до температуры, которая позволяет расплавленной порции распределиться в мелких полостях литейной формы, прежде чем материал застынет. Оказалось предпочтительным подогревать литейные формы до температур в диапазоне 400-1100ºС, в частности 500-800ºС, прежде чем литейная форма будет заполнена расплавленной порцией. Слишком низкая температура при определенных условиях не может воспрепятствовать застыванию. Слишком высокая температура повышает опасность нежелательных реакций материала с литейной формой. Также в некоторых вариантах литейная форма не подогревается. Такие варианты осуществимы, в частности, тогда, когда расплавленная порция может быть перегрета до достаточно высокой температуры и, несмотря на подогретую литейную форму, застывает не сразу. В каждом отдельном случае специалисту придется взвесить, подогревать ли литейную форму и до какой температуры, причем играют роль размер литейной формы и ее полости, температура плавления материала, его точка плавления и зависимость вязкости от температура, материал литейной формы и реактивность материала.
Чтобы ускорить распределение расплава в литейной форме, она может вращаться во время заполнения вокруг вертикальной оси, в частности вертикальной оси симметрии. За счет этого расплав в литейной форме словно центрифугируется в полости. Именно у материала, расплав которого при понижении температуры быстро набирает вязкость, важно быстро доставить этот материал в полости литейной формы, чтобы не произошло застывания, прежде чем форма будет достаточно заполнена. Следует учесть, что расплавленная порция начинает остывать еще при разливке. Материалами, обладающими выраженной зависимостью вязкости от температуры, являются титан и титановые сплавы, в частности TiAl, так что особенно в случае титана и титановых сплавов в качестве проводящего материала литейная форма должна вращаться. Помимо более быстрого распределения расплавленной порции в литейной форме за счет вращения предотвращаются также турбулентности, которые крайне негативно сказываются на качестве отливок.
Оказалось предпочтительным вращение литейной формы с частотой 10-1000, в частности 100-500 или 150-350, оборотов в минуту. Выбираемая частота вращения зависит от характера вязкости расплавленной партии и внутренней формы литейной формы. Чем быстрее возрастает вязкость материала при остывании, тем быстрее она должна центрифугироваться в полости литейной формы.
Согласно изобретению, предпочтительно как плавка проводящего материала, так и заполнение литейной формы проводятся в вакууме или в защитном газе. Предпочтительными защитными газами в зависимости от расплавляемого материала являются азот, один из инертных газов или их смеси. Особенно предпочтительно используется аргон или гелий. Использование защитного газа или вакуума служит для предотвращения нежелательных реакций материала с компонентами атмосферы, в частности кислородом. Предпочтительно плавка и/или заполнение литейной формы проводится в вакууме, в частности при давлении самое большее 1000 Па.
В одном предпочтительном варианте литейная форма в момент заполнения приводится в поступательное движение параллельно направлению разливки порции, в частности в направлении разливки. Другими словами, литейная форма движется вверх или вниз, что инициировано процессом разливки. За счет этого можно управлять скоростью заполнения литейной формы, т.е. повышают или уменьшают ее. Эта мера, заключающаяся в поступательном движении, может быть принята в качестве альтернативы или дополнительно к описанному выше вращению. Обе меры способствуют оптимальному заполнению в смысле максимально полного и быстрого, однако в то же время заполнению литейной формы с малой турбулентностью, благодаря чему повышается качество полученных отливок. Поступательное движение в направлении разливки происходит со скоростью, которая меньше скорости падения расплавленной порции. Ускорение литейной формы в направлении разливки должно быть меньше ускорения падения порции. За счет использования только поступательного движения или дополнительно к вращению предотвращается далее выплескивание или перелив расплавленной порции, чего, в противном случае, следовало бы опасаться из-за быстрого и полного заполнения литейной формы за одну разливку.
Оказалось достаточным поступательное движение на расстояние самое большее 4 м, в частности самое большее 3 м, самое большее 2 м и особенно предпочтительно самое большее 1 м от исходного положения литейной формы в момент разливки. Этого расстояния достаточно, чтобы достичь преимуществ поступательного движения для качества изготовленных отливок, не слишком увеличивая необходимое устройство. Поступательное движение преимущественно прекращается, если вся порция вошла в литейную форму.
Вращательное и/или поступательное движение инициируется, в частности, разливкой порции. Для этой цели могут быть предусмотрены датчики, которые детектируют разливку и посылают сигнал на приводной блок, вызывающий вращательное и/или поступательное движение литейной формы. Подходящие датчики могут регистрировать, например, изменение или отключение электромагнитного переменного поля или присутствие расплавленной порции в зоне перехода между зоной плавки и литейной формой (например, посредством светового затвора). Возможны также многие другие датчики, чтобы инициировать соответствующий сигнал.
Применяемый, согласно изобретению, проводящий материал содержит в предпочтительном варианте, по меньшей мере, один тугоплавкий металл из следующей группы: титан, цирконий, ванадий, тантал, вольфрам, гафний, ниобий, рений, молибден. В качестве альтернативы может применяться также менее тугоплавкий металл, такой как никель, железо или алюминий. В качестве проводящего материала может применяться также смесь или сплав с одним или несколькими названными металлами. Преимущественно доля проводящего материала в металле составляет, по меньшей мере, 50 мас.%, в частности, по меньшей мере, 60 мас.%, или, по меньшей мере, 70 мас.%. Оказалось, что эти металлы выигрывают особенно от преимуществ изобретения. В одном особенно предпочтительном варианте проводящим материалом является титан или титановый сплав, в частности TiAl или TiAlV. Эта металлы или сплавы могут особенно предпочтительно перерабатываться, поскольку они обладают выраженной зависимостью вязкости от температуры и, кроме того, особенно реактивны, в частности в отношении материалов литейной формы. Поскольку способ объединяет в себе бесконтактную плавку во взвешенном состоянии и крайне быстрое заполнение литейной формы, именно для таких металлов может быть реализовано одно особое преимущество. Предложенным способом изготавливаются отливки, имеющие особенно тонкий оксидный слой или даже не имеющие такового от реакции расплава с материалом литейной формы.
В одном предпочтительном варианте проводящий материал при плавке перегревается до температуры, лежащей, по меньшей мере, на 10ºС, по меньшей мере, на 20ºС или, по меньшей мере, на 30ºС выше точки плавления материала. За счет перегрева предотвращается мгновенное застывание материала при контакте с литейной формой, температура которой лежит ниже температуры плавления. Достигается то, что порция в литейной форме может распределиться, прежде чем вязкость материала слишком возрастет. Одно преимущество левитационной плавки в том, что не приходится использовать никакого тигля, находящегося в контакте с расплавом. Так, предотвращается высокая потеря материала при холоднотигельном способе, как и загрязнение расплава составными частями тигля. Другое преимущество в том, что расплав можно нагреть относительно сильно, поскольку возможна эксплуатация в вакууме или в защитном газе, и не происходит никакого контакта с реакционно-способными материалами. Тем не менее, большинство материалов нельзя произвольно перегревать, поскольку, в противном случае, следует опасаться бурной реакции с литейной формой. Поэтому перегрев ограничен преимущественно самое большее на 300ºС, в частности самое большее на 200ºС и особенно предпочтительно самое большее на 100ºС выше точки плавления проводящего материала.
Плавка проводится предпочтительно в течение 0,5-20 мин, в частности 1-10 мин. Эта продолжительность хорошо реализуется в способе левитационной плавки, поскольку возможен очень эффективный ввод тепла в порцию, а за счет индуцированных вихревых токов происходит очень хорошее распределение температуры за кратчайшее время. После завершения плавки происходит разливка расплавленной порции в литейную форму. Разливка может заключаться в падении расплавленной порции или происходить контролируемым образом за счет электромагнитного воздействия, например, с помощью (другой), подходящей для этой цели катушки. Заполненная литейная форма отводится и преимущественно заменяется новой пустой литейной формой, так что литейные формы можно заполнять с интервалом в несколько минут. Порция проводящего материала может иметь, согласно изобретению, массу предпочтительно от 50 г до 2 кг, в частности от 100 г до 1 кг. В одном варианте масса составляет, по меньшей мере, 200 г. Этих масс достаточно для изготовления лопаток турбин, колес турбонагнетателей или протезов. Однако возможны также любые другие формы, тем более что этот способ позволяет изготавливать также комплексные формы с мелкими и разветвленными полостями. Комбинация высокой температуры плавления и за счет этого низкой вязкости, вакуума или защитного газа для предотвращения реакций, вращения для быстрого распределения расплава в литейной форме, поступательного движения для установления оптимальной скорости заполнения и тактового заполнения литейных форм только за один этап заполнения приводят к крайне многостороннему способу, который может быть оптимизирован в зависимости от расплавляемого материала и используемой литейной формы.
Преимущественно, чтобы вызвать взвешенное состояние порции, используются, по меньшей мере, два электромагнитных поля с разной частотой переменного тока. В классическом способе левитационной плавки он осуществляется с одной или несколькими коническими катушками для вырабатывания требуемых электромагнитных полей. Согласно изобретению, может применяться также такой классический способ левитационной плавки с коническими катушками. Тогда, однако, сильно ограничен размер порций, поскольку в зоне оси симметрии только поверхностное натяжение расплавленной порции препятствует разливке. Этого недостатка можно избежать за счет использования, по меньшей мере, двух электромагнитных полей разной частоты (см. Spitans et al., Magnetohydrodynamics Vol. 51 (2015), № 1, стр. 121-132). Магнитные поля в отсутствие заряда должны проходить преимущественно горизонтально и, в частности, под прямым углом друг к другу. Таким образом, можно способом полной левитационной плавки перерабатывать относительно большие массы проводящего материала. Использование разных частот препятствует вращению пробы, предпочтительной является разность частот соответственно, по меньшей мере, 1 кГц.
В одном предпочтительном варианте для концентрации магнитного поля и стабилизации порции, по меньшей мере, один ферромагнитный элемент располагается горизонтально вокруг зоны, в которой расплавляется порция. Ферромагнитный элемент может быть расположен кольцеобразно вокруг зоны плавки, причем под «кольцеобразно» следует понимать не только круглые элементы, но и многоугольные, в частности четырех- или более угольные кольцевые элементы. Элемент может иметь несколько стержневых участков, которые указывают, в частности, горизонтально в направлении зоны плавки. Ферромагнитный элемент состоит из ферромагнитного материала, преимущественно с амплитудной магнитной проницаемостью μа > 10, более предпочтительно μа > 50 и особенно предпочтительно μа > 100. Амплитудная магнитная проницаемость относится, в частности, к проницаемости в диапазоне температур 25-100°С и при плотности магнитного потока 0-400 м Тл. Амплитудная магнитная проницаемость составляет, в частности, по меньшей мере, одну сотую, в частности, по меньшей мере, 10 сотых или 25 сотых амплитудной магнитной проницаемости магнитомягкого феррита (например, 3С92). Подходящие материалы известны специалисту.
В одном предпочтительном варианте электромагнитные поля вырабатываются, по меньшей мере, двумя парами катушек индуктивности, оси которых ориентированы горизонтально, т.е. проводники катушек намотаны преимущественно соответственно на горизонтально ориентированный каркас. Катушки могут быть расположены соответственно вокруг указывающего в направлении зоны плавки стержневого участка ферромагнитного элемента. Катушки могут иметь охлаждаемые охлаждающей средой проводники.
В одном особенно предпочтительном варианте под расплавляемой порцией располагается дополнительно катушка, в частности коническая катушка, с вертикальной осью симметрии, чтобы воздействовать на скорость разливки. Эта катушка в одном предпочтительном варианте может вырабатывать электромагнитное поле с третьей частотой переменного тока (см. Spitans et al., Numerical and experimental investigations of a large scale electromagnetic levitation melting of metals, Conference Paper 10th PAMIR International Conference – Fundamental and Applied MHD, June 20-24, 2016, Cagliari, Italy). Кроме того, эта катушка может служить преимущественно для защиты ферромагнитного элемента от воздействия слишком сильного нагрева. Для этой цели через проводник этой катушки может протекать охлаждающая среда.
Краткое описание чертежей
На чертежах представлено:
на фиг. 1: вид сбоку литейной формы под зоной плавки с ферромагнитным элементом, катушками и порцией проводящего материала;
на фиг. 2: разрез конструкции из фиг. 1;
на фиг. 3: перспективный разрез конструкции из фиг. 1;
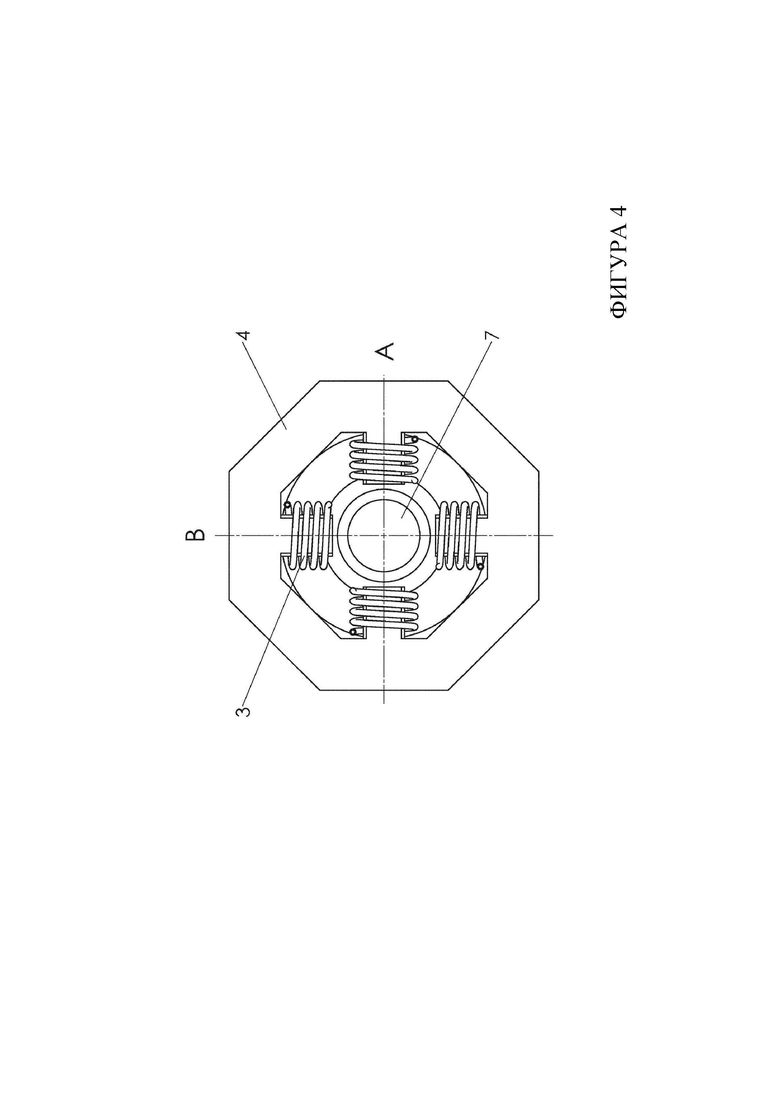
на фиг. 4: используемое, согласно изобретению, катушечное устройство при виде сверху;
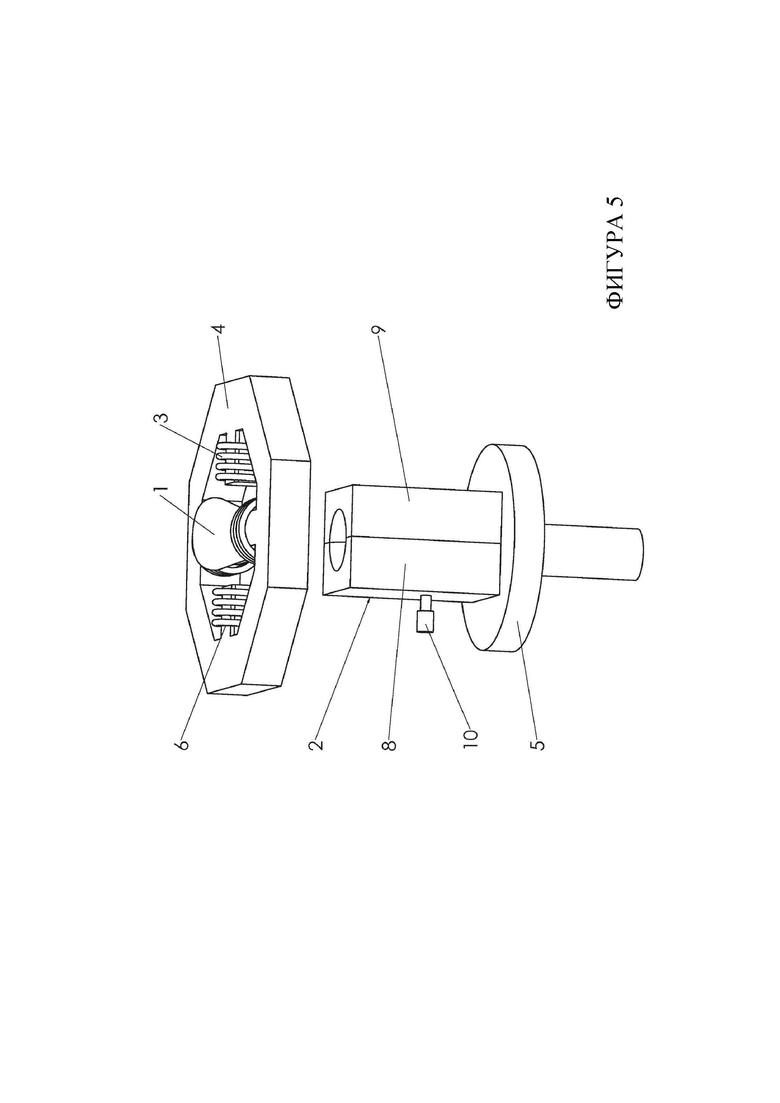
на фиг. 5: перспективный вид постоянной формы в зоне заполнения с порцией в зоне заполнения;
на фиг. 6: разрез постоянной формы в зоне заполнения, также с порцией в зоне заполнения.
На чертежах изображены предпочтительные варианты. Они служат только для наглядности.
Осуществление изобретения
На фиг. 1 изображена порция 1 проводящего материала, находящаяся в зоне воздействия электромагнитных переменных полей (зона плавки), которые вырабатываются с помощью катушек 3. Под порцией 1 находится пустая литейная форма 2, удерживаемая в зоне заполнения держателем 5. Последний способен приводить литейную форму 2 во вращение и/или поступательное движение, как показано стрелками. Вокруг зоны воздействия катушек 3 расположен ферромагнитный элемент 4. Порция 1 плавится предложенным способом во взвешенном состоянии и после плавки разливается в литейную форму 2. Она имеет воронкообразный заливочный участок 7.
На фиг. 2 изображены те же компоненты, что и на фиг. 1. На фиг. 2 видны также указывающие в направлении зоны плавки стержневые участки 6, вокруг которых расположены катушки 3. В этом предпочтительном варианте стержневые участки 6 являются частями ферромагнитного элемента 4 и образуют сердечники катушек 3. Оси пар катушек 3 ориентированы горизонтально и под прямым углом друг к другу, причем каждые две противоположные катушки 3 образуют пару.
На фиг. 3 изображено расположение катушек 3 внутри ферромагнитного элемента 4. Он выполнен в виде восьмиугольного кольцевого элемента. Каждые две лежащие на оси А, В катушки 3 образуют пару. Под катушечным устройством виден заливочный участок 7 литейной формы. Оси А, В катушек расположены под прямым углом друг к другу.
На фиг. 5 изображено устройство для осуществления предложенного способа с помощью постоянной формы в качестве литейной формы 2. Постоянная форма 2 является постоянным кокилем из двух формующих элементов 8, 9, которые могут отделяться друг от друга для извлечения отливки. Выталкиватель 10 направлен через один из формущих элементов, чтобы способствовать извлечению отливки. Постоянная форма 2, как и выполненные одноразовыми литейные формы, расположена на держателе 5, так что литейная форма 2 может быть приведена во вращательное и/или поступательное движение. Извлечение отливки из постоянной формы 2 может происходить в зоне заполнения.
На фиг. 6 изображен разрез устройства для осуществления предложенного способа с помощью постоянной формы 2 из двух формующих элементов 8, 9 и выталкивателя 10. Постоянная форма 2 также имеет воронкообразный заливочный участок 7.
Перечень ссылочных позиций
1 – порция
2 – литейная форма
3 – катушка
4 – ферромагнитный элемент
5 – держатель
6 – стержневой участок
7 – заливочный участок
8, 9 – формующие элементы
10 – выталкиватель
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛЕВИТАЦИОННОЙ ПЛАВКИ С ПОДВИЖНЫМИ ИНДУКЦИОННЫМИ УСТРОЙСТВАМИ | 2019 |
|
RU2735331C1 |
| УСТРОЙСТВО И СПОСОБ ЛЕВИТАЦИОННОЙ ПЛАВКИ С НАКЛОННО РАСПОЛОЖЕННЫМИ ИНДУКЦИОННЫМИ УСТРОЙСТВАМИ | 2019 |
|
RU2737067C1 |
| СПОСОБ ЛЕВИТАЦИОННОЙ ПЛАВКИ С ИСПОЛЬЗОВАНИЕМ КОЛЬЦЕОБРАЗНОГО ЭЛЕМЕНТА | 2019 |
|
RU2735329C1 |
| СПОСОБ ЛЕВИТАЦИОННОЙ ПЛАВКИ | 2019 |
|
RU2736273C1 |
| СПОСОБ ЛИТЬЯ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2172227C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ РАФИНИРОВАНИЯ И ЛИТЬЯ | 2001 |
|
RU2280702C2 |
| Способ получения отливок в индукционной печи | 2016 |
|
RU2626114C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕРМЕТАЛЛИЧЕСКИХ ОТЛИВОК (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2107582C1 |
| ЛИТЬЕВЫЕ ИЗДЕЛИЯ ИЗ СПЕЦИАЛЬНОГО СПЛАВА НА НИКЕЛЕВОЙ ОСНОВЕ (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СПЕЦИАЛЬНОГО СПЛАВА И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЭТИХ ИЗДЕЛИЙ | 1999 |
|
RU2235798C2 |
| СПОСОБ ИНДУКЦИОННОЙ ТИГЕЛЬНОЙ ПЛАВКИ ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2536310C2 |




Изобретение относится к области литейного производства и может быть использовано при изготовлении лопаток турбин, протезов или колес турбонагнетателей. Порцию (1) проводящего материала помещают в зону воздействия по меньшей мере одного электромагнитного переменного поля, которое вырабатывается с помощью катушек (3), за счет чего порция удерживается во взвешенном состоянии, и производят ее плавку. Литейную форму (2) позиционируют в зоне заполнения под находящейся во взвешенном состоянии порцией (1). Всю порцию (1) разливают в литейную форму (2). При этом литейную форму (2) при разливке приводят в поступательное движение параллельно направлению разливки порции (1), а объема расплавленной порции (1) достаточно, чтобы заполнить литейную форму (2). Обеспечивается повышение качества полученной отливки, исключаются потери материала при плавке и разливке. 20 з.п. ф-лы, 6 ил.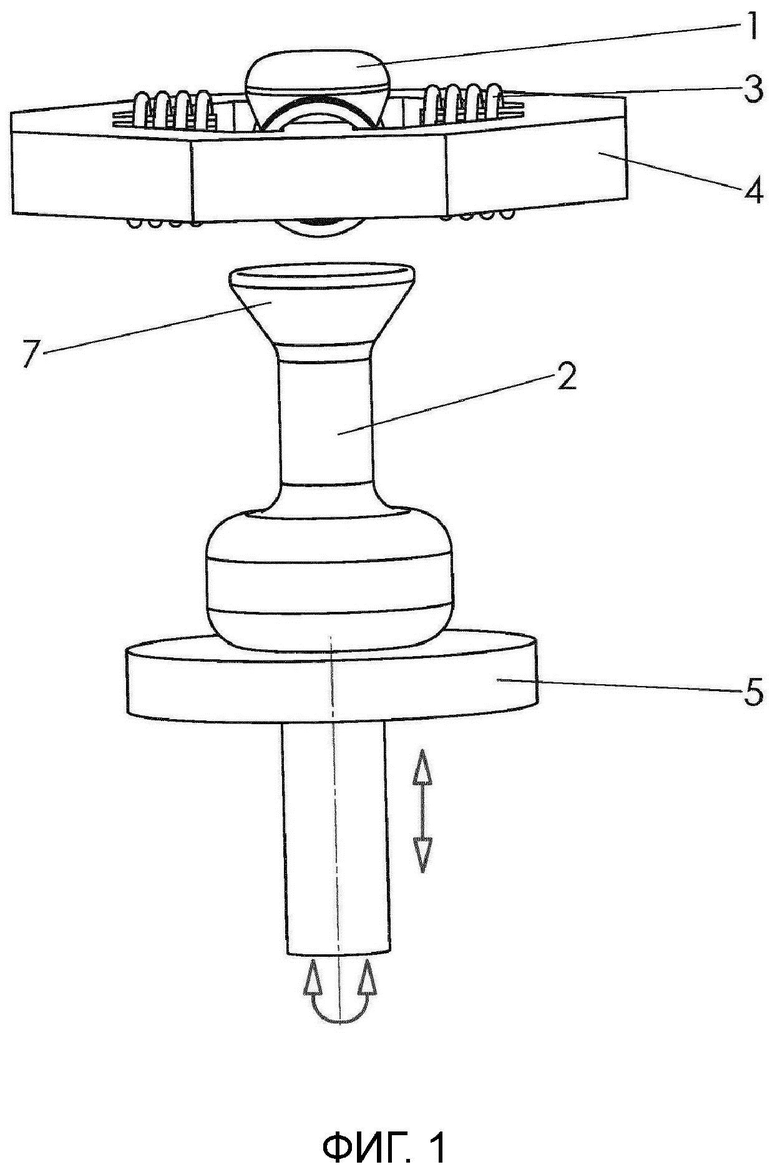
1. Способ изготовления отливок из проводящего материала, содержащий следующие этапы:
- помещение порции (1) проводящего материала в зону воздействия по меньшей мере одного электромагнитного переменного поля, за счет чего порция удерживается во взвешенном состоянии,
- плавку порции (1),
- позиционирование литейной формы (2) в зоне заполнения под находящейся во взвешенном состоянии порцией (1),
- разливку всей порции (1) в литейную форму (2),
- извлечение застывшей отливки из литейной формы (2),
отличающийся тем, что объема расплавленной порции (1) достаточно, чтобы заполнить литейную форму (2) в достаточной для изготовления отливки степени,
при этом литейную форму (2) при разливке приводят в поступательное движение параллельно направлению разливки порции (1).
2. Способ по п. 1, отличающийся тем, что заполненную литейную форму (2) после заливки порции (1) и перед извлечением отливки удаляют из зоны заполнения.
3. Способ по п. 2, отличающийся тем, что после удаления заполненной литейной формы (2) из зоны заполнения или полностью или частично одновременно с удалением заполненной порцией (1) литейной формы (2) из зоны заполнения, в зону заполнения подают другую пустую литейную форму (2).
4. Способ по любому из пп. 1-3, отличающийся тем, что литейную форму (2) перед заполнением подогревают.
5. Способ по любому из пп. 1-4, отличающийся тем, что литейную форму (2) во время заполнения вращают вокруг вертикальной оси.
6. Способ по п. 5, отличающийся тем, что вращение осуществляют с частотой 10-1000, в частности 100-500, оборотов в минуту.
7. Способ по любому из пп. 1-6, отличающийся тем, что как плавку порции (1), так и заполнение литейной формы (2) осуществляют в вакууме, в частности при давлении самое большее 1000 Па, или в защитном газе, в частности, азоте, одном из инертных газов или их смесях.
8. Способ по любому из пп. 1-7, отличающийся тем, что литейную форму (2) в момент заполнения приводят в поступательное движение параллельно направлению разливки порции (1), в частности, в направлении разливки.
9. Способ по любому из пп. 5-8, отличающийся тем, что вращательное и/или поступательное движение инициируют за счет разливки порции (1).
10. Способ по любому из пп. 1-9, отличающийся тем, что проводящий материал содержит по меньшей мере один металл из следующей группы: титан, цирконий, ванадий, тантал, вольфрам, гафний, ниобий, рений, молибден, никель, железо, алюминий.
11. Способ по п. 10, отличающийся тем, что доля проводящего материала в металле составляет по меньшей мере 50 мас. %, в частности по меньшей мере 60 мас. % или по меньшей мере 70 мас. %.
12. Способ по любому из пп. 1-11, отличающийся тем, что проводящим материалом является титан или титановый сплав, в частности TiAl или TiAlV.
13. Способ по любому из пп. 1-12, отличающийся тем, что проводящий материал при плавке перегревают до температуры, которая по меньшей мере на 10°С, по меньшей мере на 20°С или по меньшей мере на 30°С выше точки плавления материала.
14. Способ по любому из пп. 1-13, отличающийся тем, что литейная форма (2) изготовлена из металлического или керамического, в частности оксидокерамического материала.
15. Способ по любому из пп. 1-14, отличающийся тем, что плавку проводят в течение 0,5-20 мин, в частности 1-10 мин.
16. Способ по любому из пп. 1-15, отличающийся тем, что для инициирования взвешенного состояния порции (1) используют по меньшей мере два электромагнитных поля с разной частотой переменного тока.
17. Способ по п. 16, отличающийся тем, что выработанные магнитные поля в отсутствие заряда проходят горизонтально и/или под прямым углом друг к другу.
18. Способ по любому из пп. 1-17, отличающийся тем, что для концентрации магнитного поля и стабилизации порции (1) по меньшей мере один ферромагнитный элемент (4) из ферромагнитного материала, в частности с амплитудной магнитной проницаемостью μа>10, располагают горизонтально вокруг зоны, в которой плавят порцию (1).
19. Способ по любому из пп. 16-18, отличающийся тем, что электромагнитные поля вырабатывают по меньшей мере двумя парами катушек (3) индуктивности, оси (А, В) которых ориентированы горизонтально.
20. Способ по любому из пп. 16-19, отличающийся тем, что под расплавляемой порцией (1) располагают дополнительно катушку (3), в частности коническую катушку, с вертикальной осью, чтобы воздействовать на скорость разливки, причем с помощью этой катушки вырабатывают электромагнитное поле с третьей частотой переменного тока.
21. Способ по любому из пп. 1-20, отличающийся тем, что литейная форма (2) является постоянным кокилем из двух или более формующих элементов (8, 9), причем извлечение отливки из постоянного кокиля включает в себя отделение формующих элементов (8, 9) друг от друга.
| Система контроля выпавших осадков для предупреждения быстроразвивающихся чрезвычайных ситуаций | 2017 |
|
RU2686864C1 |
| JP 2012166207 A, 06.09.2012 | |||
| JP 2012040590 A, 01.03.2012 | |||
| СПОСОБ ПЛАВЛЕНИЯ ВО ВЗВЕШЕННОМ СОСТОЯНИИ, ЕГО ВАРИАНТЫ И СПОСОБ ПЛАВЛЕНИЯ ВО ВЗВЕШЕННОМ СОСТОЯНИИ И ОТЛИВКИ, ЕГО ВАРИАНТ | 1996 |
|
RU2128235C1 |
| СПОСОБ ЛИТЬЯ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2172227C2 |
| СПОСОБ ВЗВЕШЕННОЙ ПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2151207C1 |

