Настоящее изобретение относится к способу левитационной плавки для изготовления отливок с исходным материалом для нескольких шихт. В случае способа используют исходный материал, содержащий несколько шихт, отделенных друг от друга областями с меньшим поперечным сечением. За счет подвода шихты в форме одной единственной болванки наряду с большей рентабельностью изготовления материала шихты можно добиться также более эффективной плавки шихты. В процессе плавки расплав не соприкасается с материалом тигля, так что можно избежать загрязнений материалом тигля или в результате реакции расплава с материалом тигля.
Предотвращение таких загрязнений важно уже при металлах и сплавах с высокими точками плавления. Такими металлами являются, например, титан, цирконий, ванадий, тантал, вольфрам, гафний, ниобий, рений и молибден. Это важно, однако, и при использовании других металлов и сплавов, таких как никель, железо и алюминий.
Уровень техники
Способы левитационной плавки известны из уровня техники. Так, заявка DE 422044 А уже раскрывает способ плавки, при котором электропроводящий расплавляемый материал нагревают индукционными токами и с одновременно помощью электродинамического воздействия удерживают в состоянии свободного парения. Там описан также способ литья, при котором расплавленный материал с помощью магнитов вдавливают в форму (электродинамическое литье под давлением). Способ можно осуществлять в вакууме.
Заявка US 2686864 A также описывает способ, при котором токопроводящий расплавляемый материал, например, в вакууме или под воздействием одной или нескольких катушек без использования тигля, переводят в состояние левитации. В форме исполнения для стабилизации материала в состоянии левитации используют две коаксиальные катушки. Поле выполненной плавки материал направляют в форму посредством его падения или сливания. С помощью описанного там способа в состоянии левитации можно удерживать порцию алюминия весом 60 г. Извлечение расплавленного металла производят посредством уменьшения напряженности поля, так что расплав проходит вниз через конически сужающуюся катушку. Если напряженность поля снижают очень быстро, то металл в расплавленном состоянии выпадает из устройства. Уже было установлено, что «слабое место» таких конструкций катушек лежит в центре катушек, в результате чего количество материала, который может быть расплавлен, ограничено.
Заявка US 4578552 A также раскрывает устройство и способ левитационной плавки. Одну и ту же катушку используют как для нагрева, так и для удержания расплава, при этом частоту приложенного переменного тока варьируют для регулирования мощности нагрева, поддерживая силу тока на постоянной величине.
Особые преимущества способа левитационной плавки состоят в том, что избегают загрязнения расплава материалом тигля или другими материалами, которые в случае других способов находятся в контакте с расплавом. Левитирующий расплав находится в контакте лишь с окружающей атмосферой, в случае которой речь может идти, например, о вакууме или защитном газе. Вследствие отсутствия опасности химической реакции с материалом тигля расплав можно нагревать до очень высоких температур. Помимо этого, в частности, по сравнению с расплавом в холодном тигле, снижается выход загрязненного материала. И все же способ левитационной плавки не нашел широкого практического применения. Причина этого в том, что при способе левитационной плавки в состоянии левитации можно удерживать лишь относительно небольшое количество расплавленного материала (ср. DE 69617103 Т2, стр. 2, абзац 1).
При всех способах левитационной плавки шихты из исходного материала вводят в область катушек индуктивности в форме отдельных болванок. Это осуществляют обычно с помощью захвата, который забирает чушку в позиции подвода, перемещает ее в область катушки индуктивности и затем отпускает после включения магнитного поля. При этом часто возникают проблемы, связанные со стабильностью болванок в магнитном поле и разбрызгиванием при плавке. Изготовление таких относительно малых болванок является сравнительно трудным и дорогостоящим.
Следующий недостаток принципиально связан с максимально достижимой эффективностью при использовании наведенных вихревых токов для нагрева болванок. Для удержания шихты в состоянии левитации сила Лоренца поля катушек должна компенсировать силу тяжести шихты. При этом она выталкивает шихту вверх из поля катушки. В результате этого шихта погружается в магнитное поле не столь глубоко, как это было бы необходимо для оптимального использования магнитного поля для нагрева шихты. Более того, она парит выше этого оптимального уровня.
Наконец, применительно к достижимой продолжительности циклов лимитирующим фактором является затрата времени при подводе отдельных болванок.
Недостатки известных из уровня техники способов можно резюмировать следующим образом. Способы полностью левитационной плавки можно осуществлять только при небольших количествах материала, так что до настоящего времени они не нашли промышленного применения. Далее, представляется затруднительной разливка в литейные формы. Принцип левитации лимитирует используемое для нагрева шихты магнитное поле или его эффективность при выработке вихревых токов. Могут возникать проблемы, связанные со стабильностью болванок в магнитном поле или разбрызгиванием при плавке. Изготовление болванок является сравнительно затруднительным и дорогостоящим.
Раскрытие сущности изобретения
Таким образом, задачей настоящего изобретения является предложение способа, который делает возможным промышленное применение левитационной плавки. В частности, за счет улучшенной эффективности процесса плавки способ должен обеспечить возможность высокой пропускной способности и использования рентабельных болванок для шихт.
Задачу решают с помощью соответствующего изобретению способа. Далее, задачу решают также посредством применения соответствующего изобретению исходного материала в способе левитационной плавки. В соответствии с изобретением способ изготовления отливок из электропроводящего материала включает в себя следующие этапы:
- подвод самой нижней шихты исходного материала для нескольких шихт в зону действия (область плавки), по меньшей мере, одного электромагнитного переменного поля, причем исходный материал из электропроводящего материала содержит несколько заранее сепарированных, отделенных друг от друга областями с уменьшенным поперечным сечением шихт, и области выполнены таким образом, что отделение заранее отделенных шихт производят лишь при плавке в электромагнитном переменном поле,
- плавка шихты,
- подъем оставшегося, не расплавленного исходного материала от расплавленной шихты, находящейся в состоянии левитации,
- перегрев левитирующей шихты,
- позиционирование литейной формы в области заполнения ниже левитирующей шихты,
- разливка всей шихты в литейную форму,
- извлечение застывшей отливки из литейной формы.
При этом объем расплавленной шихты является предпочтительно достаточным для заполнения литейной формы в достаточной для изготовления отливки мере («объем заполнения»). После заполнения литейной формы ей дают охладиться или охлаждают с помощью охлаждающего средства, в результате чего материал в форме застывает. После этого отливку можно извлечь из формы. Разливку можно осуществлять в виде падения шихты, в частности, посредством отключения электромагнитного переменного тока; или разливку можно замедлить с помощью электромагнитного переменного поля, например, за счет использования катушки.
Под определением «электропроводящий материал» понимают материал, обладающий электропроводностью, пригодной для индукционного нагрева материала и удержания его в состоянии левитации.
Под «состоянием левитации» в соответствии с изобретением понимают состояние полного парения, в результате которого обрабатываемая шихта никоим образом не входит в контакт с тиглем или платформой или т.п.
Под «цилиндрической» болванкой в рамках настоящей заявки следует понимать болванку в общем в форме цилиндра по математическому определению, в частности, в общем прямолинейного цилиндра, причем определение «явный» включает в себя специальные формы призмы, в частности, прямолинейной призмы и прямоугольного параллелепипеда. Предпочтительно речь идет о прямолинейном круговом цилиндре или прямолинейной призме с шестиугольными - двадцатичетырехугольными поверхностями основания.
Под «самой нижней» шихтой в соответствии с изобретением понимают шихту соответствующего изобретению исходного материала, которая расположена на конце исходного материала, дистальном к концу, с которым исходный материал удерживают или перемещают.
Подвод шихт с помощью исходного материала, который объединяет несколько шихт, вместо одной единственной шихты создает несколько преимуществ. За счет упорядочения шихт в виде, главным образом, стержнеобразной структуры их можно прежде всего вводить в магнитное поле катушек более глубоко. В отличие от отдельной шихты исходный материал должен не находиться в состоянии левитации, а механически удерживаться в позиции. Остальной исходный материал может вдавливать подлежащую плавке нижнюю шихту в магнитное поле. За счет этого увеличивают эффективность плавки шихты. Расплавленные доли шихты переходят в состояние левитации только после того, как шихта начнет плавиться. Далее, удерживающая сила остального исходного материала обеспечивает стабилизацию шихты в магнитном поле. После расплавления шихты остальной исходный материал поднимается вверх и перегревает свободно парящий расплав.
Наиболее предпочтительным образом шихту вводят в электромагнитное переменное поле на такое расстояние, при котором наведенный вихревой ток имеет максимальную величину. Таким образом шихту можно оптимально нагревать, что ведет к ускорению всего процесса литья.
В чрезвычайно предпочтительной форме исполнения соответствующего изобретению способа исходный материал для нескольких шихт состоит из цилиндрического прутка, который вдоль своей продольной оси содержит области, имеющие уменьшенное поперечное сечение, причем отдельные области с не уменьшенным поперечным сечением соответствуют соответственно количеству материала одной шихты. В принципе соответствующего эффекта стабилизации и улучшенного использования выработанного магнитного поля достигают при каждой любой форме шихты. Прутки в форме кругового цилиндра или призмы с приблизительно округлыми поверхностями основания можно изготавливать, однако, весьма несложным и рентабельным образом, например, методом непрерывного литья. В этом случае необходимо лишь путем точения, пиления или абразивного отрезания оснащать пруток-заготовку областями, отделяющими шихты друг от друга.
Ни при какой из форм исполнения соответствующего изобретению исходного материала нет необходимости в том, чтобы шихты имели одинаковый размер. Хотя представляется возможным использование также форм с большим количеством полостей, требующих различных количеств заполняющего материала. Поэтому настоящее изобретение охватывает также согласованные с этим исходные материалы с различными шихтами.
Области с уменьшенным поперечным сечение, которые отделяют отдельные шихты друг от друга, с одной стороны, обеспечивают меньшую теплопроводность и, с другой стороны, служат для ограничения наведенных вихревых токов, воздействующих на шихты, подлежащие плавке в магнитном поле.
По этой причине в случае использования исходного материала для нескольких шихт поперечное сечение между шихтами уменьшено предпочтительно настолько и/или области с уменьшенным поперечным сечением имеют такую длину, при которой происходит настолько значительное ограничение наводимых в шихте в электромагнитном переменном поле вихревых токов, что не происходит одновременного плавления соседних шихт. Это следует соответствующим образом учитывать при выполнении соединяющих шихты участков для достижения оптимального соотношения между компактной конструкцией и опасностью плавления соседней шихты.
Предпочтительно в случае исходного материала для нескольких шихт теплопроводность областей в уменьшенным поперечным сечением соответствующим образом также должна быть настолько низкой, чтобы при плавке одной шихты не происходило одновременное расплавление соседней шихты.
Для соответствующего изобретению способа в высшей степени предпочтительно, если в случае исходного материала для нескольких шихт размеры областей с уменьшенным поперечным сечением выбраны, по меньшей мере, таким образом, что они обладают механической подъемной силой, достаточной для веса соответственно носимого исходного материала. Поскольку исходные материалы используют в подвесной конструкции, предпочтительно, если соединяющие шихты области, которые вследствие уменьшенного поперечного сечения обладают наименьшей механической прочностью, могли нести снизу от них соответственно всю область. В результате этого можно отказаться от использования подводящего механизма, который обеспечивает стабилизацию исходного материала. Если используют соответственно минимально возможные поперечные сечения, то их уменьшение происходит в направлении сверху вниз. Нет необходимости в исполнении всех поперечных сечений одинаковыми, то есть в ориентировании, таким образом, на соединении верхней шихты.
Используемый в соответствии с изобретением электропроводящий материал содержит в предпочтительной форме исполнения, по меньшей мере, высокоплавкий металл из следующей группы: титан, цирконий, ванадий, тантал, вольфрам, ниобий, рений, молибден. Альтернативно можно использовать также менее тугоплавкий металл, такой как никель, железо или алюминий. В качестве электропроводящего материала можно использовать также смесь или сплав с одним или несколькими из названных металлов. Доля электропроводящего материала в металле составляет в весовом процентном отношении, по меньшей мере, 50%, в частности, по меньшей мере, 60% или, по меньшей мере, 70%. Было установлено, что эти металлы особо хорошо сочетаются с преимуществами настоящего изобретения. В особенно предпочтительной форме исполнения электропроводящий материал представляет собой титан или сплав титана, в частности, TiAl или TiAlV. Эти металлы или сплавы особенно удобны в обработке, поскольку они обладают выраженной зависимостью вязкости от температуры и, помимо этого, являются особенно реактивными, в частности, применительно к материалам литейной формы. Поскольку соответствующий изобретению способ комбинирует бесконтактную плавку в состоянии левитации с экстремально быстрым заполнением литьевой формы, именно для таких металлов можно реализовать особое преимущество. С помощью соответствующего изобретению способа можно изготавливать отливки, которые содержат очень тонкой слой или даже не содержат слоя оксида, образованного в результате реакции расплава с материалом литейной формы. И именно в случае высокоплавких металлов становятся более заметными достигнутое улучшение использования наведенного вихревого тока и связанный в ним быстрый нагрев в течение временных циклов.
При предпочтительной форме исполнения способа электропроводящий материал используют в форме порошка. Если шихты должны быть выполнены, например, в форме сферы, то при точении с цельного металлического прутка пришлось бы снять весьма большое количество материала. Конструкция из отдельных сфер, свинчиваемых с прутками, обусловила бы при изготовлении и сборке необходимость выполнения существенного большего количества рабочих операций. В случае порошка форму можно изготовить, однако, более простым образом. Особо предпочтительным образом это осуществляют за счет брикетирования вместе со связующим веществом и/или спекания. В качестве связующего вещества представляется возможным использование, например, парафина, воска или полимеров, которые допускают соответственно более низкую рабочую температуру.
В предпочтительной форме исполнения электропроводящий материал перегревают при плавке до температуры , которая, по меньшей мере, на 10°С, по меньшей мере, на 20°С или, по меньшей мере, на 30°С выше точки плавления материала. С помощью перегрева предотвращают мгновенное застывание материала при контакте с литьевой формой, температура которой ниже температуры расплава. Было установлено, что шихта может быть распределена в литьевой форме прежде, чем вязкость материала станет слишком высокой. Преимущество левитационной плавки заключается в отсутствии необходимости в тигле, который находится в контакте с расплавом. Так, можно избежать больших потерь, присущих технологии холодного тигля, и в равной мере загрязнения расплава составными элементами тигля. Следующее преимущество заключается в том, что расплав можно перегреть до относительно высокой температуры, так как работу можно проводить в вакууме или в среде защитного газа и не происходит контакта с реакционноспособными материалами. Все же большинство материалов нельзя перегревать любым образом, поскольку в противном случае следует опасаться мощной реакции с литейной формой. Поэтому перегрев ограничен максимально величиной 300°С, в частности, максимально 200°С и особо предпочтительно максимально 100°С сверх точки плавления электропроводящего материала.
В предпочтительной форме исполнения способа для концентрации магнитного поля и стабилизации шихты, по меньшей мере, один ферромагнитный элемент расположен горизонтально вокруг области, в которой плавят шихту. Ферромагнитный элемент может быть расположен вокруг области плавки кольцеобразно, причем под определение «кольцеобразно» подпадают не только округлые элементы, но и содержащие углы, в частности, четырех- или многоугольные кольцевые элементы. Элемент может содержат несколько стержневых участков, которые, в частности, горизонтально выступают в направлении области плавки. Ферромагнитный элемент состоит из ферромагнитного материала, предпочтительно с амплитудной магнитной проницаемостью μa > 10, более предпочтительно μa > 50 и особо предпочтительно μa > 100. Амплитудная магнитная проницаемость относится, в частности, к магнитной проницаемости в диапазоне температур от 25°С до 100°С и при плотности магнитного потока между 0 и 400 мТ. Амплитудная магнитная проницаемость составляет, в частности, меньшей одной сотой, в частности, меньше 10 сотых или 25 сотых амплитудной магнитной проницаемости магнитомягкого феррита (например, 3С92). Пригодные материалы известны специалисту.
Далее, изобретению соответствует также использование электропроводящего материала в качестве исходного материала для способа левитационной плавки, при котором исходный материал содержит несколько заранее сепарированных шихт, разделенных областями с уменьшенным поперечным сечением, причем отделение заранее сепарированных шихт осуществляют только при плавке в электромагнитном переменном поле.
Описание фигур
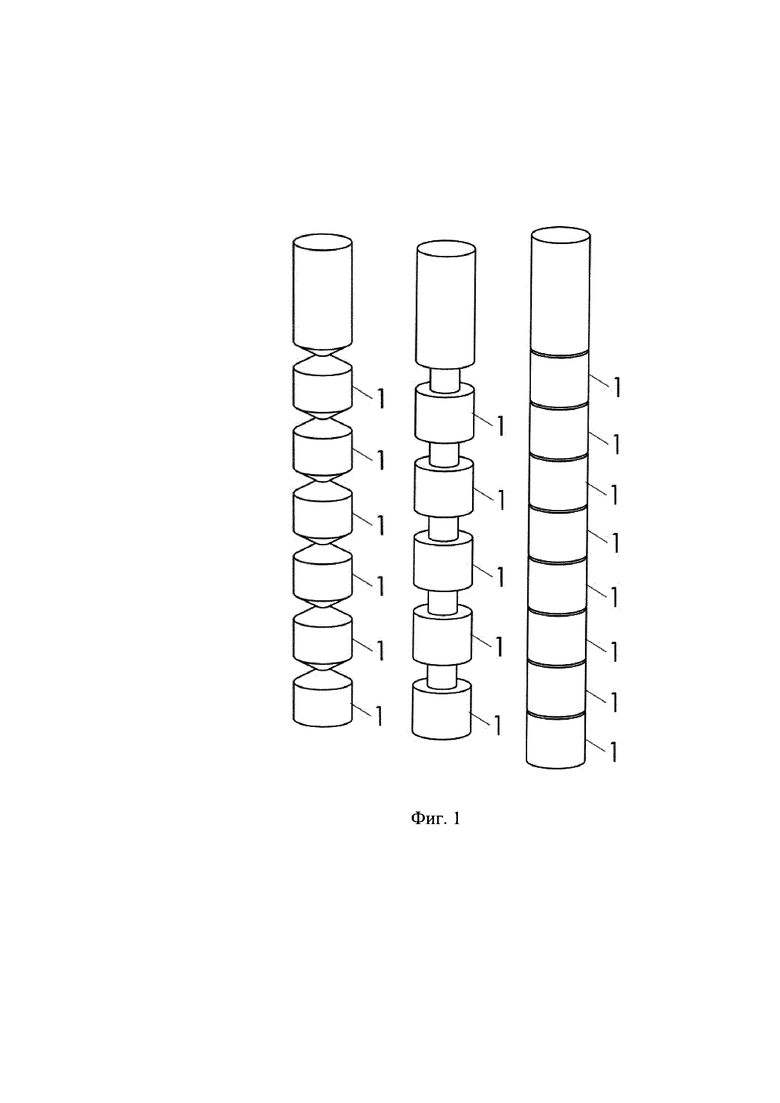
Фиг. 1 показывает вид сбоку на три формы исполнения соответствующего изобретению исходного материала.
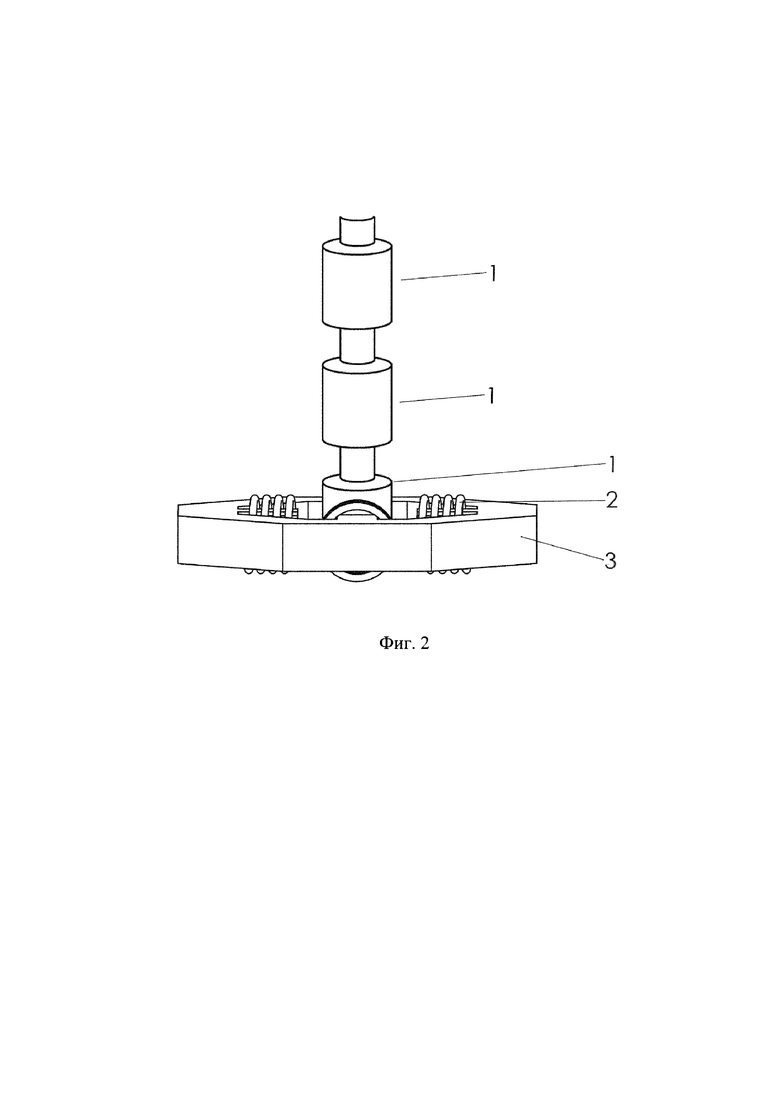
Фиг. 2 показывает вид сбоку на структуру области плавки с ферромагнитным элементом, катушками и нижним частичным участком исходного материала для нескольких шихт.
Фигуры показывают предпочтительные формы исполнения. Они служат только для наглядного объяснения.
Фиг.1 показывает вид сбоку на три формы исполнения соответствующего изобретению исходного материала из электропроводящего материала. В случае всех трех форм речь идет о вертикальных формах вертикального кругового цилиндра. На верхнем конце расположена область, пригодная для крепления подводящего устройства. В зависимости от типа крепления эта область может быть выполнена гладкой или может быть оснащена, как на изображении, отверстиями или трехмерной поверхностной структурой, в частности, концевым окружным расширением периметра, позволяющим осуществлять захватывание крюком или захватом.
Левый исходный материал содержит шесть, средний исходный материал содержит пять и правый исходный материал содержит восемь шихт (1). В случае левого исходного материала отдельные шихты (1) сепарированы зарубками с треугольной формой. Эти зарубки можно выполнить без потери материала, например, с помощью штампа. В случае среднего исходного материала отдельные шихты (1) разделены с помощью более широких областей с уменьшенным поперечным сечением. Такая форма исполнения может быть несложным и рентабельным образом достигнута путем стачивания цилиндрического прутка. В отличие от этого правый исходный материал для разделения отдельных шихт (1) содержит узкие окружные засечки. Принципиально конструкция та же, что и в случае среднего исходного материала, уменьшены лишь дистанции и еще более уменьшено поперечное сечение уменьшенных в поперечном сечении областей. За счет еще более уменьшенного поперечного сечения можно добиться лучшего ограничения наведенных вихревых токов и меньшей теплопроводности с тем, чтобы компенсировать укороченную дистанцию.
Фиг. 2 показывает участок трех самых нижних шихт (1) среднего исходного материала из фиг. 1. Самая нижняя шихта (1) расположена в зоне действия электромагнитных переменных полей (области плавки), которые выработаны с помощью катушек (2). Ниже шихты (1) расположена порожняя литейная форма, удерживаемая в области заполнения держателем (не изображен). Вокруг зоны действия катушек (2) расположен ферромагнитный элемент (3). В соответствующем изобретению способе шихту (1) плавят и переводят в состояние левитации. После расплавления шихты (1) остальной исходный материал поднимается вверх и перегревает расплав. После этого расплав разливают в литейную форму и в завершение застывшую отливку извлекают из литейной формы.
Перечень ссылочных обозначений
1 Шихта
2 Катушка
3 Ферромагнитный элемент
Изобретение относится к способу изготовления отливок способом левитационной плавки, причем шихту электропроводящего материала с помощью исходного материала, который содержит несколько заранее сепарированных, разделенных областями с уменьшенным поперечным сечением шихт, помещают в зону действия по меньшей мере одного электромагнитного переменного поля, в результате чего шихту удерживают в состоянии левитации. При этом области выполнены таким образом, что отделение заранее сепарированных шихт происходит лишь при плавке в электромагнитном переменном поле. После этого расплав разливают в литейные формы. Изобретение делает возможным промышленное применение левитационной плавки, в частности за счет улучшенной эффективности процесса плавки способ должен обеспечить возможность высокой пропускной способности и использования рентабельных болванок для шихт. 2 н. и 11 з.п. ф-лы, 2 ил.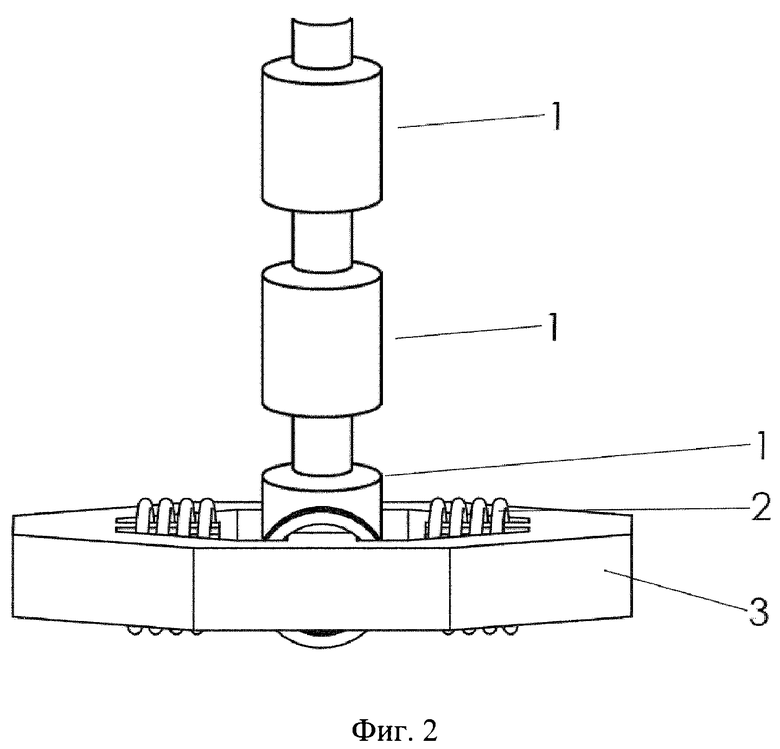
1. Способ изготовления отливок из электропроводящего материала способом левитационной плавки, включающий в себя следующие этапы:
- подвод самой нижней шихты (1) исходного материала для нескольких шихт (1) в зону действия по меньшей мере одного электромагнитного переменного поля, причем исходный материал из электропроводящего материала содержит несколько заранее сепарированных, разделенных областями с уменьшенным поперечным сечением шихт (1) и области выполнены таким образом, что отделение заранее сепарированных шихт (1) происходит только при плавке в электромагнитном переменном поле,
- плавка шихты (1),
- подъем оставшегося нерасплавленного исходного материала от находящейся в состоянии левитации расплавленной шихты (1),
- перегрев левитирующей шихты (1),
- позиционирование литейной формы в области заполнения ниже левитирующей шихты (1),
- разливка всей шихты (1) в литейную форму,
- извлечение застывшей отливки из литейной формы.
2. Способ по п. 1, отличающийся тем, что шихту (1) вводят в электромагнитное переменное поле на такое расстояние, при котором наведенный вихревой ток имеет максимальную силу.
3. Способ по п. 1 или 2, отличающийся тем, что исходный материал для нескольких шихт (1) состоит из цилиндрического прутка, который на протяжении своей продольной оси содержит области, имеющие меньшее поперечное сечение, причем отдельные области с неуменьшенным поперечным сечением соответствуют соответственно количеству материала одной шихты (1).
4. Способ по любому из пп.1-3, отличающийся тем, что в случае исходного материала для нескольких шихт (1) поперечное сечение между шихтами (1) уменьшают настолько и/или области с уменьшенным поперечным сечением имеют такую длину, при которой достигают столь значительного ограничения вихревого тока, наведенного в электромагнитном переменном поле в одной шихте (1), что не происходит одновременного плавления соседней шихты (1).
5. Способ по любому из пп.1-4, отличающийся тем, что в случае исходного материала для нескольких шихт (1) области с уменьшенным поперечным сечением имеют такой размер, при котором они обладают механической подъемной силой, достаточной для веса соответственно носимого исходного материала.
6. Способ по любому из пп.1-5, отличающийся тем, что в случае исходного материала для нескольких шихт (1) теплопроводность областей с уменьшенным поперечным сечением настолько мала, что при плавке шихты (1) не происходит одновременного плавления соседней шихты (1).
7. Способ по любому из пп.1-6, отличающийся тем, что электропроводящий материал содержит, по меньшей мере, металл из следующей группы: титан, цирконий, ванадий, тантал, вольфрам, гафний, ниобий, рений, молибден, никель, железо, алюминий.
8. Способ по п. 7, отличающийся тем, что доля металла в электропроводящем материале составляет в весовом процентном отношении по меньшей мере 50%, в частности, по меньшей мере 60% или по меньшей мере 70%.
9. Способ по любому из пп.1-8, отличающийся тем, что электропроводящий материал представляет собой титан или сплав титана, в частности TiAl или TiAlV.
10. Способ по любому из пп.1-9, отличающийся тем, что электропроводящий материал используют в форме порошка.
11. Способ по п. 10, отличающийся тем, что исходный материал для нескольких шихт (1) изготавливают из электропроводящего материала путем брикетирования со связующим веществом и/или спекания.
12. Способ по любому из пп.1-11, отличающийся тем, что электропроводящий материал перегревают при плавке до температуры, которая выше точки плавления материала по меньшей мере на 10°С, по меньшей мере на 20°С или по меньшей мере на 30°С.
13. Применение электропроводящего материала в качестве исходного материала для способа левитационной плавки, отличающееся тем, что исходный материал содержит несколько заранее сепарированных, разделенных участками с уменьшенным поперечным сечением шихт (1), причем отделение заранее сепарированных шихт (1) происходит лишь при плавке в электромагнитном переменном поле.
| Система контроля выпавших осадков для предупреждения быстроразвивающихся чрезвычайных ситуаций | 2017 |
|
RU2686864C1 |
| WO 2009064731 A2, 17.11.2007 | |||
| DE 69617103 T2, 19.05.1995 | |||
| Лесозаготовительная машина | 1980 |
|
SU935006A1 |
| 1972 |
|
SU422004A1 | |
| US 4578552 A, 01.08.1985 | |||
| СПОСОБ ПЛАВЛЕНИЯ ВО ВЗВЕШЕННОМ СОСТОЯНИИ, ЕГО ВАРИАНТЫ И СПОСОБ ПЛАВЛЕНИЯ ВО ВЗВЕШЕННОМ СОСТОЯНИИ И ОТЛИВКИ, ЕГО ВАРИАНТ | 1996 |
|
RU2128235C1 |

