Изобретение относится к трубопроводному транспорту и может быть использовано в нефтедобывающей и нефтехимической отраслях промышленности, в частности при сооружении трубопроводов, работающих под давлением до 20 МПа.
Известно неразъемное соединение трубопровода, один из патрубков которого имеет конус, охватывающий конус другого патрубка, привариваемый к первому (А. с. 252019, опубл. 10.09.69, МКИ F 16 L).
Это соединение громоздко, металлоемко и имеет большой вес. Кроме того, оно непригодно при перекачке промышленных сред под большим (до 15 МПа) давлением.
Наиболее близким по существенным признакам является соединение футерованных труб, включающее трубу с полимерной оболочкой, внутри которой размещены протекторная втулка и наконечник. На торцах труб предусмотрена фаска под электросварку, угол разделки (скоса) которой обычно составляет 20o+2o. При соединении таких труб их устанавливают с зазором и сваривают (РД 39-0147585-336-86 "Инструкция по технологии соединения стальных труб, футерованных полиэтиленом", стр.5).
Недостатком известного соединения является недостаточный угол скоса кромки и наличие зазора между стыкуемыми трубами, что приводит к перегреву внутренней полимерной оболочки вследствие тепловой инерции при долговременной сварке корневого шва, что в конечном итоге ухудшает прочностные свойства защемленного участка футеровки. Кроме того, изготовление таких соединений трудоемко и связано со значительным расходом электродов.
Задача, которая решается предлагаемым изобретением - это устранение перегрева околошовной зоны, приводящего к термическому повреждению внутренней футеровки трубы с одновременным снижением трудоемкости и расхода сварочных материалов.
Задача решается предлагаемым неразъемным соединением футерованных труб с кромкой по торцам с размещенными в них протекторами и наконечниками, в котором согласно изобретению наконечники установлены с выступами на торцах труб, причем выступ составляет не более 2 мм, при этом кромки трубы выполнены под углом скоса не менее 30o. Наличие выступов наконечников позволяет производить сварку труб без зазора, сами выступы играют здесь роль подкладного кольца, что дает возможность уменьшить трудоемкость процесса сварки и расход сварочных материалов.
Увеличение угла скоса кромки позволяет увеличить съем тепловой энергии из зоны, прилегающей к защемленной футеровке, и тем самым сохранить ее прочностные свойства.
На прилагаемом чертеже показано предлагаемое изобретение.
Неразъемное соединение содержит трубу 1, полимерную оболочку 2, протектор 3, наконечник 4 и кромку 5. Наконечники установлены с выступами 6 на торцах труб, выступ составляет 1,5-2 мм. Угол скоса кромки составляет 30o.
При изготовлении такого соединения трубы устанавливают без зазора между выступами 6 и производят сварку.
Предлагаемое изобретение позволяет уменьшить расход сварочного материала не менее чем в 3 раза, повысить качество сварного шва, повысить долговечность футерованной поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ТРУБ | 2000 |
|
RU2180613C1 |
| СТАЛЬНАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБЛИЦОВКОЙ | 2002 |
|
RU2211982C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА ПУТЕМ УСТАНОВКИ КОМПОЗИТНОЙ МУФТЫ | 2012 |
|
RU2520778C1 |
| СПОСОБ ЗАЩИТЫ СТАЛЬНОЙ ТРУБЫ ОТ КОРРОЗИИ | 2002 |
|
RU2217651C1 |
| УСТРОЙСТВО ДЛЯ ОТБОРА ПРОБ ИЗ ТРУБОПРОВОДА | 1999 |
|
RU2150096C1 |
| СЛИВНОЕ УСТРОЙСТВО | 1997 |
|
RU2144131C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2009 |
|
RU2406911C1 |
| ЦЕНТРАТОР | 1999 |
|
RU2165002C1 |
| СПОСОБ ЛИКВИДАЦИИ ПОГЛОЩЕНИЙ ПРИ РЕМОНТНО-ИЗОЛЯЦИОННЫХ РАБОТАХ В СКВАЖИНЕ (ВАРИАНТЫ) | 1999 |
|
RU2155858C1 |
| СВАРНОЕ СОЕДИНЕНИЕ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ТРУБОЙ | 2013 |
|
RU2519534C1 |
Изобретение относится к трубопроводному транспорту и может быть использовано в нефтедобывающей и нефтехимической отраслях промышленности, в частности, при сооружении трубопроводов, работающих под давлением до 20 МПА. Неразъемное соединение содержит трубу, полимерную оболочку, протектор, наконечник и кромку. Наконечники установлены с выступами на торцах труб, выступ составляет 1,5-2 мм. Угол скоса кромки составляет 30o. При изготовлении такого соединения трубы устанавливают без зазора между выступами и производят сварку. Предлагаемое изобретение позволяет уменьшить расход сварочного материала, повысить качество сварного шва, повысить долговечность футерованной поверхности. 1 ил.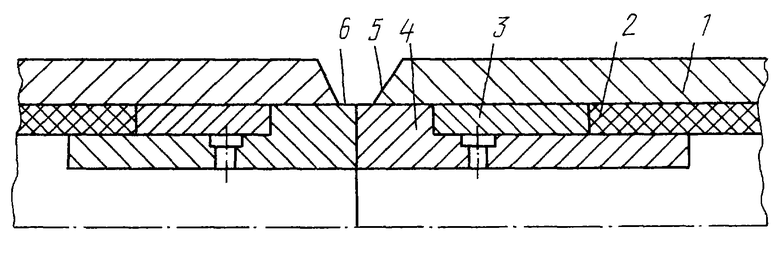
Неразъемное соединение футерованных труб с кромкой по торцам с размещенными в них протекторами и наконечниками, отличающееся тем, что наконечники установлены с выступами на торцах труб, причем выступ составляет не более 2 мм, при этом кромки выполнены под углом скоса не менее 30o.
| Инструкция по технологии соединения стальных труб, футерованных полиэтиленом РД 39-0147585-336-86 | |||
| ПО "Татнефть" имени В.Д | |||
| Шашина | |||
| - ТАТНИПИНЕФТЬ, 1986, с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| ТРУБА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2130147C1 |
| СПОСОБ ПРЕОБРАЗОВАНИЯ МУЛЬТИМЕДИЙНОГО НАБОРА MPV В ФОРМАТ DVD VIDEO | 2004 |
|
RU2319315C2 |
| СПОСОБ ОБРАБОТКИ ДОМЕННОГО КОКСА | 2007 |
|
RU2336297C1 |
| КОГАН Г.Е | |||
| и др | |||
| Автоматическая сварка магистральных трубопроводов | |||
| - М.: ГОСТОПТЕХИЗДАТ, 1959, с | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |

