2.Устройство по П.1, отличающееся тем, что опорный элемент установлен по скользящей посадке в цилиндрической направляющей опорного основания,
3.Устройство по П.1, отличающееся тем, что опорное основание снабжено стопорами, взаимдействующими с фланцами опорных элементов.
4.Устройство по П.1, отличающееся тем, что опорное основание выполнено в виде продольных смежных секций.
5.Устройство по ПП.1 и 4, отличающееся тем, что опорное основание выполнено в виде -короба с камерной подачи охладителя, соплами и отводящими каналами.
6.Устройство по П.1, отличающе еся тем, что головка опорного элемента имеет форму
,круга.
7.Устройство по П.1, отличающееся тем, что головка опорного элемента имеет гексагональную форМу.
8.Устройство по ПП.1,6 и 7, отличающееся тем, что головка опорного элемента имеет цен ральное углубление конической формы с углом 1-3° 1
9.Устройство по П.1, отличающееся тем, что опорные элементы расположены рядами в шахматном порядке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки проката растяжением | 1976 |
|
SU651666A3 |
| Устройство для автоматического регулирования профиля полосы на четырехвалковом прокатном стане | 1969 |
|
SU479276A3 |
| Способ управления процессом обжига нефтяного кокса в наклонной вращающейся печи | 1975 |
|
SU648113A3 |
| Способ получения алюминия | 1977 |
|
SU1055340A3 |
| Способ электролитического получения алюминия | 1976 |
|
SU695566A3 |
| УСТРОЙСТВО, СОДЕРЖАЩЕЕ ВАКУУМНЫЙ БАРАБАН ДЛЯ ОБОДКОВОЙ БУМАГИ | 2015 |
|
RU2643433C1 |
| Способ пайки алюминиевых деталей | 1976 |
|
SU946393A3 |
| Устройство для загрузки стеллажей | 1976 |
|
SU843724A3 |
| БЕССТУПЕНЧАТАЯ ТРАНСМИССИЯ С ВОЗМОЖНОСТЬЮ УПРАВЛЕНИЯ КРУТЯЩИМ МОМЕНТОМ | 1994 |
|
RU2133895C1 |
| Способ литьевого формования контактной линзы и литьевая форма | 1989 |
|
SU1838134A3 |
1. УСТРОЙСТВО ДЛЯ НЕПРЕ- рывного ЛИТЬЯ МЕТА;ШИЧЕСКОЙ полосы, содержащее две ленты из теплопроводного материала, опорное основание и опорные элементы, размещенные в кожухе, соединенном с вакумным насосом, отличающееся тем, что,с целью уменьшения износа опорных элементов, каждый опорный элемент выполнен в виде стержня с плоской головкой и снабжен пружиной и фланцем, при этом стержень . ;установлен в опорном основании и имеет центральный канал с соплом. СП
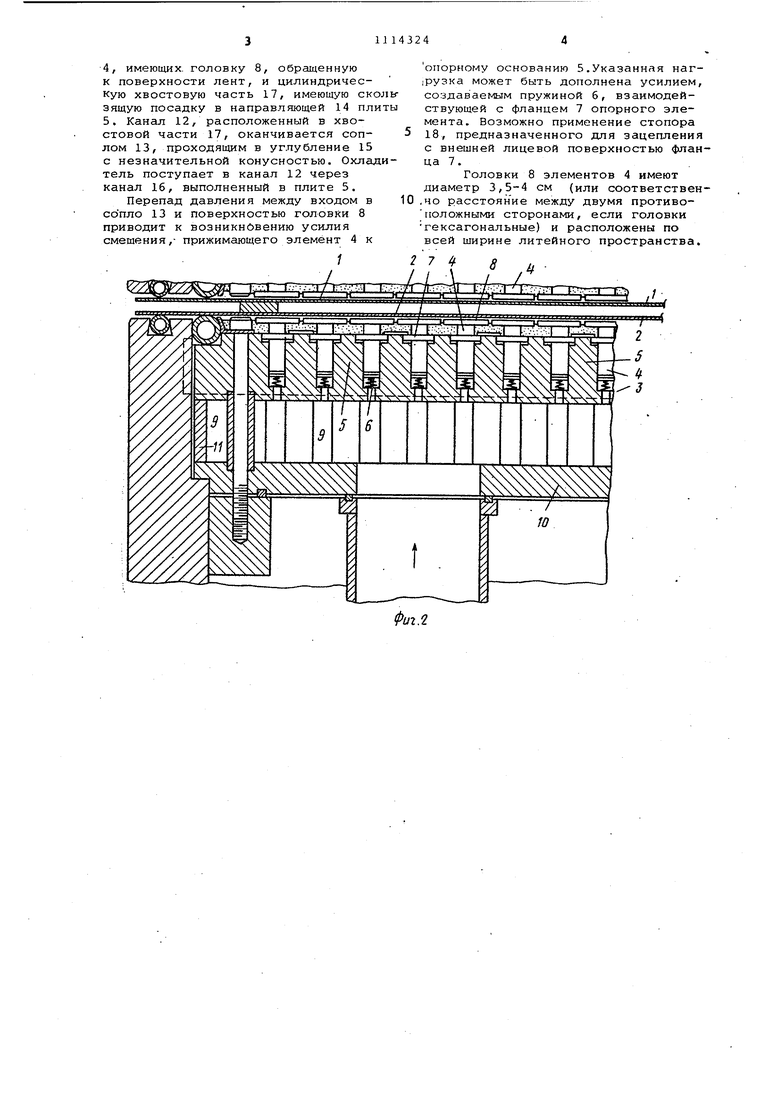
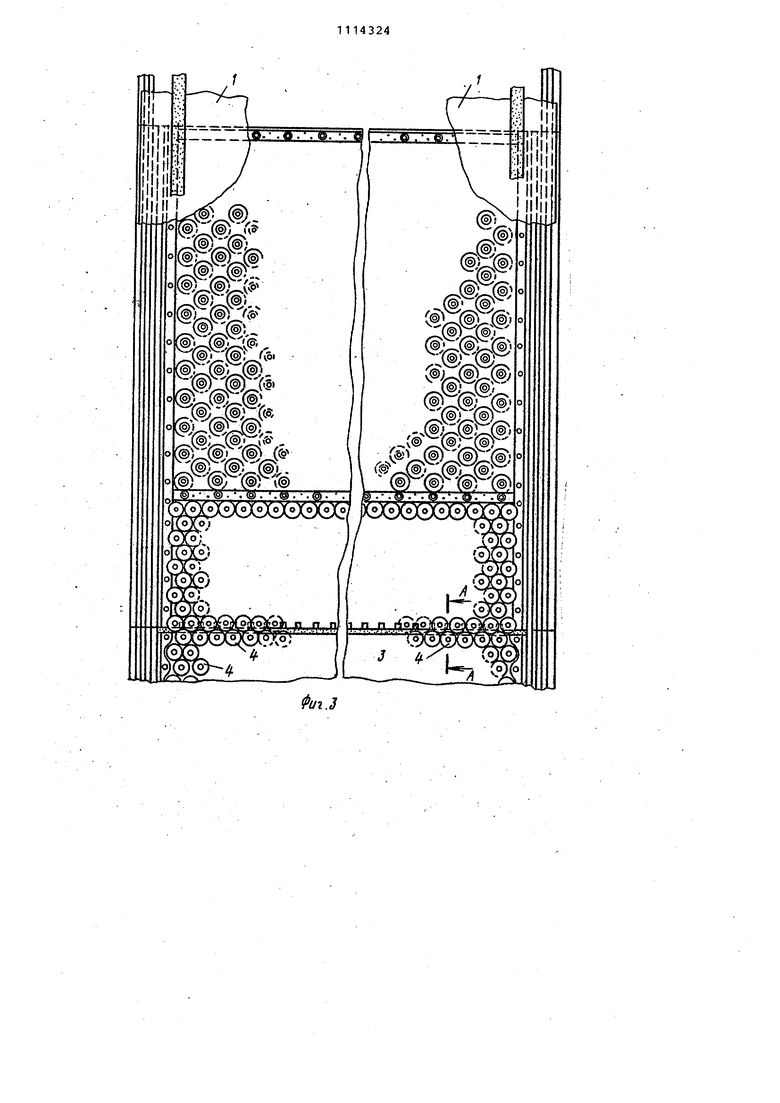
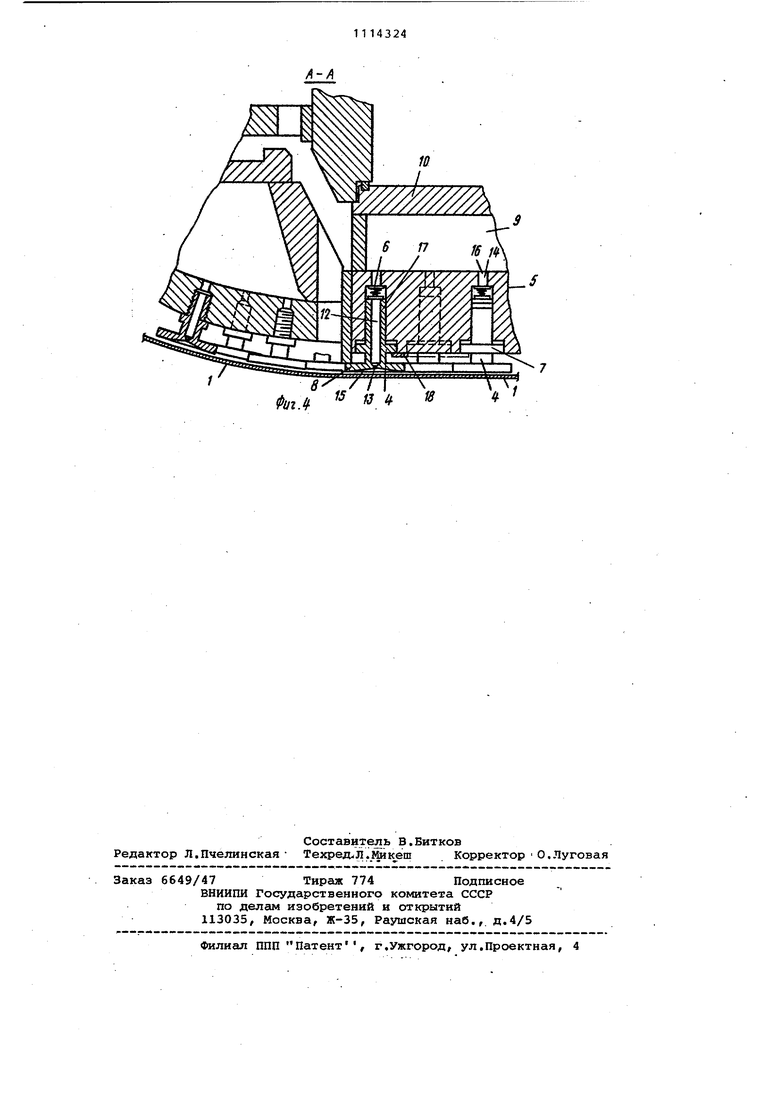
Изобретение относится к метгшлургии, конкретнее к непрерывной разливке металлов. Известно устройство для непрерывного литья металлической полосы, содержащее две ленты из теплопро водного материала, опорное основание и опорные элементы, размещенные в ко жухе, соединенном с вакуумным насосом l . Однако в известном устройстве опорные элементы подвержены быстрому износу и требуют частой замены. Цель изобретения - уменьшение износа олорных элементов. Поставленная цель достигается тем что в устройстве для непрерывного литья металлической полосы, содержащем две ленты из теплопроводного материала, опорное основание и опорные элементы, размещенные в кожухе, соединенном с вакуумным насосом, каждый опорный элемент выполнен в виде стержня с плоской головкой н снабжен пружиной и фланцем, при этом счержен установлен в опорном основании и имеет центральный канал с соплом. Опорный элемент установлен по скользящей посадке в цилиндрической направляющей опорного основания. Опорное основание снабжено стопорами, взаимодействующими с фланцами опорных элементов. Опорное основание выполнено в виде продольных смежных сегкций. Опорное основание может быть выполнено в виде короба с камерой подачи охладителя соплами и отводящими каналами. Головка опорного элемента может иметь или форму круга или гексагональную форму. Головка имеет центральное углубление конической формы с углом 1-3 Опорные элементы расположены рядами в шахматном порядке. На фиг.1 изображено устройство непрерывного литья металлической полосы, вид сбоку ; на фиг.2 - опорное устройство, поперечное сечение; на фиг.З - поверхность опоры, развертка; на фиг.4 - разрез А-Л. фиг.3. . Устройство непрерывного литья металлической полосы содержит две металлические теплопроводные ленты 1 и 2, охлаждающие узлы 3, опорные элементы 4, верхнюю плиту 5, пружину 6, фланец 7, головку 8, входную нагнетательную камеру 9, нижнюю плиту 10,раму 11, канал 12, сопло 13, направляющую 14, углубление 15, подводящий канал 16, хвостовую часть 17 и стопор 18. В устройстве для непрерывного литья металлической полосы литье производят в Полость, образованную двумя теплопроводными лентами 1 и 2, расположенными параллельно или под нерольшим углом друг к другу. С наружной стороны ленты охлс1жда|отся охлаждающими узлами з, состоящими из массивной верхней плиты 5, нижней плиты 10 и квадратной рамы 11, образующими короб и служащими боковыми стенками для входной нагне ательной камеры 9. Охлаждающая и управляемая опора лент состоит из опорных элементов
4,имеющих, головку 8, обращенную
к поверхности лент, и цилиндрическую хвостовую часть 17, имеющую скользящую посадку в направляющей 14 плиты
с незначительной конусностью. Охладитель поступает в канал 12 через канал 16, выполненный в плите 5.
Перепад давления между входом в сопло 13 и поверхностью головки 8 приводит к возникновению усилия смещения,- прижимающего элемент 4 к
опорному основанию 5.Указанная наг,рузка может быть дополнена усилием, создаваемым пружиной б, взаимодействующей с фланцем 7 опорного элемента. Возможно применение стопора 18, предназначенного для зацепления с внешней лицевой поверхностью фланца 7 .
Головки 8 элементов 4 имеют диаметр 3,5-4 см (или соответствен.40 расстояние между двумя противоположными сторонами, если головки гексагональные) и расположены по всей ширине литейного пространства.
7 f в ч
27
УГ-Т- Т
1 /гГ г(±
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПРОТИВОПАРАЗИТАРНАЯ ПАСТА ДЛЯ ЛОШАДЕЙ | 1996 |
|
RU2117428C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
