Перекрестная ссылка на родственные заявки
[0001] В настоящей заявке испрашивается приоритет по предварительной заявке США № 62/483,987, поданной 11 апреля 2017 года, которая полностью включена в настоящую заявку посредством ссылки.
Область техники, к которой относится изобретение
[0002] Настоящее изобретение в целом относится к непрерывному литью металлов и, более конкретно, к системе литья с двумя ремнями и способу непрерывного литья металлов.
Уровень техники
[0003] Непрерывное литье легких сплавов металлов, таких как, например, алюминиевые сплавы, обычно выполняется в установках для непрерывного литья, таких как двухвалковые литейные установки и литейные установки с двумя ремнями. Двухвалковые литейные установки обычно содержат пару противостоящих вращающихся валков, на которые подается расплавленный металл. Центральные линии валков находятся в вертикальной или по существу вертикальной плоскости, которая проходит через область минимального расстояния между валками, называемую «зазором», так что литая полоса образует по существу горизонтальную траекторию, хотя существуют другие двухвалковые литейные устройства, которые производят полосы в наклонном или вертикальном направлении.
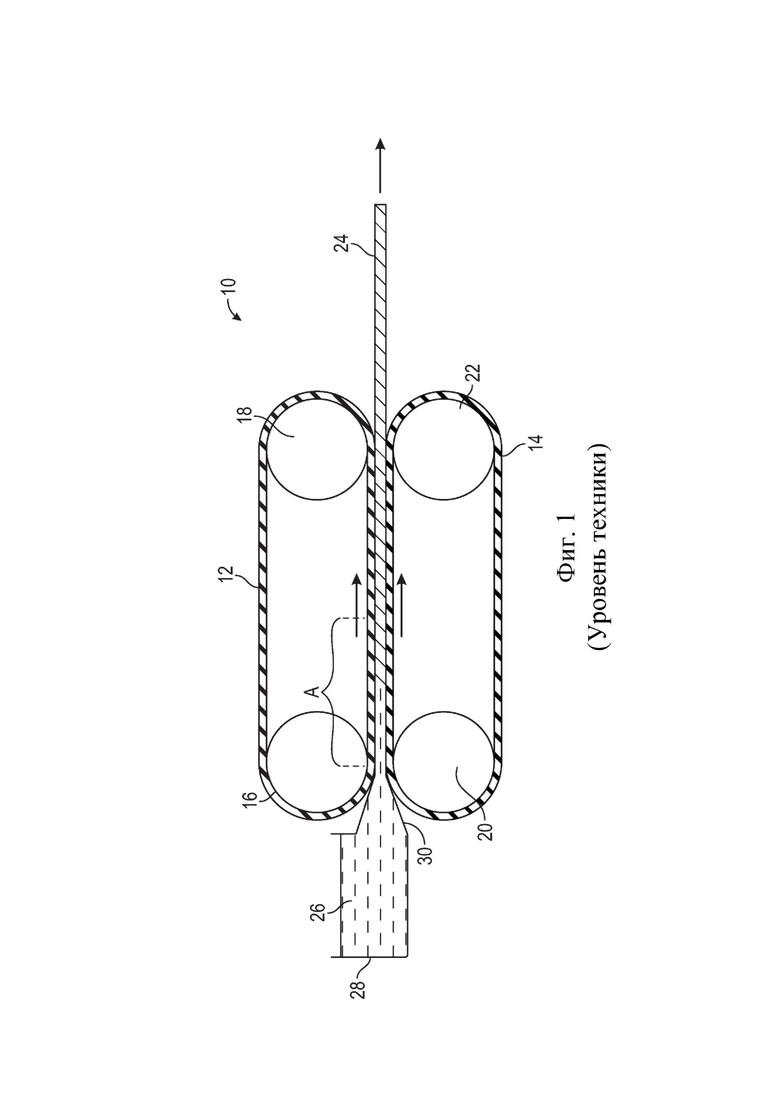
[0004] Как показано на фиг. 1, с одной стороны, литейные установки с двумя ремнями, такие как литейное устройство 10 с двумя ремнями, в основном содержат пару бесконечных ремней 12, 14, удерживаемых парой верхних шкивов 16, 18 и соответствующей парой нижних шкивов 20, 22. (Шкивы 16 и 20 также упоминаются в настоящем документе как прижимные шкивы или прижимные валки. Шкивы 18 и 22 также упоминаются в настоящем документе как расположенные ниже по потоку шкивы или расположенные ниже по потоку валки.) Расположение прижимных роликов 16, 18 и 20, 22 одного над другим образует зону А литейной формы, ограниченную ремнями 12, 14. Промежуток между ремнями 12, 14 определяет толщину литой полосы 24. Расплавленный металл 26, подаваемый непосредственно через устройство 28 подачи, имеющее сопло 30, в зазор, располагается между движущимися ремнями 12, 14 и затвердевает в ходе переноса. Тепло от затвердевающего металла отводится на участки ремней 12, 14, которые примыкают к отливаемому металлу, различными способами, известными в данной области техники.
[0005] В то время как существующие двухвалковые литейные системы и литейные системы с двумя ремнями в целом подходят для того, что может рассматриваться как обычные рабочие характеристики, предпочтительно обеспечить улучшения в отношении минимальной толщины полосы и металлургического качества, включая качество поверхности, без ущерба для производительности. Например, при двухвалковом литье, когда металл отливается у противостоящих прижимных валков, длина литейной формы ограничена коротким расстоянием до точки касания противоположных валков, диаметры которых ограничены из практических соображений, таких как пространство, которое необходимо сделать доступным для устройства подачи. Эти верхние пределы диаметра и длины окружности валков ограничивают скорость литья, срок службы валка и металлургическое качество.
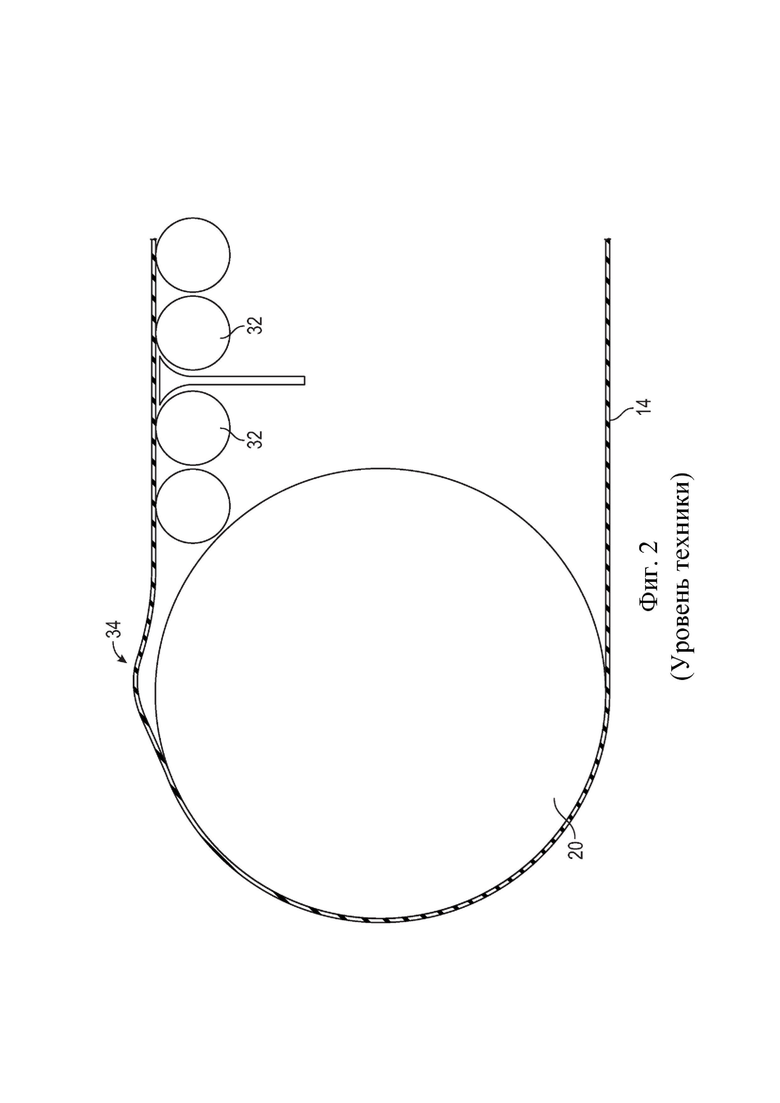
[0006] При литье с двумя ремнями, как обсуждалось выше, расплавленный металл обычно подается на ремень в точке касания или сразу за ней, где ремни переходят от изогнутой траектории, заданной прижимными валками или шкивами, к плоской траектории зоны литейной формы. Хотя ремни допускают увеличенную длину литейной формы по сравнению с двухвалковым литьем, начальное затвердевание происходит в зоне, следующей сразу за зазором, где ремни являются наиболее нестабильными. В частности, со ссылкой на фиг. 2, в этой зоне 34 (называемой зоной отрыва ремня) может возникать явление, известное как «отрыв» ремня, когда ремень 14 переходит от изогнутой траектории перемещения вокруг прижимного валка 20 к плоской траектории перемещения в зоне литейной формы, где ремни 12, 14 поддерживаются опорными валками 32. Используемый здесь термин «отрыв ремня» относится к естественной тенденции натянутого ремня отходить от его закругленной или плоской направляющей поверхности при воздействии изгибающего момента или другой силы. Можно легко понять, что в областях нестабильности ремней, в таких как зона, следующая сразу за зазором, металлургическое качество может быть подвергнуто отрицательному влиянию, особенно при литье сплавов, имеющих широкие диапазоны температур затвердевания.
[0007] Кроме того, при литье с двумя ремнями, когда расплавленный металл подается в по существу параллельную секцию литейной формы, толщины отливки также ограничиваются более толстыми заготовками, обычно толщиной более 15 миллиметров. Соответственно, для достижения толщины менее 15 миллиметров часто требуются дополнительные постлитейные операции, такие как прокатка, что увеличивает общие затраты. Кроме того, затвердевание внутренних слоев этих относительно толстых литых заготовок значительно замедляется термическим сопротивлением поверхностных слоев, что может быть особенно пагубным при литье сплавов, имеющих широкий диапазон температур затвердевания.
[0008] С учетом вышесказанного, существует потребность в системе и способе для непрерывного литья металлов с двумя ремнями, которые обеспечивают возможность производства более тонких металлических полос и достижения лучшего металлургического качества литой полосы, включая качество поверхности, чем до сих пор было возможно с существующими системами и устройствами, без ущерба для производительности.
Раскрытие сущности изобретения
[0009] Задача настоящего изобретения состоит в создании устройства непрерывного литья с двумя ремнями.
[0010] Другая задача настоящего изобретения состоит в создании устройства непрерывного литья с двумя ремнями, обеспечивающего улучшение скоростей теплопередачи по всей толщине литой полосы по сравнению с существующими устройствами.
[0011] Другая задача настоящего изобретения состоит в создании устройства непрерывного литья с двумя ремнями, которое производит более тонкие металлические полосы, чем до сих пор было возможно.
[0012] Другая задача настоящего изобретения состоит в создании устройства непрерывного литья с двумя ремнями, обеспечивающего улучшение металлургического качества, включая качество поверхности, литой полосы.
[0013] Другая задача настоящего изобретения состоит в создании устройства непрерывного литья с двумя ремнями, обеспечивающего более легкое использование более толстых ремней, чем до сих пор было возможно.
[0014] Другая задача настоящего изобретения состоит в создании способа непрерывного литья с двумя ремнями, который сводит к минимуму отрыв ремня.
[0015] Другая задача настоящего изобретения состоит в создании способа непрерывного литья с двумя ремнями, обеспечивающего возможность производства полос с толщиной менее чем приблизительно 7 миллиметров.
[0016] Другая задача настоящего изобретения состоит в решении вышеупомянутых задач без ущерба для производительности.
[0017] Эти и другие задачи решены с помощью настоящего изобретения.
[0018] Согласно одному варианту осуществления настоящего изобретения предложено устройство непрерывного литья для литья металлической полосы. Устройство непрерывного литья содержит первый ремень, удерживаемый первым расположенным выше по потоку шкивом и первым расположенным ниже по потоку шкивом, второй ремень, удерживаемый вторым расположенным выше по потоку шкивом и вторым расположенным ниже по потоку шкивом, и область литейной формы, в которую подается расплавленный металл, при этом область литейной формы образована первой опорной секцией литейной формы, расположенной за первым ремнем в промежутке между первым расположенным выше по потоку шкивом и первым расположенным ниже по потоку шкивом, и второй опорной секцией литейной формы, расположенной за вторым ремнем в промежутке между вторым расположенным выше по потоку шкивом и вторым расположенным ниже по потоку шкивом. Первая опорная секция литейной формы поддерживает первый ремень и задает форму первого ремня в области литейной формы, при этом вторая опорная секция литейной формы поддерживает второй ремень и задает форму второго ремня в области литейной формы. По меньшей мере одна из первой опорной секции литейной формы и второй опорной секции литейной формы содержит переходной участок и по существу плоский участок ниже по потоку от переходного участка. Переходной участок имеет переменный радиус, обеспечивающий возможность приема расплавленного металла из устройства подачи металла.
[0019] Согласно другому варианту осуществления настоящего изобретения предлагается способ непрерывного литья металлической полосы. Способ содержит этапы, на которых размещают первый ремень на первом расположенном выше по потоку шкиве и первом расположенном ниже по потоку шкиве, размещают второй ремень на втором расположенном выше по потоку шкиве и втором расположенном ниже по потоку шкиве, формируют область литейной формы путем размещения первой опорной секции литейной формы за первым ремнем в промежутке между первым расположенным выше по потоку шкивом и первым расположенным ниже по потоку шкивом и размещения второй опорной секции литейной формы за вторым ремнем в промежутке между вторым расположенным выше по потоку шкивом и вторым расположенным ниже по потоку шкивом, при этом по меньшей мере одна из первой опорной секции литейной формы и второй опорной секции литейной формы имеет изогнутый переходной участок ниже по потоку от первого расположенного выше по потоку шкива и второго расположенного выше по потоку шкива и по существу плоский участок ниже по потоку от изогнутого переходного участка, и подают расплавленный металл на изогнутый переходной участок.
[0020] Согласно еще одному варианту осуществления настоящего изобретения предлагается устройство непрерывного литья для литья металлической полосы. Устройство непрерывного литья содержит первый ремень, удерживаемый первым расположенным выше по потоку шкивом и первым расположенным ниже по потоку шкивом, второй ремень, удерживаемый вторым расположенным выше по потоку шкивом и вторым расположенным ниже по потоку шкивом, и область литейной формы, образованную первой опорной секцией литейной формы, расположенной за первым ремнем в промежутке между первым расположенным выше по потоку шкивом и первым расположенным ниже по потоку шкивом, и второй опорной секцией литейной формы, расположенной за вторым ремнем в промежутке между вторым расположенным выше по потоку шкивом и вторым расположенным ниже по потоку шкивом. Область литейной формы содержит первую зону, вторую зону ниже по потоку от первой зоны и третью зону ниже по потоку от второй зоны.
Краткое описание чертежей
[0021] Настоящее изобретение станет более понято после прочтения следующего описания неограничивающих вариантов осуществления со ссылкой на прилагаемые чертежи, на которых изображено следующее.
[0022] Фиг. 1 представляет собой упрощенное схематическое изображение известной из уровня техники литейной установки с двумя ремнями.
[0023] Фиг. 2 представляет собой подробное схематическое изображение участка известной из уровня техники литейной установки с двумя ремнями, иллюстрирующее явление отрыва ремня в зоне литейной формы литейного устройства.
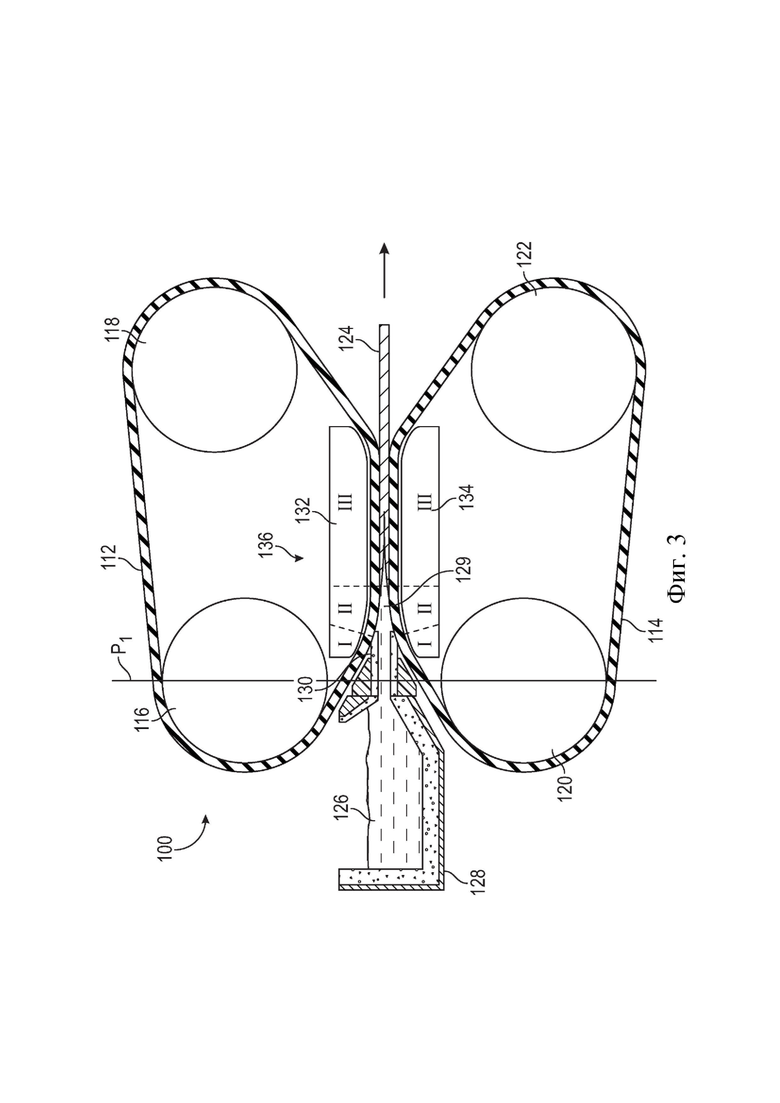
[0024] Фиг. 3 представляет собой упрощенное схематическое изображение литейного устройства с двумя ремнями согласно варианту осуществления настоящего изобретения.
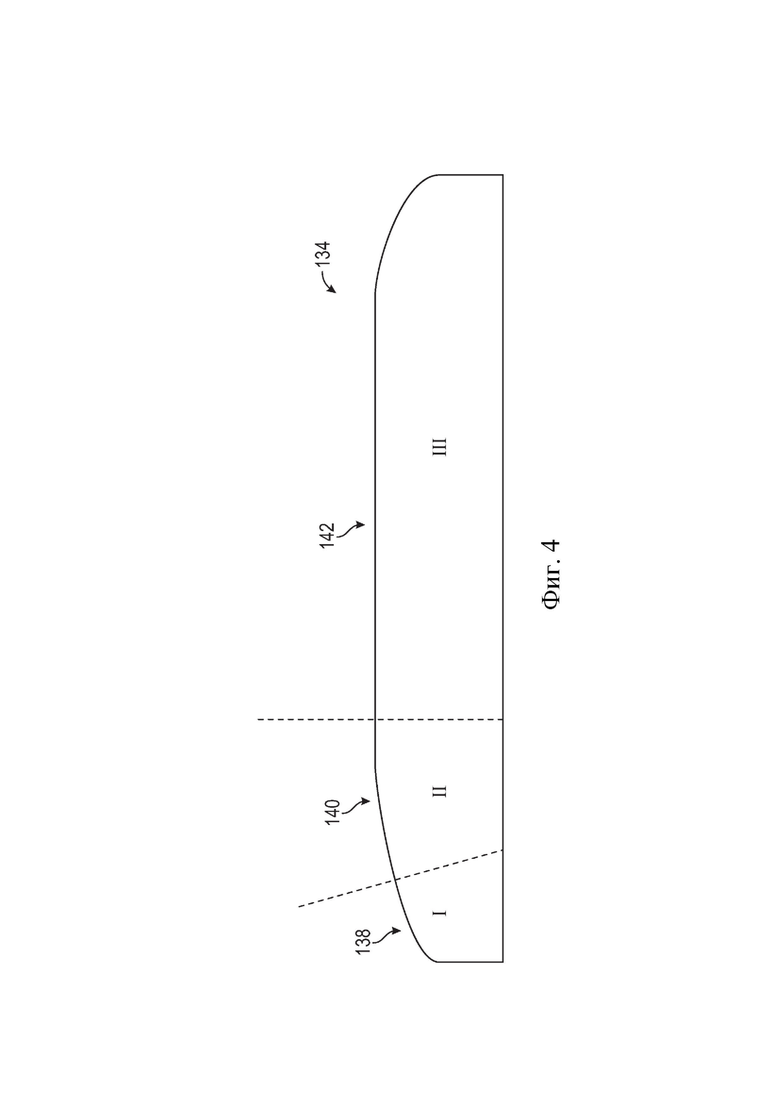
[0025] Фиг. 4 представляет собой увеличенный подробный вид опорной секции литейной формы литейного устройства с двумя ремнями с фиг. 3, согласно варианту осуществления настоящего изобретения.
Осуществление изобретения
[0026] На фиг. 3 проиллюстрировано литейное устройство 100 с двумя ремнями согласно варианту осуществления настоящего изобретения. Как показано на чертеже, литейное устройство 100 содержит первый бесконечный ремень 112, удерживаемый первым расположенным выше по потоку шкивом или валком 116 и первым расположенным ниже по потоку шкивом или валком 118, и второй бесконечный ремень 114, удерживаемый вторым расположенным выше по потоку шкивом или валком 120 и вторым расположенным ниже по потоку шкивом или валком 122. Каждый валок установлен с возможностью вращения вокруг своей продольной оси и служит для вращения, направления и/или натяжения ремней 112, 114. Один или оба из верхних валков 116, 118 и нижних валков 120, 122 могут приводиться в движение посредством подходящего двигателя (не показан). Ремни 112, 114 являются бесконечными и предпочтительно выполнены из металла, который имеет низкую реакционную способность или не вступает в реакцию с отливаемым металлом. Как проиллюстрировано на фиг. 3, расположенные выше по потоку валки 116, 120 расположены один над другим, на некотором расстоянии друг от друга, так чтобы обеспечить возможность размещения устройства 128 подачи металла в пространстве, и задают плоскость P1, проходящую через соответствующие касательные к валкам 116, 120.
[0027] Отливаемый расплавленный металл 126 подается через устройство 128 подачи, имеющее сопло 130, расположенное так, чтобы подавать горизонтальный поток расплавленного металла в точке 129 ниже по потоку от плоскости P1 в область литейной формы устройства 100, как подробно описано далее. В варианте осуществления краевое средство удерживания, которое устраняет необходимость в перемещении краевых блоков шиберной заслонки, может использоваться для удерживания расплавленного металла на входе литейной формы и/или по всей области литейной формы. Например, стационарные краевые шиберные заслонки, расположенные между первым и вторым ремнями 112, 114, могут использоваться для обеспечения бокового удерживания расплавленного металла, примыкающего к первой, второй и/или третьей зонам области литейной формы устройства, как описано далее.
[0028] Как дополнительно показано на фиг. 3, литейное устройство также содержит пару противостоящих опорных секций 132, 134 литейной формы, расположенных вдоль траектории подвижных ремней 112, 114, которые поддерживают ремни 112, 114 соответственно и задают по меньшей мере участок траектории перемещения подвижных ремней 112, 114. Опорные секции 132, 134 литейной формы образуют между собой область 136 литейной формы ниже по потоку от P1. Важно отметить, что область 136 литейной формы образована отдельными опорными секциями 132, 134 литейной формы, расположенными на удалении от и приблизительно посередине между расположенными выше по потоку валками 116, 120 и расположенными ниже по потоку валками 118, 122, а не в непосредственной близости от прижимных валков 116, 120. Как описано ниже, одна или обе из опорных секций 132, 134 литейной формы могут содержать изогнутые секции больших радиусов, которые поддерживают ремни 112, 114, на которые подается расплавленный металл 126. Эта конфигурация позволяет ремню, даже когда он слегка натянут вокруг опорных секций 132, 134 литейной формы, самому по себе прикладывать эффективное прижимное усилие, которое придает форму ремня изогнутым опорным секциям 132, 134 литейной формы. В то время как варианты осуществления иллюстрируют опорную конструкцию, которая поддерживает подвижные ремни и задает форму подвижных ремней в области 136 литейной формы, как сплошные «опорные секции литейной формы», для образования опоры подвижных ремней 112, 114 и задания формы подвижных ремней 112, 114 в области 136 литейной формы также могут быть использованы другие опорные устройства, такие как набор опорных валков или валиков, без отхода от более широких аспектов настоящего изобретения.
[0029] Как показано на фиг. 4 одна или обе из опорных секций 132, 134 литейной формы могут содержать первый участок 138 малого радиуса, образующий первую зону (зону I) прохождения ремня, второй переходной участок 140 большого радиуса, примыкающий к участку 138 малого радиуса и образующий вторую зону (зону II) прохождения ремня, и третий по существу плоский участок 142, примыкающий к участку 140 большого радиуса и образующий третью зону (зону III) прохождения ремня. В варианте осуществления участок 138 малого радиуса и участок 140 большого радиуса могут иметь радиус от приблизительно 0,4 метра до приблизительно 1,5 метра, где участок 140 большого радиуса имеет радиус, который отличается и превышает радиус участка 138 малого радиуса. В варианте осуществления участок 138 малого радиуса может иметь постоянный или переменный радиус кривизны от приблизительно 0,3 метра до приблизительно 1 метра, при этом участок 140 большого радиуса может иметь постоянный или переменный радиус кривизны от приблизительно 0,5 метра до приблизительно 25 метров. В варианте осуществления участок 140 большого радиуса может иметь радиус кривизны, который постепенно увеличивается (по мере уменьшения наклона) от участка 138 малого радиуса к плоскому участку 142 (то есть переменный или изменяющийся радиус кривизны). В варианте осуществления участок 140 большого радиуса, образующий зону II прохождения ремня, может иметь радиус кривизны, который непрерывно изменяется от расположенного выше по потоку конца к расположенному ниже по потоку концу.
[0030] Важно отметить, что наличие участка или секции 140 большого радиуса (то есть зоны II) около перехода к плоскому участку или секции 142 литейной формы 136 исключает или существенно уменьшает возможность отрыва ремня у касательной сравнительно небольшого валка 120 с фиксированным радиусом (или его эквивалента), где ремень переходит от изогнутой траектории к плоской траектории и по меньшей мере отделяет точку 129 входа литейной формы, куда сначала подается расплавленный металл, от любой области устройства 100, где возможен отрыв ремня. Кроме того, геометрия изогнутых участков опорных секций 132, 134 литейной формы выполнена так, чтобы поддерживать ремень 114 (или 112) в области, которая до этого была неподдерживаемой областью 34 отрыва ремня. В результате очень стабильный характер этой области входа литейной формы (включая точку 129 входа литейной формы), в которую подается расплавленный металл, обеспечивает возможность литья с толщиной, которая более чем на порядок величины тоньше, чем это обычно возможно на существующих литейных устройствах с двумя ремнями. Например, конфигурация литейного устройства 100 с двумя ремнями согласно настоящему изобретению обеспечивает возможность отливки тонких литых заготовок толщиной примерно 7 миллиметров и, более предпочтительно, толщиной примерно 5 миллиметров, что до сих пор не было успешно достигнуто на существующих литейных устройствах с двумя ремнями.
[0031] Кроме того, участок 138 малого радиуса (зона I), предшествующий участку 140 большого радиуса (зона II), вмещает устройство 128 подачи металла и соответствующие опорные конструкции.
[0032] Зона III, образованная плоским участком 142 опорных секций 132, 134 литейной формы, со своей стороны выполняет функции управления силами литейной формы, управления охлаждением и стабилизации ремня от термомеханических сил.
[0033] В варианте осуществления радиус соответствующих зон опорных секций 132, 134 литейной формы может быть основан на математической функции, такой как парабола, гипербола или другие функции более высокого порядка. В варианте осуществления объединение нескольких секций может включать в себя объединение вместе различных форм по касательной, использование переменных радиусов, непрерывных радиусов и прерывистых прямых секций. В варианте осуществления форма и контур опорных секций 132, 134 литейной формы могут быть выполнены так, чтобы соответствовать естественному контуру ремня в зоне 34 отрыва ремня в ходе работы (который может зависеть от уровня подводимого тепла, скорости/динамики, уровня натяжения, толщины ремня, материала ремня, сплава/особенностей затвердевания и т.д.). В конкретных вариантах осуществления литейная форма 136 может быть выполнена так, что ее физическая форма может изменяться в ходе литья металла или между литейными операциями. В варианте осуществления верхняя опорная секция 132 литейной формы может иметь форму, контур или конфигурацию, которая отличается от нижней опорной секции 134 литейной формы.
[0034] Кроме того, предполагается, что радиус сходящихся ремней 112, 114 может быть увеличен или уменьшен (путем увеличения или уменьшения радиуса закругленного участка 138 опорных секций 132, 134 литейной формы), для обеспечения перемещения зоны затвердевания дальше в устройство 100 или размещения ее ближе к наконечнику 130 подачи металла. В варианте осуществления по существу параллельный плоский участок литейной формы 136, образованный противостоящими плоскими участками 142 опорных секций 132, 134 литейной формы, может быть слегка сужен к концу и при необходимости скорректирован так, чтобы обеспечить равномерное охлаждение от обоих ремней, когда полоса 124 сжимается, не вызывая горячей обработки охлаждающего металла. В варианте осуществления верхняя и нижняя опорная секция 132, 134 литейной формы может быть подпружинена или иным образом смещена в направлении другой из верхней или нижней опорной секции литейной формы (например, механически, гидравлически, электрически и т.д.). Выходной конец литейной формы также может быть скорректирован так, чтобы укорачивать или удлинять эффективную область охлаждения литейного устройства 100 без необходимости изменения скорости литья.
[0035] С учетом вышесказанного, при работе расплавленный металл 126 подают на ремни 112, 114 в зоне, где сходятся натянутые ремни, удерживаемые на сравнительно большом радиусе с помощью других средств, отличных от прижимных валков. Например, в варианте осуществления расплавленный металл 126 подают на участок большого радиуса траектории ремня, заданный участком 140 большого радиуса (зона II) опорных секций 132, 134 литейной формы. Комбинация натяжения ремня и кривизны ремня, обеспеченная поддерживающим профилем опорных секций 132, 134 литейной формы, обеспечивает очень стабильное состояние ремня в зоне, где происходит начальное затвердевание. Таким образом, более тонкие полосы могут быть отлиты при более высоких скоростях затвердевания, обеспечивая при этом металлургические улучшения по сравнению с существующими литейными устройствами с двумя ремнями, особенно для сплавов с широким диапазоном температур затвердевания. Кроме того, возможность отливки более тонких полос уменьшает или устраняет необходимость последующей прокатки до окончательной толщины, что снижает как капитальные, так и эксплуатационные расходы.
[0036] В дополнение к вышеописанным преимуществам литейное устройство 100 согласно настоящему изобретению также позволяет использовать более толстые литейные ремни по сравнению с литейными ремнями, используемыми на существующих роликовых литейных установках, с относительно небольшими прижимными шкивами фиксированного диаметра или их эквивалентами. В частности, практическая толщина ремня ограничена минимальными радиусами, которым он должен соответствовать при растяжении. В основном это означает, что диаметр шкивов (или их эквивалентов) на роликовых литейных устройствах должен примерно в 400-600 раз превышать толщину ремня из высокопрочной низколегированной стали при температурах окружающей среды. При любом меньшем соотношении внешние волокна ремня могут быть нагружены сверх их предела текучести. Для ремня толщиной 1,2 мм это означает диаметр шкива 600 мм (0,6 метра). В условиях высокой теплопередачи внешние волокна стального ремня подвергаются дополнительному напряжению, что требует еще больших радиусов шкива.
[0037] При использовании опорных секций 132, 134 литейной формы, имеющих участок 140 большого радиуса, и подаче на такой участок 140 большого радиуса, а не на шкив меньшего радиуса или прижимные валки, могут быть использованы более толстые ремни, чем до сих пор было возможно. Это особенно предпочтительно, поскольку более толстые ремни имеют более высокую теплоемкость и способствуют более высокой скорости теплопередачи, что особенно полезно при литье сплавов с широким диапазоном температур затвердевания. Путем объединения тонких литых заготовок, например, толщиной менее чем приблизительно 7 миллиметров, при использовании толстых ремней, например, приблизительно 2 миллиметра или более, могут быть достигнуты скорости теплопередачи на порядок величины больше, чем типичные для существующих роликовых литейных установок, при сохранении стабильности ремня. В варианте осуществления ремни могут иметь толщину, составляющую около 1-4 мм. Это, в свою очередь, обеспечивает возможность литья сплавов с очень широким диапазоном температур затвердевания на литейных установках с двумя ремнями с высокой производительностью, с превосходными металлургическими и поверхностными качествами.
[0038] В дополнение к вышеописанным преимуществам использование опорных секций 132, 134 литейной формы для поддерживания подвижных ремней и для формирования области 136 литейной формы ниже по потоку от расположенных выше по потоку шкивов обеспечивает возможность расширения и сжатия ремней на по существу бесфриционных поддерживающих опорных секциях литейной формы. Это резко контрастирует с существующими устройствами, в которых расширение и сжатие подвижных ремней на вращающихся входных/расположенных выше по потоку шкивах может способствовать нестабильности. Действительно, настоящее изобретение по существу отделяет область 136 литейной формы от расположенных выше по потоку шкивов или валков, которые приводят в движение ремни.
[0039] Хотя согласно вариантам осуществления, описанным выше, секции 132, 134 литейной формы содержат первый и второй закругленные участки, которые приводят к по существу плоскому участку, предполагается, что секции 132, 134 литейной формы в качестве альтернативы могут быть сформированы с одним изогнутым или закругленным участком выше по потоку от по существу плоского участка, на который подают расплавленный металл. В варианте осуществления этот закругленный переходной участок может иметь радиус, который постепенно увеличивается от расположенного выше по потоку конца секции литейной формы к плоскому участку секции литейной формы. В других вариантах осуществления секции 132, 134 литейной формы могут иметь более двух отдельных закругленных или изогнутых участков как с постоянным, так и с переменным радиусом, например, три, четыре, пять или более закругленных участков, приводящих к по существу плоскому участку.
[0040] С учетом вышесказанного конкретные комбинации более толстых ремней и более тонких литых полос позволяют использовать естественную тепловую емкость ремня в качестве проводящего охлаждающего средства на уровнях, значительно более высоких, чем в существующих системах литья, что обеспечивает более быстрое отверждение литой полосы. В системах предшествующего уровня техники тепло активно отводится от ремня в зоне литейной формы и вблизи зоны литейной формы вследствие ограниченной пропорциональной доли теплоемкости более тонких ремней (например, приблизительно менее чем ~ 1,2 миллиметра) по отношению к более толстым полосам (например, свыше приблизительно 15 миллиметров). И наоборот, более предпочтительная пропорциональная доля теплоемкости обеспечивается более толстыми ремнями (до приблизительно 4 миллиметров), отливающими более тонкие полосы (приблизительно 2-6 миллиметров), как предусмотрено согласно настоящему изобретению, что позволяет теплопроводности ремня быстрее осуществить начальное затвердевание литой полосы. Соответственно, отвод тепла от ремня может затем осуществляться либо путем сочетания охлаждения ремня как вблизи, так и на удалении от области литейной формы, либо полностью удаленно от области литейной формы.
[0041] Хотя это изобретение было показано и описано относительно его подробных вариантов осуществления, специалисту в данной области техники должно быть очевидно, что могут быть предусмотрены различные изменения и элементы могут быть заменены их эквивалентами, без выхода за пределы объема правовой охраны изобретения. Кроме того, могут быть предусмотрены модификации для адаптации конкретной ситуации или материала к идеям изобретения, без отхода от сущности изобретения. Следовательно, предполагается, что изобретение не ограничивается конкретными вариантами осуществления, раскрытыми в вышеприведенном подробном описании, а изобретение будет включать в себя все варианты осуществления, попадающие в объем правовой охраны этого описания.
Изобретение относится к непрерывному литью. Устройство (100) содержит два ремня (112, 114), удерживаемых каждый на двух шкивах (116, 118, 120, 122). Область литейной формы (136) образована первой опорной секцией литейной формы (132), расположенной за первым ремнем, и второй опорной секцией (134) литейной формы, расположенной за вторым ремнем. Первая опорная секция литейной формы поддерживает первый ремень и задает форму первого ремня в области литейной формы, вторая опорная секция литейной формы поддерживает второй ремень и задает форму второго ремня в области литейной формы. По меньшей мере одна из первой и второй опорных секций литейной формы содержит переходной участок (138, 140) и, ниже по потоку, плоский участок (142). Переходной участок имеет переменный радиус, обеспечивающий возможность приема расплавленного металла из устройства подачи металла. Плоский участок, в промежутке между первой и второй опорными секциями литейной формы, содержит сужающуюся секцию литейной формы. Обеспечивается улучшение качества литой полосы толщиной менее 7 мм, в том числе качества поверхности, без ущерба для производительности, за счет улучшения теплопередачи по всей толщине литой полосы. 3 н. и 17 з.п. ф-лы, 4 ил.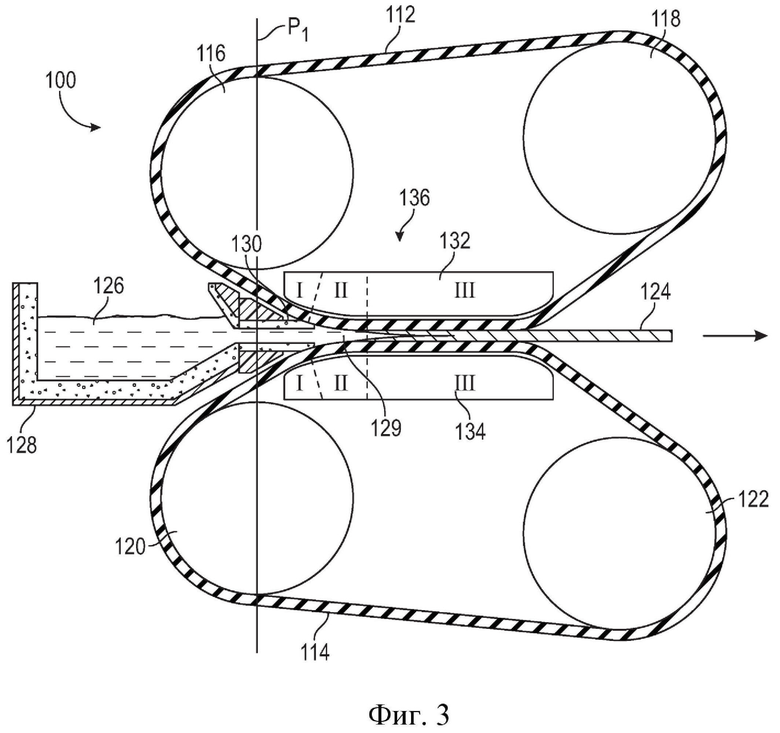
1. Устройство непрерывного литья для литья металлической полосы, содержащее:
- первый ремень, удерживаемый первым, расположенным выше по потоку, шкивом и первым, расположенным ниже по потоку, шкивом;
- второй ремень, удерживаемый вторым, расположенным выше по потоку, шкивом и вторым, расположенным ниже по потоку, шкивом; и
- область литейной формы, в которую подается расплавленный металл, при этом область литейной формы образована первой опорной секцией литейной формы, расположенной за первым ремнем в промежутке между первым, расположенным выше по потоку, шкивом и первым, расположенным ниже по потоку, шкивом, и второй опорной секцией литейной формы, расположенной за вторым ремнем в промежутке между вторым, расположенным выше по потоку, шкивом и вторым, расположенным ниже по потоку, шкивом;
причем первая опорная секция литейной формы поддерживает первый ремень и задает форму первого ремня в области литейной формы;
причем вторая опорная секция литейной формы поддерживает второй ремень и задает форму второго ремня в области литейной формы;
причем по меньшей мере одна из первой опорной секции литейной формы и второй опорной секции литейной формы содержит переходной участок и плоский участок ниже по потоку от переходного участка;
причем переходной участок имеет переменный радиус, обеспечивающий возможность приема расплавленного металла из устройства подачи металла;
причем плоский участок образует сужающуюся секцию области литейной формы, расположенную в промежутке между первой опорной секцией литейной формы и второй опорной секцией литейной формы.
2. Устройство непрерывного литья по п. 1, в котором переменный радиус переходного участка постепенно увеличивается от расположенного выше по потоку конца переходного участка к плоскому участку.
3. Устройство непрерывного литья по п. 1, в котором по меньшей мере одна из первой опорной секции литейной формы и второй опорной секции литейной формы дополнительно содержит первый закругленный участок, причем переходной участок расположен в промежутке между первым закругленным участком и плоским участком;
причем переходной участок имеет больший радиус, чем первый закругленный участок, на всей протяженности переходного участка от точки, смежной с первым закругленным участком, до точки, смежной с плоским участком.
4. Устройство непрерывного литья по п. 3, в котором радиус первого закругленного участка является переменным.
5. Устройство непрерывного литья по п. 1, в котором радиус первого закругленного участка составляет от 0,3 м до 1 м.
6. Устройство непрерывного литья по п. 5, в котором радиус переходного участка составляет от 0,5 м до 25 м.
7. Устройство непрерывного литья по п. 1, в котором первый ремень и второй ремень каждый имеет толщину от 1 до 4 мм.
8. Устройство непрерывного литья по п. 7, в котором металлическая полоса имеет толщину менее чем 7 мм.
9. Устройство непрерывного литья по п. 7, в котором металлическая полоса имеет толщину менее чем 5 мм.
10. Способ непрерывного литья металлической полосы, содержащий этапы, на которых:
- размещают первый ремень на первом, расположенном выше по потоку, шкиве и первом, расположенном ниже по потоку, шкиве;
- размещают второй ремень на втором, расположенном выше по потоку, шкиве и втором, расположенном ниже по потоку, шкиве;
- формируют область литейной формы путем размещения первой опорной секции литейной формы за первым ремнем в промежутке между первым, расположенным выше по потоку, шкивом и первым, расположенным ниже по потоку, шкивом и размещения второй опорной секции литейной формы за вторым ремнем в промежутке между вторым, расположенным выше по потоку, шкивом и вторым, расположенным ниже по потоку, шкивом, при этом каждая из первой опорной секции литейной формы и второй опорной секции литейной формы имеет изогнутый переходной участок ниже по потоку от первого, расположенного выше по потоку, шкива и второго, расположенного выше по потоку, шкива и плоский участок ниже по потоку от изогнутого переходного участка, причем противолежащие плоские участки первой опорной секции литейной формы и второй опорной секции литейной формы расположены так, что образуют сужающуюся секцию литейной формы; и
- подают расплавленный металл на изогнутый переходной участок.
11. Способ по п. 10, в котором:
по меньшей мере одна из первой опорной секции литейной формы и второй опорной секции литейной формы дополнительно содержит первый закругленный участок;
причем изогнутый переходной участок расположен в промежутке между первым закругленным участком и плоским участком;
причем изогнутый переходной участок расположен ниже по потоку от плоскости, проходящей через касательную первого, расположенного выше по потоку, шкива и второго, расположенного выше по потоку, шкива.
12. Способ по п. 10, в котором изогнутый переходной участок имеет радиус, который изменяется от расположенного выше по потоку конца изогнутого переходного участка, противоположного плоскому участку, до расположенного ниже по потоку конца изогнутого переходного участка.
13. Способ по п. 12, в котором радиус изогнутого переходного участка постепенно увеличивается от расположенного выше по потоку конца изогнутого переходного участка к плоскому участку.
14. Способ по п. 13, в котором радиус изогнутого переходного участка составляет от 0,5 до 25 м.
15. Способ по п. 14, в котором радиус первого закругленного участка составляет от 0,3 до 1 м.
16. Устройство непрерывного литья для литья металлической полосы, содержащее:
- первый ремень, удерживаемый первым, расположенным выше по потоку, шкивом и первым, расположенным ниже по потоку, шкивом;
- второй ремень, удерживаемый вторым, расположенным выше по потоку, шкивом и вторым, расположенным ниже по потоку, шкивом; и
- область литейной формы, образованную первой опорной секцией литейной формы, расположенной за первым ремнем в промежутке между первым, расположенным выше по потоку, шкивом и первым, расположенным ниже по потоку, шкивом, и второй опорной секцией литейной формы, расположенной за вторым ремнем в промежутке между вторым, расположенным выше по потоку, шкивом и вторым, расположенным ниже по потоку, шкивом;
причем область литейной формы содержит первую зону, вторую зону ниже по потоку от первой зоны и третью зону ниже по потоку от второй зоны;
причем первая опорная секция литейной формы содержит плоский участок, образующий первый участок третьей зоны;
причем вторая опорная секция литейной формы содержит плоский участок, образующий второй участок третьей зоны;
причем первый и второй участки указанной третьей зоны образуют сужающуюся секцию области литейной формы, расположенную в промежутке между первой опорной секцией литейной формы и второй опорной секцией литейной формы.
17. Устройство непрерывного литья по п. 16, в котором первая зона и вторая зона имеют постоянный радиус кривизны, и вторая зона имеет изменяющийся радиус кривизны.
18. Устройство непрерывного литья по п. 17, в котором радиус кривизны второй зоны постепенно увеличивается от расположенного выше по потоку конца второй зоны к расположенному ниже по потоку концу второй зоны.
19. Устройство непрерывного литья по п. 17, в котором радиус первой зоны составляет от 0,3 до 1 м.
20. Устройство непрерывного литья по п. 19, в котором радиус второй зоны составляет от 0,5 до 25 м.
| US 4505319 A1, 19.03.1985 | |||
| US 4582114 A1, 15.04.1986 | |||
| US 5725046 A1, 10.03.1998 | |||
| Способ непрерывного литья плоских слитков | 1989 |
|
SU1715475A1 |

