Изобретение относится к остеклению, в частности к боковому неподвижному остеклению транспортного средства.
Неподвижное боковое остекление автомобилей, а именно остекление задней части, такое как остекление задней боковой части кузова автомобиля, обычно до установки на кузов снабжается декоративным элементом, маскирующим край остекления.
Для остекления определенной формы можно использовать заранее изготовленный декоративный элемент, имеющий форму рамки, подобранной к контуру остекления, способную за счет небольших деформаций принять остекление, которое встанет в предусмотренные для этой цели места. Эта технология имеет целый ряд недостатков.
В первую очередь, неизбежный зазор между остеклением и заранее изготовленной рамкой, возникающий за счет соответствующих допусков при изготовлении, является источником вибраций при движении автомобиля. Таким образом, возникает необходимость соединения двух частей склеиванием.
Но даже после склеивания следствием этого зазора остается относительно изменчивое положение рамки и остекления, которое создает проблемы при установке остекления на кузов, при этом оператор имеет выбор дать преимущества относительно проема кузова или положению остекления, или положению рамки.
Установка остекления по этой технологии требует повышенного числа производимых операций, зачастую довольно сложных, и, как следствие, больших затрат рабочей силы.
Известно также остекление, снабженное периферическими рамками, заформованными впрыскиванием пластмассы на остекление, а именно, люнеты (окошка) автомобиля. Обычно рамка изготавливается из эластомерного материала, или из термопластика, или полимеризованного по месту, с помощью технологии реактивного впрыскивания (RIM - Reaction Injection Molding), что позволяет не только защитить края остекления, но и осуществить герметизацию. Для разрешения проблемы слабой адгезии обычных эластомеров к стеклянной основе перед впрыскиванием на периферическую область остекления обычно накладывают первичное покрытие, предназначенное для образования адгезивного соединения с эластомером. Эта дополнительная операция приводит к заметному удорожанию при производстве остекления. Применение этой дорогостоящей технологии заформовки или капсюлирования не представляется конкурентоспособной для рамок незначительной функциональности, в частности, для рамок, имеющих защитную или эстетическую функцию.
Целью настоящего изобретения является оснащение остекления периферической рамкой без проблем относительной установки, простым и воспроизводимым способом, требующим небольших затрат рабочей силы и относительно недорогим.
Эта цель, как и другие, которые будут описаны ниже, достигается по изобретению технологией заформовки с использованием вместо обычных эластомеров жесткой пластмассы для образования рамки, зажимающей край остекления. Неожиданным образом выясняется, что вполне возможно формовать жесткую пластмассу на остекление без его повреждения. По изобретению производится не адгезивное соединение рамки с остеклением, но соединение механическим зажимом за счет жесткости материала, образующего рамку.
В этом отношении целью изобретения является заформованное остекление, включающее основу из стекла и/или пластмассы, монолитную или слоистую, оснащенное рамкой из пластмассы, заформованной на периферии основы, отличающееся тем, что рамка, по меньшей мере, на одной стороне своей периферии, имеет желобок, обычно в виде U, зажимающий край основы, и тем, что пластмассой является полимер или смесь термопластических полимеров, модуль гибкости которых составляет не менее 1200 МПа.
По различным вариантам изобретения рамка может представлять собой продольный непрерывный желобок, захватывающий край основы по всей ее периферии, или иметь лишь отдельные участки, снабженные желобком в виде U. Количество, размещение и длина этих участков может легко определяться специалистом, в частности, в зависимости от жесткости применяемого термопластического материала или требуемого профиля для рамки, таким образом, чтобы обеспечить удержание на месте рамки на основе. Например, при относительно небольшой толщине заформованного материала рамка является относительно гибкой и предпочтительно предусмотреть участки с желобком в виде U на большей части периферии рамки с тем, чтобы избежать риска обнажения. Напротив, толстая заформованная рамка будет менее гибкой и удовлетворительного удержания можно достичь даже с небольшим количеством участков, снабженных желобком.
Как это будет видно далее, остекление по изобретению может быть снабжено рамками самого различного сечения, имеющими, в частности, кроме желобка, другие части определенной формы, предназначенные для снабжения рамки функциональными элементами по всей ее длине, такими как продольная кромка, или ограниченными в точках или на участках рамки, такие как пионы центровки или упоры установки.
По изобретению заформованная рамка образуется полимером или смесью жестких термопластических полимеров, включающих при необходимости органическую или минеральную составляющую, отличающимися модулем изгиба, измеряемым по стандарту NFT 51-001, составляющим, по меньшей мере, 1200 МПа, предпочтительно от 1200 до 3000 МПа, в особых случаях, порядка от 2000 до 3000 МПа. В некоторых случаях изготовления, когда рамка может осуществлять, в частности, функцию усиления остекления, модуль может достигать значительно больших величин.
Эта жесткость позволяет после охлаждения заформованной пластмассы придавать рамке силу сжатия, достаточную для того, чтобы воспрепятствовать отклонению двух крыльев U и высвобождению остекления.
Удачным образом термопластический материал имеет твердость по Шору D не менее 60, предпочтительно от 60 до 90.
Предпочтительно, чтобы термопластический материал обладал определенной объемной усадкой для облегчения сжатия. Однако эта усадка не должна быть ярко выраженной для того, чтобы избежать разбития остекления под воздействием случайных напряжений. Удачным образом термопластический материал имеет объемную усадку порядка от 0,1 до 1%, предпочтительно от 0,1 до 0,8%, а именно, от 0,1 до 0,5%.
Применяемый термопластический полимер или полимеры по изобретению являются самыми разными. В качестве примеров приведем ненасыщенную полиэфирную пластмассу, полиамид, в частности полиамид 6 или 6/6, полиолефин, такой как полипропилен, жесткий полихлорвинил, полистирол, неэластомерный полиуретан, полиацетал, поликарбонат, полиоксид фенилена, сополимер типа стирола-акрилонитрила или акрилонитрила-бутадьена-стирола и их смеси.
В остеклении по изобретению заформованная рамка прочно удерживается на месте единственно силой сжатия, которую она осуществляет в силу своей жесткости.
Для предупреждения возможных недостатков удержания на месте, например в случае значительного расширения материала под воздействием тепла, возможно дополнить силу механического сжатия частичным адгезивным соединением между основой и заформованной рамкой.
Таким образом, изобретение предусматривает возможность нанесения первичного адгезивного слоя на кромку основы, по меньшей мере, на часть ее длины, для облегчения адгезии заформованной пластмассы только на кромке основы. Так как речь идет только о дополнительных мерах, ограниченное первичное нанесение на кромку основы представляется достаточным. Несмотря на то, что говорилось в преамбуле, этот вариант остается предпочтительным, так как он требует только одного приблизительного нанесения первичного слоя на кромку остекления, в противоположность точному нанесению по всей пограничной области основы, в случае заформовки эластомерных материалов. Количество применяемого состава первичного слоя по этому варианту изобретения гораздо меньше, чем в известных способах, и существует возможность одновременной обработки нескольких основ, нанося состав первичного слоя на кромку целой стопки остекления. Таким образом, не оказывается значительного влияния на темп работы и стоимость продукции. Состав первичного слоя по изобретению может быть любого известного типа, в частности на основе силана (кремневодорода).
Как это указывалось ранее, заформованная рамка остекления по изобретению обычно имеет форму, адаптированную к будущему месту установки остекления и может, в частности, содержать различные функциональные элементы, например, такие как упоры положения или элементы фиксации, применяемые для монтажа остекления в проеме. Речь может идти о непрерывных элементах, присутствующих на всей периферии рамки, или об элементах длиной, ограниченной отдельным участком рамки, в результате местной модификации профилированного сечения.
Такие функциональные элементы могут иметь форму, выходящую за корпус рамки, например, чтобы замаскировать промежуток между остеклением и продольной выемкой (боковым пазом) или зазором в кузове. В удачном варианте этот выходящий элемент имеет ажурную структуру и может выполнять роль вентилятора задней боковой стенки кузова автомобиля, встроенного в остекление.
Функциональные элементы могут быть заформованы с остальной частью рамки в форму соответствующего постоянного или переменного сечения, но также могут держаться вставками, встроенными в термопластический материал, впрыскиваемый в заформованную форму.
Речь может идти также об элементах, привносимых на корпус рамки после операции заформовки, закрепляемых склеиванием. Например, по контуру заформованной рамки может находиться шнур из гибкого деформируемого материала, который в процессе монтажа остекления в проем упирается в дно промежутка проема. Этот шнур, который не обязательно является непрерывным и проходящим по всему контуру рамки, способен давать три положительных преимущества: он ограничивает вибрации остекления в проеме, уменьшает проблемы аэродинамического шума; при наличии достаточного коэффициента трения в промежутке он обеспечивает удержание остекления в нужном положении в период схватывания клея. Удачным образом для этого шнура используется полиуретановая пена, которая может накладываться различными способами, в частности литьем, впрыскиванием или экструзией на рамку из текучего или вязкого материала, застывающего по месту, или приклеиванием предварительно экструдированного шнура с помощью соответствующего адгезива.
Наличие на рамке этих функциональных элементов, таких как формы, выходящие за периферию остекления или элементы соединения с проемом, стало возможным по изобретению, благодаря отличному удержанию рамки за счет силы сжатия, осуществляемой жестким материалом, заформованным на основе. Обычная рамка, предварительно изготовленная формовкой, а затем установленная на основу, при условии наличия подобных элементов не дала бы результатов, так как усилия, появляющиеся за счет взаимодействия этих элементов с их окружением, значительно ухудшили бы относительно слабое механическое соединение рамки с основой, следствием чего был бы повышенный риск обнажения рамки.
Остекление по изобретению особенно подходит к многочисленным случаям применения, где не требуется полная герметичность между остеклением и заформованным элементом. Такое остекление может удачным образом являться боковым остеклением автомобиля, закрепленным в проеме кузова посредством клеевого шнура, наложенного на саму стеклянную основу, при этом рамка выполняет просто роль декоративного элемента, а герметичность между остеклением и проемом обеспечивается самим клеевым шнуром.
Заформовка используемого по изобретению жесткого термопластического материала осуществляется в обычных аппаратах классическим образом: помещение основы в форму, закрытие и помещение формы под давление, впрыскивание термопластика в вязком состоянии и охлаждение. По изобретению можно впрыскивать одну пластмассу, а также несколько пластмасс по технологии совместного впрыскивания. Изобретение также совместимо с более сложными технологиями, такими как впрыскивание в присутствии газа (IAG). По этому способу одновременно с пластмассой впрыскивается инертный газ, обычно азот, таким образом, что образуется канал, или минимум пузырьки во впрыскиваемой пластмассе, для получения пористой рамки и экономии значительной части пластмассы. Соблюдение параметров впрыскивания по технологии AIG, однако, представляется довольно сложным, и часто пузырьки газа входят в соприкосновение с основой. При использовании эластомерных материалов, часто применяемых при заформовке стекла, это приводит к потере адгезии рамки к основе, что очень плохо для целостности заформованного остекления. Этот недостаток исчезает в настоящем изобретении, так как жесткость заформованной рамки компенсирует возможное отсутствие материала, вызванного недостатками в технологии впрыскивания газа.
В целом, специалист может определить известными способами основные параметры впрыскивания, учитывая реологические и механические характеристики термопластического материала. По изобретению этап охлаждения является относительно критическим, так как именно на этом этапе пластмасса начинает оказывать воздействие сжатия на края основы. Среди критических параметров давление, прилагаемое в форме на этом этапе, может быть удачным образом адаптировано к каждому термопластику в зависимости от его объемной усадки при охлаждении с тем, чтобы не подвергать заформованную основу напряжениям, которые могут привести к повышению ее хрупкости или даже к ее раскалыванию. Скорость охлаждения, перепад температуры в форме представляют собой другие параметры, которые необходимо учитывать.
Для этого изобретение предлагает улучшенный способ заформовки, включающий этап впрыскивания термопластического материала в форму, куда предварительно помещена основа, с последующим этапом охлаждения, отличающийся тем, что термическая обработка термопластического материала на этапе охлаждения проводится локально таким образом, что осуществляется контроль объемной усадки термопластического материала в каждой точке рамки.
В частности, удачным образом контролируется температура формы на этапе охлаждения, для чего, например, предусмотрены каналы охлаждения, расположенные соответствующим образом на форме для придания различных температур, и соответственно различных коэффициентов усадки, вдоль контура рамки. Таким образом, можно создавать различные напряжения сжатия вдоль рамки и регулировать силу соединения между рамкой и основой в каждой точке последней.
Другие преимущества и особенности изобретения станут более очевидными при последующем подробном описании со ссылкой на чертежи в приложении, где:
фигура 1 представляет вид в поперечном разрезе первого остекления по изобретению;
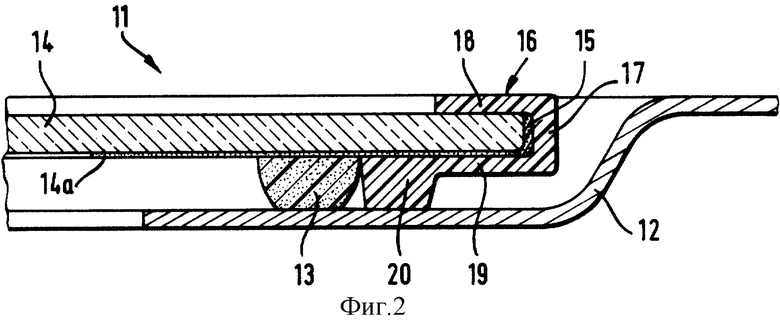
фигура 2 представляет вид в поперечном разрезе второго остекления по изобретению;
фигура 3 представляет вид в поперечном сечении третьего остекления по изобретению;
Остекление 1, представленное на фигуре 1, предназначено для закрепления склеиванием на задней боковой стенке 2 кузова автомобиля посредством клеевого шнура 3. Оно включает стеклянную основу 4, имеющую на стороне, направленной к внутренней части кузова, подготовительный слой 4а, такой как слой непрозрачной эмали, к которому прилегает клеевой шнур 3, и периферическую рамку 5, получаемую заформовкой жесткого термопластического материала. В качестве примера жесткого термопластика можно привести, в частности, жесткий полихлорвинил, модуль гибкости которого составляет около 2000 МПа (по стандарту NFT 51-001), плотность по Шору составляет около 70 градусов по шкале D и объемная усадка составляет 0,3%. Рамка 5 представляет часть поперечного сечения в виде U, в которую помещен край 6 основы 4, и образует продольный желобок, дно 7 которого и две боковые стенки 8 и 9 соприкасаются с краем 6. Рамка 5 имеет также выступающую часть 10 в виде кромки, выходящей кнаружи от основы 4, которая маскирует дно промежутка в задней боковой части 2 кузова автомобиля.
На фигуре 2 представлен вариант изобретения, где осуществлено адгезивное соединение между рамкой и кромкой основы. Остекление 11, показанное зафиксированным в задней боковой части 12 с помощью клеевого шнура 13, включает стеклянную основу 14, имеющую по периферии своей внутренней стороны непрозрачное покрытие 14а и кромка которого покрыта первичным подготовительным слоем 15 на основе силана, и рамку 16, сечение которой представляет часть в виде U, в которую вставлен край основы 14 и которая образует продольный желобок, дно 17 которого соприкасается с первичным слоем 15.
При впрыскивании термопластического материала для образования профиля 16 термопластический материал химически воздействует с первичным слоем, нанесенным на кромку основы, и образуется адгезивное соединение между дном 17 желобка и основой посредством слоя 15. Напротив, термопластический материал, образующий две боковые стенки 18 и 19 желобка в виде U, не вступает в химическую реакцию с необработанными поверхностями основы 14, таким образом, после охлаждения две стенки 18 и 19 оказывают на поверхности основы только механическое воздействие сжатия за счет жесткости термопластического материала.
В варианте, показанном на фигуре 2, профиль 16 имеет также продольную нервюру 20, предназначенную для ограничения распространения клеевого шнура 13, обеспечивающего фиксацию остекления на задней боковой стенке.
В другом варианте нервюра 20 может быть заменена точечными упорами положения, предназначенными для фиксации отклонения остекления 11 относительно кузова.
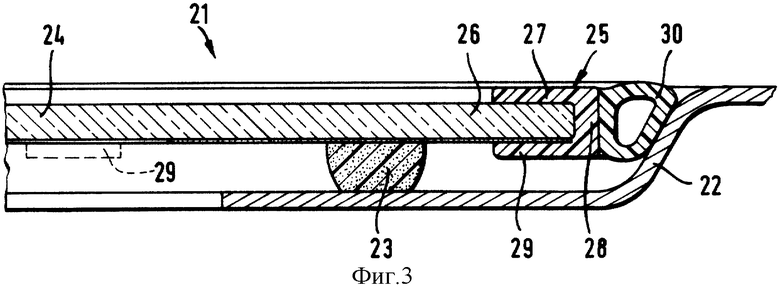
На фигуре 3 показан другой способ реализации изобретения, в котором стеклянная основа зажата в рамку не непрерывно по всей своей периферии, но прерывистым образом только на отдельных участках рамки.
Остекление 21, показанное как в предыдущих примерах приклеенным к промежутку 22 клеевым шнуром 23, включает, таким образом, стеклянную основу 24 и рамку 25, которая проходит по периферии основы 24, покрывая поочередно две и три стороны пограничной области 26 основы. Таким образом, рамка 25 включает участки с сечением в виде U, чередующиеся с участками с сечением в виде L. Разрез, показанный на фигуре 3, сделан на участке с сечением в виде U, где рамка включает три стенки 27, 28, 29, соприкасаясь соответственно с наружной стороной, с кромкой и с внутренней стороной стекла. Вдоль этого участка пограничная область 26 основы зажата в жесткий желобок, образуемый этими тремя стенками.
Часть рамки, представленная сзади плана разреза, включает длинный участок, имеющий две стенки в виде L, которые соприкасаются с наружной стороной и с кромкой остекления, и другой участок, более короткий, снова в виде U, со стенкой 29, соприкасающейся с внутренней стороной основы.
Кроме того, остекление 21 включает гибкий шнур 30, например из полиуретановой пены, приклеенный к наружной стороне стенки 28 рамки 25, который служит снижению вибраций и аэродинамического шума при движении автомобиля, снабженного остеклением 21. Этот шнур за счет осуществляемого на промежутке 22 трения позволяет удерживать остекление 21 на месте на время схватывания клеевого шнура 23. Необходимо отметить, что рамка 25 отлично удерживается на месте на основе 21 как в ходе операции размещения, так и в процессе последующего использования автомобиля, несмотря на усилия, которые передаются ей шнуром 30.
Изобретение, описание которого приведено в отношении остекления автомобиля, не ограничивается этим способом реализации и подходит для многочисленных типов остекления.
Изобретение используется в остеклении, в частности в боковом неподвижном остеклении автомобилей. Заформованное остекление включает основу (4) из стекла и/или пластмассы, монолитную или слоистую, и рамку (5) из пластмассы, заформованную по периферии основы. Рамка, по меньшей мере, на одной части своей периферии, включает U-образный желобок, зажимающий край (6) основы. Пластмасса представляет собой полимер или смесь термопластических полимеров, модуль изгиба которых составляет, по меньшей мере, 1200 МПа. При необходимости, кромка основы, по меньшей мере, частично покрыта первичным адгезивным слоем. Технический результат заключается в упрощении способа установки остекления и не требует больших затрат рабочей силы. 2 с. и 8 з.п. ф-лы, 3 ил.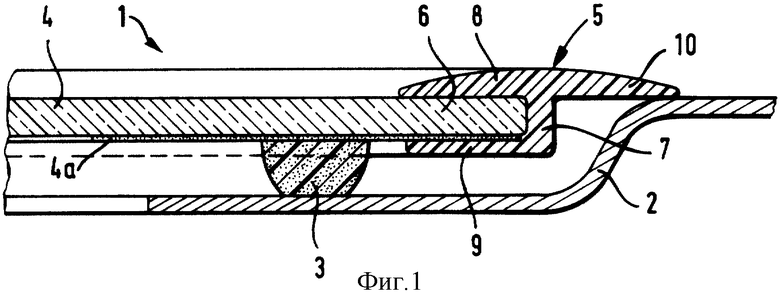
| US 5264270 A, 23.11.1993 | |||
| US 5311711 A, 17.05.1994 | |||
| УСТРОЙСТВО для ИЗМЕРЕНИЯ НЕЛИНЕЙНЫХ ИСКАЖЕНИЙ МОДУЛИРУЮЩЕГО НАПРЯЖЕНИЯ ПРИ ЧАСТОТНОЙ | 0 |
|
SU375577A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВИНИЛОВЫХ ЭФИРОВ АРОМАТИЧЕСКИХ ДИАЗОГИДРАТОВ | 0 |
|
SU382602A1 |
| US 3759004 A, 18.09.1973 | |||
| Устройство для установки ветрового стекла и способ установки ветрового стекла | 1990 |
|
SU1779228A3 |

