Изобретение относится к устройству для формования профиля из экструдируемого полимера непосредственно на поверхности изделия, в частности на краю витража, по его периметру.
Известно оборудование автомобильных стекол профилем в форме рамы, выполненным из полимера, причем этот профиль, выполненный из экструдируемого материала, наносится на поверхность стекла экструзионным методом.
Затем экструдированный профиль затвердевает и может использоваться для выполнения различных функций. Он может, например, образовывать прокладку, на которую накладывается жгут клея перед вклеиванием стекла в проем. В этом случае профиль преимущественно будет иметь форму канала. В более простом варианте профиль этого же типа может использоваться для образования барьера, который ограничит расширение жгута клея в момент монтажа и исключит его проникновение в видимую часть ветрового стекла. Профилированная прокладка может также служить упором, который в момент установки стекла в проеме служит для его упора и позволяет таким образом устанавливать и закреплять стекло в ожидании схватывания клея. Наконец, экструдированный профиль предыдущего типа может иметь утолщения в форме губы, которое заходит за периферию стекла и которое позволяет, когда оно опирается на кузов закрывать прорезь между стеклом и краем проема.
Профилированная прокладка, экструдированная по окружности стекла, может также одновременно, выполнять несколько функций. Так, например, особенно полезным профилем является например, профиль в виде относительно широкого основания в форме канала и расширения в форме губы, которая проходит за окружностью стекла. В этом случае основание профиля служит опорой для жгута клея, который фиксирует ветровое стекло в проеме, в то время, как периферийная губа выполняет центровку стекла в этом самом проеме в момент установки кузова. В этом случае эта же самая губа служит также для обеспечения герметичности между стеклом и металлом и участвует в формировании эстетического вида комплекта. Стекло, предварительно оборудованное таким профилированным прутком, все больше и больше используется на практике.
Ближайшим по технической сущности к предложенному решению является устройство для формования профиля из экструдируемого полимера непосредственно на поверхности изделия, в частности по краю поверхности стекла вдоль его периметра, содержащее экструзионную головку с одним боковым выходным отверстием для профиля и одной распределительной камерой в верхней части выходного отверстия, робот для направления экструзионной головки вдоль стекла, дозатор регулирования расхода полимера на экструзионной головке, микропроцессор управления траекторией робота (см. пат. ЕР 345134, кл. B 60 I 1/02, 1989).
В указанном решении экструзионная головка со своим каналом управляется роботом. Она размещается на поверхности стекла, затем перемещается вдоль его края. При этом перемещении микропроцессор управляет устройством дозировки полимера в ходе экструзии.
В большинстве случаев описанное устройство позволяет снабдить стекло по всей его окружности рамой, которая везде имеет одно и то же сечение. Однако, существуют случаи, когда хотят иметь стекла, снабженные рамами, которые имеют разные сечения на одной или на другой части их окружности. Так, например, автомобильные стекла часто снабжены по их нижней горизонтальной части простым профилем V-образного сечения, в то время как стороны и верхняя горизонтальная часть будут иметь экструзионный профиль, имеющий в свою очередь губу, которая выходит за периферию стекла. До настоящего времени такая рама требует для ее формования наличия двух раздельных производственных фаз, когда первый экструзионный канал наносит первую часть рамы, затем, когда второй канал, в ходе второй фазы, наносит другие разные части.
Задачей изобретения является повышение устройства, способного обеспечить формование с помощью одной и той же экструзионной головки профилей различного сечения.
Для решения этой задачи устройство для формования профиля из экструдируемого полимера непосредственно на поверхности изделия, в частности по краю поверхности стекла вдоль его периметра, содержащее экструзионную головку с одним боковым выходным отверстием для профиля и одной распределительной камерой в верхней части выходного отверстия, робот для направления экструзионной головки вдоль стекла, дозатор регулирования расхода полимера на экструзионной головке, микропроцессор управления траекторией робота, согласно изобретению снабжено пластиной со средствами ее установки, размещенной ниже выходного отверстия экструзионной головки и смонтированной с возможностью частичного перекрытия выходного отверстия в рабочем положении пластины, и средствами управления расходом экструдируемого материала в зависимости от соответствующего сечения профиля одновременно с управлением движения пластины.
Кроме того, выходное отверстие экструзионной головки калибровано в зависимости от наибольшего выполняемого сечения профиля, а пластина смонтирована с возможностью перемещения для получения определенного сечения профиля.
Пластина может быть выполнена в виде ползуна, установленного с возможностью перемещения по стенке экструзионной головки посредством домкрата.
Домкрат перемещения ползуна и дозатор расхода полимеризуемого экструдированного материала соединен с микропро- цессором для управления ими.
Выходное отверстие экструзионной головки имеет поверхность, выполненную с возможностью охвата наибольшего сечения экструдируемого профиля, а калиброванное сечение по профилю изделия выполнено в пластине, расположенной на экструзионной головке перед выходным отверстием.
Пластина выполнена в виде диска, а калиброванное сечение по профилю изделия выполнено в виде ряда отверстия, размещенных по окружности диска с возможностью перемещения в рабочее положение перед выходным отверстием экструзионной головки посредством поворота диска.
Т.о. согласно изобретению поставленная цель достигается путем размещения перед выходным отверстием канала на экструзионной головке пластины, которая при установке в рабочее положение частично перекрывает выходное отверстие. Предусматриваются также средства, позволяющие придавать этой пластине различные положения.
В первом варианте изобретения устройство предусматривается таким, что в ходе его перемещения вдоль окружности стекла можно получать профили разного сечения. Этот вариант отличается тем, что выходное отверстие канала имеет поверхность, которая соответствует профилю с наибольшим сечением, которое хотят получить, а подвижная пластина, размещенная сразу после выходного отверстия, составляет с ним другую конфигурацию и позволяет получать другие сечения. Подвижная пластина, размещенная перед калиброванным выходным отверстием может, таким образом, например, благодаря домкрату перемещаться от одного положения к другому во время короткий остановки экструзионной головки. Таким образом, можно получать изменение сечения профиля точно в одном месте по ходу экструзионной головки. Можно также вместо прежней системы достигать того, чтобы пластина имела такое движение, чтобы она непрерывно перемещалась во время перемещения экструзионной головки. Таким образом, можно получать профильные сечения, которые непрерывно изменяются на большую длину. В обоих случаях предусматриваются средства, приспособленные к тому, чтобы одновременно с перемещением пластины можно было бы также регулировать расход экструдируемого материала.
В другом варианте устройства согласно изобретению не само выходное отверстие имеет определенное сечение, соответствующее форме получаемого профиля, а единственной его характеристикой является наличие сечения, превышающего сечение максимального профиля. Здесь сама пластина, скользящая перед выходным отверстием, снабжена по меньшей мере двумя профилированными отверстиями, которые по очереди могут размещаться перед выходным отверстием.
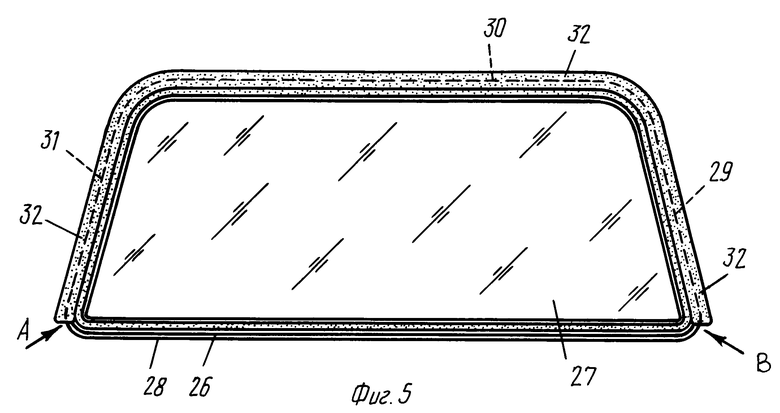
На фиг. 1 изображена экструзионная головка с подвижным ползуном, вид сбоку; на фиг.2 - частичный вид на фиг.1 с полностью освобожденным отверстием; на фиг.3 - частичный вид на фиг.1 с частично перекрытым выходным отверстием; на фиг.4 - частичный вид на фиг.1, с еще более продвинутым ползуном; на фиг.5 - автомобильное стекло, снабженное рамой, профили которой имеют разное сечение; на фиг.6 - показ функций, выполняемых устройством по фиг.1; на фиг.7 - экструзионная головка, снабженная пластиной с несколькими калиброванными выходными отверстиями.
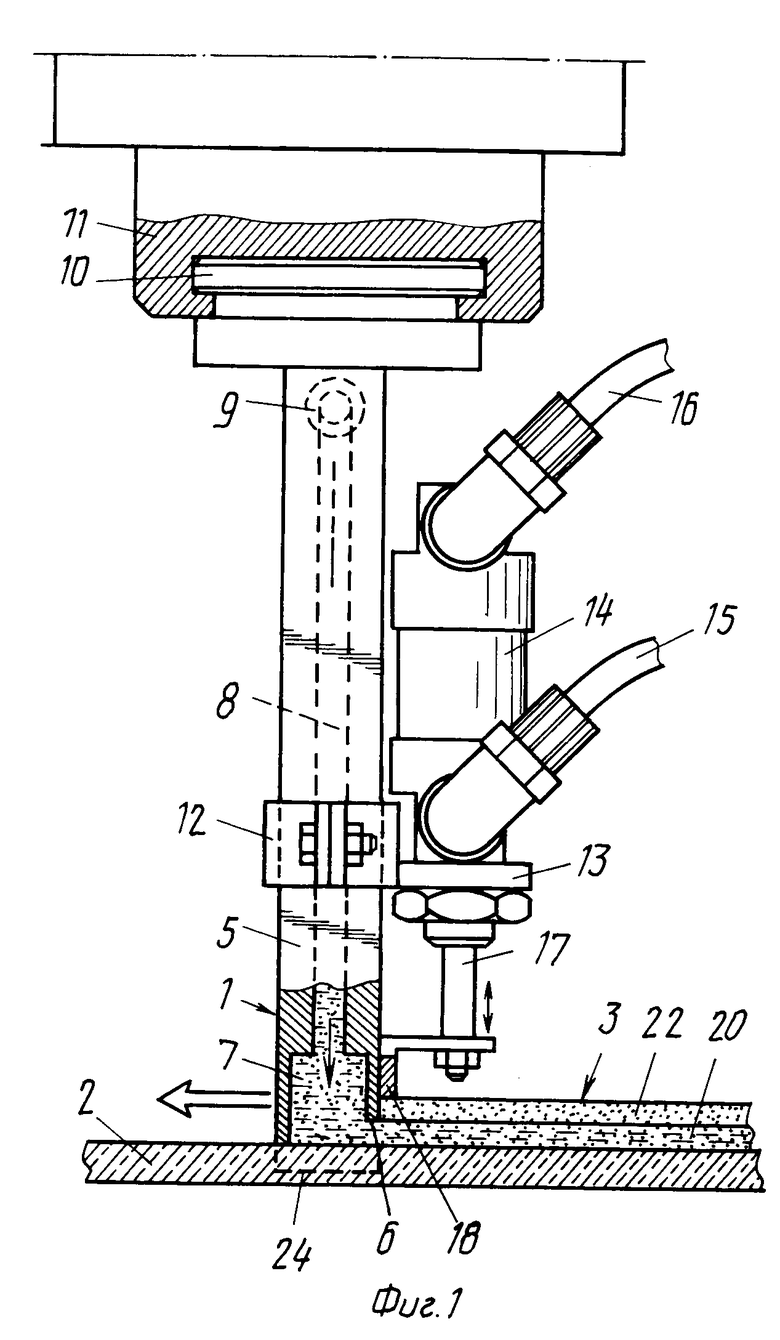
Первый вариант экструзионной головки согласно изобретению, в котором сам канал имеет калиброванное выходное отверстие, показан, следовательно, на фиг.1-4. Экструзионная головка 1 позволяет наносить по периметру окружности автомобильного стекла 2 профиль 3 из экструдируемого полимера, например, однокомпонентный полиуретан, полимеризующийся при влажности. Он непосредственно наносится на стекло 2, а экструзионная головка 1 перемещается посредством рычага 4 вдоль края стекла 2.
В показанном устройстве имеется экструзионная головка 1, корпус 5 которой снабжен калиброванным выходным отверстием 6 в его нижней боковой части. Имеется также распределительная камера 7, которая размещается в верхней части перед выходным отверстием 6, и канал 8, который соединен с патрубком питания 9. Последний питается через накопительный трубопровод. Полимер, дозированный соответствующим устройством, подается с регулируемым расходом в экструзионную головку. Корпус 5 снабжен заплечиком в форме кольца 10, которое установлено внутри опоры 11, связанной с рычагом 4 робота.
Корпус 5 имеет крепление 12, которое удерживает консоль 13, к которой прикреплен пневматический домкрат 14, ось которого параллельна оси корпуса 5. Домкрат 14 питается с помощью трехканального электропневматического клапана (не показанного на чертеже) посредством трубопроводов 15 и 16. На конце штока 17 находится ползун 18, который опирается на стенку 19 экструзионного корпуса 5 и который скользит в известных случаях в непоказанной канавке.
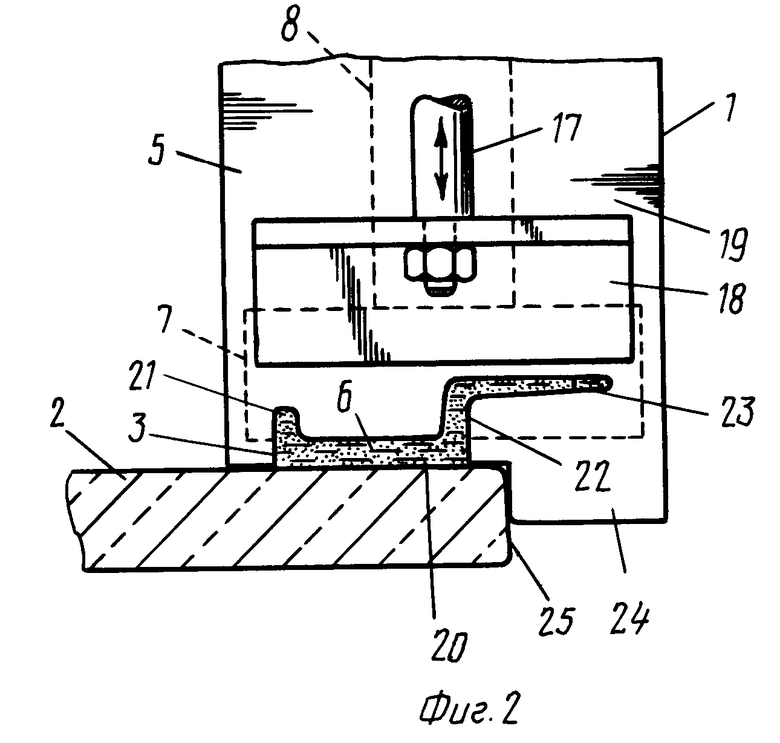
Шток 17 домкрата 14 может иметь два или три неподвижных положения, как это детально показано на фиг.2-4. В своем верхнем неподвижном положении ползун 18 полностью освобождает выходное отверстие 6. Из этого следует, что в этом положении ползуна 18 сечение экструдированного профиля 3 соответствует полной поверхности выходного отверстия 6. Эта полная поверхность содержит последовательно основание 20, утолщение 21, перпендикулярное основанию, причем это утолщение 21 направлено со стороны стекла 2, соответствующее зоне просматривания утолщение 22, которое также перпендикулярно основание 20, но размещено со стороны края стекла, и наконец, в продолжении утолщения 22 и параллельно поверхности стекла 2 губа 23, которая заходит за стекло.
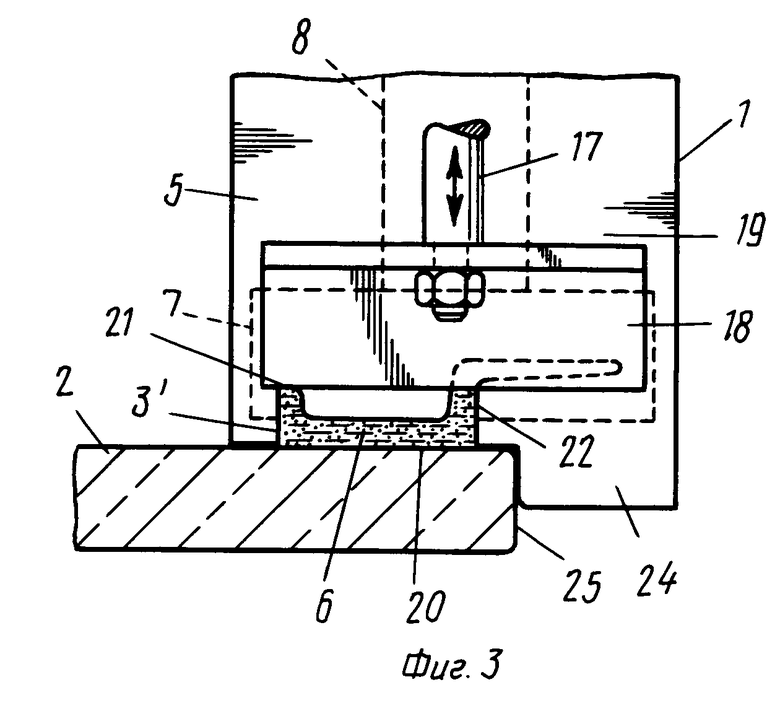
В положении ползуна 18, показанном на фиг.3, видно, что верхняя часть калиброванного выходного отверстия 6 перекрыта (это часть, которая соответствует губе 23). В этом положении ползуна 18 сечение экструдированного профиля 31 будет ограничено основанием 20, внутренним утолщением 21 и наружным утолщением 22.
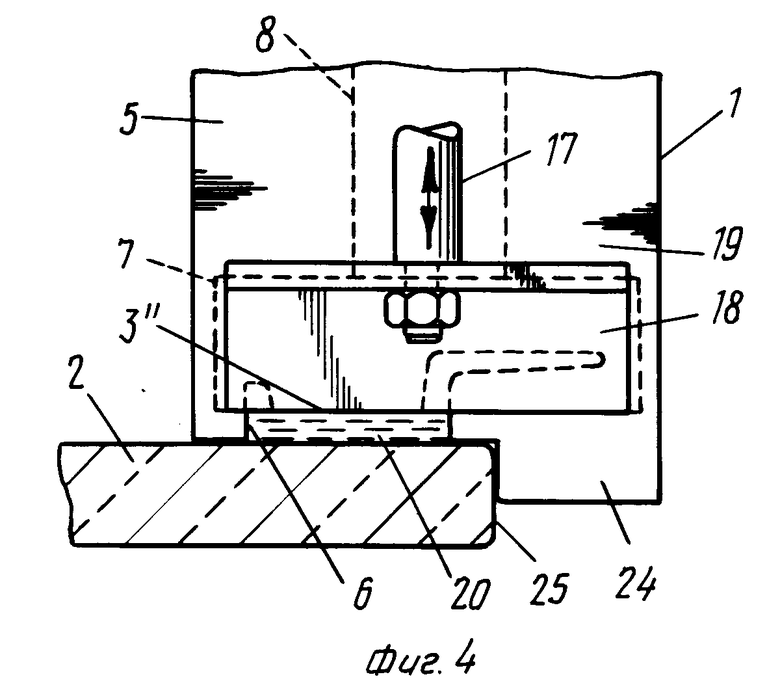
Когда ползун 18 продолжает опускаться, как это показано на фиг.4, видно что в этом случае перекрываются части, соответствующие утолщениям 21 и 22. Из этого следует, что в этом положении ползуна 18 профиль 311 имеет сечение, которое ограничивается основанием 20. В ходе экструзии экструзионная головка следует по краю стекла 2, действительно, направляющая 24 следует по периметру 25 стекла 2.
Описанное экструзионное устройство позволяет выдавливать три разных профилированных сечения. Вследствие того, что ползун 18 является неподвижным в ходе перемещения экструзионной головки относительно стекла, профиль, который получают на заданной фазе выдавливания, имеет постоянное сечение.
Однако, описанная экструзионная головка позволяет получать раму вокруг ветрового стекла с сечениями, которые отличаются от одного участка к другому. Такая рама 26 с двумя разными сечениями показана на фиг.5, на которой ей снабжено стекло 27. В этом случае, показано стекло 27 и рама 26, имеющая, вдоль нижнего края 28 стекла, сечение V-образной формы, в то время, как сечение вдоль трех других сторон 29, 30 и 31, имеет кроме сечения V-образной формы, часть в форме губы 32. В этом случае в ходе перемещения экструзионной головки вдоль края стекла, например, в момент, когда она проходит угол В, она останавливается на короткий момент, в течение которого перемещается ползун 18.
Можно также изменять положение ползуна 18 в ходе перемещения экструзионной головки, причем медленное перемещение ползуна 18 позволяет получать на достаточно большой длине профиля резкое изменение формы его сечения.
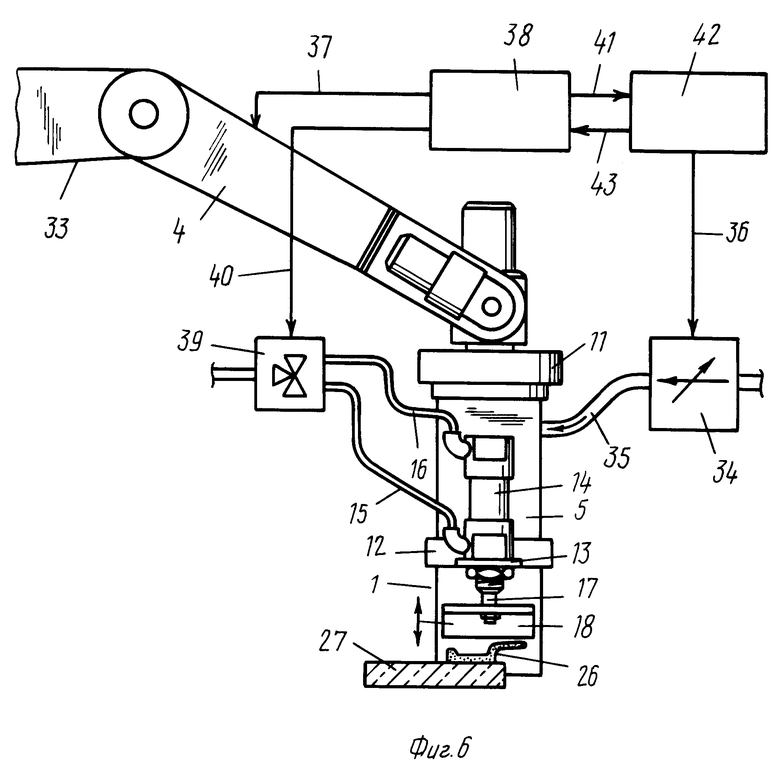
Осуществление способа выдавливания, позволяющего выполнять раму по фиг. 5, схематически показано на фиг.6. Экструзионная головка с корпусом 5 по своим калиброванным выходным отверстием 6 управляется роботом 33 вдоль края стекла. Пневматический домкрат 14, размещенный на корпусе 5, переводит ползун 18 из верхнего положения в нижнее положение. Дозатор 34 питает благодаря патрубку 35 канал экструзионной головки 1 с регулируемым расходом, который зависит от сечения получаемого профиля. Дозатор 34 управляется микропроцессором SPS через связь 36. Сам робот 33 управляется через связь 37 микропроцессором SPS 38. Последний управляет также трехканальным клапаном 39 через связь 40 и через связи 41 он соединен с микропроцессором 42, который обменивается информацией через связь 43 с микропроцессором 38, который управляет роботом.
Функцией трехканального клапана 39 является обеспечение перехода ползуна 18 с помощью патрубков 15 и 16 от одного из своих положений к другому. В начале экструзионного цикла, в момент, когда стекло, которое должно быть снабжено своей профилированной рамой, поступает в экструзионное устройство, ползун 18 устанавливается в нижнее положение под действием связи 40. Это положение соответствует положению, показанному на фиг.3. В этом случае робот 33 устанавливает экструзионную головку 1 в точку А (фиг.5). В этом случае, она перемещается вдоль края 28 стекла 27. В ходе этого перемещения орган 42 управления дозировкой принимает от органа управления - микропроцессора 38 роботом 33 такие команды, что дозатор 34 подает экструдируемый полимерный расход, соответствующий расходу, который необходим для нижнего сегмента А-В профиля. Как только экструзионная головка достигает в своем перемещении, точки В (фиг.5), с одной стороны, движение корпуса 5 головки 1 останавливается на короткий момент благодаря командам, принятым связью 37, и с другой стороны благодаря команде, принятой связью 40, ползун 18 перемещается до своего верхнего положения. Одновременно подается команда посредством связи 41 на оpган управления 42 дозатора 34, на изменение расхода, с целью его увеличения до величины, необходимой для продолжения выдавливания. После осуществления изменения подается команда посредством связи 43 на орган управления 38 роботом 33 для продолжения экструзионного процесса.
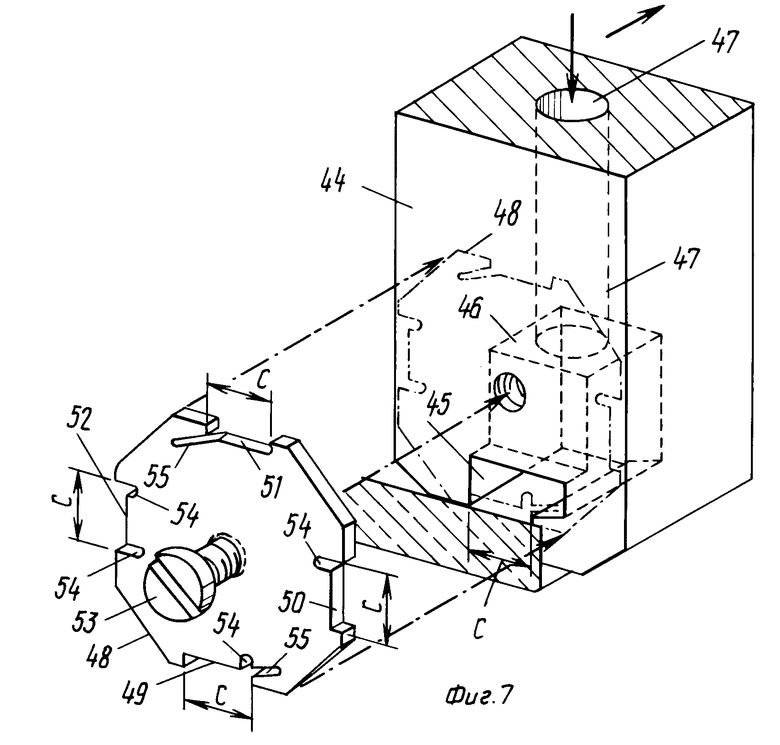
На фиг. 7 показан отдельный вариант выполнения экструзионной головки согласно изобретению. Эта головка позволяет выдавливать четыре профиля различной формы. Экструзионная головка 44 содержит выходное отверстие 45 после распределительной камеры 46 и канала 47. Выходное отверстие 45 не профилировано для выдавливания определенного сечения, а наоборот, оно является за исключением своей ширины С в нижней части профиля достаточно большим, чтобы быть более широким, чем все профили. Это выходное отверстие 45 находится в контакте с пластиной 48, например, в форме диска, которая имеет четыре разные калиброванные отверстия 49, 50, 51, 52. Эта пластина 48 закреплена на экструзионной головке 44 с помощью винта 53. Вращение пластины 48 на 90о позволяет заменять одно из калиброванных отверстий, размещенных перед выходным отверстием 45, на одно из смежных. Все калиброванные сечения 49-52 имеют одно основание, которое имеет такую же ширину, что и ширина С выходного отверстия 45 в своей нижней части. Вне этой зоны четыре отверстия имеют сечения, отличные один от других: отверстие 40 вне своей основной зоны имеет калиброванную прорезь 54, которая образует вертикальное утолщение, и калиброванную прорезь 59 для центровочной губы, в то время, как отверстие 50 имеет единственную прорезь 54 для вертикального утолщения, а отверстие 51 - только одну прорезь 55 для центровочной губы. Отверстие 52 имеет две калиброванные прорези 54, соответствующие двум вертикальным утолщениям.
Очевидно, что экструзионная головка, показанная на фиг.7, может быть снабжена устройством регулировки пластины 48, таким как, например, электрический двигатель, который позволяет ему осуществлять каждый раз соответствующий поворот на 90о.
Такая экструзионная головка позволяет изменять профиль при перемещении вдоль стекла. В этом случае, осуществление фаз процесса происходит также, как это показано на фиг.6.
В момент перехода от одного профильного сечения к другому экструзионная головка должна останавливаться и даже слегка приподниматься от стекла. Как только пластина 48 осуществляет свой поворот, экструзионная головка снова вступает в контакт со стеклом и может снова начинать свое перемещение вдоль края стекла.
Использование: формование профиля из экструдированного полимера непосредственно на поверхности изделия, в частности по периметру витража. Сущность изобретения: экструзионная головка с калиброванным выходным отверстием для выдавливания профиля снабжена пластиной. При установке в рабочее положение пластина частично перекрывает выходное отверстие. Это позволяет менять сечение выдавливаемого профиля. Пластина может быть выполнена в виде ползуна, управляемого домкратом, или в виде поворотного диска. По окружности диска размещен ряд отверстий калиброванного сечения по профилю изделия. Предусмотрены также средства управления расходом материала в зависимости от сечения профиля одновременно с управлением движения пластины. 5 з.п.ф-лы, 7 ил.
| Патент Е.Р | |||
| СПОСОБ ВЫДЕЛЕНИЯ ЭФИРОВ сс.у ДИКЕТОКИСЛОТ | 0 |
|
SU345134A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
