Изобретение относится к машиностроению, а именно к шлифованию деталей с точным поверхностями вращения, например колец подшипников качения.
Известны аналогичные способы управления процессом круглого шлифования (а. с. 30569, 11.07.1932, г. А.И. Дехтяренко. Способ шлифования цилиндрических поверхностей. А.М. Бударин. Исследование эффективности некоторых технологических средств при шлифовании деталей из высоколегированных и легированных сталей. Диссертация на соискание ученой степени канд. тех. наук. 1970 г. Ульяновск: Д.Д. Папшев, Г.И. Бударина, В.А. Прилуцкий. Шлифование с переменной скоростью вращения заготовки на этапе "выхаживания". В.сб.: Обработка высокопрочных сталей и сплавов инструментами из сверхтвердых синтетических материалов. Труды КПтИ. Кубйшыев, 1980, Вып.2. 2.1976, с.36-41), в которых шлифовлаьный круг вращают с постоянной, а заготовку на этапе выхаживания - с переменной угловой скоростью фрикционным путем от цилиндрической рабочей поверхности круга. Это позволяет уменьшить энергию на шлифование и увеличить качество шлифуемой поверхности. Однако аналогичные способы имеют недостатки. Они не позволяют автоматизировать шлифовальную операцию и имеют недостаточную производительность из-за значительного времени выбега заготовки после ее разгона.
В качестве прототипа наиболее близко по своей технической сущности может быть принят способ управления процессом круглого шлифования (Д.Д. Папшев, Г. И. Бударина, В.А. Прилуцкий. Шлифование с переменной скоростью вращения заготовки на этапе "выхаживания". В сб.: Обработка высокопрочных сталей и сплавов инструментами из сверхтвердых синтетических материалов. Труды КПтИ. Куйбышев, 1980, вып.2. 176 с., с.36-41), в котором шлифовальный круг вращают с постоянной угловой скоростью, а заготовку на этапе "выхаживания" - переменной угловой скоростью фрикционным путем от цилиндрической рабочей поверхности круга. Способ-прототип позволяет уменьшить затраты энергии на процесс шлифования и величины высот шероховатости и волнистости на обработанной поверхности заготовки. Он страдает недостатками: 1) затруднена автоматизация, т. к. выключение принудительного вращения заготовки от планшайбы производят вручную; 2) низка производительность, т.к. требуется значительное время для выбега заготовки до ее остановки в конце операции. Кроме того, затруднено нормирование операции шлифования этим способом управления.
Заявляемый способ управления лишен указанных недостатков.
Сущность изобретения заключается в том, что в способе управления процессом круглого шлифования, включающем вращение шлифовального круга с постоянной угловой скоростью, принудительное вращение установленной, например, на оправке в центрах заготовки в противоположную сторону с постоянной угловой скоростью в периоды черновой и чистовой подачи шлифовального круга на врезание и переменной увеличивающейся угловой скоростью во второй части выхаживания с прекращением принудительного вращения заготовки и ее вращения за счет взаимодействия с цилиндрической поверхностью шлифовального круга, прекращение принудительного вращения заготовки осуществляют за счет отключения управляемого тормоза от планшайбы, вращающегося вместе с ней, измеряют время шлифования и при его достижении заданной величины тормозят оправку с заготовкой, причем заданную величину времени шлифования определяют по следующему математическому выражению
где J - момент инерции оправки с заготовкой, Н•м•с2;
К - коэффициент трения тормоза с оправкой;
r - радиус тормозной поверхности оправки, м;
ω - угловая скорость заготовки с оправкой, 1/с;
Mo - момент трения оправки с центрами, Н•м;
Кз - коэффициент запаса, 1,5-3.
Сопоставительный анализ показывает, что заявляемый способ отличен от способа-прототипа тем, что введены новые операции, измерение времени шлифования, автоматическое торможение заготовки после достижения заданного времени шлифования. Кроме того, известную в прототипе операцию отключения от планшайбы момента вращения заготовки выполняют по-иному - посредством срабатывания используемого управляемого тормоза. Наконец, стало возможным определить время торможения по предложенной зависимости.
Таким образом, заявляемый способ управления позволяет решить техническую задачу повышения производительности шлифования за счет уменьшения времени торможения и автоматизации процесса шлифования.
Заявляемый способ управления обладает рядом признаков, отсутствующих в способе-прототипе и в других известных технических решениях. Эти признаки позволяют решить техническую задачу автоматизации и повышения производительности. Следовательно, эти признаки являются существенными. Кроме того, стало возможным техническое нормирование операции с процессом шлифования с увеличивающейся на этапе выхаживания скоростью заготовки.
Графические материалы заявки содержат: фиг.1 - схема устройства для осуществления способа управления; фиг.2 - графики изменения подачи на врезание, скорости заготовки и времени этапов шлифования при управлении предложенным способом.
Шлифовальный круг 1 имеет возможность вращения с постоянной угловой скоростью. Заготовка 2 установлена, например, на оправке 3, имеющей тормозную поверхность 4. Оправка 3 установлена в центрах 5, 6, например, вращающихся. Заготовка 2 с оправкой 3 может иметь жесткую связь через тормоз 7 с колодками 8, поршнями 9 и планшайбой 10, закрепленной на приводном шкиве 11. При этом колодки 8 установлены на рычагах 12 (на фиг.1 рычаги 12 с колодками 8 условно повернуты на 90o), шарнирно закрепленных на корпусе 13 и подпружиненных относительно его. Центр 5 установлен в шпинделе 14, неподвижном относительно бабки 15 изделия. На шпинделе 14 на подшипниках 16 качения установлен приводной шкив 11, например, клиноременной передачи 17, связанной с электроприводом (не показанным). Цилиндры 16 тормоза 7 связаны каналами 19-21 с системой управления, состоящей, например, из дросселя 22, стабилизатора 23 давления, источника 24 сжатой среды, задатчика 25 силы, управляющего устройства 26 и реле времени 27. Шлифовальный круг 1 имеет возможность контактировать цилиндрической рабочей поверхностью 28 с обрабатываемой поверхностью 29 заготовки 2. Характер этого контактирования зависит от изменения поперечной подачи - прямые 30, 31, кривая 32 и скорости вращения заготовки - прямая 33. Кривые 34, 35, 36 отражают разные этапы процесса шлифования.
Способ управления процессом круглого шлифования в динамике. Шлифовальный круг 1 имеет вращение с постоянной линейной Vк и угловой скоростями и перед шлифованием находится в отведенном состоянии от оси ОО центров 5, 6. Заготовку 2 устанавливают на оправку 3 и закрепляют посредством, например, шайбы и гайки. Оправку 3 с заготовкой 2 устанавливают в центра 5, 6 с возможностью на них (или вместе с ними) вращаться вокруг оси ОО. В этот момент времени поршни 9 и колодки 8 под действием собственных пружин отведены в крайнее положение от оси ОО, т. к. в цилиндрах отсутствует давление рабочей среды. Включают систему управления. Рабочая среда, например сжатый воздух, подается от источника 34 через стабилизатор 23 давления, дроссель 22, каналы 19-20 в цилиндры 18. Параллельно включенный задатчик 25 силы начинает работает от реле 27 времени через управляющее устройство 26. В цилиндры 18 подается сжатый воздух под требуемым давлением. Поршни 9 перемещаются, штоки их давят на колодки 8, а те, в свою очередь, на тормозную поверхность 4 оправки 3. Давления колодок 8 достаточно для силового замыкания оправки 3 на тормоз 7, планшайбу 10 и приводной шкив 11. Включается вторая часть системы управления (не показана). От электродвигателя (не показан) через клиноременную передачу 17 получает вращение приводной шкив 11. Получает вращение и заготовка 2 со скоростью Vио. Шлифовальный круг 1 получает поперечную подачу Sпоп на врезание. Его цилиндрическая рабочая поверхность 28 коснется обрабатываемой поверхности 29 заготовки. Происходит шлифование с черновой подачей Sчер в течение времени t1 (кривая 30), затем с чистовой подачей Sчис на врезание в течение времени t2 (прямая 31), и, наконец, без подачи на врезание (Sпоп = 0) на этапе выхаживания в течение времени t3 (кривая 32 соответствует подаче под действием упругих сил восстановления технологической системы, хотя принудительная подача от привода отсутствует). В течение промежутков t1, t2, t3 времени заготовка 2 имела вращение с постоянной угловой и линейной Vио скоростями (прямая 33). В конце промежутка t3 времени срабатывает система управления через реле 27 времени, управляющее устройство 26 и задатчик 25 силы. Давление сжатой среды, подаваемой в цилиндры 18, уменьшается. Поршни 9 и колодки 8 под действием своих пружин отводятся от линии ОО центров, чем разрывается силовое замыкание оправки 3 и заготовки 2 с электроприводом. Поскольку шлифовальный круг 1 и заготовка 2 продолжают контактировать цилиндрической рабочей поверхностью 23 и обрабатываемой 29 поверхностью, то в этот момент времени под действием сил трения по этим поверхностям заготовка 2 получает вращение от нового источника с переменной скоростью Vи (кривая 34), быстро нарастающей по величине до значения Vиmax. По окончании промежутка t4 времени шлифовальный круг 1 отводят от оси ОО центров, т.е. от заготовки 2. Теперь, если заготовку 2 с оправкой 3 предоставить самим себе, то они будут по инерции продолжать вращение с убывающей скоростью края 35) пока под действием сил трения с центрами (либо в опорах вращающихся центров) не остановятся, на что потребуется время t'5. Этому случаю оответствует значение t'м машинного времени круглошлифовальной операции. Опыты показали, что время t'5 самоторможения может достигать величин 10 с и более в зависимости от размеров заготовки, максимальной ее скорости разгона и способа установки. В заявляемом способе управления торможение заготовки 2 с оправкой 3 производят принудительно автоматически. В момент достижения заготовкой 2 заданного времени t4 и скорости Vиmax от реле 27 времени срабатывает управляющее устройство 26 и задатчик 25 силы. Давление сжатого воздуха в цилиндрах 18 резко увеличивается до нужного значения. Поршни 9 и колодки 8 прижимаются к тормозной поверхности 4 оправки 3. Происходит торможение вращения заготовки 2. Скорость ее уменьшается по кривой 36 до полной остановки. На это затрачивается время t5 торможения, которое определяют по формуле (1). Заготовку 2 с оправкой 3 снимают со станка, устанавливают следующую заготовку. Таким образом, тормоз в заявляемом способе управления выполняет две функции. Первая: передача требуемого крутящего момента от электропривода к заготовке в период съема основного припуска. Вторая: торможение заготовки, разогнанной до большой скорости на этапе выхаживания. Это позволяет автоматизировать операцию шлифования и уменьшить время обработки за счет резкого сокращения времени торможения заготовки. Кроме того, становится возможным прогнозировать расчетом по формуле (1) время торможения, т.е. вести техническое нормирование специфической операции круглого шлифования.
Пример конкретного выполнения. Требуется обработать делать типа кольцо роликового подшипника из стали 9х18 с диаметром обрабатываемой поверхности 108 мм. Шлифование ведут на круглошлифовальном станке модели 3А151М, оснащенном тормозом и системой управления, при следующих режимах: Vк = 30 м/с, Vио= 50 м/мин, t1=10 с, Sчер=0,3 мм/мин, t2=20 с, Sчис=0,1 мм/мин, t3=10 с, t4= 8 с. Оправка с заготовкой имели момент инерции J=0,0000318 Н•м•/с2, Vиmax=20 м/с.
Заготовку устанавливают на оправку, а затем на центра станка. Далее, все действия осуществляют в последовательности, описанной выше. Время торможения, вычисленное по формуле (1), составляет величину 0,12 с. Время торможения без применения системы и способа управления было 6 с. Следовательно, уменьшение времени торможения составило 50 раз.
Заявляемый способ управления может быть использован при круглом шлифовании деталей класса "валы". В этом случае тормозной поверхностью будет являться одна из поверхностей самой заготовки. Способ управления позволяет повысить производительность. Создает возможность автоматизации шлифования и нормирования этой операции.
Экономическая эффективность использования способа управления может быть определена из расчета разницы машинного времени при осуществлении способа-прототипа и заявляемого способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРУГЛОГО ШЛИФОВАНИЯ | 1998 |
|
RU2173250C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРУГЛОГО ШЛИФОВАНИЯ | 1998 |
|
RU2148489C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРУГЛОГО ШЛИФОВАНИЯ | 1997 |
|
RU2173249C2 |
| ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211133C1 |
| СПОСОБ ФИНИШНОЙ АБРАЗИВНОЙ ОБРАБОТКИ НАРУЖНЫХ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2211130C1 |
| САМОЦЕНТРИРУЮЩАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211134C1 |
| СПОСОБ УПРАВЛЕНИЯ ПЛОСКИМ ВРЕЗНЫМ ШЛИФОВАНИЕМ | 1994 |
|
RU2076035C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2000 |
|
RU2177867C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1996 |
|
RU2153966C2 |
| СПОСОБ УСТАНОВКИ ОПРАВКИ С ЗАГОТОВКОЙ НА ЦЕНТРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2203777C2 |

Область использования: машиностроение, обработка точных деталей - тел вращения на завершающей операции шлифованием. Отличительные признаки: измерение времени шлифования; использование тормоза для передачи крутящего момента заготовки на оправке от планшайбы при черновой, чистовой подаче на врезание и для торможения разогнанной заготовки фрикционным путем от шлифовального круга в конце периода выхаживания с определением времени торможения по предложенной зависимости. Способ управления позволяет автоматизировать и нормировать круглошлифовальную операцию с увеличивающейся в десятки раз скоростью заготовки, повысить производительность путем сокращения машинного времени. 2 ил.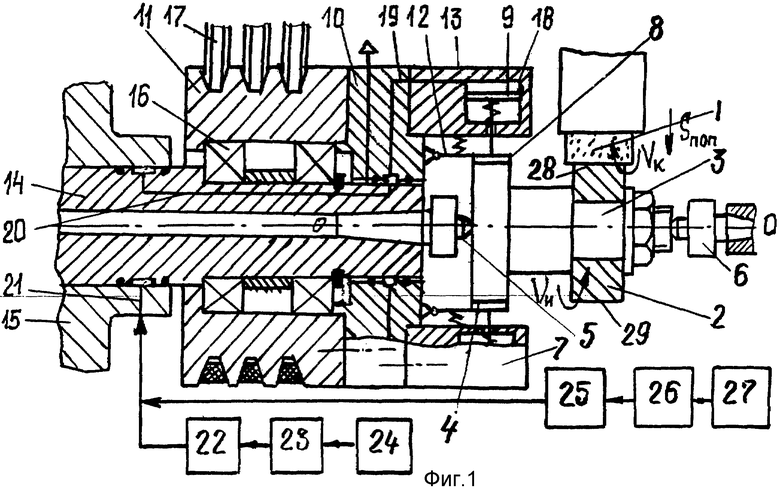
Способ управления процессом круглого шлифования, включающий вращение шлифовального круга с постоянной угловой скоростью, принудительное вращение установленной, например, на оправке в центрах заготовки в противоположную сторону с постоянной угловой скоростью в периоды черновой и чистовой подачи шлифовального круга на врезание и переменной увеличивающейся угловой скоростью во второй части выхаживания с прекращением принудительного вращения заготовки и ее вращения за счет взаимодействия с цилиндрической поверхностью шлифовального круга, отличающийся тем, что прекращение принудительного вращения заготовки осуществляют за счет отключения управляемого тормоза от планшайбы, вращающегося вместе с ней, измеряют время шлифования и при его достижении заданной величины тормозят оправку с заготовкой, причем заданную величину времени шлифования определяют по следующему математическому выражению:
где J - момент инерции оправки с заготовкой, н. м•с2;
k - коэффициент трения колодок тормоза с оправкой;
r - радиус тормозной поверхности оправки, м;
ω - угловая скорость заготовки с оправкой, с-1;
М0 - момент трения оправки с центрами, н. м;
k3 - коэффициент запаса, 1,5. . . 3.
| ПАПШЕВ Д.Д, и др | |||
| Шлифование с переменной скоростью вращения заготовки на этапе "выхаживания" | |||
| Сборник | |||
| Обработка высокопрочных сталей и сплавов инструментами из сверхтвердых синтетических материалов" Труды КПтИ.- Куйбышев, 1980, с.36-41 | |||
| Устройство для автоматического управления правкой абразивного инструмента | 1961 |
|
SU150766A1 |
| 0 |
|
SU257381A1 | |
| Рабочий орган машины для корчевки пней | 1984 |
|
SU1302454A1 |
| US 3590799, 06.07.1971. | |||
