Известны устройства для автоматического управления травкой абразивного инструмента при помощи датчика, реагирующего на изменение состояния рабочей поверхности абразивного инструмента и посылающего через преобразующую измерительную схему сигнал на включение привода правящего инструмента.
Предлагаемое устройство отличается от известных тем, что в нег использован датчик, например индуктивный, выходной параметр которого определяется непосредственно степенью засаленности рабочей понерхности круга.
Такое выполнение устройства обеспечивает автоматическую правку абразивного инструмента при щлифовании вязких материалов.
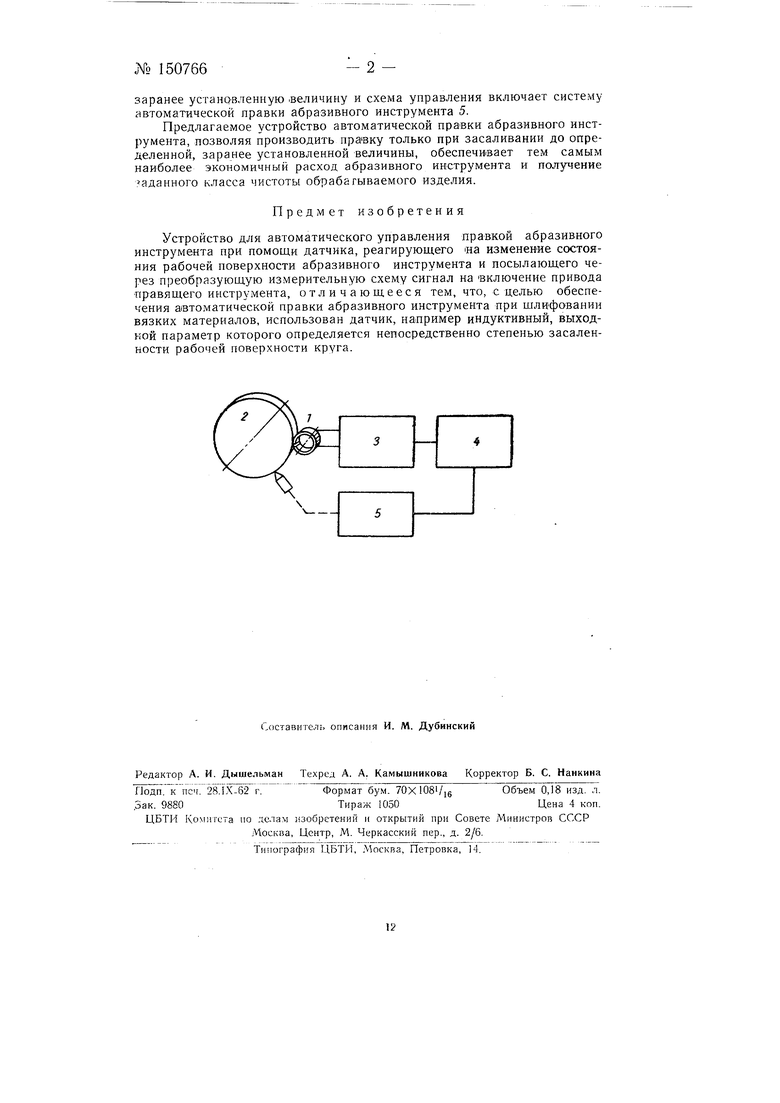
На чертеже изображена блок-схема предлагаемого устройства.
Элементом, управляющим системой автоматической правки, является датчик 7, параметры которого изменяются по мере засаливания абразивного инструмента 2. В качестве такого элемента может быть использован, например, индуктивный датчик, зазор которого находится в непосредственной близости от рабочей поверхности абразивного инструмента. В процессе засаливания абразивного инструмента, под воздействием набранного на рабочую поверхность металла, изменяются условия распространения магнитных силовых линий в зазоре датчика, что вызывает изменение его индуктивности. Изменение индуктивности датчика далее, с помощью измерительной схемы 3, преобразуется в электрический сигнал, величина которого пропорциональна степени засаливания абразивного инструмента. Электрический сигнал поступает на схему 4 управления. При засаливании абсазивного инструмента до величины, при которой необходимо производить правку, электрический сигнал, поступающий на схему управления, начинает превосходить О11).еделенную,
заранее установленную .величину и схема управления включает систему автоматической нравки абразивного инструмента 5.
Предлагаемое устройство автоматической правки абразивного инструмента, позволяя производить правку только при засаливании до определенной, заранее установленной величины, обеспечивает тем самым наиболее экономичный расход абразивного инструмента и получение аданного класса чистоты обрабатываемого изделия.
Предмет изобретения
Устройство для автоматического управления правкой абразивного инструмента при помощи датчика, реагирующего «а изменение состояния рабочей поверхности абразивного инструмента и посылающего через преобразующую измерительную схему сигнал на включение привода правящего инструмента, отличающееся тем, что, с целью обеспечения автоматической правки абразивного инструмента при щлифовании вязких материалов, использован датчик, например индуктивный, выходкой параметр которого определяется непосредственно степенью засаленности рабочей поверхности круга.