Настоящее изобретение относится к способу изготовления формованного предохранительного средства (презерватива) с особыми округлостями, в котором существенное значение имеет, с одной стороны, специальная форма погружной модели, а с другой стороны, собственно способ его изготовления.
Такого рода погружная модель и способ изготовления презерватива уже известны и подробно описаны в международной заявке WO 95/25622, соответственно в патенте Германии DE 4409449 С1. С помощью этой известной погружной модели изготавливают презерватив, состоящий из удлиненной цилиндрической части с концом, закрытым S-образным участком и примыкающей к нему резервуарной частью. Далее, предусмотрено углубление, которое при использовании презерватива входит в контакт с головкой полового члена и которое образовано двумя усеченными конусами, состыкованными один с другим малыми верхними основаниями. Это углубление имеет угол раствора между 60 и 120o. Известный презерватив изготавливают путем трехкратного погружения модели в раствор латекса. После каждой стадии погружения предусмотрена сушка в сушильной печи, а в конце последней стадии сушки известный презерватив снимают с помощью вращающихся в противоположных направлениях щеток.
Далее, из уровня техники хорошо известны подобные способы и устройства для изготовления тонкостенных профилированных изделий, в частности из соединений натурального каучука.
В известных способах изготовления презерватива погружная модель при сложной форме изделия подвергается трем стадиям погружения. Эти три стадии имеют особое значение при формообразовании, когда в определенных местах погружной модели имеются относительно малые радиусы кривизны, за счет чего наносимый эластичный материал (латекс) распределяется неравномерно в указанных местах с малым радиусом кривизны, что часто является причиной трещин и разрывов, и в результате презерватив бракуется отделами контроля качества.
Поскольку презерватив, удовлетворяющий высоким требованиям применения в отношении хорошего облегания и легкости в использовании, в принципе является достаточно сложным в изготовлении, то в известной из уровня техники литературе предлагались различные формы, в частности верхней части презерватива, направленные на решение существующих проблем. К таким публикациям относится известный из уровня техники патент США 1142443 (1967 г.), в котором описан презерватив, имеющий цилиндрическую часть и верхнюю профилированную часть. Верхняя часть этого известного презерватива имеет углубление, выполненное таким образом, что оно должно обеспечивать его надежное облегание эрегированного мужского органа. Этот презерватив не имеет, однако, резервуарной части на его верхнем конце, которая в настоящее время присутствует в каждом предлагаемом торговлей презервативе. Уже по этой причине такие презервативы более не допустимы для применения.
Другой существенный недостаток состоит в том, что радиус кривизны сужения презерватива в верхней части проходит равномерно через все углубление и тем самым не дает никакой гарантии достаточно хорошего соответствия анатомическим особенностям пениса.
Далее, из описания к патенту Австрии 123532 (1929 г.) известен презерватив из резины, который в верхней профилированной части имеет сужение (а) и состоит из двух прилегающих один к другому их малыми верхними основаниями усеченных конусов, причем места стыка усеченных конусов являются гладкими. Описанные в этом патенте формы погружной модели имеют, однако, сильно выраженную S-образную кривизну образующих усеченных конусов, в результате чего реализация для практического применения такого презерватива представляется проблематичной.
Из патента Швейцарии СН 96564 известен короткий презерватив с булавообразной резервуарной частью, который должен наклеиваться на пенис пользователя. В этом патенте СН 96564 не описано, каким образом булавообразная резервуарная часть в результате сжимающих и растягивающих напряжений, возникающих вследствие ее особой формы, устанавливается в вертикальное рабочее положение.
Целью настоящего изобретения является создание нового презерватива с четко выраженными формами верхней части, причем радиусы кривизны отдельных округлостей в заранее определенных местах играют решающую роль и решающим образом влияют на внутренние сжимающие и растягивающие напряжения как в свернутом, так и в развернутом состоянии презерватива.
Следовательно, задача настоящего изобретения состоит в том, чтобы предложить презерватив, который гарантировал бы его оптимальное облегание и надежность при использовании.
Эта задача решается согласно изобретению в соответствии с признаками, указанными в пп.1, 2 и 8 формулы изобретения.
Предлагаемая согласно изобретению погружная модель для изготовления презерватива отличается тем, что
- диаметр (D5) погружной модели (1) в самом узком месте углубления (6) составляет от 15 до 25 мм;
- радиус (R1) кривизны в самом узком месте (D5) углубления (6) составляет от 17 до 20 мм;
- угол раствора верхнего, открытого в сторону резервуарной части (4) усеченного конуса (9) составляет 50o;
- угол раствора нижнего усеченного конуса (8) составляет 40o;
- кривизна в месте перехода от цилиндрической части (2) к углублению (6) на профилированном участке (3) является выпуклой и имеет радиус больше 25 мм;
- общая длина от углубления (6) до входа в резервуарную часть (4) составляет от 45 до 65 мм;
- наибольший диаметр (D2) профилированного участка (3) на отрезке между углублением (6) и участком входа в резервуарную часть (4) составляет от 33 до 35 мм.
При этом наименьший радиус кривизны, т.е. наибольшая кривизна углубления, лежит приблизительно в середине углубления. К этому искривленному участку примыкают расходящиеся в обе стороны слабо выраженные S-образные кривые, которые представляют собой образующие двух усеченных конусов, состыкованных друг с другом их малыми верхними основаниями.
Другой вариант выполнения изобретения отличается тем, что углубление имеет вблизи наименьшего диаметра (D5) по меньшей мере одну кольцевую канавку, благодаря чему у готового презерватива образуется по меньшей мере одно кольцо, масса которого значительно превышает массу эластичного материала вблизи него. В презервативе согласно изобретению целесообразно предусмотреть две такого рода кольцевых канавки, отстоящих одна от другой приблизительно на 1,5 мм.
Особое преимущество изобретения состоит в том, что презерватив имеет расположенную на верхнем конце так называемую резервуарную часть, выполненную согласно изобретению в виде булавы. Благодаря специальным округлостям и соотношениям размеров резервуарной части согласно изобретению последняя имеет свойство устанавливаться вертикально в рабочем направлении после ее извлечения из торговой упаковки. Указанная ориентация резервуарной части в вертикальном направлении в свернутом состоянии презерватива возможна лишь в том случае, если в презервативе благодаря приданию соответствующей формы его верхнему участку внутри этого презерватива возникают растягивающие и сжимающие напряжения, направленные таким образом, что резервуарная часть в рабочем направлении выступает своей центральной осью перпендикулярно плоскости свернутого в кольцо презерватива.
Кроме того, преимущество специальной формы с ее гладкими округлостями состоит в том, что эластичный материал в процессе погружения в отдельные погружные ванны распределяется по погружной модели равномерно и тем самым не образует тонких мест, которые часто являются причиной дефектности предохранительного средства.
Согласно изобретению переход от наибольшего диаметра погружной модели на профилированном участке к резервуарной части предпочтительно является не резким и прямым, а представляет собой наклоненную книзу плавную S-образную кривую.
Благодаря предлагаемой согласно изобретению форме погружной модели может быть предложен способ изготовления презерватива, предусматривающий осуществляемое в две стадии погружение модели в наносимый эластичный материал (латекс) при одновременном вращении инструмента вокруг его продольной оси под определенным углом к поверхности. После каждой стадии погружения соответственно предусмотрена стадия сушки в специальной сушильной печи.
Еще один отличительный признак изобретения, относящийся к способу изготовления презерватива, состоит в том, что на поверхности погружной модели вышлифовывают кольцевые канавки с помощью шлифовального круга с по меньшей мере одной мелкозернистой алмазной режущей кромкой, угол (α) при вершине которой составляет от 60 до 120o, причем алмазная режущая кромка имеет затупление. Это затупление необходимо прежде всего для того, чтобы выполняемая на поверхности погружной модели кольцевая канавка не имела острых краев, в которых в процессе погружения может скапливаться эластичный материал, что потребовало бы особой очистки.
В одном из вариантов осуществления изобретения кольцевые канавки выполняют симметрично относительно их центральной оси.
В другом варианте осуществления изобретения кольцевые канавки изготавливают шлифованием асимметрично относительно их центральной оси таким образом, что стенка канавки слева от ее оси (по фиг.11) имеет более крутой подъем, чем стенка справа от оси. Один из важных аспектов асимметрии кольцевой канавки состоит в том, что соотношение между расстояниями (А, А') до центральной оси канавки составляет приблизительно 1:2. Благодаря этому обеспечивается оптимальное растекание наносимого латекса или другого эластичного материала.
В принципе съем готового презерватива с погружной модели, имеющей ярко выраженные формы, связан с определенной проблемой. Согласно изобретению эта проблема решается за счет того, что в процессе съема с помощью специальных вращающихся в противоположных направлениях щеток по меньшей мере одну водяную струю ориентируют таким образом, чтобы во время процесса съема она соударялась с погружной моделью под свертываемым щетками в кольцо презервативом. В результате между презервативом и погружной моделью образуется очень тонкая водяная пленка, которая собственно и позволяет легко снять готовое изделие с погружного инструмента.
Другие премущества изобретения представлены в зависимых пунктах формулы изобретения.
Ниже изобретение подробнее поясняется с помощью чертежей, на которых показано:
на фиг. 1 - вид сбоку схематически изображенной погружной модели (1) согласно изобретению, воспроизводящeй принципиальную форму верхней части (3) погружной модели (1);
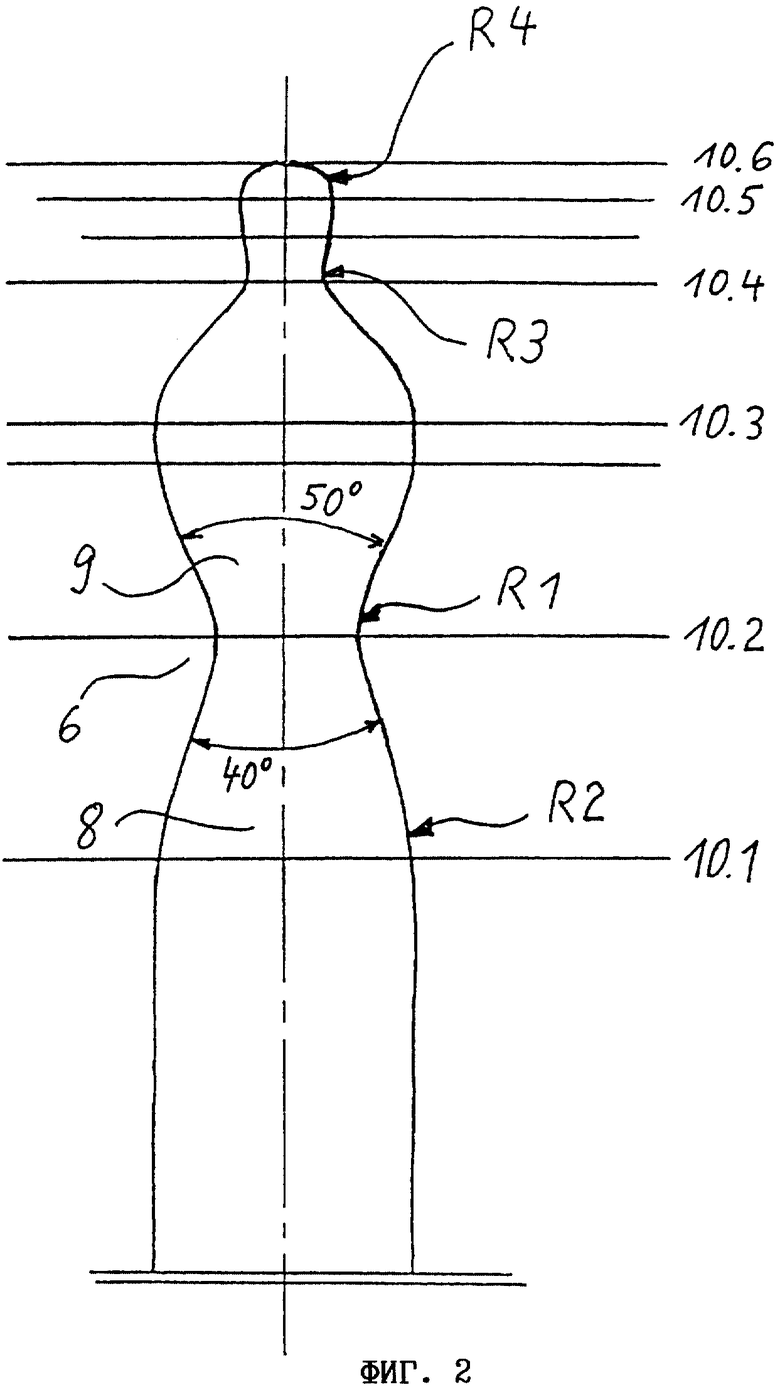
на фиг. 2 - вид сбоку схематически изображенной погружной модели (1) с различными опорными плоскостями (10), по которым назначаются размеры погружной модели (1);
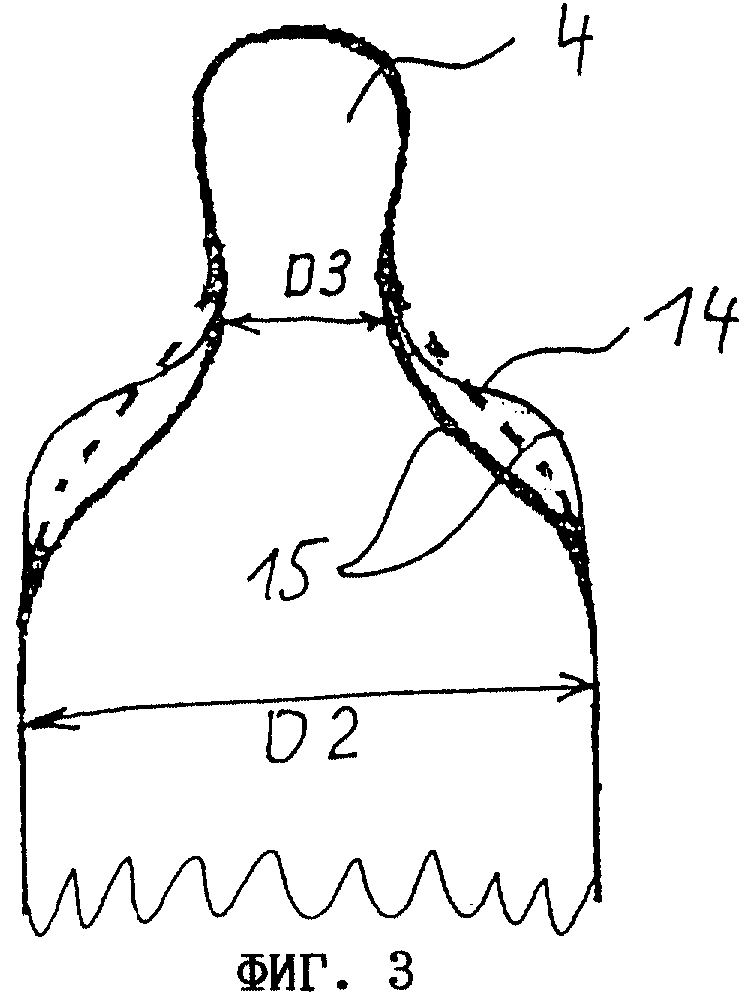
на фиг. 3 - принципиальное изображение участка погружной модели (1) для изготовления резервуарной части (4) со специфической формой перехода (15) от большого диаметра (D2) к резервуарной части (4);
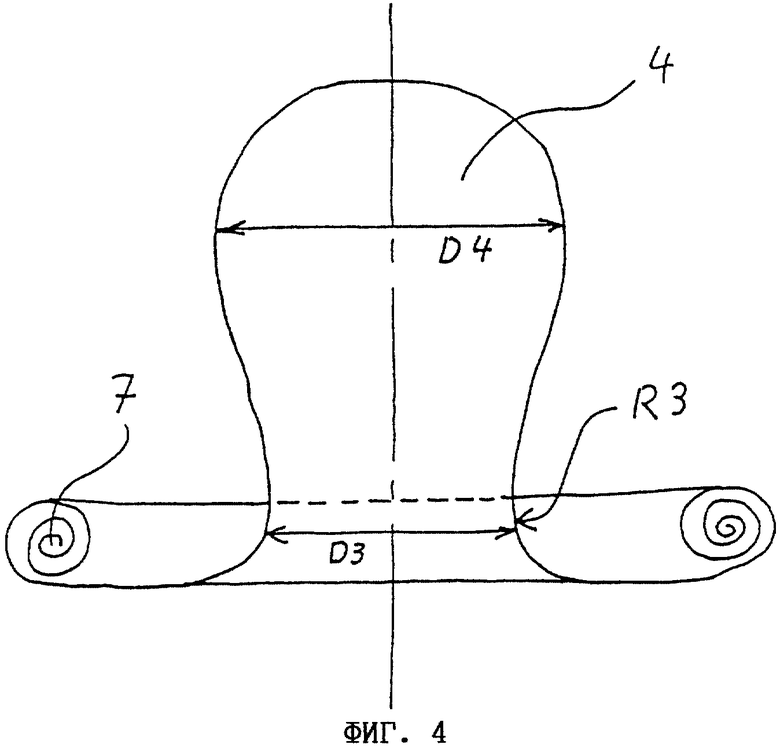
на фиг. 4 - принципиальное изображение свернутого презерватива с выступающей вертикально в рабочем направлении резервуарной частью (4);
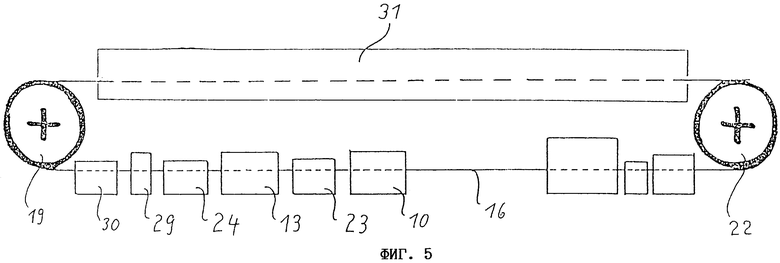
на фиг. 5 - принципиальное изображение погружной и сушильной установки согласно изобретению для изготовления презерватива;
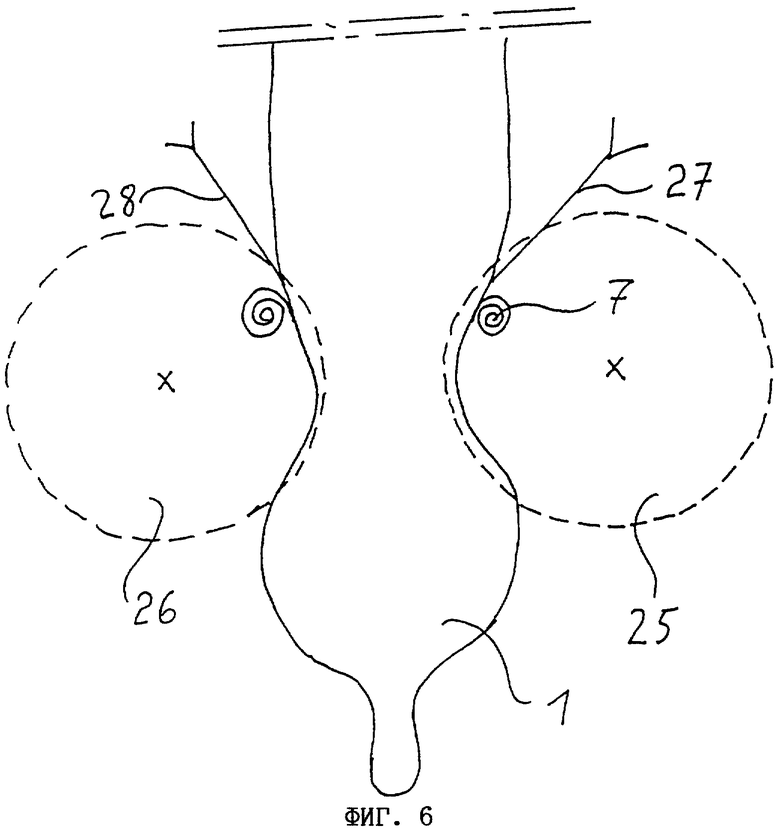
на фиг.6 - схематическое изображение съемного устройства с предлагаемыми согласно изобретнию водяными струями (27, 28), соударяющимися с погружной моделью (1) под свертываемым щетками в кольцо презервативом;
на фиг. 7 - шлифовальный круг (30) в поперечном разрезе с предлагаемой согласно изобретению алмазной режущей кромкой (31, 32);
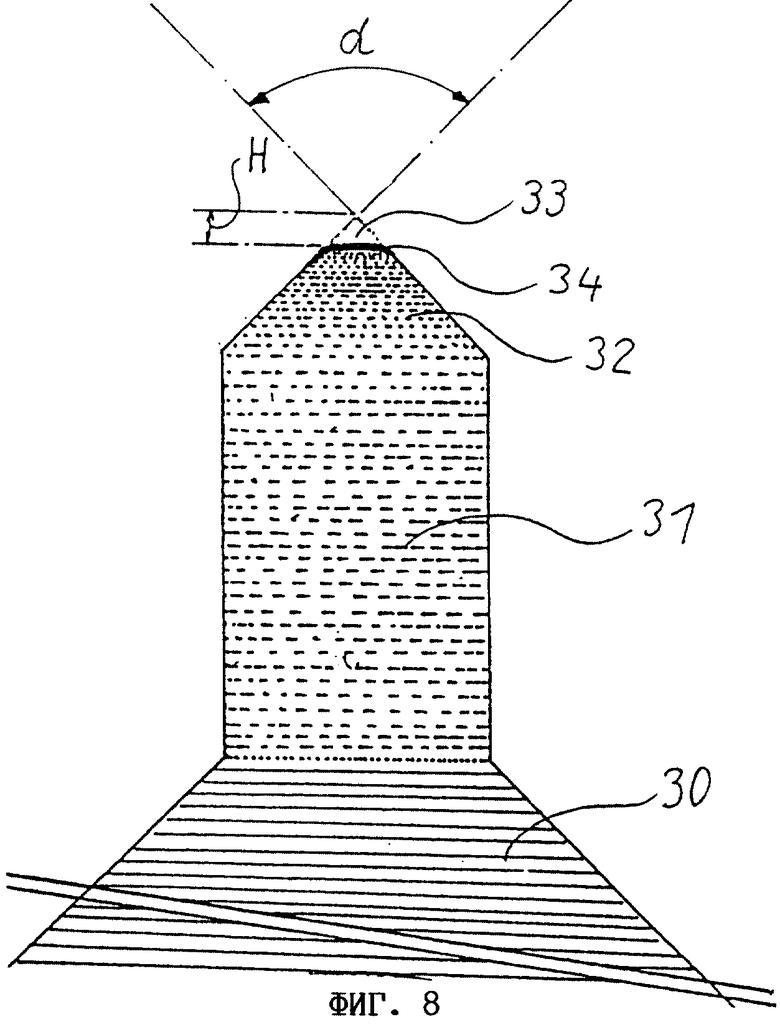
на фиг.8 - алмазная режущая кромка (31, 32) шлифовального круга согласно изобретению в увеличеннном масштабе;
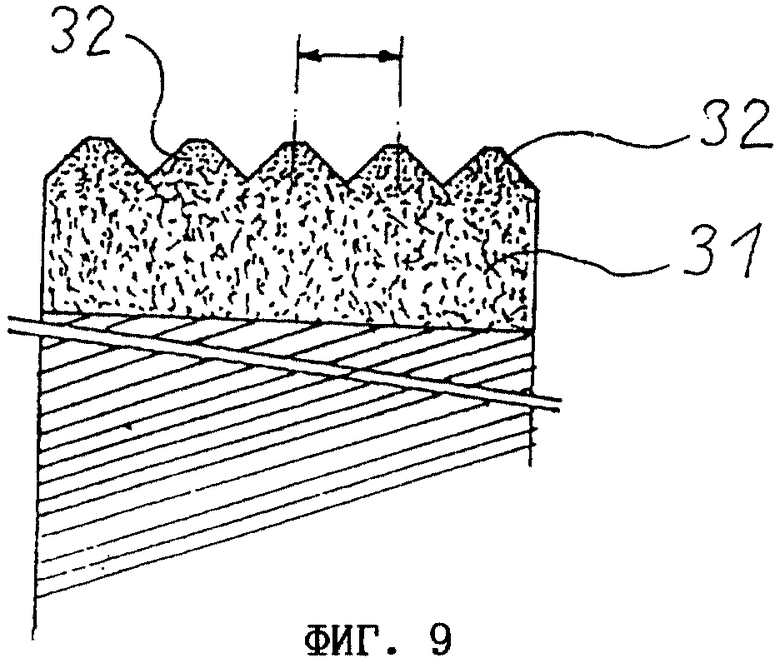
на фиг.9 - алмазная периферия (31) шлифовального круга с пятью одинаковыми режущими кромками (32) согласно изобретению в увеличеннном масштабе;
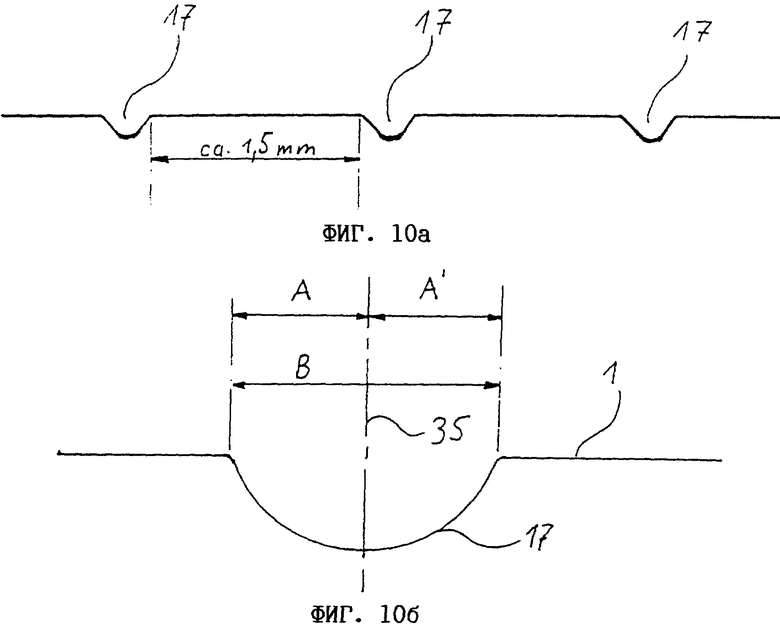
на фиг. 10а - схематическое расположение симметричных кольцевых канавок (17, 18) на поверхности погружной модели (1);
на фиг. 10б - симметричная кольцевая канавка (17, 18) в увеличенном масштабе;
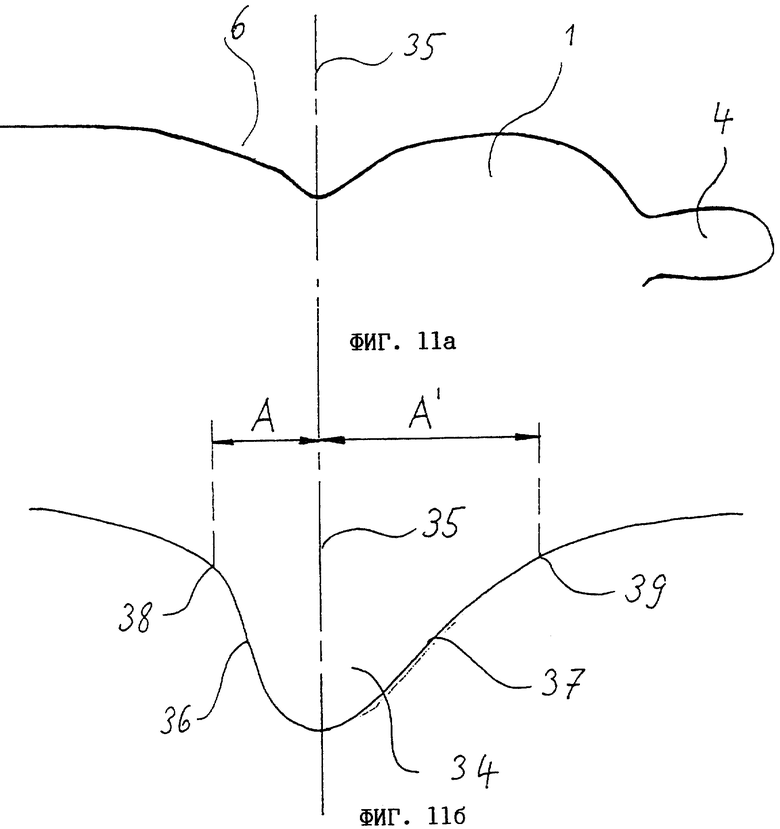
на фиг. 11a - схематическое изображение асимметричной кольцевой канавки (34) в выемке (6) готовой погружной модели (1);
на фиг.11б - кольцевая канавка (34) в увеличенном масштабе.
На фиг. 1 представлен вид сбоку схематически изображенной погружной модели 1. В данном примере погружная модель выполнена из стекла. Однако она может быть также выполнена из другого материала, такого как, например, фарфор, пластмасса, керамика и т.п. Погружная модель 1 состоит в целом из удлиненной цилиндрической части 2 и верхнего профилированного участка 3. Диаметр D1 цилиндрической части 2 составляет приблизительно 34 мм. Верхний профилированный участок 3 примыкает к удлиненной нижней цилиндрической части 2 без видимого перехода, бесшовно. Переход от цилиндрической части к профилированному участку осуществляется с относительно большим радиусом кривизны. Верхний профилированный участок 3 погружной модели 1 в свою очередь состоит из трех основных элементов. Этими элементами являются два участка 8 и 9 в виде усеченных конусов, образующие которых описывают плавную S-образную кривую. Оба имеющих форму усеченного конуса участка 8 и 9 бесшовно состыкованы друг с другом своими малыми верхними основаниями. В углублении 6 согласно изобретению на стыке лежит наиболее глубокая точка, и тем самым это углубление имеет наименьший диаметр D5. Диаметр D2 усеченного конуса 9 почти равен диаметру D1 удлиненной цилиндрической части 2 погружной модели 1. На стыке усеченных конусов 8, 9 радиус кривизны углубления 6 наименьший, и поэтому кривизна в этом месте в сравнении с кривизной образующих 11, 12 усеченных конусов 8, 9 наибольшая. От диаметра D2 усеченного конуса 9 практически начинается переход к так называемой резервуарной части 4. Учитывая важность перехода, последний описан ниже более подробно. Диаметр D3 входа в резервуарную часть немного меньше диаметра D4 верхнего участка резервуарной части 4.
В одном из вариантов выполнения погружной модели 1 согласно изобретению последняя может иметь вблизи самого узкого места в зоне наименьшего диаметра D5 углубления 6 по меньшей мере одну кольцевую канавку, соответственно одно кольцо. В данном конкретном случае в углублении 6 находятся две кольцевых канавки 17, 18. Эти канавки 17, 18 отстоят друг от друга приблизительно на 1,5 мм.
На фиг. 2 схематически изображен еще один вид сбоку погружной модели 1 согласно изобретению с различными опорными плоскостями 10.1-10.6. Опорные плоскости 10 представляют собой воображаемые линии, которые необходимы для назначения размеров погружной модели 1 в данном примере выполнения. Опорная плоскость 10.2 проходит конгруэнтно параллельно диаметру D5 наиболее узкого места углубления 6. Идеальный размер диаметра D5=20 мм, но он может варьироваться от 15 до 25 мм. Опорная плоскость 10.3 проходит через диаметр D2, который составляет приблизительно 34 мм. Опорная плоскость 10.4 проходит через диаметр D3, который составляет приблизительно 10 мм, а опорная линия 10.5 проходит через диаметр D4=12 мм. Опорная линия 10.6 представляет собой конец погружной модели 1, который совпадает с концом резервуарной части 4. Оптимальный размер для всей длины профилированного участка 3 погружной модели 1 на отрезке от опорной плоскости 10.1 до опорной плоскости 10.6 составляет около 100 мм. Расстояние от опорной плоскости 10.1 до опорной плоскости 10.2 составляет около 33 мм, а расстояние от плоскости 10.2 до плоскости 10.4 составляет приблизительно 50 мм. Расстояние от опорной плоскости 10.4 до опорной плоскости 10.6 составляет около 16 мм.
Углы раствора усеченных конусов различны, причем нижний усеченный конус 8 имеет угол раствора 40o, а угол раствора верхнего усеченного конуса 9 составляет 50o. Радиус R1 кривизны равен в данном случае 18 мм, при этом радиус R2 кривизны ≥25 мм. Радиус R3 кривизны у основания резервуарной части 4 вблизи диаметра D3 составляет 12 мм. Радиус R4 кривизны у верхнего края резервуарной части 4 равен 6,5 мм. Общая длина резервуарной части от опорной плоскости 10.4 до опорной линии 10.6 составляет 16 мм.
На фиг. 3 показана самая верхняя часть погружной модели 1, т.е. резервуарная часть 4 с имеющими важное значение переходами от диаметра D2 к нижнему диаметру D3 нижнего участка резервуарной части 4. В данном случае согласно изобретению важны как особая булавообразная форма резервуарной части 4, так и переход 15, который в отличие от уровня техники не должен быть резким, что показано штриховой линией 14, а должен описывать плавную S-образную кривую, благодаря чему в готовом свернутом презервативе создаются напряжения, под действием которых резервуарная часть 4 устанавливается вертикально к плоскости свернутого в кольцо презерватива.
На фиг. 4 схематически изображен свернутый в кольцо презерватив. Благодаря особой форме перехода 15 и радиусов R3 кривизны вблизи диаметра D3 резервуарной части 4 в этом месте в результате предварительного натяжения, обусловленного свернутым кольцом 7, возникают напряжения, направленные таким образом, что резервуарная часть 4 в распакованном состоянии выступает вертикально в рабочем направлении.
На фиг. 5 схематически изображена установка для массового производства презервативов. Общая длина этой установки от направляющего колеса 19 до другого направляющего колеса 22 составляет около 30 м. Погружная модель 1 закреплена с помощью механизма, не требующего более подробного описания, на бесконечной транспортерной ленте 16, за счет чего погружная модель 1 проходит с определенной скоростью через отдельные стадии способа. Последние более подробно описаны в вышеупомянутой международной заявке WO 95/25622. Важным моментом для способа согласно изобретению является то, что в нем осуществляются только две стадии погружения в погружные ванны 10 и 13. После выхода погружной модели 1 при одновременном ее вращении из погружной ванны 10 осуществляется сушка в устройстве 23, через которое погружная модель 1 проходит, вращаясь, в горизонтальном положении. После второй стадии погружения, а именно в погружную ванну 13, в устройстве 29 с помощью не показанных вращающихся в противоположных направлениях щеток презерватив свертывается в кольцо 7, начиная с нижнего, открытого конца. Непосредственно вслед за этим почти готовое изделие подвергают промежуточной сушке в устройстве 30. Вулканизационная линия 31 представляет собой удлиненную печь, которая проходит почти по всей длине установки.
На фиг.6 представлено принципиальное изображение устройства съема готового презерватива с погружной модели 1. Презерватив снимается с погружной модели 1 с помощью двух вращающихся в противоположных направлениях щеток 25, 26, которые стягивают готовое изделие вниз, свертывая его в кольцо. Съем готового презерватива с погружной модели 1 только с помощью щеток 25, 26 затруднен вследствие исключительно малого диаметра D5 в самом узком месте углубления 6. Решение этой проблемы состоит в том, что на погружную модель 1 подают по меньшей мере одну, направленную под кольцо 7, образующееся при свертывании изделия щетками, водяную струю 27, 28 таким образом, что между презервативом и погружной моделью образуется тонкая водяная пленка, которая позволяет легко снять готовое изделие. В зависимости от конкретных условий подачу водяной струи 27, 28 на погружную модель можно осуществлять прерывисто в виде импульсов или непрерывно.
На фиг.7 схематически показан поперечный разрез шлифовального круга 30 с нанесенной по его периферии спеченной алмазной рабочей частью 31. Круг 30 имеет толщину около 10 мм и диаметр около 200 мм. В качестве материала для изготовления круга можно применять отвержденную армированную эпоксидную смолу, однако могут быть использованы и другие пригодные для этой цели материалы. На периферии шлифовального круга 30 по его окружности расположена спеченная алмазная рабочая часть 31 с предлагаемой согласно изобретению алмазной режущей кромкой 32. Режущая кромка алмазной рабочей части 31 имеет на конце заострение с определенным углом (α) при вершине, которое показано в увеличенном масштабе на фиг.8. В целом угол α следует выбирать между 60 и 120o в зависимости от типа изготаваливаемой кольцевой канавки. Наиболее часто выбирают угол α=90o. Для придания кольцевой канавке 17, 18 на поверхности погружной модели 1 соответствующей формы поперечного сечения верхнюю часть 33 алмазной шлифовальной режущей кромки 32 слегка затупляют, за счет чего края 34 шлифовальной кромки являются круглыми. Высоту (Н) затупления 33 целесообразно выбирать в пределах от 0,2 до 0,6 мм в зависимости от конкретного применения. При этом важно, чтобы края имели определенный радиус кривизны, в данном случае r=0,4 мм.
На фиг.9 показан еще один пример выполнения алмазной рабочей части 31 в поперечном разрезе. В случае, если требуется выполнить рядом несколько кольцевых канавок 17, 18, то на рабочей части 31 целесообразно предусмотреть несколько алмазных режущих кромок 32. Благодаря этому с помощью такой периферии круга за один проход шлифования можно наносить пять кольцевых канавок 17. За счет этого в несколько раз сокращается продолжительность технологической операции по изготовлению требуемых кольцевых канавок 17, 18.
Зернистость режущих кромок 32 шлифовального круга должна быть относительно мелкой для предотвращения образования в кольцевой канавке царапин, в которых может осаждаться эластичный материал. Обычно для этой цели применяют зерна с крупностью, например, D10 и от D20 до D60.
На фиг. 10а показана часть поверхности погружной модели 1, в которой с помощью алмазных режущих кромок 32 вышлифованы кольцевые канавки 17. Типичная ширина (В) отверстий симметричных кольцевых канавок 17 составляет от 0,3 мм до 0,6 мм (см. фиг.10б). Расстояние между отдельными кольцевыми канавками 17 выбирается произвольным, однако оно не должно быть существенно меньше 1,5 мм.
На фиг. 11а изображена половина верхней профилированной части погружной модели 1. В углублении 6 в самой глубокой точке расположена асимметричная кольцевая канавка 34 согласно изобретению, выполненная с помощью шлифовального круга с предлагаемой алмазной режущей кромкой 32. Асимметрия этой кольцевой канавки 34 относится к воображаемой центральной оси 35, перпендикулярной продольной оси погружной модели 1. Характерная особенность этой асимметричной кольцевой канавки 34 состоит в том, что ограничивающие канавку стенки 36, 37 (см. фиг.11б) имеют различную крутизну. При этом важно, что подъем стенки 36, показанной на данном чертеже слева от центральной оси 35, более крутой, чем стенки 37, показанной справа от центральной оси 35. Соотношение между расстояниями А, А' краев 38, 39 кольцевых канавок должно составлять А:А'=1:2. Эта асимметрия в поперечном сечении кольцевой канавки 34 имеет особое значение для характера растекания эластичного материала (латекса) при выходе погружной модели из латексной ванны. Тем самым предотвращаются появление включений воздуха или других неровностей в материале изготавливаемого презерватива.
Предлагаемый способ шлифования для изготовления погружных моделей, в частности кольцевых канавок 17, 18, 34 на поверхности погружной модели 1, в противоположность другим способам, в которых кольцевые канавки изготавливают химическим путем с помощью травления, позволяет изготавливать чистые и точные шлифованные поверхности, благодаря чему обеспечивается чистое растекание эластичного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальный круг для скоростного шлифования | 1989 |
|
SU1741604A3 |
| ПОГРУЖНОЙ РАЗЛИВОЧНЫЙ СТАКАН | 2009 |
|
RU2490092C2 |
| УСТРОЙСТВО ДЛЯ ВЗЯТИЯ ОБРАЗЦОВ ПОЧВЫ | 1990 |
|
RU2087707C1 |
| ВЕЕРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2007 |
|
RU2424890C2 |
| ШЛИФОВАЛЬНЫЙ ШПИНДЕЛЬНЫЙ УЗЕЛ С МАГНИТНЫМ ПРИВОДОМ | 1999 |
|
RU2207946C2 |
| СТОЛБЧАТЫЙ ЭЛЕМЕНТ ДЛЯ ОПРЕДЕЛЕНИЯ ПРОСТРАНСТВЕННОГО ПОЛОЖЕНИЯ, В ЧАСТНОСТИ ИМПЛАНТАТА | 2001 |
|
RU2234883C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2303513C1 |
| КОМБИНИРОВАННЫЙ АЛМАЗНО-АБРАЗИВНО-ВЫГЛАЖИВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2303512C1 |
| УСТРОЙСТВО ПОДАЧИ НИТИ ДЛЯ ТЕКСТИЛЬНЫХ МАШИН | 1999 |
|
RU2200697C2 |
| ВЕЕРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2009 |
|
RU2426636C2 |

Изобретение относится к изготовлению предохранительного средства - презерватива и может быть использовано при изготовлении формованного предохранительного средства с особыми округлостями. Погружная модель для изготовления предохранительного средства состоит из удлиненной цилиндрической части с концом, закрытым S-образно профилированным участком и примыкающей к нему резервуарной частью. Профилированный участок имеет углубление, образованное двумя усеченными конусами, состыкованными друг с другом малыми верхними основаниями. Градиент изменяется непрерывно в продольном направлении поверхности погружной модели. Диаметр погружной модели в самом узком месте углубления составляет 15 - 25 мм и радиус кривизны в этом месте составляет 17 - 20 мм. Угол раствора верхнего открытого в сторону резервуарной части усеченного конуса составляет 50o, а нижнего усеченного конуса составляет 40o. Кривизна в месте перехода от цилиндрической части к углублению на профилированном участке имеет радиус более 25 мм. Общая длина от углубления до входа в резервуарную часть составляет 45 - 65 мм. Наибольший диаметр профилированного участка на отрезке между углублением и участком входа в резервуарную часть составляет 33 - 35 мм. Изобретение предусматривает другой вариант исполнения погружной модели, способ ее изготовления и устройство для ее изготовления. Изобретение позволяет получить предохранительное средство, имеющее гарантированное облегание и надежное в использовании. 4 с. и 12 з.п. ф-лы, 11 ил.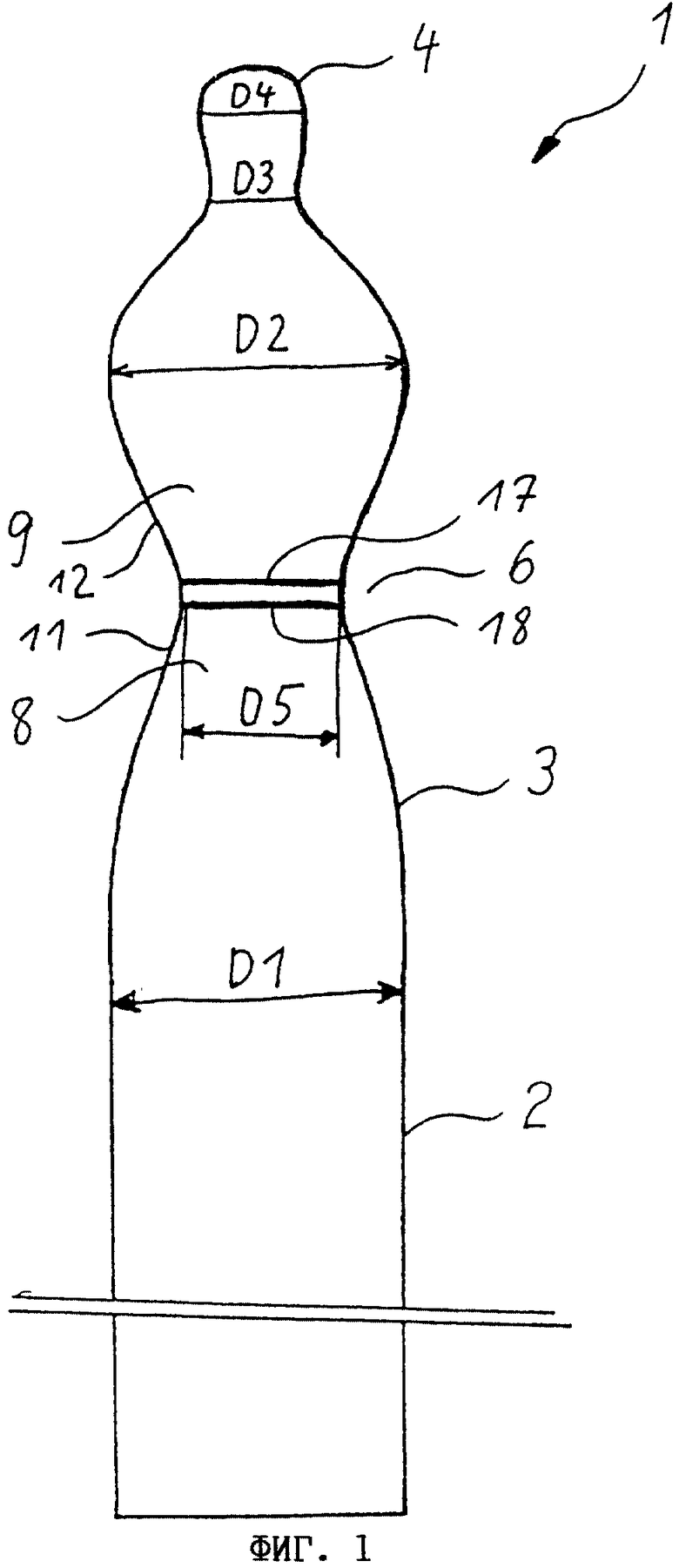
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Аппарат для производства маканных изделий | 1960 |
|
SU132793A1 |
| SU 225427 A, 27.12.1968 | |||
| Привод шпиндельного барабана хлопкоуборочной машины | 1976 |
|
SU587903A1 |
| DE 4409449 В1, 10.08.1995 | |||
| US 3794453 A, 26.02.1974. | |||

