Изобретение относится к веерному шлифовальному кругу,
- приводимому во вращение,
- снабженному опорным диском,
- имеющему среднюю ось,
- внутреннюю ступицу, и
- кольцеобразную область кромки с наружным краем по периметру,
и
- шлифовальные ламели, укрепленные в области края и образующие кольцеобразный пакет (комплект) шлифовальных ламелей, и
- охватывающие наружный край.
Подобный веерный шлифовальный круг известен из US 2804731 А. Шлифовальные ламели выполнены прямоугольными и соответственно уложены через наружный край области кромки, причем на обе стороны выполненного из картона опорного диска в области наружного края нанесен заполняющий материал, так что сегменты, имеющие в поперечном сечении почти на три четверти форму круга, уложены вокруг наружного периметра опорного диска. Обращенные к центральной оси концы шлифовальных ламелей с обеих сторон закреплены с зажимом на опорном диске соответственно посредством шайбы, а в середине они зажаты с помощью резьбовой цапфы с гайкой, так что шлифовальные ламели, таким образом, зафиксированы. Целью такого исполнения является достижение легкости периферийного шлифования или полирования.
Из FR 7231936 А1 известен аналогичный веерный шлифовальный круг, в котором шлифовальные ламели также уложены в наружной области кромки над заполняющим материалом.
В основу настоящего изобретения положена задача создать веерный шлифовальный круг с огибающими наружный край опорного диска шлифовальными ламелями, простой и прочный по конструкции, гарантирующий высокую производительность шлифования при разностороннем применении.
Согласно изобретению эта задача решена с помощью признаков п.1 формулы изобретения. Шлифовальные ламели закреплены на обеих рабочих сторонах области кромки опорного диска только в районе опережающей продольной кромки - соответственно, точечным образом; вследствие этого они могут быть расположены наиболее просто внахлест один на другом. Благодаря форме усеченного полуконуса, лежащего радиально снаружи отрезка изгиба, шлифовальные ламели могут в рамках расположения внахлест также и в наружной области кромки чисто и плотно прилегать друг к другу и образовывать охватывающую периметрическую (периферическую) рабочую сторону. Созданный согласно изобретению веерный шлифовальный круг на базе своего исполнения может применяться для 3-стороннего грубого шлифования. Это дает возможность, не поворачивая тяжелые заготовки, обрабатывать их сверху и снизу, причем станочнику не надо значительно менять свою рабочую позицию и положение используемой для шлифования управляемой от руки угловой шлифовальной машинки.
Предпочтительные варианты исполнения вытекают из зависимых пунктов формулы изобретения.
Прочие преимущества, признаки и детали изобретения станут очевидны из описания конкретного примера осуществления с помощью чертежей.
На чертежах изображены:
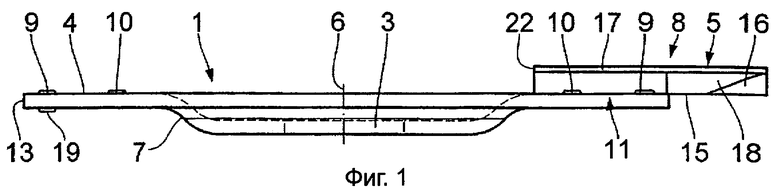
на фиг.1 - опорный диск с закрепленной на рабочей стороне только одной шлифовальной ламелью, вид сбоку;
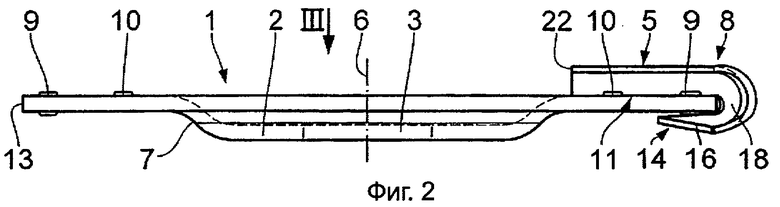
на фиг.2 - опорный диск согласно фиг.1 с полностью закрепленной шлифовальной ламелью в соответствии с видом по стрелке II на фиг.3, вид сбоку;
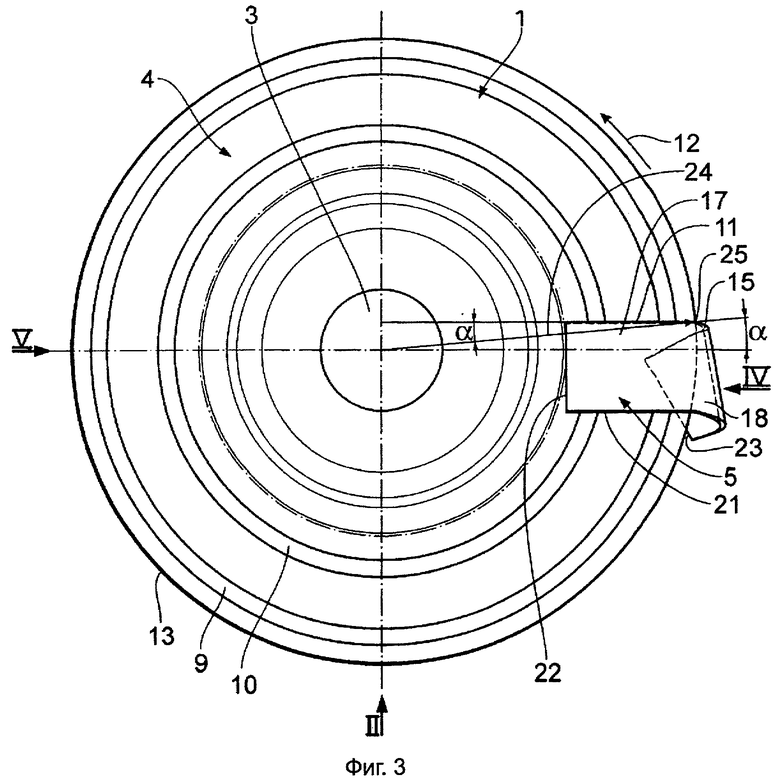
на фиг.3 - опорный диск согласно фиг.2 в горизонтальной проекции согласно виду по стрелке III на фиг.2;
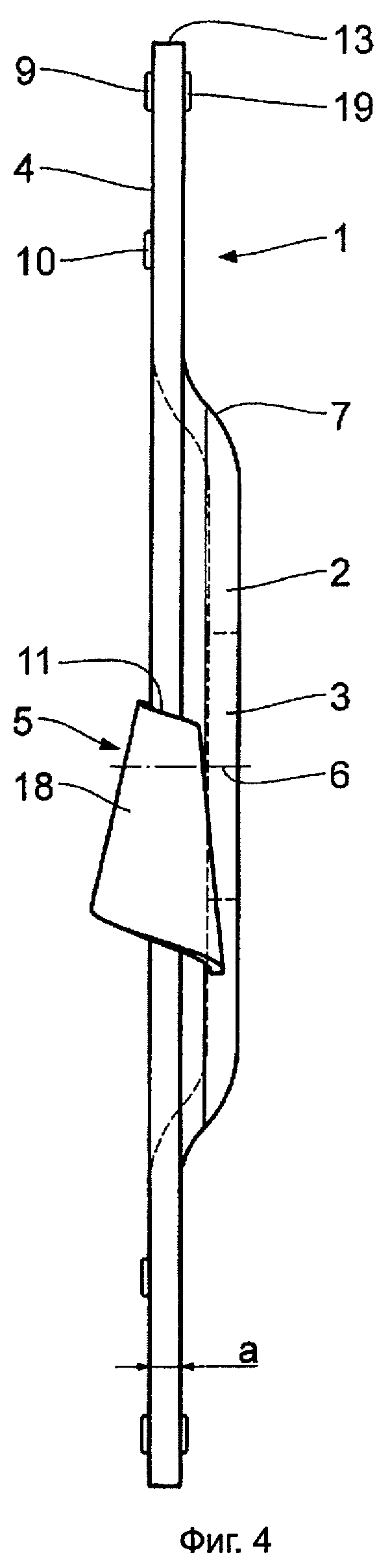
на фиг.4 - опорный диск в соответствии с видом по стрелке IV на фиг.3, вид сбоку;
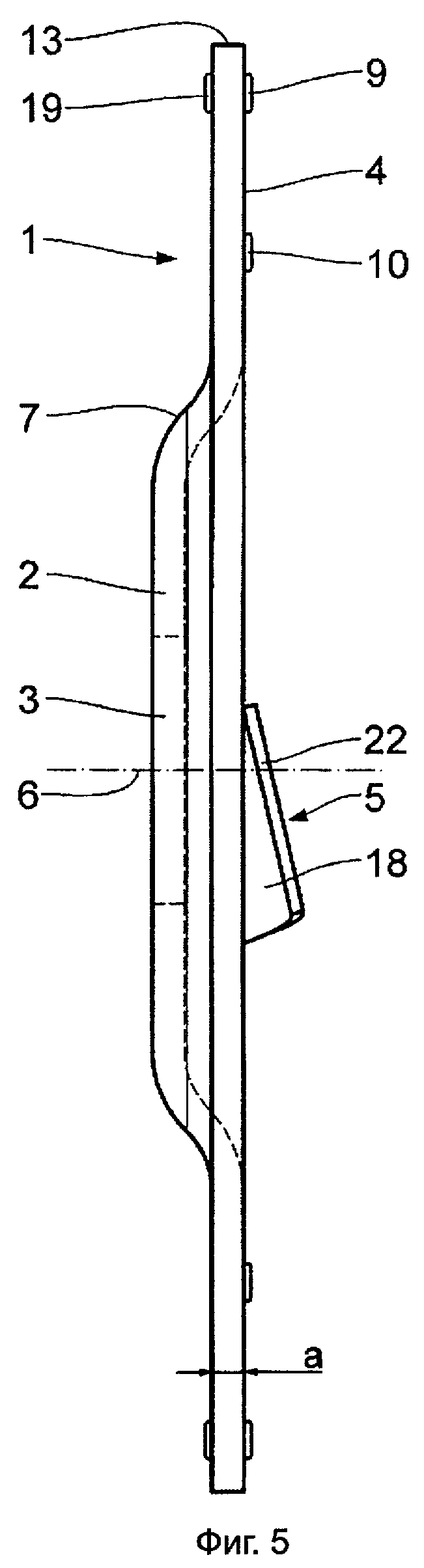
на фиг.5 - опорный диск в соответствии с видом по стрелке V на фиг.3, вид сбоку;
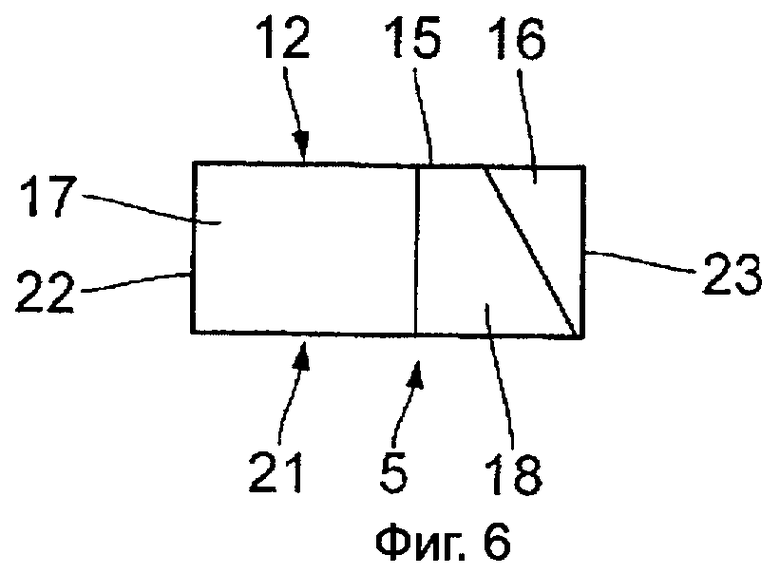
на фиг.6 - шлифовальная ламель, вид сверху;
на фиг.7 - вид сверху в аксонометрии на рабочую сторону веерного шлифовального круга согласно изобретению;
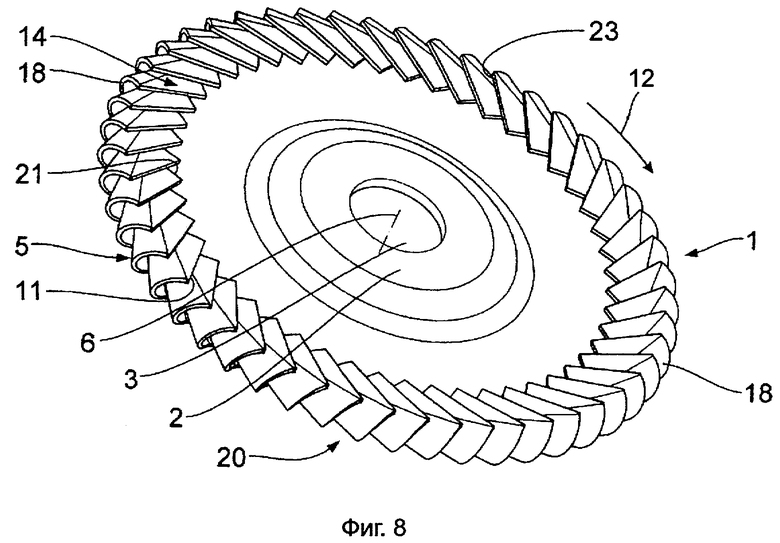
на фиг.8 - косая проекция задней стороны веерного шлифовального круга в аксонометрии;
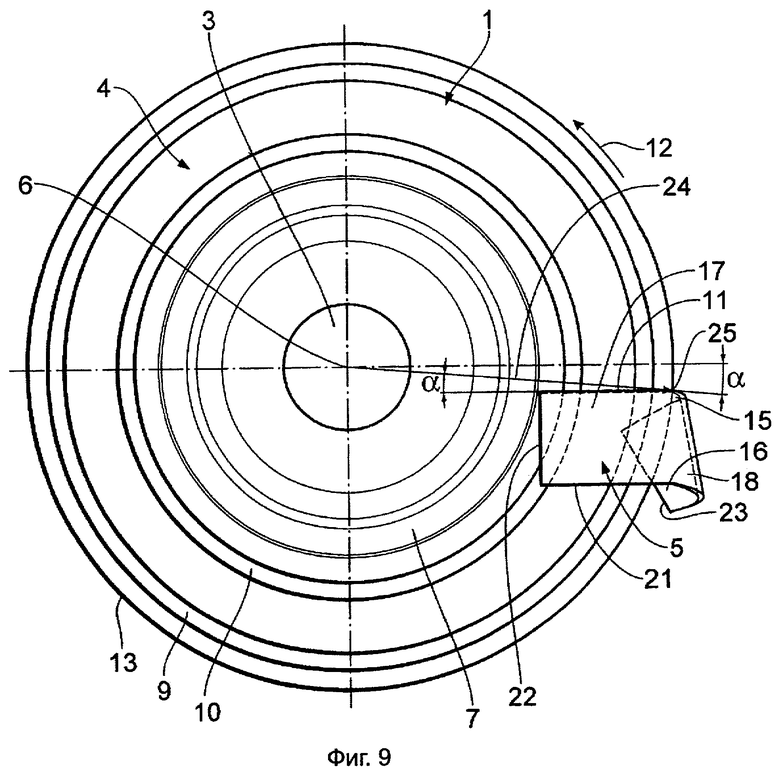
на фиг.9 - опорный диск согласно фиг.2 с отличающейся от фиг.3 фиксацией шлифовальной ламели, вид сверху.
Как следует из фиг.1-5, веерный шлифовальный круг включает опорный диск 1 со ступицей 2, имеющей, в свою очередь, центрирующее кругообразное отверстие 3. Опорный диск 1 имеет внешнюю кольцеобразную область кромки 4 для восприятия шлифовальных ламелей 5. Эта область кромки 4 соединена со ступицей 2 выступающей в сторону средней оси 6 опорного диска 1 из ступицы 2 кольцевой перемычкой 7. Образуемая областью кромки 4 плоскость расположена перпендикулярно к средней (центральной) оси 6. Благодаря конструкции опорного диска 1, он может быть насажен на вал привода управляемой от руки шлифовальной машины и закреплен на нем с помощью гайки, не выступающей за плоскость области кромки 4.
Шлифовальные ламели 5 состоят обычно из абразивного материала на подкладке. Как видно из фиг.6, единичные шлифовальные ламели 5 имеют прямоугольную форму.
Крепление шлифовальных ламелей 5 на стороне области кромки 4, относительно которой ступица 2 утоплена, производят при образовании в значительной степени ровной передней первой рабочей стороны 8 веерного шлифовального круга посредством двух кольцеобразных участков с нанесенным клеем 9 и 10, расположенных на области кромки 4 концентрично оси 6. Каждая шлифовальная ламель 5 крепится теперь с помощью своей продольной кромки 11, являющейся опережающей относительно направления вращения привода 12, на участках с клеем 9 и 10. Она крепится на участках с клеем 9 и 10 не плоско, а отстоит от области кромки 4 относительно направления вращения 12 косо вверх.
Каждая шлифовальная ламель 5 выступает за наружную кромку 13 области кромки 4 (как это следует из фиг.1-5) и сфальцована или же загнута вокруг нее на обращенную к первой рабочей стороне 8 сторону области кромки 4, относительно которой ступица 2 выступает, как это видно из фиг.1, 2, 4 и 5.
При этом шлифовальные ламели 5 образуют почти параллельную первой рабочей стороне 8 также кольцеобразную заднюю вторую рабочую сторону 14.
Загибание или же фальцевание каждой шлифовальной ламели 5 происходит соответственно вокруг участка кромки 15, образующей часть опережающей продольной кромки 11, так что образующий вторую рабочую сторону 14 наружный участок 16 соответствующей шлифовальной ламели 5 не находится в перекрытии с образующим первую рабочую сторону 8 главным участком 17. Находящийся соответственно между главным участком 17 и наружным участком 16 трапецеидальный гнутый участок 18 соответствующей шлифовальной ламели 5 образует на основе вышеописанного вида огибания имеющий почти форму усеченного полуконуса участок, расширяющийся в направлении против направления вращения 12, что видно на фиг.4 и 5.
Соответствующий наружный участок 16 фиксируется на области кромки 4 опорного диска 1 также при помощи участка с клеем 19, от которого выдается ступица 2. Совокупность загибающихся гнутых участков 18 образует периметрическую рабочую сторону 20.
У готового к эксплуатации веерного шлифовального диска шлифовальные ламели 5 расположены с высокой степенью перекрытия - от 20 до 95%, причем видны только догоняющие по отношению к направлению вращения привода 12 продольные кромки 21 шлифовальных ламелей 5. Под степенью перекрытия понимается размер, на который опережающая в направлении вращения шлифовальная ламель перекрывает в направлении вращения следующую догоняющую шлифовальную ламель по отношению ко всей ее ширине. Степень перекрытия величиной 20% означает, что опережающая шлифовальная ламель перекрывает только 20% ширины последующей шлифовальной ламели. Таким образом, низкая степень перекрытия означает, что на опорном диске 1 размещено только относительно небольшое количество шлифовальных ламелей 5, в то время как высокая степень перекрытия означает, что на опорном диске 1 установлено очень большое количество шлифовальных ламелей 5. Ввиду формы гнутого участка 18, соответствующей усеченному полуконусу, наружный периметр веерного шлифовального круга, т.е. периметрическая рабочая сторона 20, имеет приблизительно форму круга. Находящиеся на первой рабочей стороне 8 по соседству со ступицей 2 боковые кромки 22 шлифовальных ламелей 5 взаимно дополняют друг друга до приблизительно кругового профиля, как это видно из фиг.7. В противоположность этому, относящиеся ко второй рабочей стороне боковые кромки 23 вместе с соседними участками догоняющих продольных кромок 21 составляют зубчатый профиль, как это видно из фиг.8.
Как можно видеть из фиг.3, опережающая продольная кромка 11 главного участка 17 каждой шлифовальной ламели 5 проходит не радиально относительно средней оси 6, а под углом α между радиусом 24 и опережающей продольной кромкой 11, причем их точка пересечения 25 лежит на наружном крае 13. Если, как это показано на фиг.3, опережающая продольная кромка 11 является относительно радиуса 24 в направлении вращения 12 опережающей, то, как упомянуто, периметрическая рабочая сторона 20 имеет отчетливо выраженную круговую форму. В принципе, опережающая продольная кромка 11 может быть расположенной относительно радиуса 24 в направлении вращения 12 так же, как догоняющая (согласно соответствующему фиг.3 изображению на фиг.9). Пока продольная кромка 11 в соответствии с изображением на фиг.3 является относительно радиуса 24 опережающей, угол α описывается в качестве положительного, в то время как в случае, когда она является догоняющей, согласно фиг.9 он будет отрицательным. Для угла α действует неравенство: +19°≥α≥-13°. При изображении на фиг.3 ввиду вышеупомянутого изгиба гнутого участка 18 и наружного участка 16 шлифовальных ламелей 5 опережающая относительно направления вращения привода 12 продольная кромка 11 проходит ко второй рабочей стороне 14 снаружи к средней оси 6 как в большой степени догоняющая. Однако это не относится к изображению согласно фиг.9.
Как, в частности, видно из фиг.7 и 8, периметрическая рабочая сторона 20 образует в поперечном сечении в значительной степени форму полукруга.
Из рассмотренных предыдущих исполнений явствует, что все три рабочие стороны 8, 14 и 20 могут быть использованы для шлифования начерно. Рабочий может с помощью веерного шлифовального круга при его применении на угловой шлифовальной машинке, на которой применяются такие круги, сперва обработать наружную сторону обрабатываемой детали, причем он использует для этого рабочую сторону 8 веерного шлифовального круга. В заключение он может отшлифовать с помощью второй рабочей стороны 14 нижнюю сторону обрабатываемой детали. С помощью периметрической рабочей стороны 20 он может затем отшлифовать возможно имеющуюся на детали вогнутую поверхность углового шва. Эти возможности применения являются особенно выгодными тогда, когда обрабатываемая деталь является очень тяжелой и лежит на специальных козлах. Ее нельзя поворачивать для обработки, что является необходимым при обработке с помощью уже существующих веерных шлифовальных кругов. Возможность 3-стороннего применения веерного шлифовального круга, естественно, предполагает, что опорный диск 1 выполнен таким прочным, что он может воспринимать всестороннюю высокую нагрузку от поперечных сил при шлифовании. Поэтому он многослойно армирован. В конкретных случаях применения он имеет толщину а, для которой действует неравенство: 2,2 мм ≤ а ≤2,4 мм. Решающими являются силы, которые должен воспринять опорный диск 1, чтобы он выдержал высокие нагрузки при трехстороннем черновом и обычном шлифовании. При этом было установлено, что опорный диск 1 может воспринимать без повреждений нагрузку величиной, как минимум, 400 Н, причем эта нагрузка приложена на радиальном расстоянии 10 мм от края периферии 13 опорного диска 1 параллельно средней оси 6. Опорный диск 1 при этой нагрузке зажат в своем отверстии 3 таким же образом, как и при эксплуатации на производстве.
Вышеупомянутые угловые шлифовальные машинки, управляемые вручную, на которых может применяться созданный согласно изобретению веерный шлифовальный круг, являются принятыми и известными на практике, и, например, представлены и описаны в ЕР 1543923 А1, на который и можно сослаться.
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении веерных шлифовальных кругов. Приводимый в движение вращения в направлении вращения шлифовальный круг имеет прочный опорный диск и шлифовальные ламели. Последние имеют главный участок, образующий первую рабочую сторону, гнутый участок, образующий периметрическую рабочую сторону, и наружный участок, образующий вторую рабочую сторону. Данный шлифовальный круг имеет простую и прочную конструкцию, обеспечивающую высокую производительность шлифования и разностороннее ее применение. 7 з.п. ф-лы, 9 ил.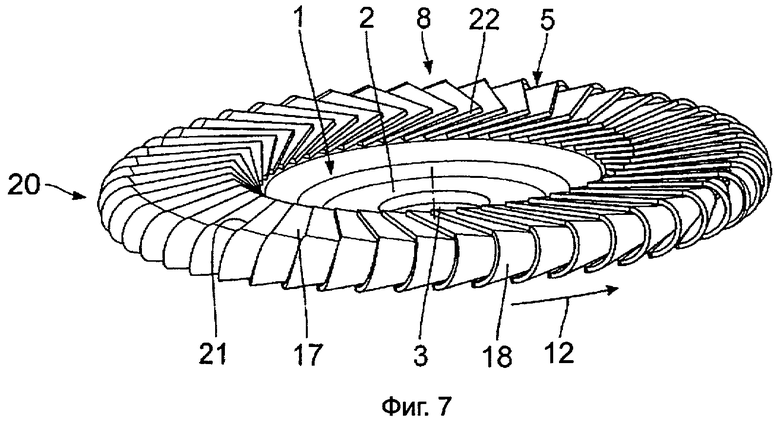
1. Веерный шлифовальный круг, приводимый во вращение по направлению вращения привода (12), содержащий
- прочный опорный диск (1), включающий
- среднюю ось (6),
- внутреннюю ступицу (2) и
- кольцеобразную область кромки (4) с наружным краем (13),
- шлифовальные ламели (5), включающие
- главный участок (17),
- гнутый участок (18),
- наружный участок (16),
- опережающую по отношению к направлению вращения привода (12) продольную кромку (11) и
- догоняющую по отношению к направлению вращения привода (12) продольную кромку (21),
- причем главные участки (17) шлифовальных ламелей на первой стороне опорного диска (1) при образовании кольцеобразного пакета шлифовальных ламелей образуют первую рабочую сторону (8) и укреплены на равных угловых расстояниях только в области своей опережающей продольной кромки (11),
- гнутые участки (18) шлифовальных ламелей загнуты вокруг наружного края (13) области кромки (4) опорного диска в форме усеченного полуконуса с образованием периметрической рабочей стороны (20),
- а наружные участки (16) шлифовальных ламелей на второй стороне опорного диска (1) при образовании второй рабочей стороны (14) укреплены только в области своей опережающей продольной кромки (11).
2. Веерный шлифовальный круг по п.1, отличающийся тем, что шлифовальные ламели (5) выполнены прямоугольными.
3. Веерный шлифовальный круг по п.1, отличающийся тем, что главные участки (17) шлифовальных ламелей закреплены на области кромки (4) опорного диска посредством множества участков с нанесенным клеем (9, 10).
4. Веерный шлифовальный круг по п.1, отличающийся тем, что наружные участки (16) шлифовальных ламелей (5) закреплены на области кромки (4) опорного диска с помощью по меньшей мере одного участка с нанесенным клеем (19).
5. Веерный шлифовальный круг по п.1, отличающийся тем, что шлифовальные ламели (5) закреплены на опорном диске (1) со степенью перекрытия от 20 до 95%.
6. Веерный шлифовальный круг по п.1, отличающийся тем, что опережающая продольная кромка (11) образует с радиусом (24) опорного диска (1) в точке пересечения (25) на наружном краю опорного диска (1) угол α с обеспечением условия: +19°≥α≥-13°, причем угол α является положительным, если опережающая продольная кромка (11) по направлению вращения (12) проходит с опережением, и отрицательным, если опережающая продольная кромка (11) проходит как догоняющая.
7. Веерный шлифовальный круг по п.1, отличающийся тем, что периметрическая рабочая сторона (20) имеет в поперечном сечении форму почти полукруга.
8. Веерный шлифовальный круг по п.1, отличающийся тем, что по меньшей мере первая рабочая сторона (8) выполнена в значительной степени плоской.
| Общесистемный способ профилактики гнойно-воспалительных осложнений радикальной гистерэктомии у больных раком тела матки | 2022 |
|
RU2804731C1 |
| US 4679360 A, 14.07.1987 | |||
| DE 3839238 A1, 23.05.1990 | |||
| Полировальный круг | 1990 |
|
SU1797559A3 |
| Лепестковый шлифовальный круг | 1989 |
|
SU1703433A1 |

