Изобретение касается веерного шлифовального круга, который приводится в движение в одном направлении вращения,
- с опорной тарелкой, которая имеет
- центральную ось,
- внутреннюю втулку и
- кольцеобразный край, и
- с шлифовальными ламелями, которые укреплены
- на краю с образованием кольцеобразного пакета шлифовальных ламелей.
Такой веерный шлифовальный круг известен из патента ЕР 1 142 673 В1. У этого известного веерного шлифовального круга шлифовальные ламели образованы четырехугольно. Они имеют два друг к другу параллельных прямых канта и вогнутый и выпуклый кант. Выпуклый и вогнутый кант образованы каждый в форме дуги, радиусы которых равны, причем, однако, центры радиусов смещены на параллельной к прямым кантам линии друг против друга.
Преимущество этого исполнения шлифовальных ламелей состоит в том, что они могут резаться без обрези, то есть безотходно из шлифовальной ленты с параллельными друг другу кантами. Шлифовальные ламели укрепляются на краю опорной тарелки, друг друга перекрывая, причем выпуклым кантом каждой шлифовальной ламели образуется участок наружного края пакета шлифовальных ламелей.
Задачей изобретения является таким образом исполнить веерный шлифовальный круг выше упомянутого описанного вида, чтобы его стойкость еще более повысилась. Данная задача решается признаками пункта 1 формулы изобретения. Соответствующим изобретению выполнением достигается то, что в радиально наружном районе пакета шлифовальных ламелей сконцентрировано особенно большое количество материала шлифовальных ламелей, вследствие чего достигается особенно высокая стойкость при высокой агрессивности, что значит при высокой инстенсивности шлифования. При резании шлифовальных ламелей с возникающей обрезью мирятся, так как в целом - с точки зрения продолжительности срока службы веерного шлифовального круга - расходуется немного материала шлифовальной ленты для шлифования.
В особенности при выполнении в соответствии с изобретением находящиеся на опорной тарелке шлифовальные ламели могут почти полностью расходоваться, так что лишь небольшое количество отбросов должно устраняться.
Преимущественное образование по пункту 2 и, в частности, пункту 3 ведет к тому, что наружный край пакета шлифовальных ламелей ограничивается шлифовальными ламелями чисто кругло. Само собой разумеется, что наружный радиус пакета шлифовальных ламелей и радиус согнутого наружного канта не должны быть абсолютно идентичны, а равны лишь в основном. Исполнение заднего канта по пункту 4 принципиально возможно и предлагает преимущества при подрезке шлифовальной ламели, так как прямолинейный разрез в основном более прост чем изогнутый разрез, во всяком случае тогда, когда режут штамповочным или режущим ножом. Однако исполнение по пункту 5 выгоднее для шлифовальной вставки.
В особенности образование по пункту 6 ведет к тому, что в районе заднего канта находящийся активно-шлифовальный район каждой шлифовальной ламели имеет с самого начала оптимальную форму, что случается, в частности, в комбинации с исполнением по пункту 5.
Под открытым по отношению к радиусу углом здесь подразумевается, что угол в направлении вращения по отношению к радиусу - опережающий.
Пункты 8 и 9 повторяют преимущественные выполнения внутреннего канта, причем выполнение по пункту 8 имеет то преимущество, что шлифовальные ламели могут вырезаться компактно из шлифовальной ленты. Выполнение по пункту 9 предпочтительно тогда, когда шлифовальные ламели вырезаются не из лент одного рулона, а из листов, таким образом могут быть вложены там друг в друга.
Пункты от 10 до 12 описывают другие преимущественные исполнения.
Пункты 13 и 14 основаны на том, что шлифовальные ламели имеют настоящую форму треугольника, так что соответственно два основных канта, безразлично, прямолинейные или согнутые, пересекаются в точке пересечения. Согласно п.14 все наружные канты, образующие ламели в форме треугольника, пересекаются друг с другом попарно в точках пересечения, соответствующих вершинам этого треугольника. Пункты 15 и 16 основываются на особенно предпочтительной форме выполнения, по которой углы соответствующего треугольника скруглены, и именно из-за выпукло-согнутых побочных кантов, радиусы кривизны которых значительно меньше, чем радиусы кривизны основных кантов. Преимущество этого исполнения состоит в том, что как и изготовление штамповочных инструментов, так и отделение шлифовальных ламелей после штамповки из материала ленты упрощается. Изготовление настоящих острых углов штамповочных инструментов сложнее. Также отделение треугольной в настоящем смысле шлифовальной ламели из материала ленты труднее, чем отделение шлифовальной ламели со скругленными углами. Выполнения по пункту 13, с одной стороны, и по пункту 15, с другой стороны, содержат также смешанные формы между этими обоими выполнениями.
Дальнейшие преимущества, признаки и подробности изобретения поясняются нижеследующим описанием примеров выполнения на основе чертежа. На чертежах показано:
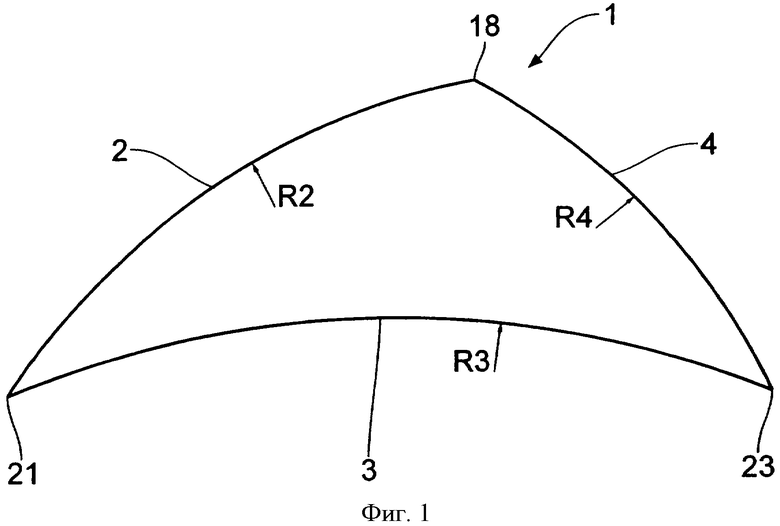
Фиг.1 - шлифовальная ламель, в виде сверху,
Фиг.2 - веерный шлифовальный круг по изобретению, вид сверху,
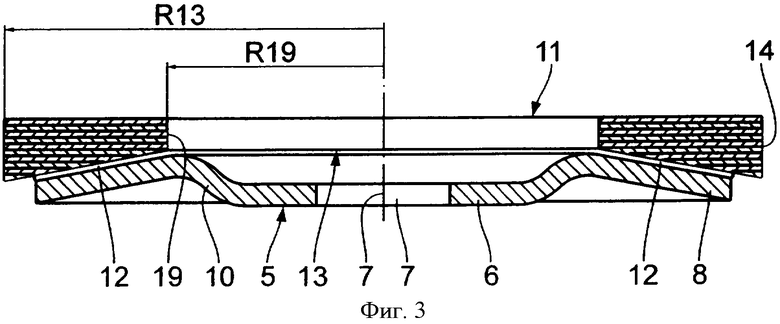
Фиг.3 - поперечный разрез веерного шлифовального круга по Фиг.2,
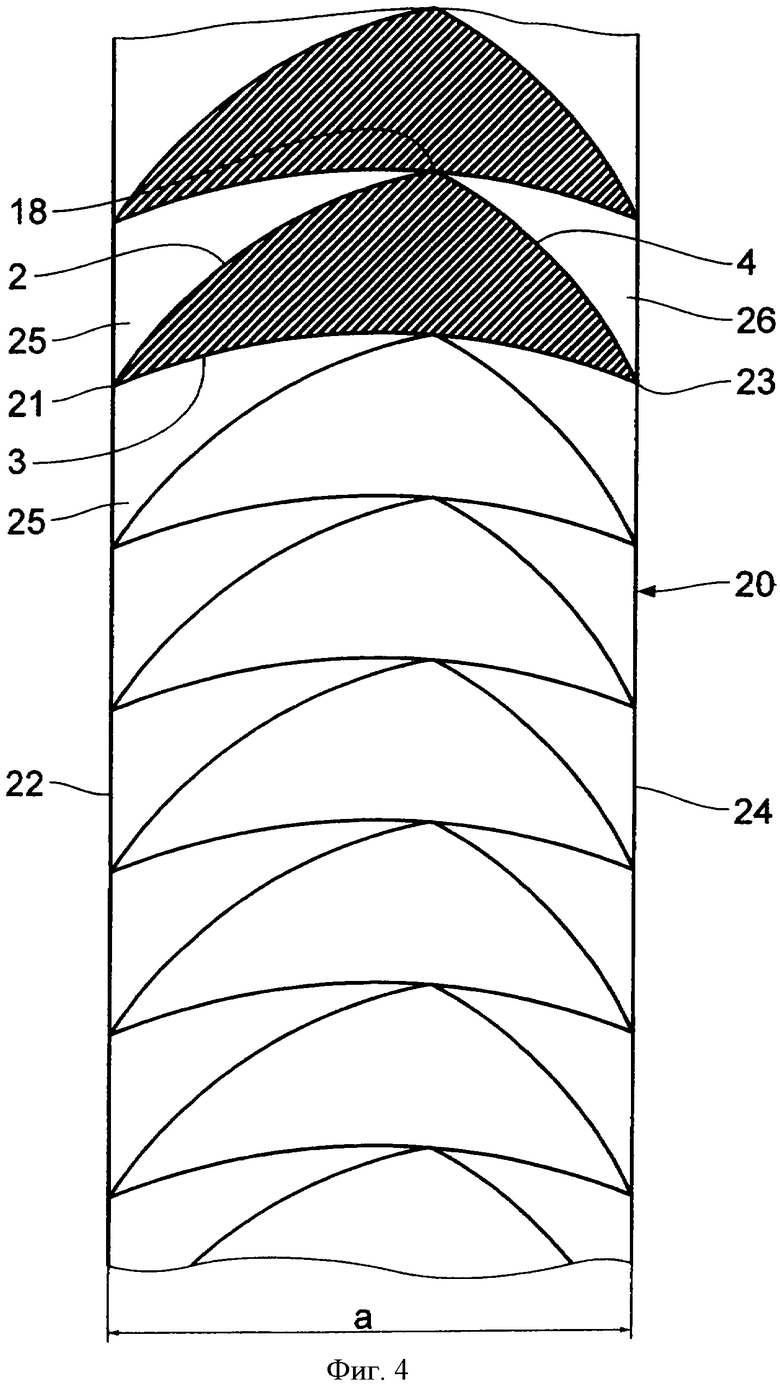
Фиг.4 - шлифовальная лента, из которой вырезаются друг за другом шлифовальные ламели,
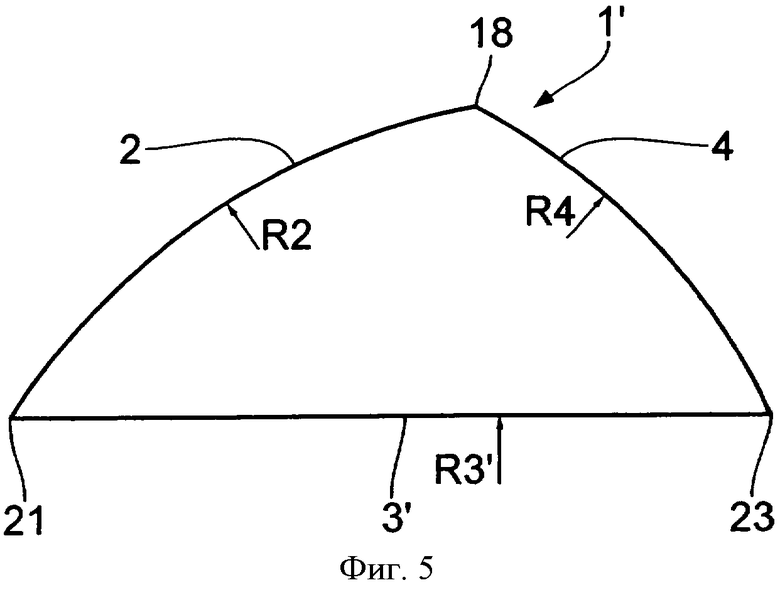
Фиг.5 - измененная форма выполнения шлифовальной ламели,
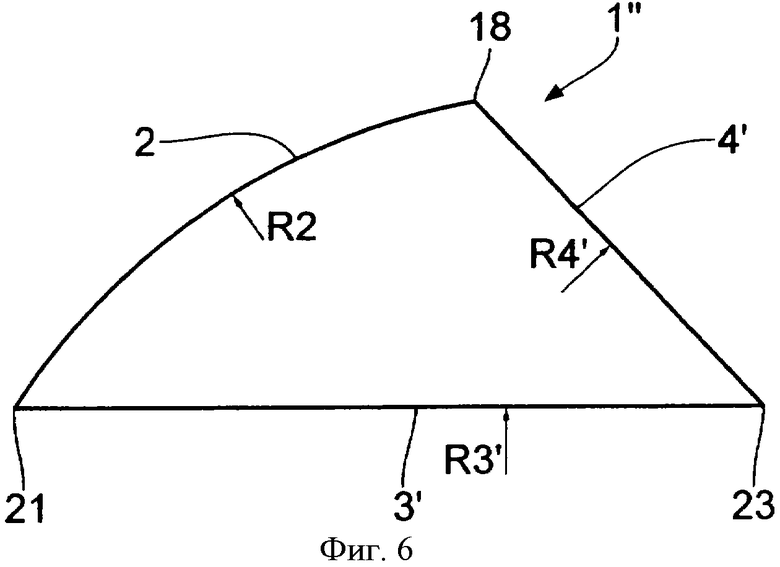
Фиг.6 - другая измененная форма выполнения шлифовальной ламели,
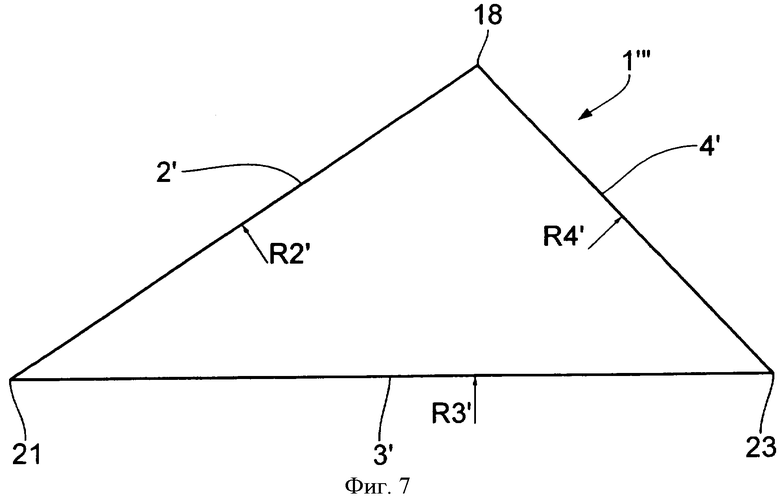
Фиг.7 - следующая измененная форма выполнения шлифовальной ламели,
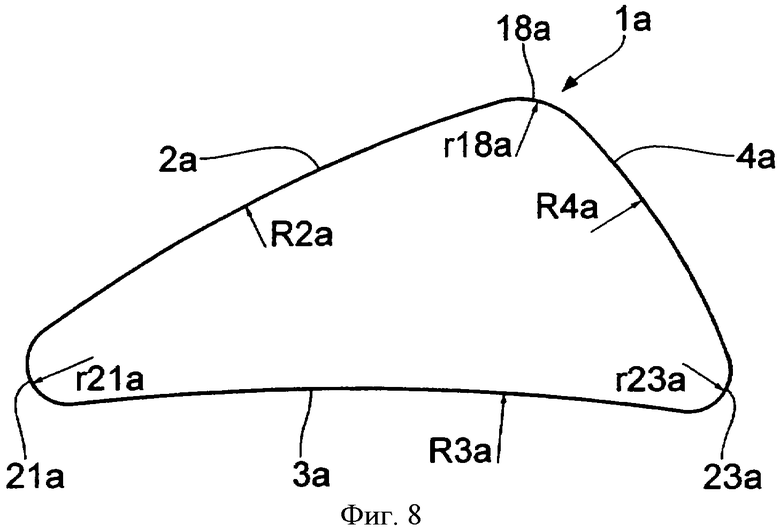
Фиг.8 - похожая на изображенную в Фиг.1 шлифовальная ламель с округленными углами,
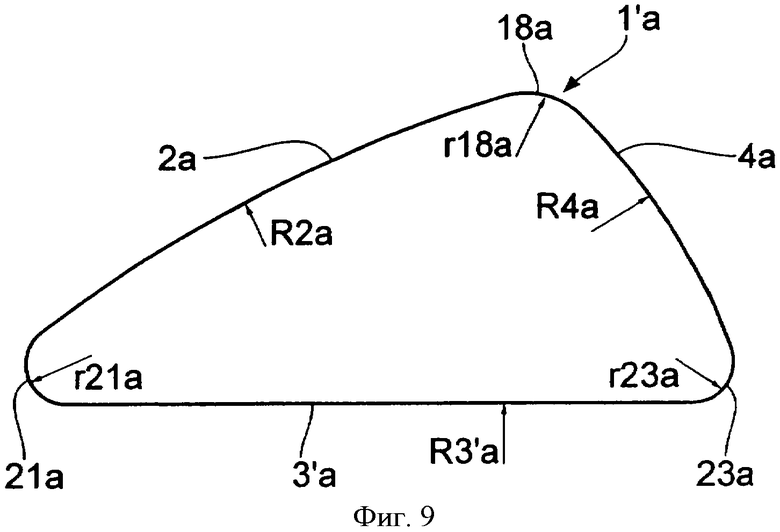
Фиг.9 - похожая на изображенную в Фиг.5 шлифовальная ламель с округленными углами,
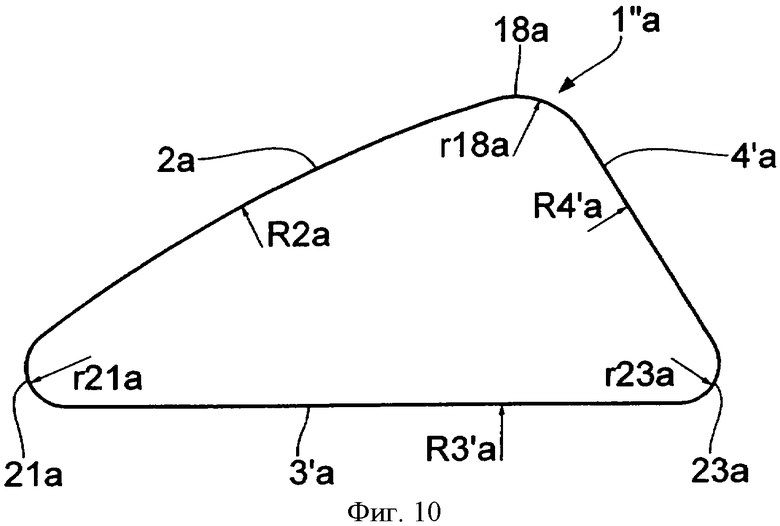
Фиг.10 - похожая на изображенную в Фиг.6 шлифовальная ламель с округленными углами, и
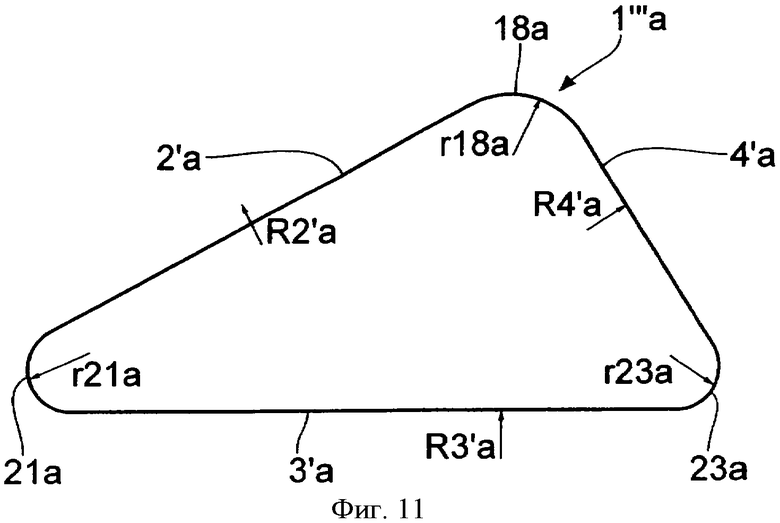
Фиг.11 - похожая на изображенную в Фиг.7 шлифовальная ламель с округленными углами.
В Фиг.1 изображенная шлифовальная ламель 1 образована треугольно. Ее три канта обозначаются соответственно их позднему положению на опорной тарелке веерного шлифовального круга как наружный кант 2, внутренний кант 3 и задний кант 4. Канты от 2-го до 4-го образованы как участки дуги с соответствующим радиусом кривизны R2, R3 и соответственно R4. Наружный кант 2 и задний кант 4 образованы - по отношению к шлифовальной ламели 1 - выпукло, в то время как внутренний кант 3 образован вогнуто. И при таких геометрических формах речь идет о треугольниках, так как по правилам сферической геометрии габаритные очертания треугольника не должны быть прямолинейны, а могут быть и согнуты; решающим является то, что соответственно два боковых канта пересекаются в одной точке пересечения, то есть образуют угол.
Как видно из Фиг.2 и 3, веерный шлифовальный круг имеет опорную тарелку 5 со втулкой 6, которая имеет центральное, круглое отверстие 7. Опорная тарелка 5 имеет наружный кольцеобразный край 8 для принятия шлифовальных ламелей. Этот край 8 связан со втулкой 6 в направлении центральной оси 9 опорной тарелки 5 выступающей кольцевой перемычкой 10. Край 8 наклонен радиально наружу навстречу кольцевой перемычке 10, как видно из Фиг.3. Это влечет за собой то, что рабочая поверхность 11 на опорной тарелке 5 располагаемых шлифовальных ламелей 1 проходит снова в основном радиально и вертикально к центральной оси 9. Эта геометрия получается из того, что изнутри наружу все большее количество шлифовальных ламелей 1 перекрывают друг друга или соответственно покрывают, как видно из Фиг.2. Шлифовальные ламели 1 укреплены на крае 8 опорной тарелки 5 посредством слоя клея 12.
Как, в частности, видно из Фиг.2, шлифовальные ламели 1 на опорной тарелке 5 расположены на тех же самых расстояниях угла, а именно соответственно симметрично поворотом в том же самом положении к опорной тарелке 5. При в Фиг.2 и 3 изображенных примерах выполнения внешний радиус R13 на опорной тарелке 5 укрепленных пакетов шлифовальных ламелей 13 соответствует радиусу кривизны R2 наружного канта 2 так, что наружу через край 8 выступающий наружный край 14 пакета шлифовальных ламелей 13 кругл.
В Фиг.2 шлифовальная ламель 1 изображена заштрихованно, хотя ее каждый шлифовально-активный участок 15 простирается лишь от его заднего канта 4 вплоть до следующего, в направлении вращения 16 шлифовального круга опережающего заднего канта 4.
Как далее видно из Фиг.2, касательная 17 к заднему канту 4 в точке пересечения 18 с наружным кантом 2 и радиус R13 посредством точки пересечения 18 образуют угол α>0°, причем касательная 17 по отношению к радиусу R13 является опережающей в направлении вращения 16. Угол α равен: 5°≤α≤35°.
Для этого примера выполнения действительно следующее: R2~R4 и R3>R2, и R3>R4. Вследствие того, что внутренний кант 3 - по отношению к шлифовальной ламели 1 - проходит вогнуто, число пересечений соседних шлифовальных ламелей 1 в участке внутреннего края 19 пакета шлифовальных ламелей 13 значительно меньше, чем в наружном участке и возрастает значительно только наружу, как видно в заштрихованной поверхности в Фиг.2.
Как далее видно из Фиг.2, наружный кант 2 каждой шлифовальной ламели 1 простирается на угол β кругло-кольцеобразного пакета шлифовальных ламелей 13, при этом действительно 25°≤β≤90°. Для числа n шлифовальных ламелей 1 действительно 10≤n≤80.
Из Фиг.4 видно как шлифовальные ламели 1 режутся из шлифовальной ленты 20. Ширина а шлифовальной ленты 20 выбрана так, что точка пересечения 21 наружного канта 2 и внутреннего канта 3 лежит на продольном крае 22 шлифовальной ленты 20, в то время как точка пересечения 23 лежит между внутренним кантом 3 и задним кантом 4 на другом, к продольному краю 22 параллельном продольном крае 24. Точка пересечения 18 между наружным кантом 2 и задним кантом 4 упирается во внутренний кант 3 по соседству вырезаемой шлифовальной ламели 1. Из-за этого вида резания шлифовальных ламелей 1 возникают клинообразные участки обрези 25, 26.
Эта обрезь не имеет никакого недостатка, так как снаружи во внутрь - по отношению к направлению вращения 16 - запаздывающее расположение заднего канта 4 на опорной тарелке 5 приводит с самого начала шлифования новым веерным шлифовальным кругом к оптимальному, т.е. минимальному стиранию шлифовальных ламелей 1. Кроме того, вогнутое выполнение внутреннего канта 3 ведет к сокращению обрези.
Варианты шлифовальных ламелей представлены в фиг. от 5 до 7. В фиг.5 изображенная шлифовальная ламель 1' имеет уже описанный наружный кант 2 и задний кант 4. Однако, внутренний кант 3' образован прямолинейно. Поэтому ее радиус кривизны R3' бесконечен. Как видно из фиг.6, изображенная там шлифовальная ламель 1'' имеет уже описанный наружный кант 2 в форме отрезка дуги, а также описанный выше прямолинейный внутренний кант 3'. Задний кант 4' выполнен также прямолинейно, при этом, однако, для его расположения на опорной тарелке 5 сделанное выше замечание по углу α остается в силе. Поэтому радиус кривизны R4' равен бесконечности.
Наконец, на фиг.7 показано еще одно выполнение шлифовальной ламели 1''', у которой не только внутренний кант 3' и задний кант 4', но и наружный кант 2' образованы прямолинейно. Поэтому их радиус кривизны R2' также равен бесконечности.
Примеры выполнения по фиг. от 8 до 11 соответствуют в своем основном построении тем же фиг.1, 5, 6, 7, при этом вместо остроугольных точек пересечения 18, 21, 23 предусмотрены соответственно скругленные углы. Эти шлифовальные ламели имеют соответственно основную форму треугольника. Основные канты, образовывающие наружные канты, внутренние канты и задние канты, связываются друг с другом выпуклыми согнутыми побочными кантами, радиус кривизны r которых соответственно значительно меньше, чем радиус кривизны R упомянутых основных кантов. Основные канты, образующие наружные канты, внутренние канты и задние канты, обозначены в Фиг. от 8 до 11 теми же цифрами, как и соответствующие канты в Фиг.1, 5, 6, 7, при этом для различения соответственно добавляется „а". В отношение радиусов кривизны R действительно то же самое.
Побочные канты обозначены теми же цифрами, как и точки пересечения 18, 21,23, при этом у них тоже для различения добавляется „а". Это же относится и к обозначениям радиусов кривизны r побочных кантов.
Подробней об этом следующее.
У шлифовальной ламели 1а по Фиг.8 все три основных канта, а именно наружный кант 2а, внутренний кант 3а и задний кант 4а образованы согнуто, а именно: наружный кант 2а и задний кант 4а выпуклые, в то время как внутренний кант 3а согнут вогнуто. Радиусы кривизны составляют R2a, R4a и R3a. Основные канты связаны соответственно тремя побочными кантами 18а, 21а и соответственно 23а друг с другом, которые согнуты выпукло и имеют радиусы кривизны r18a, r21a и соответственно r23a.
Шлифовальная ламель 1'а по Фиг.9 отличается от ламели Фиг.8 тем, что внутренний кант 3'а образован прямолинейно и, следовательно, радиус кривизны R3'a этого внутреннего канта 3'а имеет бесконечную длину.
Шлифовальная ламель 1''а по Фиг.10 отличается же от ламели по Фиг.9 тем, что задний кант 4'а также прямолинейно образован и, следовательно, его радиус кривизны R4'a имеет бесконечную длину.
А у шлифовальной ламели 1''' по Фиг.11 все три основных канта образованы прямолинейно, то есть и наружный кант 2'а тоже, радиус кривизны R2' которой имеет, следовательно, бесконечную длину.
Радиусы кривизны R основных кантов значительно больше, чем радиусы кривизны r побочных кантов. Здесь действительно: 3≤R/r и предпочтительно 10≤R/r. Если основные канты образованы не прямолинейно, то для соотношения радиусов кривизны R основных кантов и радиусов кривизны r побочных кантов действительно: 3≤R/r≤20 и предпочтительно 10≤R/r≤20.
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении веерных шлифовальных кругов. Приводимый в движение вращения в направлении вращения шлифовальный круг имеет на кольцеобразном крае опорной тарелки шлифовальные ламели, которые образованы в форме треугольника. Наружный кант каждой ламели ограничивает часть наружного края пакета шлифовальных ламелей. Внутренний кант проходит от внутреннего края пакета шлифовальных ламелей к наружному краю. Задний кант ламели лежит открыто и проходит по отношению к направлению вращения круга от внутреннего края к наружному краю пакета шлифовальных ламелей с опережением. 16 з.п. ф-лы, 11 ил.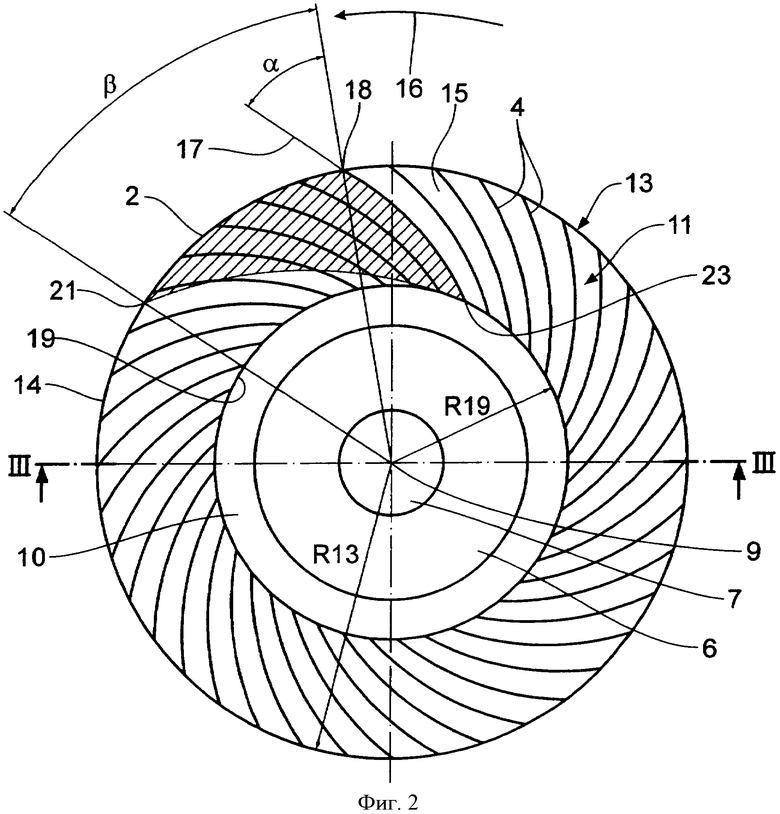
1. Веерный шлифовальный круг, приводимый в направлении вращения (16) в движение вращения, выполнен с опорной тарелкой (5), которая имеет центральную ось (9), внутреннюю втулку (6) и кольцеобразный край (8), и со шлифовальными ламелями (1, 1', 1'', 1''', 1а, 1'а, 1''а, 1'''а), которые образованы в основной форме треугольника с тремя основными кантами, а именно наружным кантом (2, 2', 2а, 2'а), внутренним кантом (3, 3', 3а, 3'а) и задним кантом (4, 4', 4а, 4'а), и расположены на крае (8) с образованием кольцеобразного пакета шлифовальных ламелей (13) на одинаковых угловых расстояниях так, что наружный кант (2, 2', 2а, 2'а) ограничивает часть наружного края (14) пакета шлифовальных ламелей (13), внутренний кант (3, 3', 3а, 3'а) проходит от внутреннего края (19) пакета шлифовальных ламелей (13) к наружному краю (14) и частично покрывается расположенными в направлении вращения (16) шлифовальными ламелями (1, 1', 1'', 1''', 1a, 1'а, 1''а, 1'''а), а задний кант (4, 4', 4а, 4'а) лежит открыто и проходит с опережением по отношению к направлению вращения (16) от внутреннего края (19) к наружному краю (14) пакета шлифовальных ламелей (13).
2. Веерный шлифовальный круг по п.1, отличающийся тем, что наружный кант (2, 2а) с радиусом кривизны R2 или R2a выполнен выпукло-согнутым.
3. Веерный шлифовальный круг по п.2, отличающийся тем, что наружный край (14) пакета шлифовальных ламелей (13) имеет наружный радиус R13, который равен радиусу кривизны R2 или R2a согнутого наружного канта (2).
4. Веерный шлифовальный круг по любому из пп.1-3, отличающийся тем, что задний кант (4', 4'а) выполнен прямолинейным.
5. Веерный шлифовальный круг по любому из пп.1-3, отличающийся тем, что задний кант (4, 4а) с радиусом кривизны R4 или R4a выполнен выпукло-согнутым.
6. Веерный шлифовальный круг по п.4, отличающийся тем, что касательная (17) к заднему канту (4', 4'а) в точке пересечения (18) между наружным кантом (2', 2'а) и задним кантом (4', 4'а) и радиус R13 от центральной оси (9) через точку пересечения (18) в направлении вращения (16) по отношению к радиусу R13 образуют открытый угол α.
7. Веерный шлифовальный круг по п.5, отличающийся тем, что касательная (17) к заднему канту (4, 4а) в точке пересечения (18) между наружным кантом (2, 2а) и задним кантом (4, 4а) и радиус R13 от центральной оси (9) через точку пересечения (18) в направлении вращения (16) по отношению к радиусу R13 образуют открытый угол α.
8. Веерный шлифовальный круг по п.1, отличающийся тем, что внутренний кант (3, 3а) с радиусом кривизны R3 или R3a выполнен вогнуто-согнутым.
9. Веерный шлифовальный круг по п.1, отличающийся тем, что внутренний кант (3', 3'а) выполнен прямолинейным.
10. Веерный шлифовальный круг по п.1, отличающийся тем, что для числа n расположенных на опорной тарелке (5) шлифовальных ламелей (1, 1', 1'', 1''') действительно условие: 10≤n≤80.
11. Веерный шлифовальный круг по п.1, отличающийся тем, что каждая шлифовальная ламель (1, 1', 1'', 1''') простирается на угол β кругло-кольцеобразного пакета шлифовальных ламелей (13), для которого действительно условие: 25°≤β≤90°.
12. Веерный шлифовальный круг по п.6, отличающийся тем, что для угла α действительно условие: 5°<α<35°.
13. Веерный шлифовальный круг по п.1, отличающийся тем, что минимум два основных канта пересекаются в одной точке пересечения (18, 21, 23).
14. Веерный шлифовальный круг по п.1, отличающийся тем, что наружный кант (2) и внутренний кант (3) пересекаются в одной точке пересечения (21), наружный кант (2) и задний кант (4) - в одной точке пересечения (18), а внутренний кант (3) и задний кант (4) - в одной точке пересечения (23).
15. Веерный шлифовальный круг по п,1, отличающийся тем, что минимум два основных канта соединены друг с другом выпукло-согнутым побочным кантом (18а, 21а, 23а).
16. Веерный шлифовальный круг п.15, отличающийся тем, что все основные канты соединены друг с другом выпукло-согнутыми побочными кантами (18а, 21а, 23а).
17. Веерный шлифовальный круг по п.1, отличающийся тем, что для отношения радиусов кривизны R основных кантов к радиусам кривизны r побочных кантов действительно условие: 3≤R/r и предпочтительно 10<R/r.
| Упругая муфта | 1980 |
|
SU1142673A1 |
| DE 3525620 С1, 16.11.1986 | |||
| ВЕЕРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2205102C2 |
| Лепестковый шлифовальный круг | 1989 |
|
SU1703433A1 |

