Изобретение относится к металлургии и может быть использовано для изготовления крупногабаритных направляющих втулок преимущественно из высокопрочных алюминиевых сплавов для гидравлических цилиндров, например гидравлических прессов, правильно-растяжных машин и др., взамен цельных бронзовых втулок.
Известен способ изготовления крупногабаритных направляющих втулок для гидравлических цилиндров путем отливки цельных втулок с последующей механической обработкой (см. а.с. 1031769, кл. В 30 В 15/04, 1980).
Известен способ изготовления крупногабаритных направляющих втулок для гидравлических цилиндров, включающий получение заготовки и механическую обработку, причем в качестве заготовки берут цельную втулку из бронзы (см. Ю. И. Кармацкий, Е.А. Коровин "Насосно-аккумуляторные станции", М., Машиностроение, 1965, стр. 90-92) - ПРОТОТИП.
Недостатком известных способов является большая трудоемкость получения заготовки из-за необходимости изготовления специальной литейной оснастки, большие отходы в стружку при механической обработке и дефицитность бронзы.
Задачей изобретения является повышение технологичности изготовления заготовки и снижение отходов при механической обработке при обеспечении высокой эксплуатационной надежности втулок (способность выдерживать высокие нагрузки, высокая коррозионная стойкость при работе в масляных и эмульсионных средах, хорошая способность прирабатываться).
Технический результат.
Изготовление заготовки для направляющей втулки вальцеванием с последующей сваркой стыка повышает технологичность изготовления в связи с уменьшением количества оснастки, необходимой для получения литой заготовки. Получение заготовки из предварительно прокатанной полосы позволяет упорядочить и уплотнить структуру материала, что позволяет уменьшить припуски на последующую механическую обработку и сократить расход материала. Замена материала направляющей втулки на алюминиевый сплав позволяет исключить применение дефицитной бронзы для ее изготовления и обеспечить высокую эксплуатационную надежность благодаря:
- высокой прочности алюминиевых сплавов, изменяемой в широких пределах путем их легирования;
- высоким антифрикционным свойствам, достигаемым специальным легированием;
- высокой коррозионной стойкости алюминиевых сплавов при работе в масляных и эмульсионных средах;
- хорошей прирабатываемости алюминиевых сплавов и способности впитывать продукты износа и абразивные частицы.
Поставленная цель достигается общими признаками с прототипом:
- получение заготовки;
- механическая обработка;
новыми признаками:
- заготовку получают путем вальцевания предварительно прокатанной полосы с последующей сваркой стыка двухсторонним сплошным швом;
- материалом полосы служит высокопрочный алюминиевый сплав.
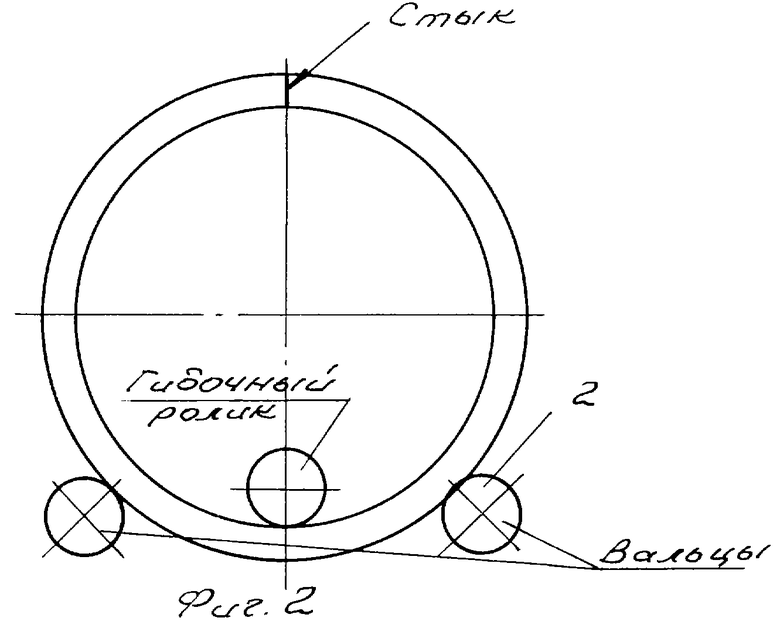
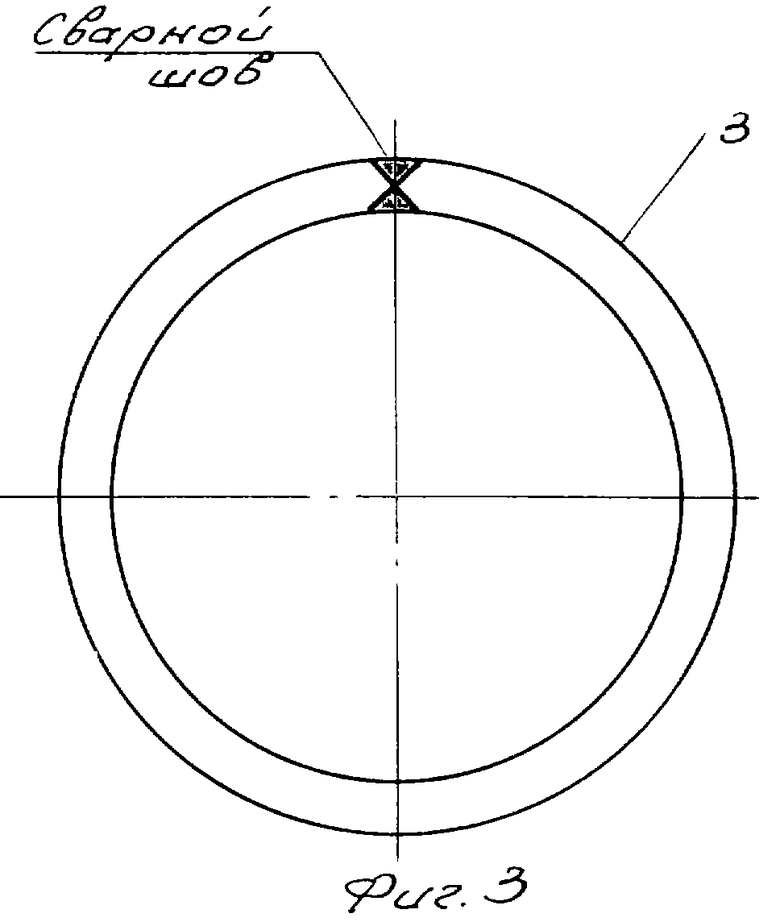
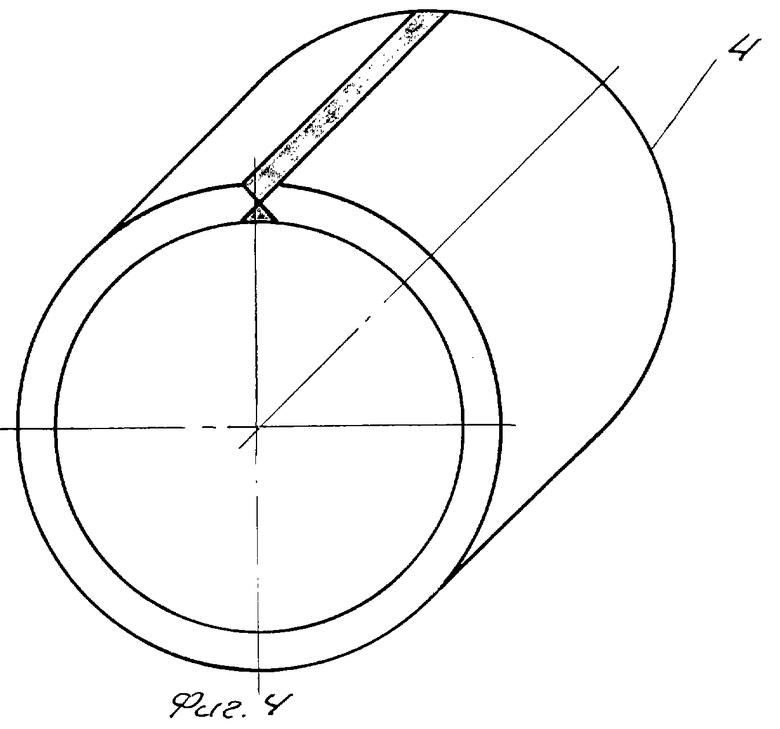
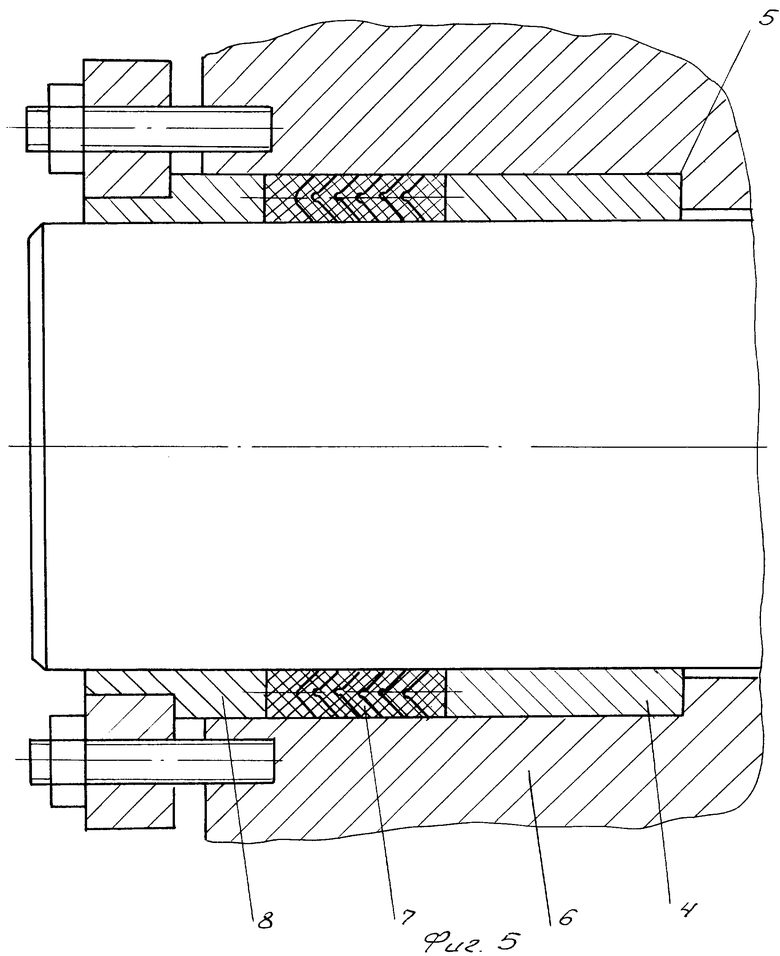
Сущность изобретения поясняется на чертежах, где на фиг.1 изображена вырезанная из прокатанного листа полоса; на фиг.2 - вальцевание из полосы втулки; на фиг. 3 - разделка кромок под сварку и сварка стыка; на фиг.4 - направляющая втулка после механической обработки; на фиг.5 - установка направляющих втулок с комплектом уплотнений в гидравлическом плунжерном цилиндре.
Способ изготовления крупногабаритных втулок для гидравлических цилиндров осуществляют следующим образом. Вначале прокатывают лист (на фиг. не показан) требуемой толщины S из высокопрочного алюминиевого сплава, после чего отрезают полосу I необходимых размеров длиной L, шириной В. На вальцегибочной машине 2 (показано условно) из полосы I получают разъемную втулку 3, разделывают кромки под сварку. Сваривают стык двухсторонним сплошным швом и производят механическую обработку. Обработанную направляющую втулку 4 устанавливают в расточку 5 гидравлического цилиндра 6, затем - комплект уплотнительных манжет 7 и нажимную направляющую втулку 8.
Пример.
Вальцовка заготовки осуществлялась из полосы сплава АМг6 с размерами В - 600 мм, L - 3300 мм, S - 35 мм. Сварка в стыке выполнена электродуговая с применением присадочной проволоки св. АМг6-61. После сварки направляющей втулки производили механическую обработку. Изготовлена направляющая втулка для гидравлического пресса усилием 2500 т.с. со следующими размерами:
- наружный диаметр - 1050 мм,
- внутренний диаметр - 1000 мм,
- длина - 550 мм.
Заявленный способ позволяет снизить затраты на изготовление заготовки, повысить эксплуатационную надежность направляющих втулок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2007246C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ ЛИСТОВ | 1998 |
|
RU2146568C1 |
| ПОДДОН ДЛЯ ОТЛИВКИ ПЛОСКИХ СЛИТКОВ | 1998 |
|
RU2156178C2 |
| РАСТОЧНАЯ ГОЛОВКА | 2001 |
|
RU2196027C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 1997 |
|
RU2119837C1 |
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| БАРАБАН ПЕЧНОЙ МОТАЛКИ | 1998 |
|
RU2134172C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2216419C1 |
| ОГНЕУПОРНЫЙ ТЕПЛОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ | 1997 |
|
RU2118950C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2133161C1 |
Способ предназначен для изготовления крупногабаритных направляющих втулок для гидравлических цилиндров. Способ включает получение заготовки и ее механическую обработку, при этом заготовку получают путем вальцевания предварительно прокатанной полосы с последующей сваркой стыка двухсторонним сплошным швом. Кроме того, материалом полосы может быть высокопрочный алюминиевый сплав. Технический результат - повышение надежности. 1 з.п.ф-лы, 5 ил.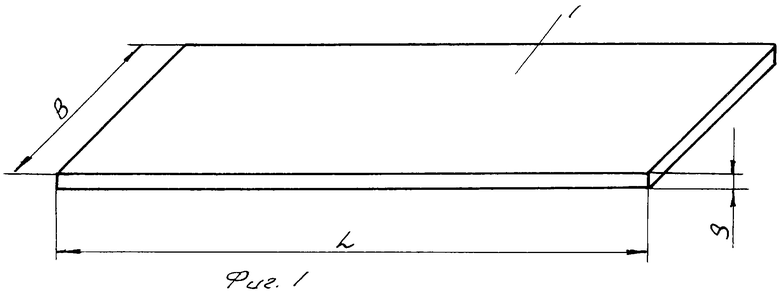
| КАРМАЦКИЙ Ю.И | |||
| и др | |||
| Насосно-аккумуляторные станции | |||
| - М.: Машиностроение, 1965, с.90-92 | |||
| Узел рабочего органа гидравлического пресса | 1980 |
|
SU1031769A1 |
| ЦИЛИНДР Г.ПУБИИНОГО ШТАНГОВОГО НАСОСА | 0 |
|
SU273654A1 |
| ШАГОВЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 1992 |
|
RU2093947C1 |
| СПОСОБ ПОЛУЧЕНИЯ БОГАТОГО ВОДОРОДОМ ГАЗА | 1996 |
|
RU2203215C2 |
| DE 4107375 A1, 06.12.1991. | |||

