Изобретение относится к металлургии и может быть использовано при отливке плоских слитков из металлов и сплавов, преимущественно из алюминиевых.
Известен поддон, в котором выполнено углубление сложной конфигурации с желобом в виде внешней части тора, отсеченной поверхности цилиндра с осью, совпадающей с осью симметрии тора (см. "Правка и литье алюминиевых сплавов", справочное руководство, М., 1970, с.207, рис.78).
Известен поддон для отливки плоских слитков, содержащий тело, в котором выполнено углубление в верхней его части с центральной и боковыми зонами (см. а.с. N 1097437, кл. B 22 D 11/06, 1983 г.). Прототип.
Общим недостатком известных поддонов является низкое качество отливаемых слитков.
Задача изобретения - улучшение качества отливаемых слитков.
Техническим преимуществом заявляемого поддона является возможность отливки слитков с равномерным распределением термических напряжений в донной части слитка без его разрушения (донных трещин) с минимальной его глубиной.
Это достигается новой совокупностью существенных признаков, общими из которых в сравнении с прототипом являются:
углубление, выполненное в верхней части поддона;
углубление имеет центральную и боковые зоны.
Новые признаки:
углубление выполнено в виде части составного тела вращения, отсеченного горизонтальной плоскостью с центральной зоной;
центральная зона образована эллипсоидом;
глубина углубления в центральной зоне образована радиусом, равным 60-100% ширины поддона;
ширина углубления в центральной зоне составляет 80-100% ширины поддона;
боковые зоны образованы косыми эллиптическими цилиндрами, оси которых направлены под углом к верхней плоскости поддона от центральной зоны в обе стороны в направлении по длине поддона к узким граням;
при этом боковые зоны выполнены суженными в плане с центральным углом сужения 15-45o и плавным уменьшением глубины;
центральная зона образована шаром.
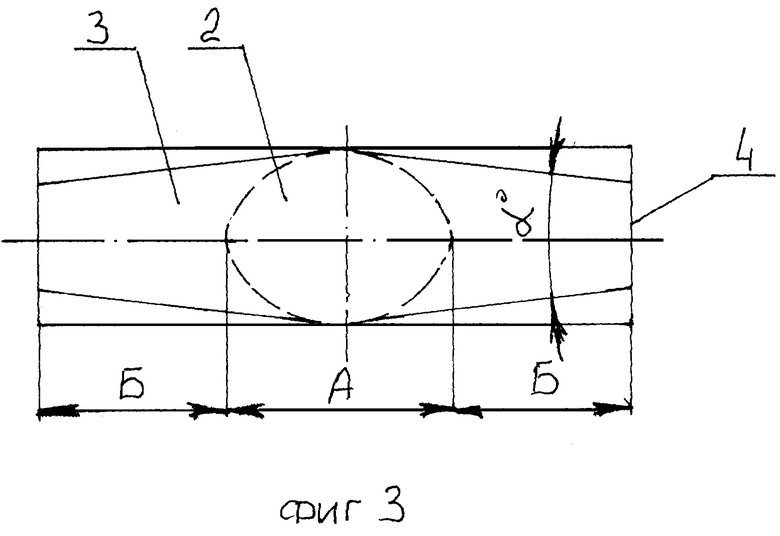
Радиус R углубления в центральной зоне A регламентирован и определяет глубину поддона. Расчеты и моделирование показали, что минимальный радиус в 60% от ширины поддона B обеспечивает минимальную глубину углубления поддона в центральной зоне A и позволяет с таким подливом алюминия хорошо бороться с донными трещинами, обеспечивая достаточный расход алюминия для подлива.
Радиус R углубления в центральной зоне более 100% вызовет лишь перерасход алюминия для подлива, что затруднит работу литейщика.
Наличие дополнительных двух боковых зон Б новой конфигурации обеспечивает получение качественного донника слитка в момент его деформации с максимальной толщиной подлива в центральной зоне и плавным выходом торцов слитка при деформации донной части слитка без опасных заклиниваний торцов слитка в теле поддона, тем самым помогает бороться с донными трещинами, особенно на малопластичных сплавах типа Д16, 1973, 7021, 7075, В95 и др., что улучшает качество отливаемых слитков.
Регламентированные размеры основных величин, форма углубления разработаны и предложены в данной заявке с учетом проведенного моделирования, расчетов и металлургического опыта и соответствует тем критическим характеристикам термических напряжений, которые равномерно распределены по сечению слитка и удерживают его от разрушения (донных трещин). Ширина углубления в центральной зоне в пределе может достичь ширины поддона B.
Желательно, чтобы ширина углубления была не менее 80% от ширины поддона, тогда на сторону поддонов шириной 300-400 мм, широко применяемых в металлургии, будет оставаться полоска, которая может играть роль замка или разгрузочной неслитины, уменьшая напряженное состояние в донной части слитка: оптимальная ширина полоски, как показывает металлургический опыт, не более 20 мм. Более широкая полоса по широкой грани уже опасна и может вызвать откалывание донника.
Концы углубления в предложенном поддоне, суживающиеся в плане, расположены по длине поддоне, причем своими узкими концами достигают узких граней или захватывают середину этих граней. При угле более 45o углубление не достигает узких граней поддона и этот подлив алюминия не достаточен для борьбы с донными трещинами за счет растягивающих напряжений в доннике.
При угле менее 15o углубление излишне расширится в зоне узких граней, где возникающие напряжения малы, но расход алюминия на подлив неоправданно возрастает.
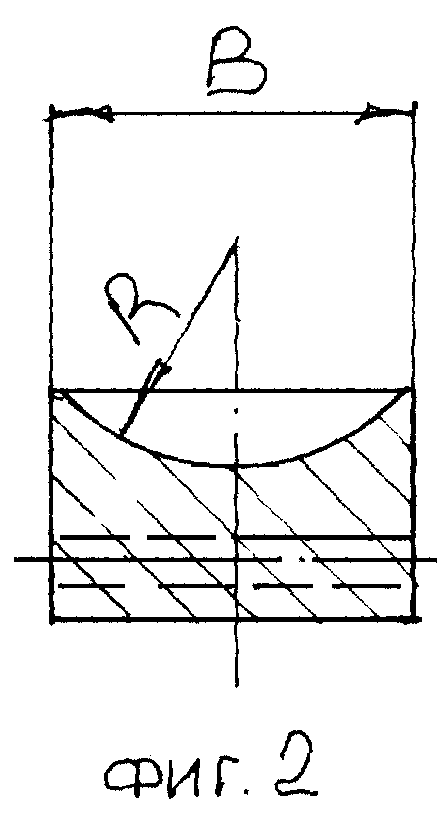
Принципиальная схема предлагаемого поддона приведена на чертежах, где на фиг. 1 изображен поддон, вид спереди, на фиг. 2 - то же, вид сверху, на фиг. 3 - то же, вид сбоку.
В поддоне 1 выполнено углубление 2, имеющее наибольшую глубину в центральной зоне А. Углубление имеет в боковых зонах Б концы 3, выполненные в сторону узких граней 4 с уменьшением глубины и сужением в плане с центральным углом α. Углубление выполнено с плавным изменением глубины к периферии поддона без резких перегибов. Поддон имеет отверстия 5 для крепления к подвижному столу литейной машины.
Пример.
Поддон для отливки слитков изготовлен из алюминиевого сплава длиной 1650 мм и шириной узкой грани 300 мм, имеет углубление в теле поддона шириной 280 мм. Наибольшая глубина по всей длине составляет 30 мм. Концы углубления в сторону узких граней выполнены суживающимися в плане с центральным углом сужения 22o и плавным уменьшением глубины к узкой грани до 1 мм. Такой поддон может быть использован для отливки плоских слитков из алюминиевых сплавов В95, 7075, 7021, Д16 и др.
Предлагаемый поддон работает следующим образом.
В начале отливки слитка на поддон 1, введенный вовнутрь кристаллизатора, заливают порцию жидкого алюминия, которым заполняют центральную зону А и боковые зоны Б, а также покрывают верхнюю плоскость поддона. С поверхности алюминия снимают слой шлака и иные загрязнения, и после частичного затвердевания подлива подают в кристаллизатор основной сплав, включают ход литейной машины и отливают слиток необходимой длины.
Нижнюю часть поддона с самого начала процесса орошают охлаждающей водой. Алюминий затвердевает и в нижней части слиток приобретает выпуклую форму, соответствующую конфигурации углубления, и имея максимальную толщину в центральной зоне. Такой слой подлива хорошо сопротивляется возникновению донных трещин и предотвращает излишний изгиб в донной части отливаемого слитка. Кроме того, выбранная глубина в центральной зоне и конфигурация углубления поддона способствует выравниванию температурных полей в нижней части слитка, повышая равномерность охлаждения и плавный выход узких граней формируемого слитка, что снижает изгиб донника и вероятность образования донных трещин.
Отлито свыше 5000 т слитков длиной 6-6,5 м. Все отлитые слитки улучшенного качества пошли на следующий этап обработки. За счет сокращения потерь металла увеличен выход годного на литье и прокатке на 0,5-1%.
Изобретение может быть использовано при отливке плоских слитков, преимущественно, из алюминиевых сплавов. Поддон имеет углубление в верхней его части с центральной и боковыми зонами. Углубление выполнено в виде части составного тела вращения, отсеченного горизонтальной плоскостью. Центральная зона образована эллипсоидом. Глубина ее определена радиусом, составляющим 60-100% ширины поддона. Ширина углубления в центральной зоне составляет 80-100% ширины поддона. Боковые зоны углубления образованы косыми эллиптическими цилиндрами с осями, наклонными к верхней плоскости поддона. Такая форма поддона предотвращает возникновение донных трещин в слитке, обеспечивает равномерность охлаждения слитка и тем самым повышает качество слитка. 1 з.п. ф-лы, 3 ил.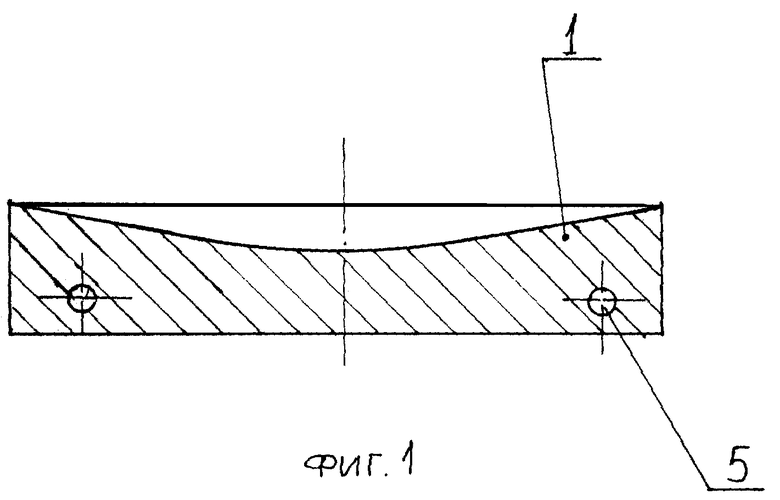
| Затравка для машины полунепрерывного литья | 1983 |
|
SU1097437A1 |
| СПОСОБ СОЕДИНЕНИЯ ОПТИЧЕСКИХ ВОЛОКОН, ИМЕЮЩИХ МЕТАЛЛИЧЕСКОЕ ПОКРЫТИЕ | 1997 |
|
RU2177633C2 |
| US 3948310, 06.04.1976. | |||

