Изобретение относится к обработке металлов давлением и может быть использовано в производстве крупногабаритных изделий, например, из алюминиевых сплавов в штампах, мощность которых не позволяет изготавливать крупногабаритные изделия.
Известен способ производства крупногабаритных изделий, включающий укладку заготовки в ручей штампа, деформирование ее по технологическим переходам и поворот заготовки после каждого перехода (1).
Известен способ производства крупногабаритных изделий, включающий деформирование заготовок в штампе по технологическим переходам (2).
Общим недостатком известных способов производства крупногабаритных изделий является трудоемкость изготовления вследствие необходимости осуществления поворота крупногабаритной заготовки вокруг вертикальной оси после каждого технологического перехода, при этом, если форма заготовки не круглая, например, вытянутая, то известными способами невозможно производить штамповку указанных заготовок.
Технический результат, создаваемый изобретением, выражается в исключении необходимости поворота заготовки после каждого технологического перехода и проведении процесса деформирования на оборудовании меньшей мощности. Согласно изобретению в способе производства крупногабаритных изделий, включающем деформирование заготовок в штампе по технологическим переходам.
Вначале осуществляют деформирование заготовки с формированием части готового изделия по высоте, после чего деформирование заготовки продолжают в дополнительном штампе с завершением формования готового изделия, при этом деформирование заготовки производят в штампах, имеющих одинаковую гравюру ручья на верхней или нижней плите.
Уменьшение трудоемкости изготовления изделий достигается за счет того, что формование изделий осуществляют без поворота заготовок вертикальной оси - это стало возможно в результате формования части готового изделия по высоте сначала в одном штампе, а затем продолжения формования в другом штампе.
Благодаря исключению поворота заготовки при изготовлении изделия обеспечивается возможность производить изделия любой формы - это расширяет технологические возможности способа.
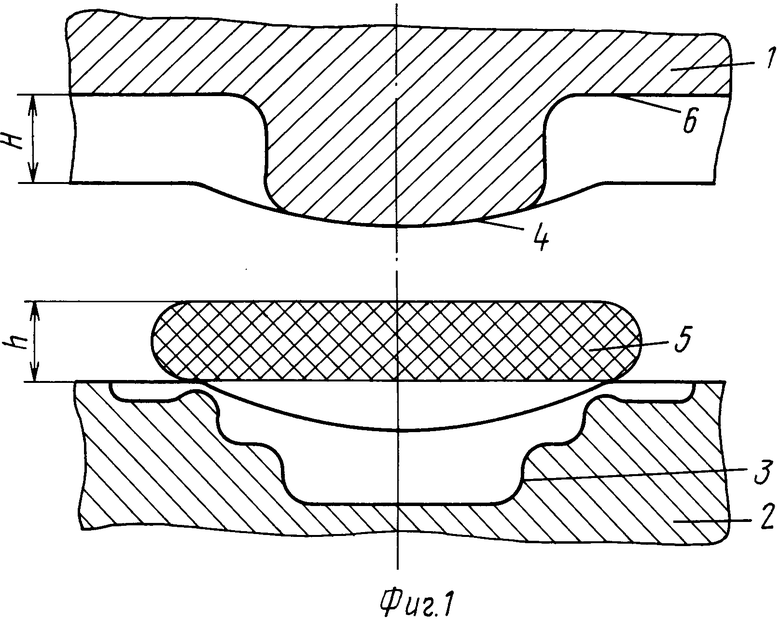
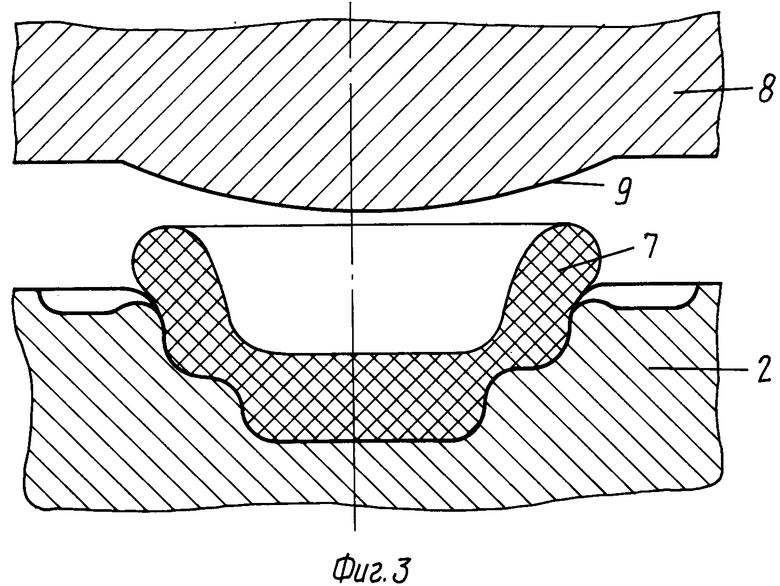
На фиг. 1 показан штамп в разомкнутом положении с заготовкой, I-й переход; на фиг. 2 - штамп в сомкнутом положении; на фиг. 3 - штамп в разомкнутом положении, II-й переход; на фиг. 4 - штамп - в сомкнутом положении.
Штамп (фиг. 1) для осуществления способа содержит верхнюю 1 и нижнюю 2 плиты, на рабочей поверхности нижней плиты 2 выполнена гравюра ручья 3 по площади проекции на линию разъема, превышающая максимальную площадь проекции детали, которую возможно выполнить методом горячей объемной штамповки на существующем оборудовании.
Гравюра 4 на верхней плите 1 не превышает максимальную площадь, возможную для деформирования на существующем обоpудовании и при смыкании штампа (фиг. 2), может деформировать заготовку 5 до полного оформления по высоте только на противоположной части площади гравюры 3 нижней плиты 2. Остальная часть гравюры 6 плиты 1 вырезается на глубину Н с таким расчетом, чтобы при смыкании штампа поковка 7 в этой части не подвергалась деформации, т. е. чтобы глубина Н превышала высоту h заготовки 3.
На фиг. 3 показан штамп, содержащий нижнюю плиту 2 - та же, что и в штампе на фиг. 1 или имеющую одинаковую гравюру ручья с нижней плитой 2 (фиг. 1) предыдущего штампа.
Верхняя плита 8 штампа (фиг. 3) имеет гравюру ручья 9, которая выполнена на всю площадь детали.
Способ осуществляется следующим образом.
Заготовку 5, предварительно нагретую и смазанную, укладывают в ручей 3 нижней плиты 2 штампа и деформируют верхней плитой 1, имеющей гравюру 4. После формования центральной части заготовки 40-60% площади проекции на линию разъема штампа до готового изделия по высоте (в зависимости от усилия пресса), штамп размыкают, оставляют поковку 7 на плите 2, заменяют верхнюю плиту 1 на плиту 8 с гравюрой ручья 9. После нанесения смазки на поверхность поковки 7 осуществляют технологический переход - деформируют верхней плитой 8 только те участки, которые не подвергались в первом технологическом переходе и получают готовое изделие 10.
П р и м е р. Для производства штампованного изделия шифра ЖН-48 (фиг. 4) сплава АМг6 брали слиток ⊘ 320х670 мм, получали заготовку 5 (фиг. 1) известным способом свободной ковкой. Заготовку загружали в конвеейрную печь, нагрели до температуры 410оС, выгружали из печи и электропогрузчиком подавали к гидравлическому прессу усилием 10000 т. Затем захватом электропогрузчика поднимали на уровень зеркала нижней плиты 2 штампа (фиг. 1) и при помощи ломика заготовку 5 (фиг. 1) сталкивали в гравюру ручья 3 штампа (фиг. 1). После нанесения технологической смазки на фигуру штампа и на заготовку 5 производили процесс деформирования заготовки (фиг. 2). Полученную поковку 7 извлекали из штампа и подавали на загрузку в печь для нагрева. Поковки 7 загружали в конвеейрную печь, нагревали до температуры 410оС и аналогично подавались к прессу усилием 10000 т. с. , и укладывались в нижнюю плиту 2 штампа (фиг. 3). После нанесения технологической смазки производился процесс деформации поковки 7 при помощи верхней плиты штампа 8 (фиг. 3). При этом поковка 7 деформировалась в тех местах, где не было деформации на первом переходе (фиг. 2). В процессе деформации поковки 7 получали готовое изделие 10 (фиг. 4).
Изобретение позволяет уменьшить трудоемкость изготовления крупногабаритных изделий любой формы на штамповочных прессах, не позволяющих производить такие изделия ввиду малой мощности. (56) Авторское свидетельство СССР N 511133, кл. В 21 J 5/02, 1976.
Авторское свидетельство СССР N 1094660, кл. В 21 J 5/02, 1984.


Сущность изобретения: способ производства крупногабаритных изделий включает деформирование заготовок в штампе по технологическим переходам с фиксированным поворотом заготовки после каждого перехода. Вначале осуществляют деформирование заготовки с деформированием части готового изделия по высоте, после чего деформирование заготовки продолжают в дополнительном штампе с завершением формования готового изделия, при этом деформацию заготовки производят в штампах, имеющих одинаковую гравюру ручья на верхней или нижней плите. 4 ил.
СПОСОБ ПРОИЗВОДСТВА КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ, включающий деформирование заготовок в штампе по технологическим переходам, отличающийся тем, что вначале осуществляют деформирование заготовки с формованием части готового изделия по высоте, после чего деформирование заготовки продолжают в дополнительном штампе с завершением формования готового изделия, при этом деформирование заготовки производят в штампах, имеющих одинаковую гравюру ручья на верхней или нижней плите.
