Изобретение относится к станкостроению, а именно к способам правки шлифовальным роликом, и является усовершенствованием изобретения по авт. св. №1523320.
Цель изобретения - повышение качества правки путем повышения эффективности гидроочистки поверхности круга.
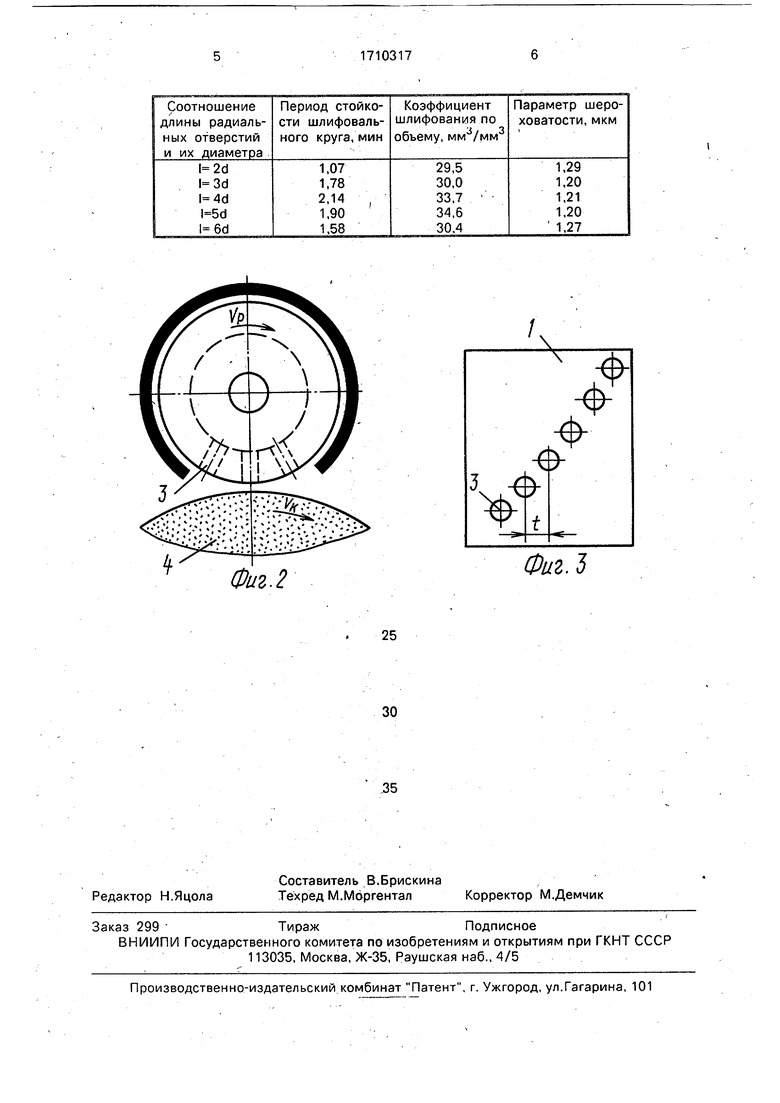
На фиг. 1 представлен ролик для правки, разрез; на фиг. 2 - то же, вид сбоку; на фиг. 3 - развертка наружной поверхности ролика.
Способ осуществляется следующим образом.
Вращающийся алмазный ролик 1 с полостью 2 и радиальными отверстиями 3, связанными с полостью 2, подводят к поверхности шлифовального круга 4 и производят его правку. После правки ролик 1 отводят от круга 4 и производят его правку. После правки ролик 1 отводят от круга 4 на расстояние д, которое выбирают из соотношения(5 (0,125-0,2)d, где d - диаметр радиальных отверстий 3. При этом в полость 2 роликом 1 через сопло 5 подают смазочноохлаждающую жидкость (СОЖ). Скорость вращения ролика 1 берут в пределах 11,013,0 м/с, что обеспечивает заданную скорость вытекания СОЖ из полости 2 через радиальные отверстия 3 на круг 4. При этой скорости вытекания абсолютное давление в потоке СОЖ в радиальном отверстии 3, направленном в сторону круга 4, достигает значения, равного давлению насыщенных паров СОЖ, или давлению, при котором из потока СОЖ выделяются пузырьки паров СОЖ или воздуха (газа), растворенного в СОЖ. Эти кавитационные пузырьки с потоком СОЖ выходят по радиальному отверстию 3 и захлопываются на рабочей поверхности круга, что обеспечивается определенным отношением длины радиальных отверстий I к их диаметру d и выбирается из условия I (3,0-5,0)d.
Создавшиеся от захлопывания пузырьков гидроудары способствуют разрушению налипов частиц металла на абразивных зернах шлифовального круга 4 и разрушению его поверхностных слоев. Для обеспечения качественной правки отверстия 3 должны иметь диаметр порядка 1,5-2,0 мм. Правка круга роликом может происходить и во время обработки кругом детали. Расстояние t между осями отверстий 3, измеренное в направлении оси симметрии ролика, должно быть не более диаметра этих отверстий d. Пример.
Шлифовальный круг 24A25HCI6K3 ПП
600,х40х305, вращающийся со скоростью V 50 м/С;Правят ал мазным роликом АСК 400/315, вращающимся со скоростью 12 м/с. Наружный диаметр ролика D
составляет 70 мм; диаметр радиальных отверстий d выбирается из условий d 1,5-2 мм, а конкретно d 2,0 мм. Расстояние t между осями отверстий равно 2 мм. После правки круга алмазный ролик отводят на расстояние д от рабочей поверхности, круга. Параметр д выбирают из условий д (0,125-0,2)d, т.е. (5 0,25-0,4 мм, а конкретно 6 0,3 мм. С заготовок из стали 07X16Н6, вращающихся с окружной скоростью 50 м/мйн, снимают припуск 0,15 мм. Скорость врезной подачи шлифовального круга составляет 0,7 мм/мин. В центральную полость ролика подают СОЖ Аквапол-1 (3%) от электронасоса П-90. Площадь поперечного сечения
полости 2 больше, чем суммарная площадь отверстий 3.
Результаты исследований приведены в таблице.
Наиболее высокое качество,правки за
счет повышения эффективности гидроочистки шлифовального круга и, вследствие этого,- наибольшая эффективность шлифования зафиксирована при I (3-5)d. При этом зафиксирован максимальный период стойкости круга между правками, 1,78-2,14 мин и наибольшее значение коэффициента шлифования 30,0-34,6, что свидетельствует о меньшем износе круга. Кроме того, при I (3,0-5,0)d обеспечивается наименьшая шероховатость шлифованной поверхности по параметру.За пределами интервала I (3,0-5,0)d эффективность процесса уменьшается.
Формула изобретения
Способ правки шлифовального круга -алмазным роликом по авт. св. Мг 1523320, :0 тличающийся тем, что, с целью 50 повышения качества правки путем повышения эффективности гидроочистки поверхности круга, длину I радиальных отверстий выбирают из условия I (3,0-5,0)d, где d диаметр радиальных отверстий. 55
Фиг.2
Фиг.)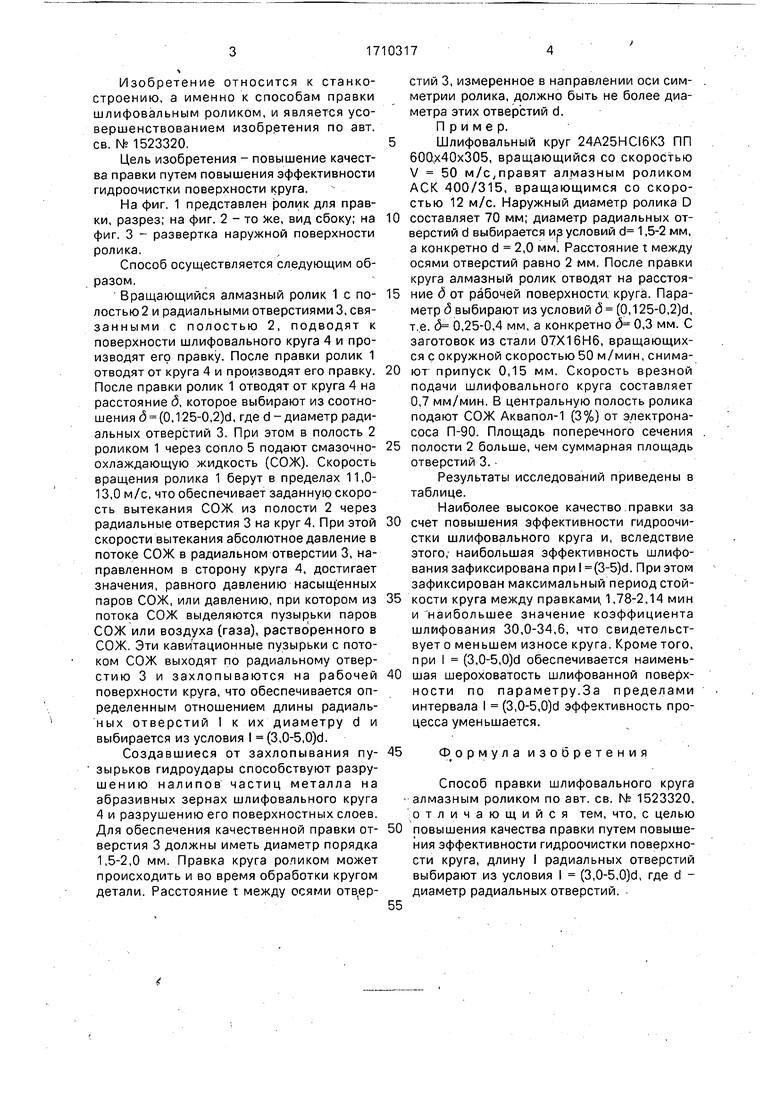
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки шлифовального круга алмазным роликом | 1987 |
|
SU1523320A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2100183C1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| Способ охлаждения при шлифовании | 1989 |
|
SU1705050A1 |
| Способ охладжения при шлифовании периферией круга | 1990 |
|
SU1743825A1 |
| Способ правки шлифовального круга роликом | 1981 |
|
SU975367A1 |
| Способ глубинного шлифования с правкой шлифовального круга | 1989 |
|
SU1703396A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ С ГИДРОАБРАЗИВНОЙ ОЧИСТКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2190515C1 |
| СПОСОБ ОЧИСТКИ ЗАСАЛЕННЫХ АБРАЗИВНЫХ КРУГОВ | 2003 |
|
RU2237570C1 |
| ИГЛО-АБРАЗИВНО-АЛМАЗНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2236934C1 |
Изобретение относится к станкостроению, а именно к способам правки шлифовальным роликом. Целью изобретения является повышение качества правки путем повышения эффективности гидроочисткиповерхности круга. Способ заключается в том, что вращающийся алмазный ролик 1 с полостью 2 и радиальными отверстиями 3 диаметром d, связанными с полостью 2, подводят к поверхности шлифовального круга 4 и производят его правку. После правки ролик 1 отводят на расстояние д = 
| Способ правки шлифовального круга алмазным роликом | 1987 |
|
SU1523320A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
