Изобретение может быть использовано в металлообрабатывающей промышленности для обработки рабочей поверхности головки рельса, включающей поверхность катания и радиусную поверхность, сопряженную с поверхностью катания и боковой гранью головки.
Ближайшим аналогом выбрана фреза для обработки рабочей поверхности головки рельса, по ЕП 0148089, В 23 С 3/00, содержащая зубья из отдельных режущих пластин, установленных в гнездах, выполненных в корпусе, и образующих общую режущую кромку.
Указанная фреза не обеспечивает обработку полного ремонтного профиля рабочей поверхности головки рельса, включая радиусную поверхность, сопряженную с поверхностью катания и боковой гранью.
Задачей предлагаемого изобретения является создание фрезы для обработки ремонтного профиля головки рельса.
Предложена конструкция фрезы для обработки рабочей поверхности головки рельса, включающей поверхность катания и радиусную поверхность, сопряженную с поверхностью катания и боковой гранью головки.
Фреза содержит зубья из отдельных режущих пластин, установленных в гнездах, выполненных в корпусе, и образующих общую режущую кромку.
Новым в устройстве является то, что оно снабжено режущими кромками, предназначенными для обработки радиусной поверхности, сопряженной с поверхностью катания головки рельса, при этом режущие пластины для обработки поверхности катания установлены в смежных гнездах в пределах одного зуба с контактированием режущих пластин друг с другом по боковым поверхностям с образованием непрерывной режущей кромки, причем режущие пластины развернуты относительно друг друга по плоскостям их контакта с обеспечением равенства задних углов резания в середине каждой режущей пластины.
Улучшение качества обрабатываемой поверхности достигается за счет того, что пластины, обрабатывающие поверхность катания головки рельса, установлены в пределах одного зуба в смежных гнездах, выполненных в корпусе фрезы, и плотно примыкают друг к другу боковыми поверхностями, образуя участок непрерывной режущей кромки. В соседнем зубе пластины несколько смещены вдоль направления режущей кромки относительно пластин предыдущего зуба для перекрытия возможных бороздок на обрабатываемой поверхности в местах стыка указанных пластин, имеющих фаски или округления.
Сущность предлагаемого устройства поясняется чертежами:
На фиг. 1 дан общий вид фрезы.
На фиг. 2 - вид на зубья фрезы.
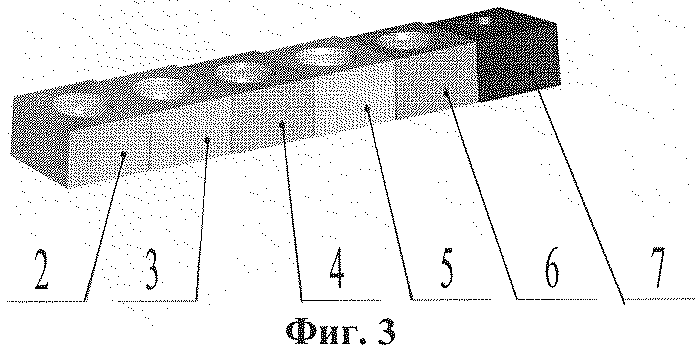
На фиг. 3 дано взаимное положение режущих пластин для обработки поверхности катания.
Конструкция предлагаемой фрезы разработана ИКТ "Комплекс-Центр". Опытные образцы фрез изготовлены 000 "Скиф-М", г. Белгород и 000 "Автосип", г. Ульяновск и испытаны на рельсо-фрезерном стенке модели РФС 6992.
Фреза содержит корпус 1, в котором выполнены расположенные под углом к оси фрезы зубья, образованные твердосплавными режущими пластинами двух видов: с прямыми режущими кромками и с радиусными режущими кромками.
Зуб фрезы, формирующий режущую кромку для обработки рабочей поверхности профиля головки рельса, содержит режущие пластины 2,3,4,5,6,7,8,9,10,11, из которых пластины 9 и 10 имеют радиусные режущие кромки, остальные - прямые режущие кромки. Пластины 8,9,10 и 11 установлены в отдельных гнездах, выполненных в корпусе фрезы 1. Расположение пластин тангенциальное.
Режущие пластины 2,3,4,5,6,7 предназначены для обработки поверхности катания и контактируют друг с другом боковыми сторонами, образуя участок единой режущей кромки. Пластины 2,3,4,5,6,7 развернуты относительно друг друга по плоскостям их контакта таким образом, чтобы обеспечить равенство задних углов резания в середине каждой пластины.
Задние и нижние базовые поверхности смежных гнезд под пластины 2,3,4,5,6,7 выполнены под углами, соответствующими углам поворота пластин относительно друг друга. Боковая поверхность крайнего гнезда под пластину 7 выполнена базирующей.
Пластина 7 установлена в гнезде с базированием по нижней, задней и боковой поверхностям гнезда. Пластины 2,3,4,5,6 установлены в гнездах с базированием по нижним, задним поверхностям гнезд и по боковым поверхностям смежных пластин.
Режущие пластины с радиусными режущими кромками 9 и 10 предназначены для обработки с перекрытием радиусных поверхностей, сопряженных с поверхностью катания и боковой гранью головки рельса.
Режущая пластина 8 с прямыми режущими кромками - для обработки переходной поверхности от поверхности катания к радиусной поверхности.
Режущая пластина 11 с прямыми режущими кромками - для обработки переходной поверхности от радиусной к боковой грани головки, чтобы исключить образование ступеньки на боковой грани.
Все режущие пластины закреплены в гнездах, выполненных в корпусе фрезы, с помощью крепежных винтов 12. Для обеспечения поджима каждой пластины к базирующим поверхностям гнезд оси отверстий под крепежные винты на нижней поверхности гнезд смещены относительно осей отверстий в пластинах в сторону плоскостей базирования в пределах максимального зазора между отверстием в пластине и крепежным винтом.
Смежные гнезда под режущие пластины 2,3,4,5,6,7 в соседних зубьях несколько смещены относительно друг друга вдоль направления зуба для перекрытия бороздок, которые могут образоваться на поверхности катания головки рельса в местах стыка смежных пластин.
При сборке фрезы установленные в соответствующие гнезда пластины закрепляют винтами. При заворачивании винта происходит выбор зазора в винтовом соединении и поджим пластин к плоскостям базирования.
По мере износа режущих пластин их отвинчивают, поворачивают неизношенной режущей кромкой и снова закрепляют. Каждую пластину с прямыми режущими кромками можно повернуть 8 раз, а с радиусными кромками - 4 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ОСТРЯКА СТРЕЛОЧНОГО ПЕРЕВОДА | 2005 |
|
RU2294267C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ ПРОФИЛЬНЫМИ ФРЕЗАМИ, ОСНАЩЕННЫМИ СМЕННЫМИ МНОГОГРАННЫМИ ПЛАСТИНАМИ, И ФРЕЗЫ ДЛЯ ПРОФИЛЬНОЙ ОБРАБОТКИ РЕЛЬСОВ | 2005 |
|
RU2291929C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2010 |
|
RU2456144C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2010 |
|
RU2472895C2 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОГО ФРЕЗЕРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ И ФРЕЗЫ ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2005 |
|
RU2291928C2 |
| ФРЕЗА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА | 2004 |
|
RU2279333C1 |
| ШПИНДЕЛЬНОЕ УСТРОЙСТВО | 2004 |
|
RU2264890C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ПРОФИЛЯ РЕЛЬСА | 2008 |
|
RU2396149C1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОГО ФРЕЗЕРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ И ФРЕЗА ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2007 |
|
RU2380471C2 |

Изобретение относится к области металлообрабатывающей промышленности, к обработке рабочей поверхности головки рельса, включающей поверхность катания и радиусную поверхность, сопряженную с поверхностью катания и боковой гранью головки рельса. Фреза содержит зубья из отдельных режущих пластин, установленных в гнездах, выполненных в корпусе, и образующих общую режущую кромку. Для обработки ремонтного профиля головки рельса и улучшения качества обработки ее поверхности фреза снабжена режущими пластинами с радиусными режущими кромками, предназначенными для обработки радиусной поверхности, сопряженной с поверхностью катания головки рельса. При этом режущие пластины для обработки поверхности катания установлены в смежных гнездах в пределах одного зуба с контактированием режущих пластин друг с другом по боковым поверхностям с образованием непрерывной режущей кромки, причем режущие пластины развернуты относительно друг друга по плоскостям их контакта с обеспечением равенства задних углов резания в середине каждой режущей пластины. 3 ил.
Фреза для обработки рабочей поверхности головки рельса, содержащая зубья из отдельных режущих пластин, установленных в гнездах, выполненных в корпусе, и образующих общую режущую кромку, отличающаяся тем, что она снабжена режущими пластинами с радиусными режущими кромками, предназначенными для обработки радиусной поверхности, сопряженной с поверхностью катания головки рельса, при этом режущие пластины для обработки поверхности катания установлены в смежных гнездах в пределах одного зуба с контактированием режущих пластин друг с другом по боковым поверхностям с образованием непрерывной режущей кромки, причем режущие пластины развернуты относительно друг друга по плоскостям их контакта с обеспечением равенства задних углов резания в середине каждой режущей пластины.
| Низколегированная сталь | 1961 |
|
SU148089A1 |
| Торцовая фреза | 1977 |
|
SU648350A1 |
| Режущий инструмент | 1987 |
|
SU1472188A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ С КЕРАМИЧЕСКИМ АКТИВНЫМ СЛОЕМ НА ПОРИСТОЙ УГЛЕРОДНОЙ ПОДЛОЖКЕ | 2002 |
|
RU2205061C1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

