Изобретение относится к многослойной пластмассовой напорной трубе.
Такие трубы применяются, например, для транспортировки жидкостей или газов и в качестве частей конструкции машин и устройств, в транспортных средствах, в строительной промышленности и т.д. Благодаря использованию пластмассовых труб можно во многих случаях применения достигнуть значительных преимуществ по сравнению с металлическими трубами. Обычными преимуществами пластмассовых труб перед металлическими трубами являются их небольшой вес, коррозионная стойкость, формуемость при изготовлении и благоприятные электро- и теплоизоляционные свойства.
Пластмассовые трубы обычно изготавливают путем экструзии. Армированные пластмассовые трубы чаще всего изготавливают путем получения одноосноориентированного волокнистого пластика намоткой, вальцеванием или формованием под давлением.
Неармированные пластмассовые трубы изготавливают, например, из полихлорвинила, полиэтилена, полипропилена, полибутена и сетчатого полиэтилена. Армированные пластмассовые трубы обычно изготавливают из стекловолокна и термореактивной пластмассы, которой может быть, например, сложный полиэфир, сложный поливинилэфир или эпоксидная смола.
Как известно, используя трубы из термопластов, можно получить легкие и коррозионно-стойкие конструкции. Проблемы, связанные с трубами из термопластов, обычно заключаются в низких механических прочностных свойствах и склонности к ползучести под нагрузкой.
Кроме того, они обладают плохой ударной прочностью при низких температурах, а чтобы трубы выдерживали давление, их необходимо изготавливать толстостенными.
С другой стороны, известно, что, используя трубы из армированной пластмассы, можно получить стойкие к давлению и жесткие конструкции. Однако трубы из армированной пластмассы легко повреждаются под действием удара, при этом они теряют некоторые из своих механических прочностных свойств и становятся подверженными воздействиям окружающей среды, например коррозии. Кроме того, трубы из армированной пластмассы при некоторых условиях обладают низкой износостойкостью.
Предпринимались попытки улучшить вышеупомянутые слабые свойства путем изготовления труб из композиционных материалов, образуя слой из армированного реактопласта вокруг трубы из термопласта. При изготовлении труб подобным образом достигали хорошей внутренней износостойкости и химической стойкости, а также хорошей стойкости к давлению и хорошей жесткости. Однако хрупкость, присущая реактопластам, придает трубам склонность к разрушению при ударе. В таком случае возможно разрушение наружной трубы из реактопласта, при этом труба оказывается открытой для коррозии, а ее механическая прочность снижается. Кроме того, не достигается достаточное сцепление на поверхности раздела между трубами из реактопласта и термопласта, и поэтому, когда труба будет подвергаться достаточному напряжению, будет происходить расслоение, т.е. отделение слоев друг от друга. Это явление вызывает, как правило, снижение как механической прочности, так и химической стойкости трубы.
Кроме того, предпринимались попытки исправлять вышеупомянутый недостаток пластмассовых труб путем объединения труб из реактопластов и термопластов друг с другом в различном порядке или объединения труб из термопластов с другими трубами из термопластов или реактопластов таким образом, чтобы их поверхности плотно пригонялись друг к другу. Однако такие конструкции не исключают мест разрывности в трубах, возникающих на поверхностях раздела и вызывающих ослабление конструкции из-за вышеупомянутого разрушения при ударе, особых коэффициентов термического расширения материалов разных типов труб или удлинения.
Чтобы устранить места разрывности в соединениях между разными слоями трубы, в публикации US-3900048 предложен способ изготовления армированных пластмассовых труб, в которых с помощью растворителя вокруг сердцевинной трубы из термопласта закрепляют армированный стекловолокном, термопластичный, несетчатый полимер. Согласно способу, описанному в этой публикации, можно с помощью растворителя вызвать исчезновение четкой поверхности раздела между слоями.
Однако согласно публикации US-3900048 обязательным условием является то, что труба из термопласта и полимерная матрица слоя из полимера, армированного стекловолокном, являются растворимыми. В трубах же обычно используют нерастворимые или очень труднорастворимые материалы. Растворение полимера во многих случаях требует много времени, и поэтому такой способ часто не пригоден для практического применения. Кроме того, на трубе может оставаться нежелательный остаток использованного растворителя.
В финской патентной заявке 933877 описывается труба из термопласта и композиционного материала, которая составлена из сердцевинной трубы из термопласта и окружающего ее композиционного материала, состоящего из термопласта и непрерывных армирующих волокон. Сердцевинная труба из термопласта и окружающий ее композиционный материал, состоящий из термопласта и непрерывных армирующих волокон, термически сплавляют друг с другом без образования швов.
Термопластичный полимер матрицы композиционного материала и, при желании, сердцевинную трубу из термопласта нагревают в месте из соединения до температуры плавления или сплавления с тем, чтобы образовать бесшовное соединение.
Трубу из термопласта и композиционного материала изготавливают намоткой композиционного материала, состоящего из термопласта и непрерывных армирующих волокон, вокруг сердцевинной трубы из термопласта, используя угол намотки 0-180o или разные углы в выбранных слоях, предпочтительно угол намотки, посредством которого наматываемый композиционный материал мог бы быть намотан в виде равномерного слоя.
Труба из термопласта и композиционного материала может быть изготовлена способом с применением т.н. препрега, описанным в финской патентной заявке 933877 и заключающимся в нанесении на выбранную сердцевинную трубу из термопласта композиционного материала, состоящего из термопласта и непрерывной армирующей фазы, таким образом, что лентообразный композиционный материал соответствующей ширины, выбранный согласно диаметру сердцевинной трубы, под выбранным углом намотки направляют с рулона на периферию вращающейся сердцевинной трубы. Бесшовное сплавление ленты из композиционного материала и сердцевинной трубы из термопласта достигается тем, что композиционный материал перед его направлением на поверхность сердцевинной трубы нагревают до его температуры размягчения или плавления. Кроме того, можно также нагревать поверхность сердцевинной трубы в месте соединения, так чтобы наружная поверхность трубы находилась при температуре, при которой может происходить размягчение и/или плавление. Сплавление термопластичных фаз друг с другом в расплавленном состоянии обеспечивается натяжением ленты из композиционного материала, наматываемой вокруг сердцевинной трубы. Натяжение создает давление, благоприятное для сплавления, в месте, в котором соприкасаются указанные расплавленные фазы. Сплавление происходит в месте контакта расплавленного композиционного материала, при этом сердцевинная труба охлаждается ниже температуры плавления тогда, когда указанная лента из композиционного материала все еще находится под натяжением. После нанесения первого слоя из композиционного материала на периферию прочной трубчатой заготовки из термопласта соответственным образом наплавляют последующие слои из композиционного материала. Сплавление можно также обеспечить сжатием трубы в месте плавления нажимным роликом и т.п.
Как известно, пластмассовые канализационные трубы, как, например, полихлорвиниловые трубы изготавливают с использованием экструдера. Прочность такой канализационной трубы определяется добавками, используемыми в экструдированном материале, и количествами таких добавок. Однако при использовании, например, обычного осевого одночервячного экструдера армирующего волокна укладываются только в продольном направлении трубы, и по этой причине прочность трубы на изгиб будет оставаться низкой.
При способе намотки, описанном в финской патентной заявке 933877, армирующие волокна, например стекловолокно, являются короткими волокнами, обычно длиной порядка долей миллиметра. Кроме того, такой многостадийный способ изготовления - сравнительно дорогостоящий, и по этой причине он не является наилучшим возможным способом изготовления напорных труб.
Напорные трубы классифицируют по давлению на разные классы; при использовании современных способов изготовления классами напорных труб по давлению PN, в общем, являются 6, 8 и 10. Вязкость расплава МFR2 (скорость потока расплава) пластмассового сырьевого материала обыкновенных напорных труб обычно низкая и обычно меньше 1.
Целью изобретения является усовершенствование известных в настоящее время изделий. Конкретной целью изобретения является создание пластмассовой напорной трубы, класс которой по давлению значительно выше, чем у известных в настоящее время соответствующих труб.
Цель изобретения достигается посредством многослойной напорной трубы из пластмассового материала, которая отличается тем, что многослойную трубу образуют, используя в качестве экструдера экструдер, который перекрестно ориентирует армирующие волокна в материале в последовательных слоях, и что в качестве экструдируемого материала используют полиолефин, который содержит длинноволокнистые армирующие частицы.
Изобретательская идея заключается в использовании в качестве экструдированного материала полиолефина, например, полипропилена, который содержит определенное количество длинноволокнистых армирующих частиц, обычно 5-95 вес. %, предпочтительно 25-75 вес.%. Длинноволокнистые армирующие волокна имеют длину, по меньшей мере в 30 раз превышающую их диаметр. Длина армирующих частиц в напорной трубе составляет порядка 0,5-50 мм, предпочтительно 1-20 мм и наиболее предпочтительно 2-15 мм. Используемые армирующие волокна могут быть также непрерывными волокнами, которые разрываются в процессе экструзии. Кроме того, используемым экструдером является такой экструдер, который в экструдируемом материале будет перекрестно ориентировать армирующие волокна в последовательных слоях. Количество слоев в трубчатом изделии согласно изобретению равно двум или более. Вязкость расплава MFR2 материала, используемого при изготовлении трубчатого изделия, согласно изобретению больше чем 1 предпочтительно, например, 10-18.
В изобретении термином "полиолефин" обозначают полимер, большая часть которого (по меньшей мере, 50 вес.%) является полиолефином. Остальной частью, таким образом, также может быть какой-нибудь другой термопластичный полимер.
При изготовлении изделий согласно изобретению предпочтительно использовать т. н. конусный экструдер, который ориентирует, например, длинноволокнистое армирующее стекловолокно в разных направлениях в последовательных слоях, в результате чего структура изделия согласно изобретению становится более прочной. Такое изделие лучше выдерживает давление изнутри трубы, и в этом случае можно достигать классов по давлению PN, равных, например, 16, 18, 20 и 22 или даже выше.
Благодаря техническому решению согласно изобретению можно достигнуть многочисленных существенных преимуществ. Прочность изделия согласно изобретению будет значительно выше, чем у соответствующих изделий, изготовленных способами, известными из уровня техники. Изобретение позволяет применять технологию экструзии, а используемый экструдированный материал может состоять из полиолефинов, а не из полихлорвиниловых материалов, благодаря чему устраняются факторы неблагоприятного воздействия на окружающую среду и к тому же значительно улучшается, например, способность изделия к переработке.
В соответствии с изобретением возможно изготовление многослойных труб, в которых слои соединены друг с другом без образования швов, так что слои не будут отделяться друг от друга. При использовании способа намотки, известного из уровня техники, разные слои вместо этого могут становиться отделенными друг от друга. Кроме того, изобретение позволяет достигать желаемых поверхностных свойств без ущерба для прочности. Таким образом, поверхность изделия согласно изобретению может быть гладкой, шероховатой, стойкой к химическим веществам и т.д.
В напорной трубе согласно изобретению разные слои могут быть из различных экструдируемых материалов. Однако предпочтительно использовать полиолефин одинакового типа во всех слоях, благодаря чему наилучшим образом решается проблема сцепления слоев друг с другом. В многослойной напорной трубе согласно изобретению полипропилен можно использовать для внутреннего слоя или для всех слоев, причем в этом случае труба будет иметь высокую коррозионную стойкость и высокую термостойкость.
Ниже изобретение подробно описывается со ссылкой на вариант его осуществления, изображенный на фигурах сопровождающих чертежей, хотя изобретение не ограничивается только им:
фиг. 1 - схематически изображает в поперечном разрезе один предпочтительный вариант выполнения устройства, используемого при изготовлении изделия согласно изобретению,
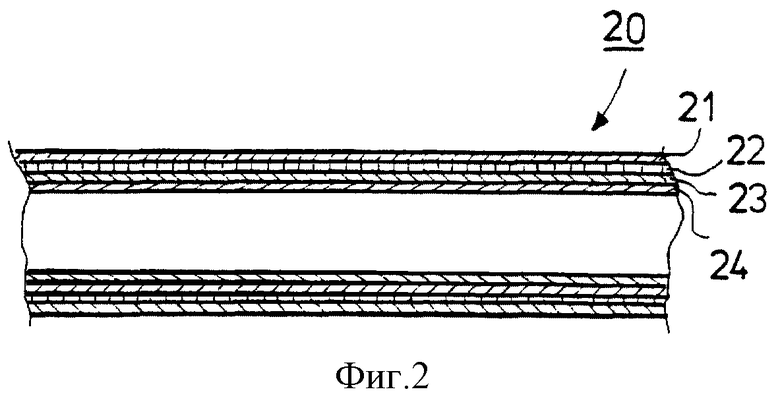
фиг. 2 - в поперечном разрезе четырехслойное изделие согласно изобретению.
На фиг.1 экструдер в целом обозначен позицией 10. Экструдером 10 в данном случае является конусный экструдер, который описан, например, в публикации US-5387386. Экструдер 10 имеет статоры 11 и 12, а также ротор 13. Входное отверстие для экструдируемого материала обозначено позицией 14. Позицией 15 обозначен питающий канал или проход, в котором экструдируемый материал расплавляется после его подачи и сдавливается до конечного давления экструзии. Экструзионный канал обозначен позицией 16.
Когда материал будет течь в питающем канале 15, давление материала будет изменяться следующим образом. В питающей зоне, расположенной после питающего входного отверстия 14, давление повышается до величины, например, 3-7 МПа. В зоне плавления, следующей за зоной питания, давление повышается до величины, например, 6-14 МПа. Наконец, в зоне сжатия, следующей за зоной плавления, в месте перед экструзионным каналом 16 давление повышается до величины, например, 10-60 МПа.
Экструдер, показанный на фиг.1, можно использовать для изготовления двухслойных изделий.
Если используется, например, экструзионное устройство по финскому патенту 83184, которое имеет три статора и два ротора, то можно изготавливать четырехслойные изделия. Увеличивая количество статоров и роторов, можно, таким образом, изготавливать многослойные изделия с желаемым количеством слоев.
Поскольку т.н. конусный экструдер известен как таковой и описан, например, в публикациях US-5387386 и FI-83184, то здесь не будет подробнее описываться конструкция конусного экструдера.
Напорная труба, изображенная на фиг.2 и изготовленная согласно изобретению, в целом обозначена позицией 20. В этом варианте осуществления изобретения напорная труба 20 содержит слой 21, который образует наружный поверхностный слой напорной трубы, слои 22 и 23 образуют сердцевинные слои напорной трубы. Слой 24 образует внутренний поверхностный слой напорной трубы.
На таблице 1 показаны результаты испытаний. Образцы 1 и 2 - четырехслойные изделия, согласно изобретению. Образец 3 - эталонный образец. Образец 4 - двухслойное изделие согласно изобретению.
Как показывает таблица 1, наилучшая прочность достигнута с образцом 4, который имеет двухслойную структуру. Это объясняется тем, что в процессе экструзии двухслойного изделия в нем сохраняется длинноволокнистая характеристика армирующих волокон, в то время как в четырехслойном изделии экструдером разрушены длинноволокнистые армирующие частицы. Кроме того, как видно в таблице 1, невозможно было даже провести испытание образца 3. Эталонный образец 3 был изготовлен из имеющейся в продаже коротковолокнистой смеси, и образец был настолько хрупким, что к нему невозможно было прикрепить устройства, необходимые при испытании.
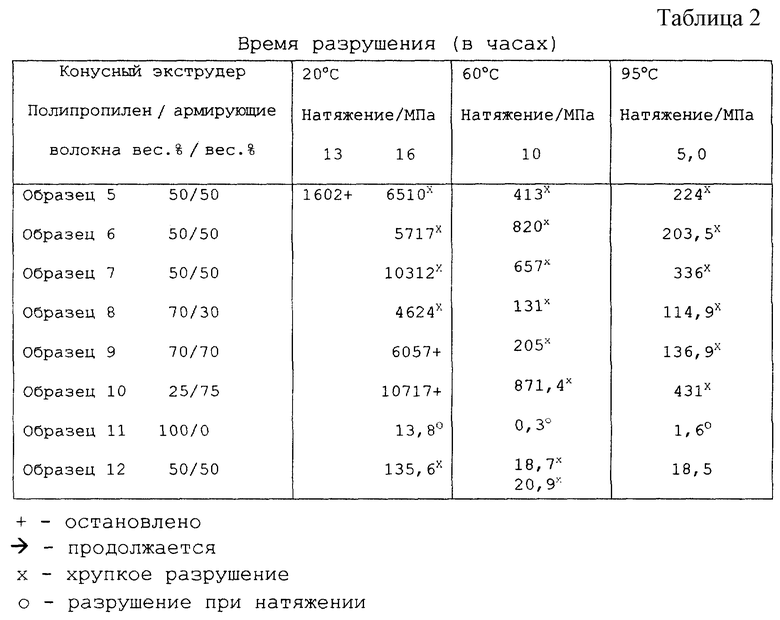
Как очевидно из таблицы 2, очень хорошие прочностные свойства были достигнуты с образцами 5-10, которые были двухслойными изделиями согласно изобретению. Образец 11 - эталонный образец, который ясно показывает, что при отсутствии длинноволокнистых армирующих частиц прочностные свойства изделия - очень низкие. Образец 12 - также эталонный образец, который показывает, что при использовании одночервячного экструдера прочностные свойства двухслойного изделия сравнительно низкие несмотря на то, что использованным экструдированным материалом был материал согласно изобретению.
Выше был описан только один вариант осуществления изобретения, и специалисту в данной области очевидно, что могут быть воспроизведены его многочисленные модификации в пределах изобретательской идеи, изложенной в сопровождающей формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРУЗОВОЙ ПОДДОН ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1997 |
|
RU2152894C2 |
| СТАЛЬНЫЕ ТРУБЫ С ПОКРЫТИЕМ ИЗ ПОЛИОЛЕФИНА | 2002 |
|
RU2279352C2 |
| ИЗОЛИРУЮЩИЙ СОСТАВ ДЛЯ КАБЕЛЕЙ СВЯЗИ | 1999 |
|
RU2220467C2 |
| ТРУБА С ПОКРЫТИЕМ И КОМПОЗИЦИЯ ПРОПИЛЕНОВОГО ПОЛИМЕРА ДЛЯ НЕЕ | 2009 |
|
RU2458952C2 |
| МЕТАЛЛДЕАКТИВИРУЮЩАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 2009 |
|
RU2450033C1 |
| ПРОМЫШЛЕННАЯ СЕТЬ ТРУБОПРОВОДОВ ИЗ ПОЛИОЛЕФИНОВ | 2002 |
|
RU2282092C2 |
| МНОГОСЛОЙНАЯ ТРУБА ИЗ ПОЛИОЛЕФИНОВ | 2002 |
|
RU2280805C2 |
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ КОМПОЗИТНЫХ МАТЕРИАЛОВ МЕТОДОМ 3Д-ПЕЧАТИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2017 |
|
RU2674138C1 |
| МНОГОМОДАЛЬНАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ТРУБ И ТРУБЫ, ИЗГОТОВЛЕННЫЕ ИЗ НЕЕ | 1999 |
|
RU2223987C2 |
| ТЕРМОУСАДОЧНАЯ ПЛЕНКА | 2003 |
|
RU2288238C2 |

Изобретение относится к производству многослойных напорных пластмассовых труб. Многослойная напорная труба 20 образована с использованием конического экструдера, который выполнен с возможностью перекрестной ориентации армирующих волокон в экструдированном материале в последовательных слоях 21, 22, 23, 24, а в качестве экструдированного материала использован полиолефин, который содержит длинноволокнистые армирующие частицы. Техническим результатом изобретения является повышение прочности труб. 8 з.п. ф-лы, 2 табл., 2 ил.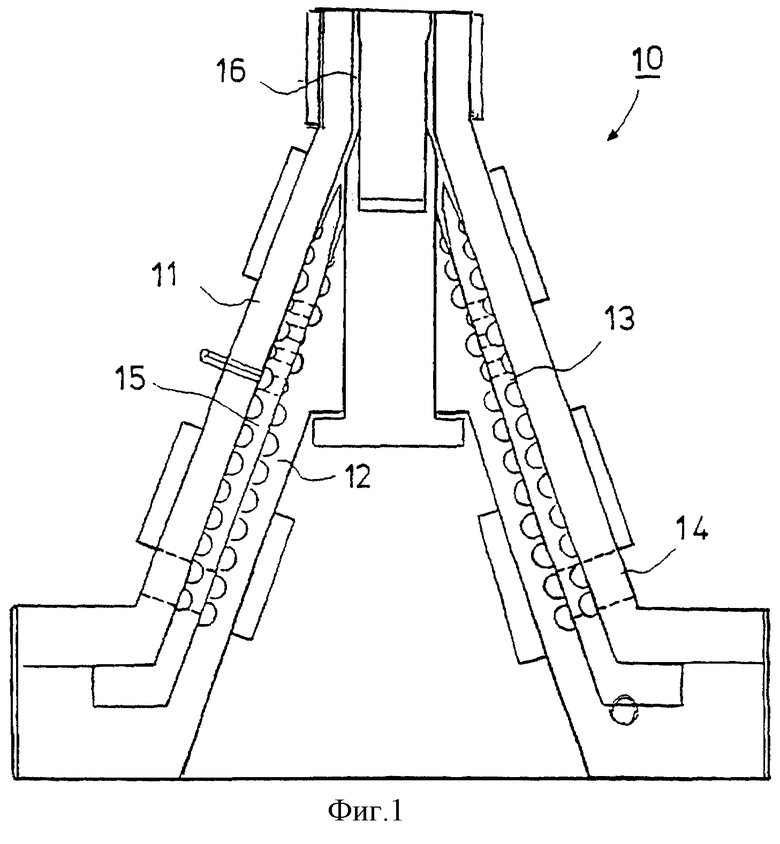
| СПОСОБ ПРОИЗВОДСТВА МОРОЖЕНОГО "МОЛОЧНО-БЕЛКОВОЕ" (ВАРИАНТЫ) | 2014 |
|
RU2551525C1 |
| Пластмассовая труба | 1970 |
|
SU525437A3 |
| КОМПОЗИЦИОННАЯ ПЛАСТИКОВАЯ ТРУБА | 1990 |
|
RU2046242C1 |
| ЗАПОРНО-РЕГУЛИРУЮЩЕЕ УСТРОЙСТВО | 1992 |
|
RU2042073C1 |
| US 3665968 A, 30.05.1972 | |||
| СН 677394 А5, 15.05.1976 | |||
| US 5387386 A, 07.02.1995. | |||

