Область техники
Изобретение относится к стальным трубам с покрытием из полиолефина с высокой динамической стойкостью на излом при монтаже и в ходе эксплуатации, состоящим из сердечника стальной трубы, необязательно промежуточного вспененного, наполненного или монолитного пластмассового материала и покрытия из полиолефина, а также к способу их изготовления.
Известный уровень техники
Стальные трубы с покрытием из полиолефина, где покрытие из полиолефина состоит из линейного полиэтилена низкой плотности (JP 08300561), смесей пропиленовых полимеров и эластомеров на основе α-олефинового сополимера (JP 200044909) или синдиотактического полипропилена (JP 08300562), известны. Недостаток данных используемых для стали покрытий из полиолефина заключается в недостаточной динамической стойкости на излом тестируемых труб, изготовленных из материала покрытия. Для того чтобы избежать растрескивания покрытия при монтаже и в ходе эксплуатации, стальным трубам с покрытием необходимо иметь высокую динамическую стойкость на излом.
Термин «монтаж» в соответствии с тем, как он используется в настоящем документе, обозначает любую методику монтажа, такую, как скатывание и раскатывание готовых трубопроводов, сварка и другие методики соединения, и монтаж на морском дне для установок в прибрежной зоне при помощи специально сконструированных судов, наиболее часто на глубине нескольких сотен метров, а кроме этого при неопределенном состоянии морского дна при наличии опасности столкновений со скальными породами и тому подобного. Работы по монтажу стальных труб с покрытием, в частности для использования в прибрежной зоне, ведут в суровых условиях для слоя защитного покрытия, в том числе при наличии высокого напряжения, значительного относительного удлинения, повреждений поверхности, зазубрин, случаев соударений и тому подобного в условиях как низких, так и высоких температур, а также при высоком гидростатическом давлении. Слой покрытия представляет собой не только слой, предохраняющий трубопровод как таковой от возникновения упомянутых повреждений, он также выполняет эту функцию и на стадии воздействия высокого напряжения и/или при повышенных температурах и давлениях, следствием действия которых является чрезвычайно высокая чувствительность слоя покрытия к растрескиванию, если сравнить, в частности, напряжения, возникающие во время скатывания и раскатывания. В течение срока службы трубопровода с покрытием покрытие должно предохранять трубопровод от возникновения повреждений и действия индуцированного напряжения и образования трещин в условиях, близких к 0°С, при высоких гидростатических давлениях, когда небольшое повреждение или зазубрина в покрытии могут превратиться в большую трещину, что подвергает опасности трубопровод как таковой. При высокой динамической стойкости на излом материала покрытия материал не будет растрескиваться во время монтажа и в ходе эксплуатации.
Задача изобретения
Задачей настоящего изобретения является создание стальных труб с покрытием из полиолефина с высокой динамической стойкостью на излом при монтаже и в ходе эксплуатации.
Краткое описание изобретения
В соответствии с настоящим изобретением данная задача решается путем покрытия стальных труб покрытием из полиолефина с динамической стойкостью на излом при монтаже и в ходе эксплуатации, состоящих из сердечника стальной трубы, необязательно промежуточного вспененного пластмассового материала и покрытия из полиолефина, где покрытие из полиолефина состоит из пропиленовых сополимеров с зародышеобразователями кристаллизации в β-форме, содержащих от 90,0 до 99,9% (мас.) звеньев пропилена и от 0,1 до 10,0% (мас.) звеньев α-олефинов с 2 или 4-18 атомами углерода, с индексами расплава в диапазоне от 0,1 до 8 г/10 мин при 230°С/2,16 кг, где тестируемая труба из полиолефина, изготовленная из пропиленового сополимера с зародышеобразователями кристаллизации в β-форме, имеет критическое давление > 25 бар и динамическую стойкость на излом > 3,5 МНм-3/2 в гидростатическом маломасштабном испытании в стационарном состоянии (гидростатическом испытании S4) при 3°С.
Подробное описание изобретения
Термин «монтаж» в соответствии с тем, как он используется в настоящем документе, обозначает любую методику монтажа, такую, как скатывание, раскатывание, сварка и другие методики соединения.
Пропиленовые полимеры с зародышеобразователями кристаллизации в β-форме представляют собой изотактические пропиленовые полимеры, состоящие из цепей в спиральной конформации 31 с внутренней микроструктурой сферолитов в β-форме, образованной радиальными последовательностями уложенных в стопки параллельных ламелей. Данную микроструктуру можно реализовать в результате добавления к расплаву зародышеобразователей кристаллизации в β-форме и последующей кристаллизации. Наличие β-формы можно выявить при использовании широкоугловой дифракции рентгеновских лучей (Moore, J., Polypropylene Hand-book, p. 134-135, Hanser Publishers Munich 1996).
В соответствии с вариантом осуществления пропиленовыми сополимерами с зародышеобразователями кристаллизации в β-форме в покрытии из полиолефина являются пропиленовые блок-сополимеры с зародышеобразователями кристаллизации в β-форме, у которых IRτ ≥0,97. Более предпочтительно, если у пропиленовых блок-сополимеров с зародышеобразователями кристаллизации в β-форме IRτ ≥0,98, модуль упругости при растяжении ≥ 1100 МПа при +23°С и ударная вязкость по Шарпи с надрезом ≥ 6 кДж/м2 при -20°С. Еще более предпочтительно, если у пропиленовых блок-сополимеров с зародышеобразователями кристаллизации в β-форме IRτ ≥ 0,985. Различие величиной в 0,005 для IRτ, где IRτ представляет собой меру изотактичности, заключает в себе значительное улучшение механических свойств полимера, в особенности жесткости.
IRτ у пропиленовых полимеров измеряют и рассчитывают в соответствии с описанием в ЕР 0277514 А2 на странице 5 (во фрагменте от столбца 7, строки 53 до столбца 8, строки 11).
У пропиленовых сополимеров, предназначенных для использования в качестве покрытия для стальных труб в соответствии с настоящим изобретением, индексы расплава находятся в диапазоне от 0,1 до 8 г/10 мин при 230°С/2,16 кг, предпочтительно от 0,2 до 5 г/10 мин при 230°С/2,16 кг.
В соответствии с еще одним предпочтительным вариантом воплощения у пропиленовых блок-сополимеров с зародышеобразователями кристаллизации в β-форме модуль упругости при растяжении предпочтительно ≥ 1300 МПа, а наиболее предпочтительно ≥ 1500 МПа при +23°С.
У пропиленовых сополимеров с зародышеобразователями кристаллизации в β-форме ударная вязкость по Шарпи ≥ 6 кДж/м2 при -20°С, предпочтительно ≥ 9 кДж/м2 при -20°С, наиболее предпочтительно ≥ 10 кДж/м2 при -20°С. Для сополимеров возможна ударная вязкость по Шарпи, по меньшей мере, вплоть до 60 кДж/м2.
Динамическая стойкость на излом, рассчитанная из критического давления в гидростатическом маломасштабном испытании в стационарном состоянии (S4), выполненном для тестируемых напорных труб, представляет собой важный параметр безопасности для материалов покрытия из полиолефина для стальных труб с высокой динамической стойкостью на излом покрытия из полиолефина, используемого в качестве покрытия стальных труб, во время монтажа и в ходе эксплуатации. Способ определения динамической стойкости на излом описывается в работе Plastics, Rubber and Composites Processing and Applications, Vol. 26, No. 9, pp. 387 ff.
Динамическую стойкость на излом KD рассчитывают непосредственно из критического давления рс в гидростатическом испытании S4 при 3°С в соответствии со следующим уравнением:
КD=рс(πD/7)1/2.(D*-2),
где рс представляет собой критическое давление, D представляет собой диаметр тестируемой трубы, а D* равен D/t и t представляет собой толщину стенки тестируемой трубы.
Сравнительные значения критического давления [бар] и динамической стойкости на излом [МНм-3/2] для обычных материалов покрытия для стали равны приблизительно 7,44/ бар1,5 МНм-3/2 в случае пропилен-этиленового статистического сополимера. Данные материалы не пригодны в качестве материалов покрытия из полиолефина с высокой стойкостью на излом покрытия стальных труб во время скатывания, раскатывания, работ по монтажу и в ходе эксплуатации. В случае пропилен-этиленовых статистических сополимеров динамическая стойкость на излом недостаточна для предложенных приложений в покрытиях для стальных труб.
В соответствии с еще одним вариантом осуществления пропиленовые блок-сополимеры с зародышеобразователями кристаллизации в β-форме в покрытии из полиолефина с IRτ пропиленового гомополимерного блока ≥ 0,98 представляют собой пропиленовые сополимеры, полученные в результате полимеризации с использованием каталитической системы Циглера-Натта, включающей титансодержащие твердые компоненты, алюминийорганику, соединение магния или титана в качестве сокатализатора и внешний донор, соответствующий формуле
RxR'ySi(MeO)4-x-y,
где R и R' идентичны или различны и представляют собой разветвленные или циклические алифатические или ароматические углеводородные остатки, а у и х независимо друг от друга равны 0 или 1 при том условии, что х + у равно 1 или 2.
Предпочтительным внешним донором в каталитической системе Циглера-Натта, предназначенной для получения пропиленовых блок-сополимеров с зародышеобразователями кристаллизации в β-форме в случае покрытия из полиолефина для стальных труб, является дициклопентилдиметоксисилан.
В соответствии с вариантом осуществления изобретения пропиленовые сополимеры с зародышеобразователями кристаллизации в β-форме в покрытии из полиолефина содержат от 0,0001 до 2,0% (мас.), в расчете на использованные пропиленовые сополимеры,
- диамидных соединений, являющихся производными двухосновных карбоновых кислот, и полученных из С5-С8-циклоалкильных моноаминов или С6-С12-ароматических моноаминов и С5-С8-алифатических, С5-С8-циклоалифатических или С6-С12-ароматических двухосновных карбоновых кислот, и/или
- диамидных соединений, являющихся производными диаминов, и полученных из С5-С8-циклоалкильных одноосновных карбоновых кислот или С6-С12-ароматических одноосновных карбоновых кислот и С5-С8-циклоалифатических или С6-С12-ароматических диаминов, и/или
- диамидных соединений, являющихся производными аминокислот, и полученных в результате реакции амидирования С5-С8-алкил-, С5-С8-циклоалкил- или С6-С12-ариламинокислот, хлорангидридов С5-С8-алкильных, С5-С8-циклоалкильных или С6-С12-ароматических одноосновных карбоновых кислот и С5-С8-алкил-, С5-С8-циклоалкил- или С6-С12-ароматических моноаминов, и/или
- хинакридоновых соединений, являющихся производными хинакридона, хинакридонхиноновых соединений и/или дигидрохинакридоновых соединений, и/или
- солей, образованных двухосновными карбоновыми кислотами, и металлов группы IIa Периодической системы, и/или
- смесей двухосновных карбоновых кислот и металлов группы IIa Периодической системы, и/или
- солей, образованных из металлов группы IIa Периодической системы, и имидокислот, описываемых формулой
где х=1-4; R=H, -COOH, С1-С12-алкил, С5-С8-циклоалкил или С6-С12-арил, а Y=С1-С12-алкил-, С5-С8-циклоалкил- или С6-С12-арилзамещенные двухвалентные С6-С12-ароматические остатки,
в качестве зародышеобразователя кристаллизации в β-форме.
Примерами относящихся к типу производных двухосновных карбоновых кислот диамидных соединений, полученных из С5-С8-циклоалкильных моноаминов или С6-С12-ароматических моноаминов и С5-С8-алифатических, С5-С8-циклоалифатических или С6-С12-ароматических двухосновных карбоновых кислот, необязательно содержащихся в пропиленовых сополимерах с зародышеобразователями кристаллизации в β-форме в покрытии из полиолефина для стальной трубы, являются
- N,N'-ди-С5-С8-циклоалкил-2,6-нафталиндикарбоксамидные соединения, такие, как
N,N'-дициклогексил-2,6-нафталиндикарбоксамид и
N,N'-дициклооктил-2,6-нафталиндикарбоксамид,
- N,N'-ди-С5-С8-циклоалкил-4,4-бифенилдикарбоксамидные соединения, такие, как
N,N'-дициклогексил-4,4-бифенилдикарбоксамид и
N,N'-дициклопентил-4,4-бифенилдикарбоксамид,
- N,N'-ди-С5-С8-циклоалкилтерефталамидные соединения, такие, как
N,N'-дициклогексилтерефталамид и
N,N'-дициклопентилтерефталамид,
- N,N'-ди-С5-С8-циклоалкил-1,4-циклогександикарбоксамидные соединения, такие, как
N,N'-дициклогексил-1,4-циклогександикарбоксамид и
N,N'-дициклогексил-1,4-циклопентандикарбоксамид.
Примерами относящихся к типу производных диаминов диамидных соединений, полученных из С5-С8-циклоалкильных одноосновных карбоновых кислот или С6-С12-ароматических одноосновных карбоновых кислот и С5-С8-циклоалифатических или С6-С12-ароматических диаминов, необязательно содержащихся в пропиленовых сополимерах с зародышеобразователями кристаллизации в β-форме в покрытии из полиолефина для стальной трубы, являются
- N,N'-С6-С12-арилен-бис-бензамидные соединения, такие, как
N,N'-п-фенилен-бис-бензамид и N,N'-1,5-нафталин-бис-бензамид,
- N,N'-С5-С8-циклоалкил-бис-бензамидные соединения, такие, как
N,N'-1,4-циклопентан-бис-бензамид и
N,N'-1,4-циклогексан-бис-бензамид,
- N,N'-п-С6-С12-арилен-бис-С5-С8-циклоалкилкарбоксамидные соединения, такие, как
N,N'-1,5-нафталин-бис-циклогексанкарбоксамид и
N,N'-1,4-фенилен-бис-циклогексанкарбоксамид,
- N,N'-С5-С8-циклоалкил-бис-циклогексанкарбоксамидные соединения, такие, как
N,N'-1,4-циклопентан-бис-циклогексанкарбоксамид и
N,N'-1,4-циклогексан-бис-циклогексанкарбоксамид.
Примерами относящихся к типу производных аминокислот диамидных соединений, необязательно содержащихся в пропиленовых сополимерах с зародышеобразователями кристаллизации в β-форме в покрытии из полиолефина для стальной трубы, являются
N-фенил-5-(N-бензоиламино)-пентанамид и/или
N-циклогексил-4-(N-циклогексилкарбониламино)-бензамид.
Примерами соединений, относящихся к типу хинакридона, необязательно содержащихся в пропиленовых сополимерах с зародышеобразователями кристаллизации в β-форме в покрытии из полиолефина для стальной трубы, являются хинакридон, диметилхинакридон и/или диметоксихинакридон.
Примерами соединений, относящихся к типу хинакридонхинона, необязательно содержащихся в пропиленовых сополимерах с зародышеобразователями кристаллизации в β-форме в покрытии из полиолефина для стальной трубы, являются хинакридонхинон, смешанный кристалл 5,12-дигидро(2,3b)акридин-7,14-диона и хино(2,3b)акридин-6,7,13,14-(5Н,12Н)тетрона, описанный в ЕР-В 0177961, и/или диметоксихинакридонхинон.
Примерами соединений, относящихся к типу дигидрохинакридона, необязательно содержащихся в пропиленовых сополимерах с зародышеобразователями кристаллизации в β-форме в покрытии из полиолефина для стальной трубы, являются дигидрохинакридон, диметоксидигидрохинакридон и/или дибензодигидрохинакридон.
Примерами солей, образованных из двухосновных карбоновых кислот, и металлов из группы IIa Периодической системы, необязательно содержащихся в пропиленовых сополимерах с зародышеобразователями кристаллизации в β-форме в покрытии из полиолефина для стальной трубы, являются кальциевая соль пимелиновой кислоты и/или кальциевая соль субериновой кислоты.
Примерами солей, образованных из металлов из группы IIa Периодической системы, и имидокислот, описываемых формулой
необязательно содержащихся в пропиленовых сополимерах с зародышеобразователями кристаллизации в β-форме в покрытии из полиолефина для стальной трубы, являются кальциевые соли фталоилглицина, гексагидрофталоилглицина, N-фталоилаланина и/или N-4-метилфталоилглицина.
В соответствии с выгодным признаком настоящего изобретения промежуточным вспененным пластмассовым материалом, необязательно размещаемым между стальной трубой и покрытием из полиолефина, является вспененный пропиленовый сополимер, обладающий свойством деформационного упрочнения и отличающийся индексом расплава в диапазоне от 1,5 до 10 г/10 мин при 230°С/2,16 кг.
Пропиленовый сополимер промежуточного вспененного пластмассового материала, необязательно размещаемого между стальной трубой и покрытием из полиолефина, обладающий свойством деформационного упрочнения, можно получить несколькими способами, например, в результате обработки пропиленовых сополимеров веществами, образующими радикалы при термическом разложении, и/или в результате обработки ионизирующим излучением, где оба типа обработки необязательно может сопровождать или следовать за ними обработка би- или многофункциональными ненасыщенными мономерами, например, бутадиеном, изопреном, диметилбутадиеном или дивинилбензолом. Для получения пропиленовых сополимеров, обладающих свойством деформационного упрочнения, могут быть пригодны и другие способы при том условии, что получаемые в результате пропиленовые сополимеры будут соответствовать характеристикам, отличающим свойство деформационного упрочнения.
Примерами упомянутых пропиленовых сополимеров промежуточного вспененного пластмассового материала, необязательно размещаемого между стальной трубой и покрытием из полиолефина, обладающего свойством деформационного упрочнения, являются, в частности:
полипропилены, модифицированные в результате проведения реакции полипропиленов с бисмалеимидосоединениями в расплаве (ЕР-А-0574801; ЕР-А-0574804),
полипропилены, модифицированные в результате обработки полипропиленов ионизирующим излучением в твердой фазе (ЕР-А-0190889; ЕР-А-0634454),
полипропилены, модифицированные в результате обработки полипропиленов пероксидами в твердой фазе (ЕР-А-0384431) или в расплаве (ЕР-А-0142724),
полипропилены, модифицированные в результате обработки полипропиленов многофункциональными мономерами с ненасыщенностью этиленового типа под действием ионизирующего излучения (ЕР-А-0678527),
полипропилены, модифицированные в результате обработки полипропиленов многофункциональными мономерами с ненасыщенностью этиленового типа в присутствии пероксидов в расплаве (ЕР-А-0688817; ЕР-А-0450342).
Свойство деформационного упрочнения, использованное в настоящем изобретении, определяют в соответствии с фигурами 1 и 2.
Фигура 1 демонстрирует схематическое представление методики эксперимента, которую используют для определения деформационного упрочнения.
Свойство деформационного упрочнения полимеров анализируют при помощи аппарата Rheotens 1 (продукция компании Göttfert, Siemensstr. 2, 74711 Buchen, Germany), в котором нить расплава 2 удлиняют за счет вытягивания с определенным ускорением. Регистрируют усилие отвода из экструдера F в зависимости от скорости вытягивания v.
Аппарат Rheotens 1 комбинируют с экструдером/насосом для расплава 3 для обеспечения непрерывной подачи нити расплава 2. Температура экструдирования равна 200°С; используют капиллярную фильеру с диаметром 2 мм и длиной 6 мм, а ускорение вытягивания нити расплава 2 равно 120 мм/сек2.
Схематическая диаграмма на фигуре 1 демонстрирует примерный вариант измеренного увеличения усилия отвода из экструдера F (то есть «прочности расплава») в зависимости от увеличения скорости вытягивания v (то есть «способности к вытяжке»).
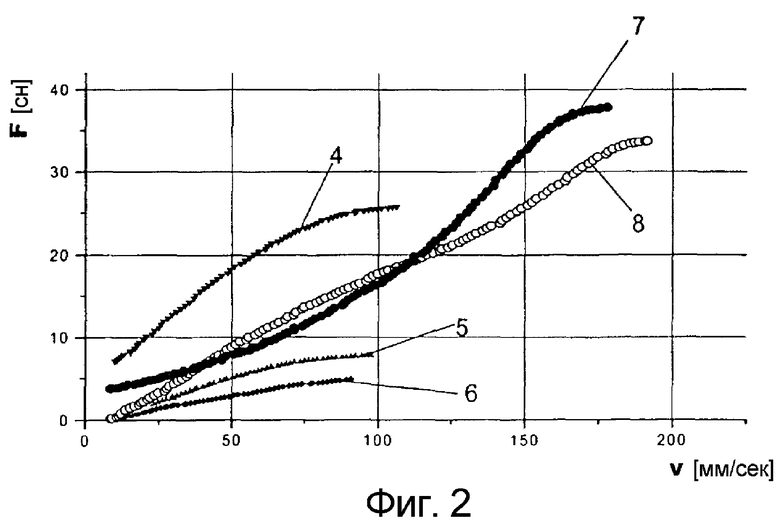
Фигура 2 демонстрирует кривые, полученные по результатам измерений на аппарате Rheotens для полимерных образцов, обладающих свойством деформационного упрочнения и не обладающих им. Точки максимумов (Fmax; vmax) при разрыве нити характеризуют прочность расплава и его способность к вытяжке.
Обычные пропиленовые полимеры 4, 5, 6 с индексами расплава 0,3, 2,0 и 3,0 г/10 мин при 230°С/2,16 кг характеризуются очень низкой прочностью расплава и низкой способностью к вытяжке. Им не свойственно деформационное упрочнение, и поэтому возможность их переработки в экструдируемые пенопласты проблематична. Модифицированные пропиленовые полимеры 7 (индекс расплава образца на диаграмме находится в диапазоне от 2 до 3 г/10 мин при 230°С/2,16 кг) или немодифицированный обычный ПЭНП 8 (индекс расплава образца на диаграмме равен 0,7 г/10 мин при 190°С/2,16 кг) характеризуются совершенно другим характером зависимости способности к вытяжке от прочности расплава. При увеличении скорости вытягивания v усилие отвода из экструдера F увеличивается до значительно более высокого уровня в сравнении с немодифицированными обычными пропиленовыми полимерами 4, 5, 6. Форма кривой характеристична для деформационного упрочнения.
«Пропиленовые сополимеры, которые обладают свойством деформационного упрочнения», использованные в настоящем изобретении, отличаются улучшенной прочностью расплава с усилиями отвода из экструдера Fmax > 15 сн и улучшенной способностью к вытяжке при скоростях vmax > 150 мм/сек.
В соответствии с еще одним предпочтительным вариантом осуществления изобретения тестируемая труба из полиолефина, изготовленная из пропиленового сополимера с зародышеобразователями кристаллизации в β-форме, имеет критическое давление > 30 бар и динамическую стойкость на излом > 6,0 МНм-3/2 в гидростатическом маломасштабном испытании в стационарном состоянии (гидростатическом испытании S4) при 3°С.
Еще одним объектом настоящего изобретения является способ изготовления стальных труб с покрытием из полиолефина с высокой динамической стойкостью на излом при монтаже и в ходе эксплуатации, состоящих из сердечника стальной трубы, необязательно промежуточного вспененного пластмассового материала и покрытия из полиолефина, полученных путем использования технологии экструдера для нанесения покрытия/вращающейся стальной трубы, технологии нанесения покрытия на трубу при помощи кольцевой головки или технологии литьевого формования, отличающийся тем, что покрытие из полиолефина состоит из пропиленовых сополимеров с зародышеобразователями кристаллизации в β-форме, содержащих от 90,0 до 99,9% (мас.) звеньев пропилена и от 0,1 до 10,0% (мас.) звеньев α-олефинов с 2 или 4-18 атомами углерода, с индексами расплава в диапазоне от 0,1 до 8 г/10 мин при 230°С/2,16 кг, где тестируемая труба из полиолефина, изготовленная из пропиленового сополимера с зародышеобразователями кристаллизации в β-форме, имеет критическое давление > 25 бар и динамическую стойкость на излом > 3,5 МНм-3/2 в гидростатическом маломасштабном испытании в стационарном состоянии (гидростатическом испытании S4) при 3°С.
Изобретенные пропиленовые блок-сополимеры для покрытия стальных труб могут содержать обычные вспомогательные вещества, такие, как от 0,01 до 2,5% (мас.) стабилизаторов, и/или от 0,01 до 1% (мас.) технологических добавок и/или от 0,1 до 1% (мас.) антистатиков, и/или от 0,2 до 3% (мас.) пигментов, в каждом случае в расчете на использованные пропиленовые сополимеры.
В качестве стабилизаторов предпочтительно годятся смеси от 0,01 до 0,6% (мас.) фенольных антиоксидантов, от 0,01 до 0,6% (мас.) 3-арилбензофуранонов, от 0,01 до 0,6% (мас.) стабилизаторов, улучшающих технологические свойства, на основе фосфитов, от 0,01 до 0,6% (мас.) термостабилизирующих агентов на основе дисульфидов и простых тиоэфиров и/или от 0,01 до 0,8% (мас.) пространственно затрудненных аминов (HALS).
Для обеспечения хорошей межслойной адгезии между сердечником стальной трубы, необязательно промежуточным вспененным пластмассовым материалом или покрытием из полиолефина выгодно использовать стальные трубы с покрытием из эпоксидной смолы и наносить между стальной трубой с покрытием из эпоксидной смолы и слоем полиолефина слой, улучшающий совместимость, где слой, улучшающий совместимость, состоит из пропиленовых сополимеров или привитых сополимеров на основе пропиленового полимера с химически связанными как карбоновыми кислотами, так и/или ангидридами карбоновых кислот с ненасыщенностью этиленового типа, в особенности с акриловой кислотой, метакриловой кислотой и/или ангидридом малеиновой кислоты.
Для способа по изобретению годятся обычно используемые экструдеры для плавления пропиленовых сополимеров.
При изготовлении стальных труб с покрытием из полиолефина в соответствии с технологией экструдера для нанесения покрытия/вращающейся стальной трубы на предварительно нагретую стальную трубу, необязательно с нанесенным покрытием из эпоксидной смолы, при вращении последовательно наносят покрытие из расплава при помощи независимых экструдеров для нанесения покрытия с плоскощелевыми экструзионными головками для невспененного покрывающего слоя полиолефина и необязательных слоев вещества, улучшающего совместимость, и вспенивающегося пластмассового материала.
Изготовление стальных труб с покрытием из полиолефина в соответствии с технологией нанесения покрытия на трубу при помощи траверсной головки, предпочтительно при питании траверсной головки от экструдеров, используют для внешнего невспененного покрывающего слоя полиолефина и необязательно для вещества, улучшающего совместимость, и вспенивающегося пластмассового материала. На стальную трубу предпочтительно наносят покрытие в виде слоя эпоксидной смолы, а на слой эпоксидной смолы наносят слой, улучшающий совместимость. Стальную трубу предпочтительно предварительно нагревают до температуры в диапазоне от 170 до 230°С, а для экструдера, производящего питание кольцевой траверсной головки в линии нанесения покрытия из полиолефина на стальную трубу, имеет место температурный профиль в диапазоне от 175 до 250°С. На трубу первым наносят необязательный вспененный расплав, после чего наносят невспененный внешний слой пропиленового сополимера с зародышеобразователями кристаллизации в β-форме, а затем трубу с нанесенным покрытием калибруют в калибровочном канале и охлаждают. Предпочтительны диаметры стальной трубы в диапазоне от 50 до 500 мм.
Технологию литьевого формования при изготовлении стальных труб с покрытием из полиолефина используют при монтажном соединении трубопровода. Машина для нанесения покрытия при монтажном соединении трубопровода состоит из двух частей. Машина для литьевого формования расплавляет пропиленовый сополимер с зародышеобразователями кристаллизации в β-форме в экструдере с зонами копильника и после этого инжектирует его в форму, которой управляет часть, смыкающая форму. В данной второй части пропиленовый сополимер с зародышеобразователями кристаллизации в β-форме охлаждают до перехода его в твердое состояние, используя масло или воду. Предпочтительный температурный профиль для экструдера находится в диапазоне от 200 до 250°С, а для зон копильника - в диапазоне от 230 до 240°С. Предпочтительная температура формы находится в диапазоне от 80 до 100°С.
Если на стальную трубу наносят необязательный промежуточный вспененный пластмассовый материал, то тогда используют предпочтительные полиолефиновые смеси, содержащие в качестве пенообразователей от 1 до 12% (мас.), в расчете на полиолефиновую смесь, химических пенообразователей, которые выделяют газ, или углеводородов, галогенированных углеводородов и/или газов, где стальные трубы предварительно нагревают до температуры в диапазоне от 170 до 230°С, а для экструдера для нанесения покрытия из пенопласта имеет место температурный профиль в диапазоне от 175 до 250°С.
Примерами подходящих химических пенообразователей, которые выделяют газ, являются гидрокарбонат натрия, азодикарбонамид и/или циануртригидразид. Углеводородами, подходящими в качестве пенообразователей, являются легколетучие углеводороды, такие, как пентан, изопентан, пропан и/или изобутан. Примерами подходящих галогенированных углеводородов являются монофтортрихлорметан и/или дифтормонохлорметан. Газами, подходящими в качестве пенообразователей, являются азот, аргон и/или диоксид углерода.
В соответствии с признаком настоящего изобретения в технологии нанесения покрытия на трубу при помощи кольцевой головки при изготовлении стальных труб с покрытием из полиолефина используют конический экструдер, где температура расплава пропиленового сополимера с зародышеобразователями кристаллизации в области кольцевой головки находится в диапазоне от 195 до 240°С, а температура предварительно нагретой стальной трубы находится в диапазоне от 160 до 200°С.
Предпочтительными областями применений стальных труб с покрытием из полиолефина являются транспортировка в прибрежной зоне таких продуктов, как сырая нефть или газ, или применение в сфере районного централизованного теплоснабжения.
При использовании в качестве стальных труб с покрытием из полиолефина для транспортировки в прибрежных зонах сырой нефти с морского дна в танкеры предпочтительны стальные трубы с нанесенным покрытием, имеющие в своей структуре промежуточный вспененный материал на основе пропиленового сополимера с плотностями пенопласта для вспененного слоя в диапазоне от 600 до 800 кг/м3. Для того, чтобы было возможно перекачивать сырую нефть, поступающую из месторождения в холодных морских регионах, текучая среда должна оставаться достаточно теплой. При использовании изобретенных стальных труб с нанесенным покрытием, имеющих в своей структуре промежуточный вспененный изолирующий слой на основе пропиленового сополимера, можно избежать возникновения значительных теплопотерь в окружающую воду, а также устранить дорогостоящие дополнительные установки подогрева нефти вдоль магистрали трубопровода. В воде на глубинах от 200 до 300 м давление значительно, и здесь требуется высокая механическая прочность вспененного изолирующего слоя. Слои пенопласта, образованные пропиленовыми сополимерами, обладающими свойством деформационного упрочнения, характеризуются превосходным балансом между эффективностью теплоизоляции и пределом прочности на сжатие.
Примеры
Следующие далее испытания проводили с использованием образца для испытаний, полученного по способу литьевого формования в соответствии с ISO 1873.
Модуль упругости при растяжении в соответствии с ISO 527 (скорость траверсы 1 мм/мин) при + 23°С.
Ударная вязкость с надрезом по Шарпи в соответствии с ISO 179/1еА.
Испытание на быстрое развитие трещины в соответствии с ISO 13477, выполненное в гидростатических условиях.
Динамическая стойкость на излом в соответствии с работой Plastics, Rubber and Composites Processing and Applications, Vol. 26, No. 9, pp. 387 ff.
Предел прочности на сжатие в соответствии с ASTM D 695-96, сжатие 5%.
Пример 1
1.1. Получение пропиленового сополимера с зародышеобразователями кристаллизации в β-форме
В двухшнековом экструдере с температурным профилем 100/145/185/210/220/225/225/225/220/200/185°С плавили, гомогенизировали, а затем из него отбирали и гранулировали смесь
90% (мас.) пропиленового блок-сополимера, полученного в результате комбинирования полимеризации в массе и газофазной полимеризации при использовании каталитической системы Циглера-Натта с дициклопентилдиметоксисиланом в качестве внешнего донора, с содержанием звеньев этилена, равным 8,3% (мас.), IRτ пропиленового гомополимерного блока, равным 0,985, и индексом расплава, равным 0,30 г/10 мин при 230°С/2,16 кг,
10% (мас.) маточной смеси, содержащей 99 массовых частей пропиленового блок-сополимера с содержанием звеньев этилена, равным 8,3% (мас.), IRτ пропиленового гомополимерного блока, равным 0,985, и индексом расплава, равным 0,30 г/10 мин при 230°С/2,16 кг, и 1 массовую часть кальциевой соли пимелиновой кислоты и 0,1% (мас.) стеарата кальция, 0,1% (мас.) тетракис[метилен(3,5-ди-трет-бутилгидроксигидроциннамат)]метана и 0,1% (мас.) трис-(2,4-ди-трет-бутилфенил)фосфита, в расчете на суммарное количество использованных пропиленовых полимеров.
У получающегося в результате пропиленового сополимера были индекс расплава, равный 0,32 г/10 мин при 230°С/2,16 кг, модуль упругости при растяжении, равный 1290 МПа, и ударная вязкость с надрезом по Шарпи, равная 39 кДж/м2 при - 20°С.
1.2. Изготовление тестируемой трубы из пропиленового сополимера
Для изготовления тестируемой трубы из пропиленового сополимера пропиленовый сополимер с зародышеобразователями кристаллизации в β-форме из 1.1. вводили в одношнековый экструдер (L/D=30, D=70 мм, температурный профиль 200/210/220/220/220/220/200°С, 40 об./мин), плавили, экструдировали через кольцевую головку с диаметром 110 мм, отбирали через вакуумный калибровочный канал в виде трубы с диаметром 110 мм и толщиной стенки 10 мм и охлаждали в водяной бане размером 6 м при + 20°С, при этом скорость отбора составляла 0,3 м/мин.
Испытание на быстрое развитие трещины выявило критическое давление 31 бар и динамическую стойкость на излом 19,60 МНм- 3/2.
1.3. Изготовление стальной трубы с покрытием из полиолефина
Пилотная линия нанесения покрытия на стальную трубу состояла из установки для предварительного нагревания, траверсной головки с двумя экструдерами, вакуумного калибровочного канала, установки для охлаждения и установки для резки.
Для получения промежуточного вспененного слоя пластика готовили сухую смесь пропиленового полимерного соединения, содержащего
- 30% (мас.) пропиленового гомополимера, модифицированного при помощи 0,12% (мас.) связанного бутадиена, что определили, используя ИК-спектроскопию, и обладающего свойством деформационного упрочнения, с индексом расплава, равным 0,45 г/10 мин при 230°С/2,16 кг, и энтальпией кристаллизации, равной 91 Дж/г,
- 70% (мас.) пропиленового блок-сополимера с содержанием звеньев этилена, равным 8,3% (мас.), IRτ пропиленового гомополимерного блока, равным 0,974, и индексом расплава, равным 0,30 г/10 мин при 230°С/2,16 кг, и 0,1% (мас.) стеарата кальция, 0,1% (мас.) тетракис[метилен(3,5-ди-трет-бутилгидроксигидроциннамат)]метана и 0,1% (мас.) трис-(2,4-ди-трет-бутилфенил)фосфита, в расчете на суммарное количество использованных пропиленовых полимеров, с 2,2% (мас.), в расчете на пропиленовое соединение, смеси пенообразователей на основе бикарбоната и лимонной кислоты и при использовании дозирующей системы ее подавали в питательную воронку первого одношнекового экструдера с диаметром шнека 90 мм, L/D, равным 35, и температурным профилем 200/230/240/230/230/230/230/230/230/230°С. Сначала смесь плавили и гомогенизировали, а после этого в экструдере интенсивно перемешивался и гомогенно распределялся выделившийся пенообразующий газ. Затем расплав при помощи насоса для расплава подавали на кольцевую траверсную головку, где температура головки была равна 205°С.
Питание упомянутой траверсной головки пропиленовым сополимером с зародышеобразователями кристаллизации в β-форме из 1.1. производили при помощи второго одношнекового экструдера с диаметром шнека 60 мм, L/D, равным 35, и температурным профилем 200/230/240/220/220/220/220/220/220/220°С.
Внутрь траверсной головки при скорости 1,2 м/мин производили подачу стальной трубы (⊘ 150 мм) с нанесенным покрытием в виде слоя эпоксидной смолы толщиной 25 мкм и слоя, улучшающего совместимость, толщиной 30 мкм, образованного пропиленовым полимером с привитым ангидридом малеиновой кислоты (0,20% (мас.) ангидрида малеиновой кислоты), причем проводили предварительное нагревание до температуры 190°С. Траверсную головку сконструировали таким образом, чтобы сначала на стальную трубу с нанесенным покрытием подавался бы вспененный расплав, после чего проходила бы подача расплава невспененного пропиленового полимера для наружного слоя, непосредственно перед вводом трубы в вакуумный калибровочный канал, который охлаждали водой с температурой + 20°С.
От стальной трубы с покрытием из полиолефина, используя машинную резку, отрезали образцы для испытаний длиной 254 мм. Слой пенополиолефина имел толщину 50 мм и плотность 720 кг/м3. Невспененный покрывающий слой имел толщину 8 мм. Предел прочности на сжатие у образцов для испытаний, полученных из стальной трубы с нанесенным покрытием, (ASTM D 695-96, сжатие 5%) составлял 19 МПа.
Пример 2
2.1. Получение пропиленового сополимера с зародышеобразователями кристаллизации в β-форме
В двухшнековом экструдере с температурным профилем 100/145/190/215/225/230/230/215/205/190°С плавили, гомогенизировали, а затем из него отбирали и гранулировали смесь
94% (мас.) пропиленового блок-сополимера, полученного в результате комбинирования полимеризации в массе и газофазной полимеризации при использовании каталитической системы Циглера-Натта с дициклопентилдиметоксисиланом в качестве внешнего донора, с содержанием звеньев этилена, равным 8,3% (мас.), IRτ пропиленового гомополимерного блока, равным 0,985, и индексом расплава, равным 0,30 г/10 мин при 230°С/2,16 кг,
6% (мас.) маточной смеси, содержащей 99,8 массовых частей пропиленового блок-сополимера с содержанием звеньев этилена, равным 8,3% (мас.), IRτ пропиленового гомополимерного блока, равным 0,985, и индексом расплава, равным 0,30 г/10 мин при 230°С/2,16 кг, и 0,2 массовой части смешанного кристалла 5,12-дигидро(2,3b)акридин-7,14-диона и хино(2,3b)акридин-6,7,13,14-(5Н,12Н)тетрона, и 0,05% (мас.) стеарата кальция, 0,1% (мас.) тетракис[метилен(3,5-ди-трет-бутилгидроксигидроциннамат)]метана и 0,1% (мас.) трис-(2,4-ди-трет-бутилфенил)фосфита, в расчете на суммарное количество использованных пропиленовых полимеров.
У получающегося в результате пропиленового полимера были индекс расплава, равный 0,3 г/10 мин при 230°С/2,16 кг, модуль упругости при растяжении, равный 1450 МПа, и ударная вязкость с надрезом по Шарпи, равная при - 20°С 21 кДж/м2.
2.2. Изготовление тестируемой трубы из пропиленового сополимера
Для изготовления тестируемой трубы из пропиленового сополимера пропиленовый сополимер с зародышеобразователями кристаллизации в β-форме из 2.1. вводили в одношнековый экструдер (L/D=30, D=70 мм, температурный профиль 200/210/225/225/225/225/205°С, 40 об./мин), плавили, экструдировали через кольцевую головку с диаметром 110 мм, отбирали через вакуумный калибровочный канал в виде трубы с диаметром 110 мм и толщиной стенки 10 мм и охлаждали в водяной бане размером 6 м при 20°С, при этом скорость отбора составляла 0,35 м/мин.
Испытание на быстрое развитие трещины выявило критическое давление 34 бар и динамическую стойкость на излом 21,5 МНм- 3/2.
2.3. Изготовление стальной трубы с покрытием из полиолефина
Опытная линия нанесения покрытия на стальную трубу состояла из установки для предварительного нагревания, траверсной головки с двумя экструдерами, вакуумного калибровочного канала, установки для охлаждения и установки для резки.
Для получения промежуточного вспененного слоя пластика готовили сухую смесь пропиленового полимерного соединения, содержащего
- 20% (мас.) сополимера на основе полипропилена с содержанием звеньев этилена 4,3% (мас.), модифицированного при помощи 0,16% (мас.) связанного дивинилбензола, что определили, используя ИК-спектроскопию, и обладающего свойством деформационного упрочнения, с индексом расплава, равным 0,48 г/10 мин при 230°С/2,16 кг,
- 80% (мас.) пропиленового блок-сополимера с содержанием звеньев этилена, равным 8,3% (мас.), IRτ пропиленового блока, равным 0,974, и индексом расплава, равным 0,30 г/10 мин при 230°С/2,16 кг, и 0,1% (мас.) стеарата кальция, 0,1% (мас.) тетракис[метилен(3,5-ди-трет-бутилгидроксигидроциннамат)]метана и 0,1% (мас.) трис-(2,4-ди-трет-бутилфенил)фосфита, в расчете на суммарное количество использованных пропиленовых полимеров, с 2,2% (мас.), в расчете на пропиленовое соединение, смеси пенообразователей на основе бикарбоната и лимонной кислоты и при использовании дозирующей системы ее подавали в питательную воронку первого одношнекового экструдера с диаметром шнека 90 мм, L/D, равным 35, и температурным профилем 200/230/240/230/230/230/230/230/230/230°С. Сначала смесь плавили и гомогенизировали, а после этого в экструдере интенсивно перемешивался и гомогенно распределялся выделившийся пенообразующий газ. Затем расплав при помощи насоса для расплава подавали на кольцевую траверсную головку, где температура головки была равна 205°С.
Питание упомянутой траверсной головки пропиленовым сополимером с зародышеобразователями кристаллизации в β-форме из 2.1. производили при помощи второго одношнекового экструдера с диаметром шнека 60 мм, L/D, равным 35, и температурным профилем 200/230/240/220/220/220/220/220/220/220°С.
Внутрь траверсной головки при скорости 1,2 м/мин производили подачу стальной трубы (⊘ 150 мм) с нанесенным покрытием в виде слоя эпоксидной смолы толщиной 25 мкм и слоя, улучшающего совместимость, толщиной 30 мкм, образованного пропиленовым полимером с привитым ангидридом малеиновой кислоты (0,20% (мас.) ангидрида малеиновой кислоты), причем проводили предварительное нагревание до температуры 190°С. Траверсную головку сконструировали таким образом, чтобы сначала на стальную трубу с нанесенным покрытием подавался бы вспененный расплав, после чего проходила бы подача расплава невспененного пропиленового полимера для наружного слоя, непосредственно перед вводом трубы в вакуумный калибровочный канал, который охлаждали водой с температурой + 20°С.
От стальной трубы с покрытием из полиолефина, используя машинную резку, отрезали образцы для испытаний длиной 254 мм. Слой пенополиолефина имел толщину 55 мм и плотность 700 кг/м3. Невспененный покрывающий слой имел толщину 8 мм. Предел прочности на сжатие у образцов для испытаний, полученных из стальной трубы с нанесенным покрытием, (ASTM D 695-96, сжатие 5%) составлял 17 МПа.
Пример 3
3.1. Получение пропиленового сополимера с зародышеобразователями кристаллизации в β-форме
В двухшнековом экструдере с температурным профилем 100/145/185/210/220/225/225/200/185°С плавили, гомогенизировали, а затем из него отбирали и гранулировали смесь
75% (мас.) пропиленового блок-сополимера, полученного в результате комбинирования полимеризации в массе и газофазной полимеризации при использовании каталитической системы Циглера-Натта с дициклопентилдиметоксисиланом в качестве внешнего донора, с содержанием звеньев этилена, равным 8,3% (мас.), IRτ пропиленового гомополимерного блока, равным 0,985, и индексом расплава, равным 0,30 г/10 мин при 230°С/2,16 кг,
25% (мас.) маточной смеси, содержащей 99,5 массовых частей пропиленового блок-сополимера с содержанием звеньев этилена, равным 8,3% (мас.), IRτ пропиленового гомополимерного блока, равным 0,985, и индексом расплава, равным 0,30 г/10 мин при 230°С/2,16 кг, и 0,5 массовой части кальциевой соли гексагидрофталоилглицина, и 0,1% (масс.) стеарата кальция, 0,1% (мас.) тетракис[метилен(3,5-ди-трет-бутилгидроксигидроциннамат)]метана и 0,1% (мас.) трис-(2,4-ди-трет-бутилфенил)фосфита, в расчете на суммарное количество использованных пропиленовых сополимеров.
У получающегося в результате пропиленового сополимера были индекс расплава, равный 0,32 г/10 мин при 230°С/2,16 кг, модуль упругости при растяжении, равный 1310 МПа, и ударная вязкость с надрезом по Шарпи, равная при - 20°С 37 кДж/м2.
3.2. Изготовление тестируемой трубы из пропиленового сополимера
Для изготовления тестируемой трубы из пропиленового сополимера пропиленовый полимер с зародышеобразователями кристаллизации в β-форме из 3.1. вводили в одношнековый экструдер (L/D=30, D=70 мм, температурный профиль 200/210/220/220/220/220/200°С, 40 об./мин), плавили, экструдировали через кольцевую головку с диаметром 110 мм, отбирали через вакуумный калибровочный канал в виде трубы с диаметром 110 мм и толщиной стенки 10 мм и охлаждали в водяной бане размером 6 м при + 20°С, при этом скорость отбора составляла 0,3 м/мин.
Испытание на быстрое развитие трещины выявило критическое давление 31 бар и динамическую стойкость на излом 19,60 МНм- 3/2.
3.3. Изготовление стальной трубы с покрытием из полиолефина
Опытная линия нанесения покрытия на стальную трубу состояла из установки для предварительного нагревания, траверсной головки с экструдером, вакуумного калибровочного канала, установки для охлаждения и установки для резки.
Питание траверсной головки пропиленовым сополимером с зародышеобразователями кристаллизации в β-форме из 3.1. производили при помощи одношнекового экструдера с диаметром шнека 60 мм, L/D, равным 35, и температурным профилем 200/230/240/220/220/220/220/220/220/220°С.
Внутрь траверсной головки при скорости 1,2 м/мин производили подачу стальной трубы (⊘ 150 мм) с нанесенным покрытием в виде слоя эпоксидной смолы толщиной 25 мкм и слоя, улучшающего совместимость, толщиной 30 мкм, образованного пропиленовым полимером с привитым ангидридом малеиновой кислоты (0,20% (мас.) ангидрида малеиновой кислоты), причем проводили предварительное нагревание до температуры 190°С. Траверсную головку сконструировали таким образом, чтобы на стальную трубу с нанесенным покрытием подавался бы расплав пропиленового сополимера с зародышеобразователями кристаллизации в β-форме, непосредственно перед вводом трубы в вакуумный калибровочный канал, который охлаждали водой с температурой + 20°С.
Покрытие из полиолефина имело толщину 7,5 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОМЫШЛЕННАЯ СЕТЬ ТРУБОПРОВОДОВ ИЗ ПОЛИОЛЕФИНОВ | 2002 |
|
RU2282092C2 |
| МНОГОСЛОЙНАЯ ТРУБА ИЗ ПОЛИОЛЕФИНОВ | 2002 |
|
RU2280805C2 |
| ТРУБЫ ИЗ ПРОПИЛЕНОВЫХ ПОЛИМЕРОВ ДЛЯ ТРУБОПРОВОДОВ | 2002 |
|
RU2280656C2 |
| ПРОПИЛЕНОВЫЕ ПОЛИМЕРЫ С УЛУЧШЕННЫМИ СВОЙСТВАМИ | 2002 |
|
RU2279444C2 |
| ПОЛИПРОПИЛЕНОВЫЕ КОМПОЗИЦИИ, В ОСОБЕННОСТИ ПРИГОДНЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ | 2003 |
|
RU2312115C2 |
| НАПОРНАЯ ТРУБА | 2002 |
|
RU2310789C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИИ ОКРАШЕННОГО ПОЛИПРОПИЛЕНА, ИМЕЮЩЕЙ ВЫСОКОЕ СОДЕРЖАНИЕ БЕТА-МОДИФИКАЦИИ | 2008 |
|
RU2452741C2 |
| БЕТА-НУКЛЕИРОВАННЫЙ ПРОПИЛЕНОВЫЙ СОПОЛИМЕР | 2008 |
|
RU2451698C2 |
| B-НУКЛЕИРОВАННАЯ ПОЛИПРОПИЛЕНОВАЯ КОМПОЗИЦИЯ | 2008 |
|
RU2441890C2 |
| ТРУБЫ, СОДЕРЖАЩИЕ БЕТА-НУКЛЕИРОВАННЫЕ СОПОЛИМЕРЫ ПРОПИЛЕНА | 2008 |
|
RU2434886C2 |
Изобретение относится к области химии полимеров, а именно к покрытию из полиолефина для стальных труб с высокой динамической стойкостью на излом у покрытия стальных труб во время монтажа и в ходе эксплуатации. Стальные трубы с покрытием из полиолефина состоят из сердечника стальной трубы, необязательно промежуточного вспененного пластмассового материала и покрытия из полиолефина, при этом покрытие из полиолефина состоит из пропиленовых блок-сополимеров с зародышеобразователями кристаллизации в β-форме, содержащих от 90,0 до 99,9% (мас.) звеньев пропилена и от 0,1 до 10,0% (мас.) звеньев α-олефинов с 2 или 4-18 атомами углерода, с индексами расплава в диапазоне от 0,1 до 8 г/10 мин при 230°С/2,16 кг, у которых IRτ пропиленового гомополимерного блока ≥0,98, модуль упругости при растяжении ≥1100 МПа и ударная вязкость по Шарпи при -20°С в случае использования тестируемых образцов с надрезом ≥6 кДж/м2, где тестируемая труба из полиолефина, изготовленная из пропиленового сополимера с зародышеобразователями кристаллизации в β-форме, имеет критическое давление >25 бар и динамическую стойкость на излом >3,5 МНм-3/2. Раскрыт также способ получения стальных труб с покрытием из полиолефина. Стальные трубы с покрытием из полиолефина можно применять для транспортировки в прибрежной зоне таких продуктов, как сырая нефть или газ, или для районного централизованного теплоснабжения. 3 н. и 5 з.п. ф-лы, 2 ил.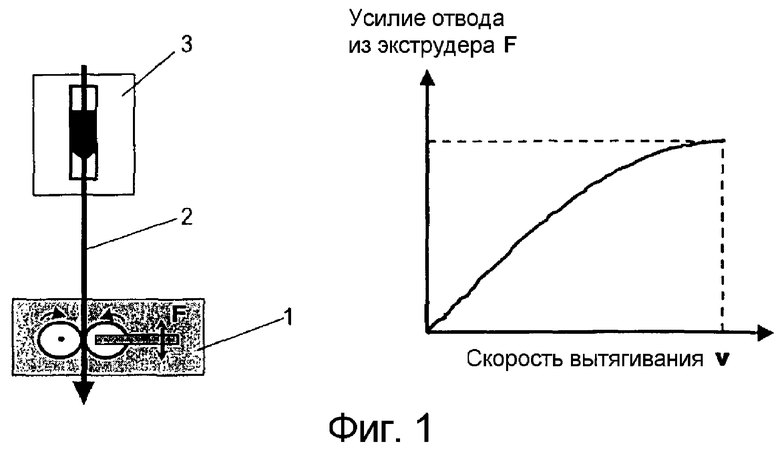
RxR'ySi(MeO)4-x-y,
где R и R' идентичны или различны и представляют собой разветвленные или циклические алифатические или ароматические углеводородные остатки, а у и х независимо друг от друга равны 0 или 1 при том условии, что х+у равно 1 или 2.
диамидных соединений, являющихся производными двухосновных карбоновых кислот, и полученных из С5-С8-циклоалкильных моноаминов или С6-С12-ароматических моноаминов и С5-С8-алифатических, C5-C8-циклоалифатических или С6-С12-ароматических двухосновных карбоновых кислот, и/или
диамидных соединений, являющихся производными диаминов, и полученных из С5-С8-циклоалкильных одноосновных карбоновых кислот или С6-С12-ароматических одноосновных карбоновых кислот и С5-С8-циклоалифатических или С6-С12-ароматических диаминов, и/или
диамидных соединений, являющихся производными аминокислот, и полученных в результате реакции амидирования C5-C8-алкил-, С5-С8-циклоалкил- или С6-С12-ариламинокислот, хлорангидридов С5-С8-алкильных, С5-С8-циклоалкильных или С6-С12-ароматических одноосновных карбоновых кислот и С5-С8-алкил-, С5-С8-циклоалкил- или С6-С12-ароматических моноаминов, и/или
хинакридоновых соединений, являющихся производными хинакридона, хинакридонхиноновых соединений и/или дигидрохинакридоновых соединений, и/или
солей, образованных двухосновными карбоновыми кислотами и металлов группы IIa Периодической системы и/или
смесей двухосновных карбоновых кислот и металлов группы IIa Периодической системы, и/или
солей, образованных из металлов группы IIa периодической системы и имидокислот, описываемых формулой
где х=1-4; R=H, -COOH, С1-С12-алкил, С5-С8-циклоалкил или С6-С12-арил, а Y=С1-С12-алкил-, С5-С8-циклоалкил- или С6-С12-арил-замещенные двухвалентные С6-С12-ароматические остатки,
в качестве зародышеобразователя кристаллизации в β-форме.
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| СПОСОБ УЛУЧШЕНИЯ КОММУТАЦИИ ЭЛЕКТРИЧЕСКИХ МАШИН ПОСТОЯННОГО ТОКА | 0 |
|
SU177961A1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| DE 29722949 U1, 30.12.1997 | |||
| DE 3610644 A1, 29.03.1986 | |||
| EP 0714923 A1, 20.11.1985 | |||
| ОРИЕНТАТОР ДЛЯ ДЕТАЛЕЙ, ИМЕЮЩИХ В СЕЧЕНИИ ФОРМУ МНОГОУГОЛЬНИКА С ЧЕТНЫМ ЧИСЛОМ СТОРОН | 0 |
|
SU277514A1 |
| ЖАЙset '^^ | 0 |
|
SU361349A1 |
| Способ изготовления труб из термопластов | 1961 |
|
SU143226A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВАННЫХ МЕТАЛЛИЧЕСКИХТРУБ | 0 |
|
SU177832A1 |

