Изобретение относится к устройствам для нанесения металлополимерных покрытий и может быть использовано для изготовления, ремонта и упрочнения поверхностей в различных отраслях промышленности.
Из уровня техники известно устройство (RU 2645562, МПК B05D 1/08, опубликовано 21.02.2018). Известное устройство для пламенного напыления термопластических полимерных порошков содержит пистолет-распылитель, созданный для выполнения распыления термопластических полимерных порошков и с возможностью подачи в него горючего газа для образования пламени, подлежащего направлению на изделие, на которое необходимо нанести покрытие, для нагрева поверхности указанного изделия до соответствующей рабочей температуры. При использовании известного устройства возможно нанесение только непосредственно термопластических полимерных порошков определенного химического и фракционного состава.
Из уровня техники известно устройство электродугового нанесения покрытий (US 2006/0105191 А1, МПК B22F 3/26, опубликовано 18.05.2006). В известном устройстве для нанесения покрытия применяют насадку. Причем устройство выполнено таким образом, что металлическая часть распыляемого материала вводится перед распылительной насадкой, а полимерный распыляемый материал в виде порошка или проволоки вводится в распылительный поток после распылительной насадки
Недостатком известного способа является то, возможность нанесения только антифрикционных покрытий.
В качестве прототипа предлагается устройство, описанное в журнале "Journal of Thermal Spray Technology", Volume 23(1-2), January 2014, p. 40-50, "Metal Matrix Composites Deposition in Twin Wire Arc Spraying Utilizing an External Powder Injection Composition" W. Tillmann, M. Abdulgader, L. Hagen, and J. Nellesen, (Submitted May 15, 2013; in revised form November 5, 2013). Описано устройство электродугового нанесения покрытий, выполненное с возможностью подачи проволочных материалов, при соприкосновении которых возбуждается электрическая дуга и содержащее пистолет с насадкой и закрепленными в ней форсунками, через которые подается легирующий материал. Данное устройство создано таким образом, что позволяет подавать в металлизационную струю только тугоплавкие материалы (оксиды, карбиды).
Задачей, на решение которой направлено настоящее изобретение, является сочетание процесса электродуговой металлизации с процессом нанесения термопластических полимерных порошковых материалов для получения металлополимерных покрытий.
Желаемым техническим результатом является: сокращение количества технологического оборудования (объединение двух видов технологического оборудования в один), уменьшение времени нанесения металлополимерного покрытия (за счет исключения времени на переналадку оборудования под другой процесс нанесения покрытий), формирование металлополимерного покрытия в рамках одного процесса без переналадки оборудования, получение функционального металлополимерного покрытия с требуемыми свойствами, за счет возможности использования в качестве легирующих материалов различных термопластичных полимерных порошковых материалов, эргономика (за счет исключения отдельного оборудования под каждый вид процесса).
Желаемый технический результат достигается тем, что устройство снабжено кольцевым контуром для подачи пропана или пропан-бутана или пропано-воздушной смеси, держатели с форсунками для инжектирования легирующего материала выполнены поворотными, с углом поворота, позволяющим инжектировать легирующий материал в различные зоны металлизационной струи.
Контур для подачи пропана или пропан-бутана позволяет активировать металлизационную струю, а также выполнять предварительный, сопутствующий или последующий нагрев поверхности детали или покрытия.
Поворотные держатели позволяют менять направление инжектирования легирующего материала, что в свою очередь позволяет применять как тугоплавкие материалы в качестве легирующих, так и легкоплавкие, например, термопластичные полимерные порошковые материалы (как стандартные, так и высокотемпературные) и наносить металлополимерное покрытие.
Пистолет металлизатора с насадкой представляет собой устройство, используемое для нанесения металлополимерных покрытий в составе оборудования для процесса электродуговой металлизации. Насадка на сопло пистолета металлизатора предназначена для модификации металлизационной струи и придания покрытию дополнительных функциональных свойств.
Особенность конструкции данного пистолета заключается в наличии узла (в виде насадки), закрепленного на сопле пистолета металлизатора. Данный узел обеспечивает инжектирование в металлизационную струю легирующих материалов (например, термопластичного полимерного порошкового материала, мелкофракционного абразивного материала). Также для активации и дополнительного подогрева металлизационной струи используется пропановое или пропан-бутановое, или пропан-воздушное пламя, подаваемое из кольцевого контура, смонтированного на корпусе пистолета.
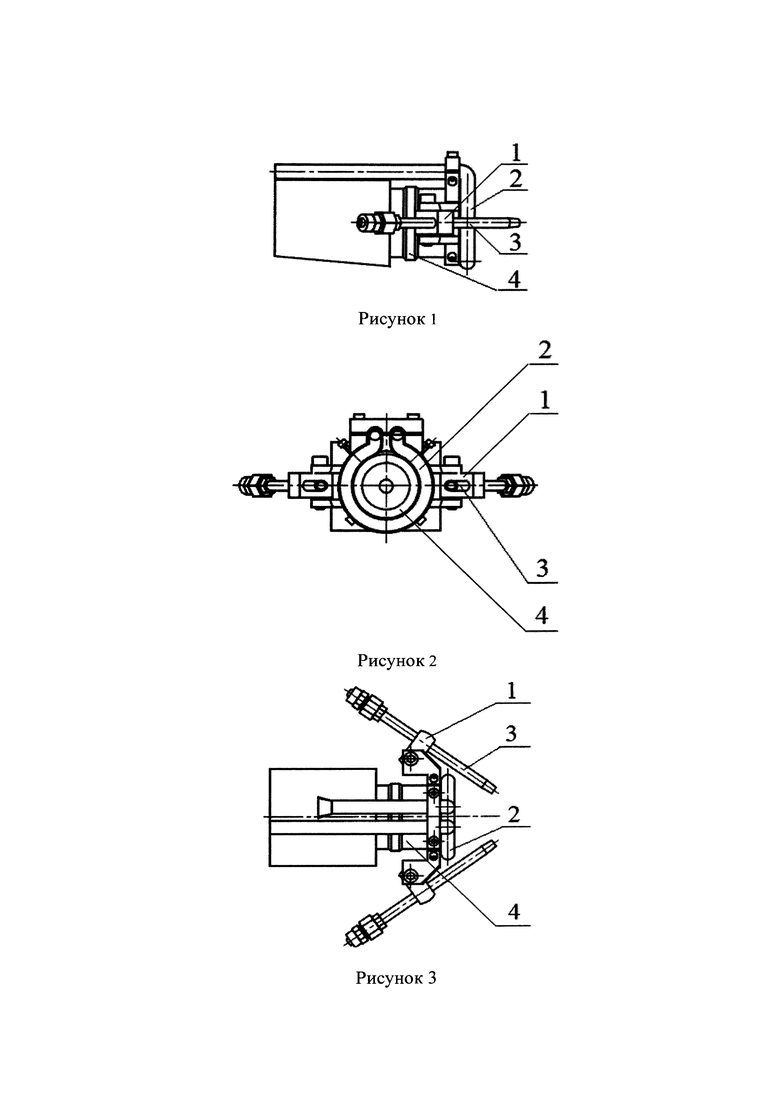
На рисунке 1 изображено устройство для нанесения металлополимерного покрытия (вид сбоку).
На рисунке 2 изображено устройство для нанесения металлополимерного покрытия (вид спереди).
На рисунке 3 изображено устройство для нанесения металлополимерного покрытия (вид сверху).
Где 1 - держатель, 2 - кольцевой контур для подачи пропана или пропан-бутана, 3 - форсунка для инжектирования легирующего материала, 4 - сопло пистолета металлизатора
Принцип работы
В рабочий орган - пистолет металлизатора для нанесения покрытий через специальные направляющие непрерывно осуществляется подача двух проволочных материалов (электродов), при соприкосновении которых возбуждается электрическая дуга, за счет чего происходит их расплавление и последующее распыление расплавленного металла струей транспортирующего газа.
Конструкция насадки монтируется на стандартном сопле пистолета металлизатора. Через данную насадку осуществляется инжектирование в металлизационную струю легирующих материалов, предназначенных для модификации металлизационного покрытия и придания дополнительных функциональных (например, антикоррозионных) свойств.
Легирующий материал подается по шлангам из отдельно установленного порошкового питателя. В качестве транспортирующего газа используется инертный или горючий газ, включая воздух, кислород, водород, аргон, гелий и т.п. Параметры подачи легирующего материала, такие как давление и расход транспортирующего газа, расход легирующего материала устанавливаются и настраиваются на панели управления питателя.
Конструкция насадки имеет особенности:
1. Насадка для подачи легирующего материала
Корпус насадки выполнен в виде втулки, которая монтируется на сопло (4) пистолета металлизатора. На втулке, длиной 15 мм и внутренним диаметром 50 мм, на цилиндрической поверхности расположены четыре отверстия с резьбой М4 для винтов, фиксирующих насадку на сопле пистолета металлизатора. На насадке по бокам (справа и слева) относительно оси струи расположены два поворотных (на 180°) держателя с отверстиями, предназначенными для установки и закрепления форсунок. Ось каждой форсунки (3), расположенной в держателе, располагается на расстоянии 40-50 мм от оси втулки. Держатель (1) позволяет регулировать угол, а также «вылет» форсунки (3) относительно места крепления в диапазоне 5-100 мм. Форсунки (3) в крепежном элементе фиксируются с помощью зажима, позволяющего быстро и легко изменять положение («вылет») форсунок (3) в держателе.
Форсунки (3) представляют собой металлические трубки длиной 100-150 мм и внутренним диаметром 3-5 мм (для беспрепятственного прохода легирующего материала). Форсунки (3), установленные в держатели, имеют возможность поворота на 180° относительно оси втулки, форсунки (3) в крепежных элементах расположены на равном расстоянии - 40 мм от оси втулки.
Соединение форсунок (3) и шлангов с транспортирующим газом выполняется с помощью быстросъемных соединений для легкого монтирования насадки на сопле пистолета металлизатора.
2. Кольцевой контур (2) для подачи пропана или пропан-бутана, или пропан-воздушной смеси
Кольцевой контур (2) для подачи пропана или пропан-бутана, или пропан-воздушной смеси представляет собой полую трубку внутренним диаметром 5 мм в виде кольца с наличием восьми отверстий диаметром 0,8-1,0 мм, равномерно расположенными по внутреннему диаметру трубки. Отверстия выполнены под определенным углом так, чтобы точка схождения потоков горючего газа из отверстий находилась на оси металлизационной струи, на расстоянии 50-100 мм от среза сопла пистолета металлизатора. Кольцевой контур (2) расположен перпендикулярно оси струи, а также соосно оси сопла пистолета металлизатора на расстоянии 10-50 мм от среза сопла пистолета металлизатора. Кольцевой контур (2) фиксируется к корпусу пистолета металлизатора. В системе подачи пропана или пропан-бутана, или пропан-воздушной смеси используется блок газоподготовки, включающий ротаметр, обратный клапан, игольчатый кран.
Конструкция насадки позволяет выполнять:
- изменение угла наклона форсунок на 180° при инжектировании в металлизационную струю легирующего материала относительно ее оси для установки и регулирования угла схождения при инжектировании легирующего материала;
- продольное перемещение форсунок (3) относительно оси металлизационной струи и, соответственно, регулирование дистанциии инжектирования легирующего материала в металлизационную струю от среза сопла пистолета металлизатора до периферийной области, тем самым регулируя глубину подачи легирующего материала в металлизационную струю (для подбора оптимального режима инжектирования);
- поперечное перемещение форсунок (3) относительно оси металлизационной струи и, соответственно, регулирование расстояния инжектирования легирующего материала в струю (для подбора оптимального режима инжектирования);
- инжектирование легирующих материалов (например, полимерного порошка, мелкофракционного абразивного материала) через форсунки (3) с двух сторон (справа и слева) относительно оси струи под требуемым углом в металлизационную струю при процессе электродуговой металлизации (ЭДМ).
- активацию и дополнительный подогрев металлизационной струи пропановым или пропан-бутановым, или пропан-воздушным пламенем, подаваемым из кольцевого контура, смонтированного на корпусе пистолета. Данная опция необходима при использовании в качестве легирующих элементов полимерных порошковых материалов для предварительного, сопутствующего и последующего подогрева напыляемой поверхности и повышения температуры факела при инжектировании полимерного материала.
Примечание:
1 Технологические параметры инжектирования необходимо адаптировать для каждого легирующего материала индивидуально.
2. Дополнительная насадка также позволяет использовать легирующий материал в виде мелкофракционного абразивного материала для получения дополнительных функциональных (например, антискользящих) свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОГО НАПЫЛЕНИЯ ПОКРЫТИЯ | 2019 |
|
RU2715827C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ С НИЗКОЙ ПОВЕРХНОСТНОЙ ЭНЕРГИЕЙ ПРОТИВ БИООБРАСТАНИЯ | 2020 |
|
RU2760600C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕСКОЛЬЗЯЩЕГО ПОКРЫТИЯ | 2020 |
|
RU2753273C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИКОРРОЗИОННОГО МЕТАЛЛОПОЛИМЕРНОГО ПОКРЫТИЯ | 2021 |
|
RU2789355C1 |
| СПОСОБ ЭЛЕКТРОТЕРМИЧЕСКОГО ПОЛУЧЕНИЯ ПОРОШКОВЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2387737C2 |
| УСТАНОВКА ДЛЯ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ НАНОСТРУКТУРИРОВАННОГО ПОКРЫТИЯ | 2008 |
|
RU2407700C2 |
| Распыляющая металлизационная головка | 1989 |
|
SU1787049A3 |
| СПОСОБ ЭЛЕКТРОТЕРМИЧЕСКОГО ПОЛУЧЕНИЯ И ОБРАБОТКИ ИЗДЕЛИЙ И ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2402630C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРИВАЛОЧНЫХ ПЛОСКОСТЕЙ ГОЛОВОК ЦИЛИНДРОВ | 2010 |
|
RU2417146C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОГО ПОКРЫТИЯ | 2008 |
|
RU2394937C1 |
Изобретение относится к устройствам для нанесения металлополимерных покрытий и может быть использовано для изготовления, ремонта и упрочнения поверхностей в различных отраслях промышленности. Устройство для нанесения металлополимерного покрытия содержит пистолет-металлизатор, выполненный с возможностью подачи двух проволочных металлических материалов, при соприкосновении которых возбуждается электрическая дуга для формирования металлизационной струи, кольцевой контур, представляющий собой полую трубку с равномерно расположенными отверстиями, который смонтирован на корпусе пистолета-металлизатора и выполнен с возможностью активации и дополнительного подогрева металлизационной струи пропановым или пропан-бутановым, или пропан-воздушным пламенем, насадку, смонтированную на сопле пистолета-металлизатора, содержащую два поворотных держателя с форсунками для инжектирования в металлизационную струю термопластических полимерных порошковых материалов, при этом форсунки выполнены с возможностью поворота, позволяющего инжектировать упомянутый термопластический полимерный порошковый материал в разные зоны металлизационной струи. Обеспечивается сокращение количества технологического оборудования, уменьшение времени нанесения металлополимерного покрытия, формирование металлополимерного покрытия в рамках одного процесса без переналадки оборудования, получение функционального металлополимерного покрытия с требуемыми свойствами, за счет возможности использования в качестве легирующих материалов разных термопластичных полимерных порошковых материалов. 3 ил.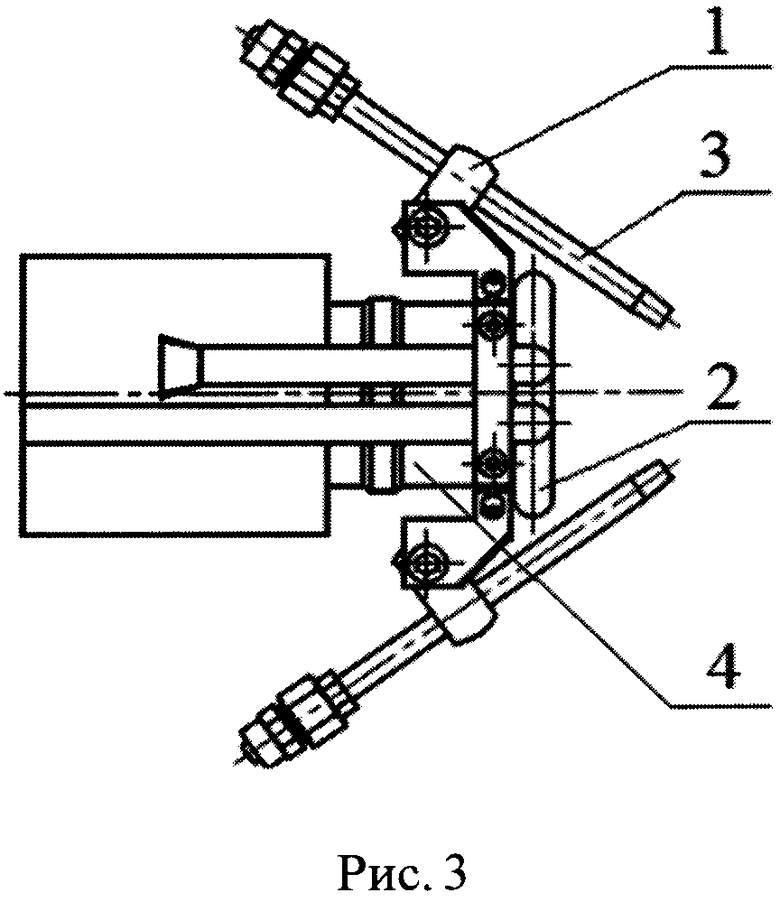
Устройство для нанесения металлополимерного покрытия, содержащее пистолет-металлизатор, выполненный с возможностью подачи двух проволочных металлических материалов, при соприкосновении которых возбуждается электрическая дуга для формирования металлизационной струи, отличающееся тем, что оно содержит кольцевой контур, представляющий собой полую трубку с равномерно расположенными отверстиями, который смонтирован на корпусе пистолета-металлизатора и выполнен с возможностью активации и дополнительного подогрева металлизационной струи пропановым или пропан-бутановым, или пропан-воздушным пламенем, и насадку, смонтированную на сопле пистолета-металлизатора, содержащую два поворотных держателя с форсунками для инжектирования в металлизационную струю термопластических полимерных порошковых материалов, при этом форсунки выполнены с возможностью поворота, позволяющего инжектировать упомянутый термопластический полимерный порошковый материал в разные зоны металлизационной струи.
| Электрометаллизатор | 1977 |
|
SU802394A1 |
| Покрытие | 1989 |
|
SU1838445A3 |
| CN 105500823 A, 20.04.2016 | |||
| KR 1020080002697 A, 04.01.2008 | |||
| CN 109023213 A, 18.12.2018. | |||

