Предпосылки изобретения
1. Область изобретения
Это изобретение относится к устройству и способу формования или литья протезов или протезных гнезд на остаточных конечностях.
2. Описание известного уровня техники
Гнезда для остаточных конечностей согласно известному уровню техники формуют с использованием различных устройств и способов, включающих формование термореактивных, термопластических и других смолистых материалов для получения относительно жесткого гнезда для соединения остаточной конечности с протезным средством без ощущения дискомфорта для пользователя. Такие формованные гнезда без усилений или с ними описаны в патентах США N 5163965, выданном 17 ноября 1992 г. Rasmusson and Fischel, и N 5263990, выданном 23 ноября 1993 г. Handal.
Известный уровень техники включает формование гнезд из смолистых материалов с использованием охватываемой или позитивной формы остаточной конечности, которую формуют из гипса в виде охватывающего или негативного формованного рукава, который был отформован непосредственно на остаточной конечности. Также известен способ формования законченного гнезда с использованием системы формования под давлением, примером которой служит система ICECAST, сделанная Ossur HF of Reykjavik, Iceland. Позитивную форму затем подгоняют или "доводят" в соответствии с хорошо известными способами для получения рельефа для чувствительных районов остаточной конечности и получения правильных размеров гнезда, которое будет должным образом соответствовать остаточной конечности.
Другие процедуры для формования переходных или законченных гнезд были описаны в документах известного уровня техники, включая процедуру использования бинта SCOTCHCAS, изготовленного ЗM Company of Minneapolis, Minnesota, для производства переходных протезных гнезд для людей с ампутациями ниже колена.
Существующие устройства для формования протезных гнезд на остаточных конечностях громоздки и в определенной степени сложны. Желательно создать упрощенное и компактное устройство для литья или формования протезного гнезда или гнезда протеза, которое не только облегчает литье или формование под давлением материала гнезда протеза или формовочного материала непосредственно на дальней оконечной части остаточной конечности, но которое также дает возможность прилагать натяжение к дальней оконечной части остаточной конечности в процессе формования для получения лучше подогнанного гнезда.
Сущность изобретения
Настоящее изобретение представляет собой устройство для формования протезного гнезда или гнезда протеза, сформированное из базы, на которой установлена удлиненная кольцевая формовочная камера, которая по периферии окружает расположенный, в целом, в центре формовочный район, который может простираться от основы по длине камеры. Предпочтительно, камера состоит из гибкого, непроницаемого для воздуха, относительно нерастягивающегося листового материала, окружающего во взаимодействии с базовым элементом воздушную емкость, окружающую по периферии формовочный район, когда камера простирается от передней стороны базы и, по меньшей мере, частично накачана для натяжения материала камеры. База, предпочтительно, содержит соединитель стягивающего элемента для удерживания стягивающего элемента, соединенного с присасывающимся гнездом, предварительно установленным на дальней оконечной части остаточной конечности, на которой должно формоваться гнездо протеза. База также включает проход для воздуха, сообщающийся с воздушной полостью камеры, и клапан в проходе для воздуха, установленный для регулирования потока воздуха, проходящего через проход.
Формуемый и затвердевающий материал, который может быть любым пригодным формуемым и отверждаемым материалом, включая алебастр, рукава гнезда протеза помещают поверх присасывающегося рукава, имеющего стягивающий элемент или направляющий штифт, проходящий сквозь материал гнезда протеза в зацеплении со стягивающим соединителем, установленным на базе или просто проходящим в базу как центрирующая направляющая. Рукав протеза, при необходимости, может включать соединитель протезного средства на его дальнем конце, который может представлять часть рукава протеза и, в конечном итоге, гнездо до протеза. Материал гнезда протеза может отливаться и формоваться поверх остаточной конечности, но не затвердевает, когда его первоначально помещают поверх присасывающегося гнезда и конечности.
Распространение камеры и ее накачивание поверх дальней части остаточной конечности, на которую предварительно помещены присасывающееся гнездо и формуемый материал рукава протеза, делает возможным сжатие дальней части остаточной конечности, включая материал рукава протеза, пока материал рукава протеза подвергается затвердеванию и принимает относительно жесткую, структурную форму. Однако, благодаря геометрии накачиваемой камеры и конфигурации дальней части остаточной конечности, присасывающегося гнезда и формовочного материала гнезда протеза, генерируется результирующая сила натяжения между базовым элементом и присасывающимся рукавом и передается стягивающему элементу при его использовании, когда накачиваемую камеру накачивают так, чтобы сжимать дальнюю часть остаточной конечности с присасывающимся гнездом и формовочным материалом гнезда протеза. Эта сила натяжения приводит к удлинению дальней части остаточной конечности при ее сжатии накачиваемой камерой и пропорциональна давлению накачивания камеры и другим переменным величинам. Комбинация сил сжатия и натяжения, воздействующих на дальнюю часть остаточной конечности, производит гнездо протеза из материала гнезда после затвердения последнего, которое комфортабельно для пользователя без дальнейшей существенной подгонки гнезда. Материал гнезда может включать надлежащие внутреннее и наружное покрытия из ткани, делающие гнездо комфортабельным при ношении и необходимые для косметических целей.
Изобретение включает ручной насос, который может присоединяться к базовому элементу для создания давления в накачиваемой камере, причем базовый элемент и ручной насос могут быть соединены между собой при помощи быстро соединяемого/разъединяемого соединения и штуцера, который открывает в нормальном положении закрытый обратный клапан, расположенный в проходе для воздуха и сообщающийся с внутренним пространством накачиваемой камеры так, что накачиваемая камера может снабжаться сжатым воздухом при помощи насоса, когда насос и базовый элемент соединены между собой. В противном случае клапан блокирует выход воздуха из накачиваемой камеры.
Накачиваемая камера может быть сформирована из непрерывного трубчатого элемента, вывернутого внутренней стороной наружу поверх части самого элемента, с образованием двух трубчатых секций одна внутри другой, свободные концы которых соединяют с уплотнением с базовым элементом. Воздушная полость, таким образом, образована между внутренней и наружной трубчатыми секциями, соединенными с базовым элементом, и воздушная полость находится в сообщении с проходом для воздуха, расположенным в базовом элементе.
Накачиваемая камера может формироваться из силиконового каучука, в который заделана армирующая ткань или волокна, которые делают материал относительно нерастяжимым, в то же время оставляя его очень гибким и податливым, благодаря чему он следует контурам остаточной конечности в формовочном районе, расположенном внутри внутренней трубчатой секции накачиваемой камеры.
Накачиваемую камеру можно удобно скатывать вперед и назад относительно базового элемента, когда она частично накачана, чтобы открывать переднюю сторону базового элемента для стягивающего элемента, который может быть соединен с присасывающимся гнездом. Механизм присоединения и отсоединения стягивающего элемента, если его используют, также доступен с передней стороны базового элемента, когда накачиваемую камеру скатывают назад относительно базового элемента. Накатывание накачиваемой камеры вперед поверх дальней оконечной части остаточной конечности, на которую помещены присасывающееся гнездо и материал протеза, вызывает охват материала протеза и приводит материал в близкое соответствие дальней оконечной части остаточной конечности, в особенности после накачивания камеры до избранного давления для получения формования под давлением или литья материала гнезда протеза в процессе его затвердевания. Как отмечено выше, сила сжатия также производит результирующее натяжение или силу натяжения, прилагаемую к стягивающему элементу, который удлиняет и стягивает дальнюю часть остаточной конечности при формовании под давлением для производства лучше подогнанного гнезда протеза из затвердевающего материала рукава гнезда.
При необходимости стягивающий элемент и стягивающий соединительный элемент могут быть исключены так, что может осуществляться простое формование под давлением без приложения к присасывающемуся гнезду напряжения или силы натяжения.
Формовочный материал рукава протеза, предпочтительно, составляет матрица из арматуры, пропитанной отверждаемым водой смолистым материалом, который подготовлен как предварительно сформированный скатанный рукав, который может легко надеваться на дальнюю часть остаточной конечности. Могут использоваться различные комбинации смол и арматуры, и конкретный предпочтительный материал описан ниже более подробно.
Краткое описание чертежей
Фиг. 1 изображает вертикальный вид в сечении, демонстрирующий устройство для формования гнезда протеза, сконструированное согласно настоящему изобретению, и, в частности, кольцевую формующую накачиваемую камеру, установленную на базовом элементе, который включает в этом примере осуществления изобретения расцепляемый соединитель стягивающего элемента и воздушный канал для впуска воздуха в воздушную емкость в формующей накачиваемой камере и выпуска воздуха из нее;
фиг. 2 изображает деталь силиконового материала накачиваемой камеры, иллюстрирующую армирующие волокна, используемые в материале;
фиг. 3 изображает вид в сечении, сделанном по линии III - III на фиг. 2;
фиг. 4 изображает воздушный насос, применяемый с узлом формовочной накачиваемой камеры для накачивания камеры, а также для получения средства для измерения и считывания натяжения и измерения давления, связанного с насосом;
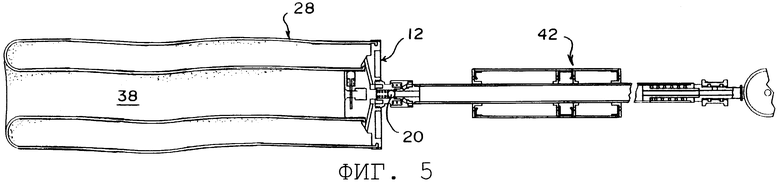
фиг. 5 и 6 изображают формующую накачиваемую камеру при накачивании камеры;
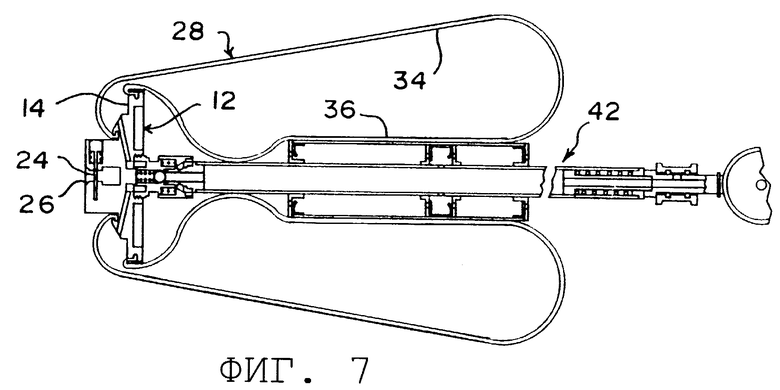
фиг. 7 изображает накачиваемую камеру, скатанную назад от базы с насосом, соединенным с базой;
фиг. 8 изображает присасывающееся гнездо, надетое на остаточную конечность, со стягивающим соединителем, простирающимся от дальнего конца присасывающегося гнезда, соединенного с базой, и формуемый и затвердевающий материал протеза с соединителем протеза, установленным поверх присасывающегося рукава между присасывающимся рукавом и базой;
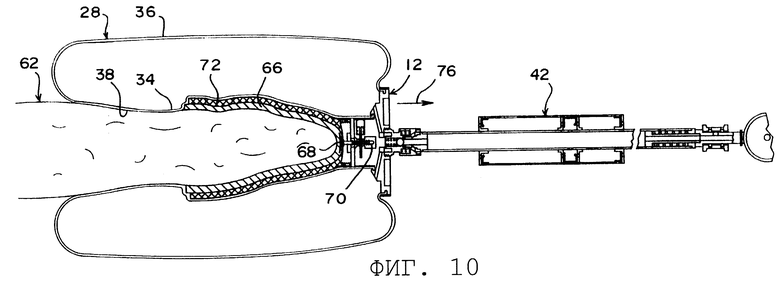
фиг. 9 и 10 изображают накачиваемую камеру, поступательно скатываемую вперед относительно базы поверх силиконового рукава и формуемого материала протеза, при этом накачиваемая камера находится в частично накачанном состоянии;
фиг. 11 изображает устройство для формования гнезда протеза согласно изобретению с накачиваемой камерой в полностью накачанном состоянии, прилагающей сжатие к дальней части остаточной конечности, присасывающемуся гнезду и материалу протеза и с силой натяжения, прилагаемой к стягивающему элементу через базу вследствие противодействующих сил, возникающих в результате взаимодействия между накачанной камерой, остаточной конечностью, присасывающимся рукавом и материалом протеза;
фиг. 12 изображает вид в сечении, демонстрирующий детали базы, присасывающийся рукав, материал протеза и соединитель протеза, стягивающий элемент и связанный с ним расцепляемый соединитель стягивающего элемента, установленный на базе, а также соединение формующей накачиваемой камеры с базой и детали воздушного канала/обратного клапана;
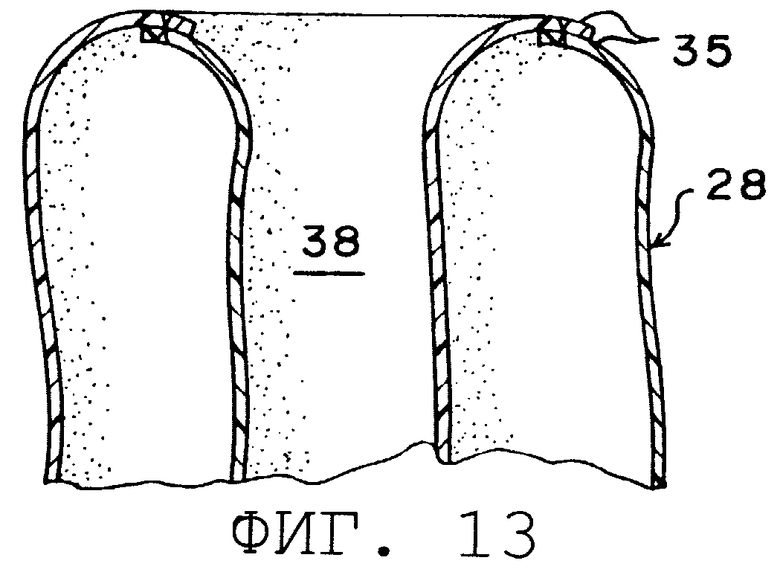
фиг. 13 изображает альтернативную форму выполнения накачиваемой камеры и
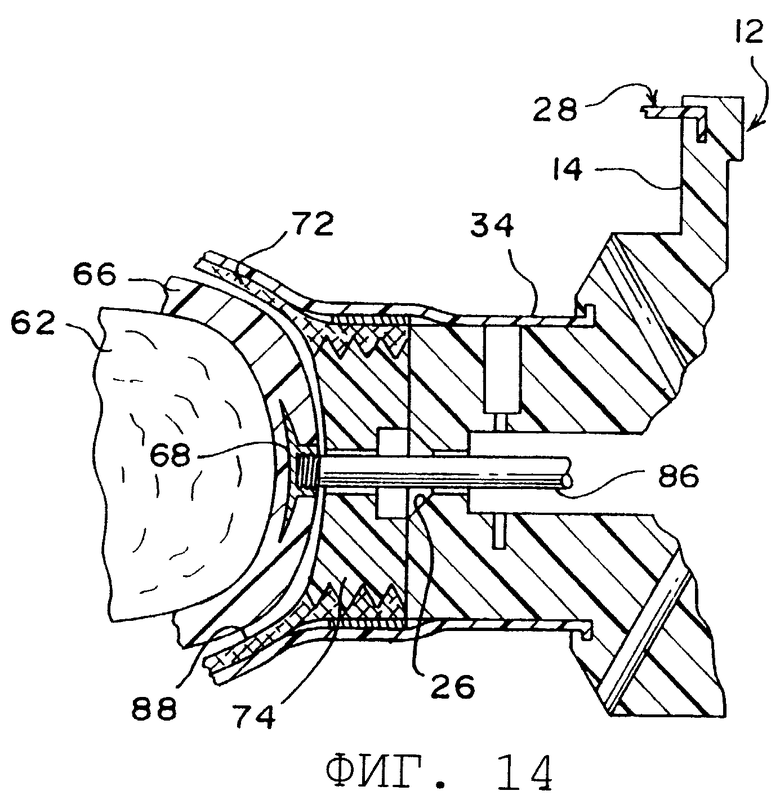
фиг. 14 изображает альтернативную форму выполнения соединителя присасывающегося гнезда и базового элемента.
Подробное описание предпочтительного примера (примеров) осуществления изобретения
Как показано на чертежах, устройство 10 для формования гнезда протеза, согласно предпочтительной форме осуществления изобретения, включает базовый элемент 12, имеющий переднюю сторону 14 и заднюю сторону 16. Базовый элемент 12 также, предпочтительно, включает проход 18 для воздуха, который простирается назад от задней стороны 16, но который в нормальном состоянии закрыт смещаемым пружиной обратным клапаном 20 шарикового типа, который удерживает проход для воздуха закрытым для выхода воздуха наружу через заднюю сторону 16 базового элемента 12. Расположенный в проходе для воздуха быстро присоединяемый/расцепляемый соединитель 22 дает возможность прикрепления насосного элемента (будет описан ниже) к базовому элементу 12 для открывания обратного клапана 20 и допуска избирательно сжатого воздуха в канал 18.
Базовый элемент 12 также включает расцепляемый соединитель 24 стягивающего элемента, который составляет смещаемую пружиной пластину с прорезями, которая входит в зацепление с штифтовым стягивающим элементом (будет описан ниже) при формовании под давлением гнезда протеза на дальней части остаточной конечности. Отверстие 26 в передней стороне базового элемента 12 обеспечивает доступ к соединителю 24 стягивающего элемента из формовочного района, образованного накачиваемой кольцевой формовочной камерой 28, соединенной с передней стороной базового элемента 12.
Формовочная камера 28, предпочтительно, сформирована из силиконового каучука, армированного тканью или нитями из материала, который относительно нерастяжим в сравнении с каучуковым материалом накачиваемой камеры. На фиг. 2 и 3 представлен материал 30, сформированный, например, из листа гибкого и податливого силиконового каучука или любого другого гибкого и приспосабливаемого к органу тела материала с тканью или нитями армирующего материала 32, заделанными в силиконовый каучук для того, чтобы сделать материал накачиваемой камеры относительно нерастяжимым как в радиальном, так и в продольном направлениях. Весьма важно то, чтобы материал накачиваемой камеры имел такую конфигурацию и был сформирован так, чтобы получить накачиваемую камеру, которая не будет раздуваться больше зафиксированного суммарного объема, который будет ограничен материалом накачиваемой камеры и, согласно предпочтительному примеру осуществления изобретения, базой 12.
В предпочтительном примере осуществления изобретения материал 30 накачиваемой камеры формируют из единственной трубы из листового материала накачиваемой камеры, вывернутой внутренней стороной наружу поверх части ее самой так, чтобы формировать непрерывную трубчатую камеру, имеющую внутреннюю и наружную трубчатые секции, как показано, со свободными концами трубчатого элемента, заделанными с уплотнением в базовый элемент 12. В соответствии с предпочтительным примером осуществления изобретения, внутренняя секция 34 загнутого трубчатого элемента может иметь меньший оконечный диаметр, чем наружная секция 36, и оба конца могут быть прикреплены к передней стороне базового элемента 12. В альтернативном варианте свободные концы трубчатого элемента, имеющего секции 34, 36, могут иметь такую конфигурацию, чтобы они герметично соединялись с базовым элементом 12 любым пригодным способом. Предпочтительный вариант крепления свободных концов трубчатых секций 34, 36 к базовому элементу 12 можно видеть на фиг. 12, и он будет описан ниже более подробно.
В альтернативном варианте трубчатые секции 34, 36 могут быть сформированы из внутреннего и наружного трубчатых элементов, сформированных из подобного гибкого, но относительно нерастяжимого материала, причем внутренние концы трубчатых элементов герметично соединены с базой 12, и наружные концы трубчатых элементов герметично соединены между собой на их концах 35, противоположных базе 12, как показано на фиг. 13. Очевидно, что любое пригодное устройство для получения накачиваемой камеры, которая будет ограничивать описанный ниже, в целом, центральный формовочный район, может использоваться в качестве камеры 28. Весьма важной характеристикой камеры 28 является то, что ее формируют из материала, который сам не будет существенно раздуваться при натяжении, кроме того, накачиваемая камера будет полностью гибкой, когда она накачана для охвата остаточной конечности, расположенной внутри внутренней трубчатой секции 34, которая должна составлять, в целом, центральный район 38 формования гнезда.
Формовочный район 38 внутри внутренней трубчатой секции 34 простирается от отверстия 26, расположенного в передней стороне базы 12, вперед к принимающему остаточную конечность открытому отверстию 40, которое может перемещаться относительно базы 12 способом, описанным в связи с фиг. 7 - 10.
Площадь поперечного сечения и общий объем формовочного района 38, когда он пуст, должны быть меньше, чем площадь поперечного сечения и объем дальней части остаточной конечности, присасывающегося гнезда и материала гнезда протеза, помещенных внутрь формовочного района при формовании гнезда протеза, которое будет описано ниже. То есть, когда накачиваемая камера 28 накачана до достаточного давления для натяжения материала камеры, общий объем формовочного района 38 будет меньше, чем объем дальней части остаточной конечности, присасывающегося гнезда, помещенного на дальнюю часть остаточной конечности, и материала гнезда протеза, который должен быть отформован на месте дальней части остаточной конечности.
Предпочтительно, ручной насос 42, показанный на фиг. 4, может применяться для избирательного создания давления в накачиваемой камере 28. Насос 42 включает штуцер 44 для быстрого присоединения/отсоединения насоса, расположенный на его переднем конце для сопряжения с соединителем 22 в воздушном проходе для быстрого присоединения/отсоединения, соединенным с проходом 18 для воздуха в базовом элементе 12. Такие быстро присоединяемые/отсоединяемые соединители и штуцеры хорошо известны специалистам в данной области техники и не составляют сами по себе часть настоящего изобретения. Любой пригодный быстро присоединяемый/отсоединяемый соединитель или штуцер может использоваться для получения функции присоединения, с возможностью отсоединения, насоса 42 к базовому элементу 12 для избирательной подачи сжатого воздуха в воздушный проход 18 и накачиваемую камеру 28.
В альтернативном варианте, конечно, мог бы использоваться любой пригодный воздушный проход для подачи воздуха или насос, например, штуцер (не показан) для непосредственной подачи воздуха на самой накачиваемой камере, подобный штуцерам, используемым на пневматических шинах, накачиваемых мячах и игрушках.
Насос 42 может включать движимый вручную поршень 46 двойного действия, скользящий вдоль удлиненного цилиндра 48 таким образом, чтобы подавать сжатый воздух из пространства снаружи от поршня 46 по каналам 50, 52, 54 внутрь цилиндра 48 и, в конечном итоге, в воздушный проход 18 через обратный клапан 20. В соответствии с конструкциями известных быстро присоединяемых/отсоединяемых соединителей, штуцер 44 насоса 42 будет устроен так, чтобы смещать в нормальном положении закрытый обратный клапан 20 в открытое положение для получения возможности вводить сжатый воздух в накачиваемую камеру 28 при приведении в действие насоса 42. Однако насос 42, предпочтительно, будет удерживать давление, которое образуется внутри воздушной емкости накачиваемой камеры.
Насос 42 может включать индикатор 56 натяжения, клапан 58 сброса давления и индикатор 60 давления для отображения статического давления в накачиваемой камере 28, когда насос 42 присоединен к базе 12. Понятно, что клапан 58 сброса давления применен для управляемого сброса давления из накачиваемой камеры 28 избирательным образом.
Фиг. 5 изображает насос 42, присоединенный к базе 12, при этом накачиваемая камера 28 находится в относительно слабо накачанном состоянии, отступая вперед от передней стороны базы 12. Работа насоса 42 обеспечивает накачивание камеры 28, как показано на фиг. 6, где обратный клапан 20 показан в открытом состоянии, и сжатый воздух из насоса 42 подается во внутреннее пространство накачиваемой камеры 28 по воздушным проходам 18. Будет видно, что расположенный в центре формовочный район 38 во внутреннем пространстве накачиваемой камеры 28 относительно мал в сравнении с суммарным размером накачиваемой камеры и может быть выполнен в любой желательной конфигурации или форме для обеспечения выполнения операции формования, которая будет описана ниже.
Как показано на фиг. 7 и 8, для обеспечения доступа к отверстию 26 и соединителю 24 стягивающего элемента, расположенным на передней стороне 14 базы 12, накачиваемая камера 28 может быть скатана назад поверх периферии базы 12 так, что обе секции 34, 36 надежно отводятся из района отверстия 26 назад от базы 12. Это можно осуществлять, когда накачиваемая камера 28, предпочтительно, частично накачана так, чтобы камере придавалась устойчивость при скатывании камеры назад относительно базы 12. Насос 42, как показано, может быть присоединен к базе 12 для получения функционального средства для всего узла, состоящего из базы 12, накачиваемой камеры 28 и насоса 42 при проведении процедур, описанных ниже.
Как показано на фиг. 8, когда накачиваемая камера 28 скатана назад, дальнюю часть 62 остаточной конечности 64, которая вставляется в гнездо протеза, вставляют в присасывающееся гнездо или рукав 66 из силиконового эластомера, например рукав из силиконового каучука типа, поставляемого под торговой маркой ICEROSS и выпускаемого Ossur HF of Reykjavik, Iceland. Такие присасывающиеся рукава хорошо известны и поставляются различными производителями как подкладки для гнезд протезов, соединяемых с протезными средствами, такими как искусственные ноги и стопы. Термин "присасывающееся гнездо" означает, что гнездо надевают на дальнюю часть остаточной конечности так, что оно не пропускает воздух и не отделяется от кожи остаточной конечности.
Присасывающееся гнездо 66 точно соответствует дальней части 62 остаточной конечности 64 и включает оконечное крепежное средство 68, к которому прикрепляется стягивающий элемент 70, который будет описан ниже более подробно в связи с описанием фиг. 12.
Стягивающий элемент 70 жестко соединяет оконечное крепежное средство 68 присасывающегося гнезда 66 с базой 12 при помощи отверстия 26 и расцепляемого соединителя 24 стягивающего элемента.
Формуемый и затвердевающий материал 72 гнезда включает, согласно предпочтительному примеру осуществления изобретения, но при желании может и не включать, соединитель 74 протезного средства, расположенный в дальней его части. Материал 72 гнезда протеза, предпочтительно, является предварительно сформированной невулканизированной матрицей из арматуры и затвердевающего материала, предпочтительно, отверждаемого водой материала, который может поставляться в свернутой форме и который может быть развернут или надет на дальнюю часть 62 остаточной конечности по существу таким же образом, как и присасывающийся рукав или гнездо 66. Материал 72 гнезда протеза с соединителем 74 протеза или без него может быть раскатан поверх присасывающегося гнезда 66 со стягивающим элементом 70, проходящим через дальнюю оконечную часть материала 72 гнезда протеза и (необязательно) соединитель 74 протезного средства.
Таким образом, скатанная назад накачиваемая камера 28 обеспечивает доступ к передней стороне базы 12, по меньшей мере, в ее районе, который принимает стягивающий элемент 70, так, что дальняя часть 64 остаточной конечности, присасывающееся гнездо 66, невулканизированный материал 72 гнезда протеза и (необязательно) соединитель 74 протеза могут располагаться так, чтобы они занимали формовочный район 38, когда накачиваемую камеру 28 загибают или накатывают обратно поверх базы 12 в ее переднее положение для формования, показанное на фиг. 9 и 10.
Как показано на фиг. 9, накачиваемая камера 28 находится в процессе накатывания вперед относительно базы 12, при этом камера частично накачана до избранного давления, которое обеспечивает удобное накатывание накачиваемой камеры 28 поверх базы 12 для схватывания дальней части 62 остаточной конечности 64 с присасывающимся гнездом 66 и материалом 72 гнезда протеза, расположенными в положении для формования и прикрепленными к базе 12 при помощи стягивающего элемента 70. Накачиваемую камеру 28 накатывают вперед, как показано на фиг. 10, пока она не охватит полностью формовочный материал 72, находящийся в формовочном районе 38, ограниченном внутренней трубчатой секцией 34 камеры 28. Конечно, при охвате материала 72 гнезда протеза и дальней части 62 остаточной конечности формовочный район 38 деформируется с получением большего объема, чем его объем в состоянии покоя без остаточной конечности, присасывающегося гнезда и материала протеза, расположенных в формовочном районе. При накачивании камеры 28 до избранного давления, например 10 мм ртутного столба, дальняя часть 62 остаточной конечности сжимается по окружности наряду с материалом 72 гнезда протеза и присасывающимся гнездом 66, в результате чего создается противодействующая сила между соединителем стягивающего элемента на базе 12 и стягивающим штифтом 70, посредством чего база 12 прилагает силу натяжения к стягивающему элементу 70 в направлении дальнего конца относительно дальней части 62 остаточной конечности, как показано стрелкой 76. Однако базовый элемент 12 соединен со стягивающим элементом 70 и, когда он увлекается в дальнем направлении пневматическим давлением в накачиваемой камере, прилагает силу натяжения к элементу 70, которая передается оконечному креплению 68 присасывающегося рукава 66 в направлении стрелки 76, вызывая приложение осевой силы к присасывающемуся гнезду 66, таким образом удлиняя и натягивая дальнюю часть 62 остаточной конечности 64, в результате чего дальняя часть в некоторой степени уменьшается в диаметре и удлиняется, находясь под давлением накачанной камеры 28.
Перед накатыванием накачиваемой камеры 28 поверх формовочного материала или материала 72 протезного гнезда материал гнезда увлажняют для начала отверждения материала гнезда, предпочтительно, путем погружения материала гнезда в воду или другую жидкость, которая удобна и безопасна при использовании в окружающей среде, где происходит формование гнезда. Таким образом, при отверждении дальняя часть 62 сжата накачанной камерой 28, и стягивающая противодействующая нагрузка накладывается на дальнюю часть 62 остаточной конечности противодействующей силой, создаваемой накачиванием камеры, воздействующей на базовый элемент 12, что создает силу натяжения, воздействующую на элемент 70 для стягивания и удлинения дальней части 62 остаточной конечности, когда материал 72 подвергается отверждению под давлением в формовочном районе, создаваемым накачанной камерой 28.
Как показано на фиг. 11, насос 42 может удаляться с базы 12 при отверждении материала 72 на надлежащий период времени, необходимый для такого отверждения материала гнезда протеза.
Фиг. 12 изображает предпочтительный пример выполнения базы 12 и связанной с ней конструкции, включающей накачиваемую камеру 28, более подробно. Сборка из присасывающегося гнезда 66, материала 72 гнезда, соединителя 74 протезного средства, оконечного крепления 68 и стягивающего штифта 70 описана в находящейся на рассмотрении заявке на патент США S.N. 08/559311, зарегистрированной 15 ноября 1995 г., совладельцем которой является правопреемник настоящего изобретения, и которая включена сюда как ссылочный материал. Весьма важно то, что присасывающееся гнездо 66 сформировано из очень гибкого силиконового эластомера, который может быть армирован (или нет) тканью или волокнами для регулирования растяжения присасывающегося гнезда, по меньшей мере, в дальнем направлении, одновременно допуская растяжение присасывающегося гнезда в радиальном направлении. Оконечное крепление 68 заделано внутрь тела присасывающегося гнезда 66 и включает резьбовое отверстие для приема резьбового конца стягивающего элемента 70, сформированного как штифт, имеющий увеличенные ребра или выступы 78, которые взаимодействуют с расцепляемым соединителем 24 стягивающего элемента для точного зацепления в разных положениях между штифтом 70 и базой 12 при поступательном продвижении штифта 70 в отверстие 26 (см. фиг. 1) в базе 12, когда дальнюю часть 62 остаточной конечности, присасывающееся гнездо 66, материал 72 протеза и соединитель 74 продвигают в зацепление с передней стороной 14 базового элемента 12.
Стабилизирующее кольцо 80 может навинчиваться на резьбовую часть стягивающего элемента 70 для центрирования и придания устойчивости соединителю 74 протеза относительно штифта 70 и для удерживания металлического кольца 82, которое прикрепляет материал 72 гнезда протеза к соединителю 74 протеза при формовании и отверждении материала 72 гнезда.
Соединитель 74 протезного средства, предпочтительно, включает наружные периферийные ребра или канавки, которые входят в зацепление с материалом 72 гнезда протеза для формирования жесткого соединения между соединителем 74 и материалом 72 гнезда протеза, когда материал гнезда полностью затвердевает. Стабилизирующее кольцо 80 удаляется из сборки после освобождения стягивающего элемента 70 из базы 12 после отверждения материала 72 гнезда.
Материал 72 гнезда протеза, например, может содержать любую пригодную комбинацию отверждаемых (вулканизируемых), формуемых составов и армирующих материалов, которые будут обеспечивать формирование окончательно готового гнезда, имеющего физические характеристики, необходимые или желательные для гнезда протеза, например законченного гнезда, которое будут носить с протезным средством, прикрепленным к соединителю 74 протезного средства. Предпочтительный вариант заготовки гнезда содержит пористый или сетчатый гибкий трубчатый плетеный рукав из углеродного волокна, поставляемый Atkins & Pierce, 2 Braid Way, Covington, Kentucky под индексом WGM4, WGM5.00 и WGM6.00 (4", 5" и 6" соответственно биаксиальные рукава из углеродного волокна), предварительно пропитанный отверждаемой водой форполимерной смолой 47 типа полиизоцианат, поставляемой ЗМ Company of Minneapolis, Minnesota под индексами I. D. N 41-3701-0524-3. Эта смола активизируется и становится формуемой путем добавления воды в смолу и затвердевает до твердого состояния довольно быстро, что типично для таких смол.
Конкретный материал 72 для протеза не представляет собой часть этого изобретения и описан здесь для более полного понимания изобретения. Также материал, составляющий присасывающееся гнездо 66, сам по себе не представляет часть этого изобретения в части, не касающейся структурного расположения и функций, которые уже описаны. Ясно, что любое пригодное присасывающееся гнездо могло бы использоваться в качестве присасывающегося гнезда 66, если оно обеспечивает тесное соединение дальней части 62 остаточной конечности со стягивающим элементом 70 так, что при приложении натяжения к стягивающему элементу 70 осевая сила будет передаваться оконечному креплению 68 в присасывающееся гнездо 66 и затем распространяться в дальнюю часть 62 остаточной конечности для того, чтобы таким образом удлинять и стягивать дальнюю часть остаточной конечности с уменьшением окружности дальней части в результате действия силы натяжения. Также материал 72 протеза может быть представлен любым формуемым и отверждаемым материалом, который может использоваться в качестве законченного гнезда протеза или, другими словами, в качестве гнезда, которое соединяется с дальней частью остаточной конечности с плотной посадкой между ними. Будет понятно, что гнездо 72 при использовании обычно носят поверх присасывающегося гнезда 66, и, таким образом, наличие гнезда 66 при формовании материала 72 гнезда протеза приводит к получению правильно пригнанного и имеющего правильную конфигурацию гнезда протеза, когда материал 72 затвердевает. Подушки для снижения давления могут при необходимости включаться в состав гнезда протеза в соответствии с известными способами.
Использование стабилизирующего кольца 80 необязательно, и размеры кольца 80 могут варьироваться для соответствия различным сборкам из присасывающегося гнезда 66, материала 72 протеза, соединителя 74 протеза и стягивающего элемента 70.
Как можно видеть на фиг. 12, соединитель 24 стягивающего элемента доступен с передней стороны 14 базового элемента 12, когда накачиваемая камера 28 скатана назад относительно базового элемента 12 для получения посредством этого возможности освобождения стягивающего элемента 70 после формования и отверждения материала 72 протеза и, по меньшей мере, частичного сброса давления в накачиваемой камере 28, как показано, например, на фиг. 7.
Соответственно, работа устройства для формования гнезда протеза будет легко понятна из вышеизложенного описания. Более конкретно, для выполнения формования или "литья" гнезда протеза из формуемого и отверждаемого материала 72 протеза может выполняться следующая процедура с использованием описанного выше устройства. Сначала присасывающееся гнездо 66 надевают на дальнюю часть 62 остаточной конечности 64, причем стягивающий элемент 70 отступает в дальнем направлении от дальней части остаточной конечности. Затем формуемый и отверждаемый материал 72 гнезда помещают поверх присасывающегося гнезда 66, например, раскатывая или надевая предварительно сформированный материал гнезда протеза поверх присасывающегося гнезда 66 так, чтобы он плотно соответствовал наружному контуру присасывающегося гнезда 66, при этом стягивающий элемент 70 проходит сквозь материал 72 гнезда протеза и за него. Если применяют соединитель 74 протеза, стягивающий элемент свободно проходит сквозь соединитель 74. Материал 72 гнезда протеза, предпочтительно, предварительно формируют с соединителем 74 и металлическим удерживающим кольцом 82, как показано на фиг. 12.
Стабилизирующее кольцо 80 затем навинчивают на стягивающий элемент 70 для стабилизации положения стягивающего элемента 70 относительно соединителя 74 протеза и для центрирования штифта 70 в базовом элементе 12. Передняя сторона 14 базового элемента 12 может включать выступ, содержащий соединитель 24 стягивающего элемента и отверстие 26, как показано на фиг. 1 и 12.
Накачиваемую камеру 28 скатывают назад относительно базового элемента 12 в положение, показанное на фиг. 7, чтобы получить доступ к отверстию 26 и соединителю 24 стягивающего элемента. Предпочтительно, накачиваемую камеру 28 частично накачивают для облегчения ее перемещения в положение, показанное на фиг. 7.
Затем стягивающий элемент 70 вставляют в отверстие 26, в котором расположенный на нем выступ входит в зацепление с соединителем 24 стягивающего элемента, при этом элементы располагаются как показано на фиг. 8. Затем накачиваемую камеру 28 накатывают вперед относительно базы 12 и дальней части 62 остаточной конечности, как показано на фиг. 9 и 10. Когда накачиваемая камера полностью выдвинута в переднее положение, показанное на фиг. 10, камеру 28 накачивают ручным насосом 42, который прикреплен к базе 12, как показано на фиг. 10, для получения возможности подачи сжатого воздуха во внутреннее пространство накачиваемой камеры 28, как показано, например, на фиг. 6. Будучи накачанной, камера занимает положение, показанное на фиг. 11 и 12, в котором дальняя часть 62 остаточной конечности 64 оказывается заключенной в формовочном районе 38 вместе с присасывающимся рукавом 66 и материалом 72 гнезда протеза. При избирательном накачивании камеры 28 (например, приблизительно до 10 мм ртутного столба) дальняя часть остаточной конечности, присасывающееся гнездо и материал гнезда протеза радиально и по окружности сжимаются внутри формовочного района 38 внутренней секцией 34 камеры 28. Однако, поскольку объем дальней части 62 остаточной конечности, присасывающегося гнезда 66 и материала 72 гнезда протеза больше, чем объем пустого формовочного района 38 или его объем в состоянии покоя, а также благодаря типично суживающейся конфигурации дальней части остаточной конечности, накачиванием камеры 28 производится равнодействующая сила, стремящаяся увлекать базовый элемент 12 назад, от дальней части остаточной конечности, благодаря силе, генерируемой пневматическим давлением внутри камеры 28. Эта равнодействующая сила передается стягивающему элементу 70 в общей пропорции к давлению внутри накачиваемой камеры 28, и сила, в свою очередь, передается как сила натяжения оконечному креплению 68 и присасывающемуся гнезду 66. Сила натяжения, прилагаемая к дальнему концу гнезда 66, передается дальней части 62 остаточной конечности, таким образом, вызывая натяжение, удлинение и уменьшение диаметра дальней части 62 остаточной конечности в дальнем направлении, тогда как одновременно давление внутри накачиваемой камеры 28 радиально и по окружности сжимает дальнюю часть остаточной конечности с материалом 72 гнезда протеза, заключенного между внутренней секцией 34 камеры 28 и присасывающимся гнездом 66.
Общий результат сжимающей и натягивающей нагрузки, прилагаемой к дальней части 62 остаточной конечности, материалу гнезда протеза и присасывающемуся гнезду 66, приводит к получению точно пригнанного и имеющего точную конфигурацию гнезда протеза, отформованного из теперь затвердевшего материала 72 гнезда протеза.
Освобождение стягивающего элемента 70 манипуляцией соединителем 24 стягивающего элемента допускает отделение базового элемента 12 и накачиваемой камеры 28 от дальней части остаточной конечности, присасывающегося гнезда и гнезда протеза из затвердевшего материала гнезда. Стягивающий штифт затем высвобождают из кольца 80, и оконечное крепление 68 и гнездо протеза отделяют от присасывающегося гнезда 66 известным способом. Затвердевший материал 72 гнезда протеза затем может быть окончательно подрезан до протяженности, необходимой для получения комфортабельного гнезда протеза, который по существу имеет законченную форму, когда он освобожден от присасывающегося гнезда 66 и дальней части 62 остаточной конечности. Протезное средство, при желании, может затем соединяться с соединителем 74 протеза известным обычным способом.
Сброс давления из накачиваемой камеры 28, конечно, может производиться путем использования клапана 58 сброса давления, связанного с насосом 42, или при помощи другого пригодного средства, которое может быть легко приспособлено для этой цели специалистом в данной области техники. Следует отметить, что полностью автономное устройство для формования гнезда протеза дает описанное здесь устройство, которое типично используется путем простой его установки на дальнюю часть остаточной конечности без применения какого-либо другого поддерживающего средства или средства для создания силы натяжения. Сила натяжения, прилагаемая к стягивающему элементу 70 в описанном выше примере осуществления изобретения, создается самим формовочным устройством в результате действия сил, создаваемых в ходе процедуры формования.
Для некоторых вариантов применения может быть желательно исключить соединитель 24 стягивающего элемента в базовом элементе 12, при этом накачиваемая камера 28 может использоваться просто как сжимающее средство при формовании формуемого, отверждаемого формовочного материала 72 или материала протезного рукава без воздействия противодействующего растягивающего усилия на стягивающий элемент 70. Например, в случае, когда простая протезная форма из алебастра, рукав и т.п. должна быть сформирована с использованием описанного способа литья или формования протеза и устройства для его осуществления, может быть использована конфигурация, показанная на фиг. 14, в которой базовый элемент 12 не включает соединитель стягивающего элемента, и вместо этого мог бы использоваться центрирующий или направляющий штифт 86, проходящий через отверстие 26 базового элемента центрирующим и стабилизирующим образом, с приложением (или без приложения) отдельной силы натяжения или предварительной нагрузки к штифту 86 от какого-то наружного источника, расположенного снаружи от задней поверхности базового элемента 12. Надлежащие воздушные проходы и уплотнительные средства для воздушных проходов, конечно, могут применяться для поддержания давления внутри камеры 28 после ее накачивания, как описано выше. При использовании такой конфигурации формовочного устройства может формироваться пространство или зазор 88 между дальним концом присасывающегося гнезда 66 и примыкающей поверхностью или стороной соединителя 74 протеза или передней стороной базового элемента 12 в случае, когда соединитель 74 не применяется. Пространство 88 может допускать некоторое расширение дальней части 62 остаточной конечности в дальнем направлении при сжатии материала 72 протеза накачанной камерой 28. При использовании примера осуществления изобретения, показанного на фиг. 14, давление воздуха в накачиваемой камере 28 может точно регулироваться так, чтобы контролировать смещение в дальнем направлении базового элемента 12 давлением воздуха в накачиваемой камере. Однако, следует отметить, что штифт 86 проходит свободно через базовый элемент 12 так, что базовый элемент 12 свободен для некоторого движения в дальнем направлении относительно присасывающегося гнезда 66, когда камера 28 накачана.
Описанные здесь конкретные варианты осуществления изобретения даны только для иллюстрации, и специалист в данной области техники может представить и выполнить различные его модификации без отхода от сущности и рамок изобретения, которые определены следующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВКЛАДЫША ПРОТЕЗА И ВКЛАДЫШ ПРОТЕЗА, ИЗГОТОВЛЕННЫЙ ТАКИМ ОБРАЗОМ | 1996 |
|
RU2192208C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ВСАСЫВАЮЩЕЙ ПРОКЛАДКИ ДЛЯ ПРОТЕЗА | 2001 |
|
RU2263489C2 |
| КОМПОЗИЦИОННЫЙ ЭЛАСТИЧНЫЙ МАТЕРИАЛ | 2001 |
|
RU2264831C2 |
| БЛОК ГНЕЗД КОАКСИАЛЬНЫХ СОЕДИНИТЕЛЕЙ (ВАРИАНТЫ) | 1992 |
|
RU2088006C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ | 2005 |
|
RU2279260C1 |
| РЕГУЛИРУЕМАЯ ВАГИНАЛЬНАЯ ШИНА ДЛЯ ПОДДЕРЖКИ ТАЗОВОГО ДНА | 2006 |
|
RU2408325C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2233140C1 |
| ПРОТЕЗНАЯ СТОПА | 2005 |
|
RU2359642C2 |
| ИМПЛАНТАТ НЕОФАЛЛОСА И СПОСОБ ИМПЛАНТАЦИИ ПЕНИЛЬНОГО ПРОТЕЗА В НЕОПЕНИС | 2017 |
|
RU2748879C2 |
| УСТРОЙСТВО ДЛЯ МНОГОФАЗНОГО КОНТАКТА И РАСПРЕДЕЛЕНИЯ ДЛЯ ГИДРОПРОЦЕССИНГА | 2011 |
|
RU2559483C2 |








Изобретение относится к протезостроению и предназначено для протезирования инвалидов. Устройство включает базовый элемент, на котором установлена удлиненная кольцевая формовочная камера. Камера по периферии охватывает расположенный, в целом, в центре формовочный район и может при накачивании простираться от передней стороны базы. Камера сформирована из гибкого, воздухонепроницаемого, относительно нерастяжимого листового материала, охватывающего во взаимодействии с базой воздушную емкость, по периферии окружающую формовочный район. Формовочное устройство может использоваться в сочетании с присасывающимся гнездом протеза. Формуемый и отверждаемый материал гнезда протеза или другой формуемый материал помещают поверх присасывающегося гнезда и формуют под давлением при помощи накачанной камеры при отверждении формовочного материала. При выполнении процедуры формования под давлением растягивающая сила, создаваемая давлением накачивания камеры, может прилагаться к дальнему концу присасывающегося гнезда для удлинения и растяжения дальней части остаточной конечности, на которой формуется под давлением формовочный материал. Технический результат заключается в получении протезного ложа, сформированного с улучшенными характеристиками. 6 с. и 32 з.п. ф-лы, 14 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US 5163965 А, 17.11.1992 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US 5263990 А, 23.11.1993 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US 4655779 А, 07.04.1987 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство для линеаризации функций | 1979 |
|
SU864307A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Экономайзер | 0 |
|
SU94A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| ПРОТЕЗ ГОЛЕНИ | 1996 |
|
RU2145200C1 |

