3,Устройство по п. 2, отличающееся тем, что, пропиточная герметичная кольцевая камера установлена с возможностью изменения положения по высоте посредством телескопических опор, смонтированных на основании.
4,Устройство для отбортовки полых изделий, включающее два консольных профилированных ролика, смонтированных на державках, установленных
на каретках, размещенных на ходовом винте с возможностью- изменения расстояния между ними, отличающ е е с я тем, что, с целью обеспечения формования посадочного кольца
протеза конечностей из полимерного армированного материала с плавно изменяющимся криволинейным профилем, державка закреплена на каретке с возможностью поворота посредством шарового шарнира, а профилированный ролик расположен относительно каретки на расстоянии, меньшем его радиуса,
5. Устройство по п. 4, о т л ичающееся тем, что каждый профилированный ролик снабжен размещенным в нем на неподвижном токосъемнике электронагревателем сопротивления, соединенным с источником питания.

| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для формования изделий из армированного полимерного материала | 1986 |
|
SU1366413A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО ПЛАСТИКА ДЛЯ ПРИЕМНЫХ ГИЛЬЗ ПРОТЕЗОВ И ОРТЕЗОВ | 2006 |
|
RU2320297C1 |
| Способ изготовления слепков культей | 1988 |
|
SU1577783A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОЛИТНЫХ КОРПУСНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ПРИМЕНЕНИЕМ ДАВЯЩЕЙ ЭЛАСТИЧНОЙ МЕМБРАНЫ | 2021 |
|
RU2761820C1 |
| Способ протезирования нижней конечности и устройство для его осуществления | 1978 |
|
SU719626A1 |
| Способ изготовления приемных гильз протезов конечностей | 1982 |
|
SU1099963A1 |
| Способ изготовления приемных гильз протезов конечностей | 1990 |
|
SU1741793A1 |
| Устройство для центробежного формования полых изделий | 1980 |
|
SU1168425A1 |
| СПОСОБ ПОЛУЧЕНИЯ АНАТОМИЧЕСКИХ МОДЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2189201C2 |
| Устройство для изготовления трубы из профилированной ленты | 1990 |
|
SU1757901A1 |


1. Способ получения несущих гильз, протезов конечностей, включающий закрепление на культе заготовки из текстильной арматуры, пропитку ее полимерньм связующим и формование посадочного кольца гильзы, о т л ичающийся тем, что, с целью повьшения прочности несущих гильз и исключенияожогов культи при инди- видуальном протезировании, пропитку текстильной арматуры полимерным связующим осуществляют в два этапа: сна.чала на заготовку предварительно на щшши1т носят слой полимерного связующего, затем снимают полученный полуфабрикат с культи и окончательно пропитывают его с помощью устройства, в котором полость эластичного формообра зующего элемента соединена с полостью герметичного корпуса, после чего формуют посадочное кольцо несущей гильзы. 2. Устройство для формования армированного полого изделия из полимерных материалов, включающее основание, установленный на нем герметичный корпус, соединенный патрубком с системой подачи рабочей среды под давлением, зла.тичный формообразующий С элемент, расположенную с одного тор- ца формообразующего элемента пропиточную кольцевую герметичную камеру со средствами фиксации заготовки, соединенную патрубком с системой подачи.а связующего под давлением, и размещенп ный с противоположного его торца патрубок для определения момента окончания процесса пропитки, о т л и ч а ю щ е е с я тем, что, с целью расU.i ширения технологических возможностей bl и упрощения оснастки при изготовлении гильзы протеза конечностей, элас-: тичный формообразующий элемент зафиксирован относительно внутренней по- верхности заготовки при помощи размещенных в нем по концам эластичных распорных пробок, одна из которых образует внутреннюю стенку кольцевой герметичной камеры, установленной с зазором относительно герметичного корпуса, и выполнена с отверстием, соединяющим полость эластичного формообразующего элемента с полостью герметичного корпуса.
Изобретение относится к области протезирования, конкретно к способам формования из полимерного армированного материала несущих гильз дротезов конечностей, включая формование посадочного кольца протеза (у гильз бедра), и к устройствам для формования армированного полого изделия из
полимерных материалов, а, также к устройствам для отбортовки изделия с. криволинейным профилем для их использования при осуществлении указанного способа.
Известен способ получения несущих гильз протезов конечностей, включающий закрепление -на культе заготовку из текстильной арматуры, пропитку ее полимерным связующим . и формование посадочного кольца гильзы 1.
Известно устройство для формования полого изделия из полимерных материалов, включающее основание, установленный на нем герметичный корпус, соединенЙый патрубком с системой подачи рабочей среды под давлением, эластичньй формообразующий элемент, расположенную с одного торца формообразующего элемента пропиточную кольцевую, герметичную камеру со средствами фиксации заготовки, соединенную патрубком с системой подачи связующего, под давлением, и размещенный с противоположного его
торца патрубок для определения момента окончания пропитки .
Известно также устройство для от- бортовки полых изделий, включающее
два консольных профильных ролика,. смонтированных на державках, установленных на каретках, размещенных на ходовом винте с возможностью изменения расстояния между ними СЗЗ.
Однако гильзы, получаемые известным способом, не достаточно прочны и этот процесс не исключает возможности ожогов культи.
Известные устройства для формования армированного полого изделия из полимерных материалов ограничены в своих технологических возможноетях, а конструкция не позволяет использовать их для индивидуального
протезирования.
Что касается устройства для отбортовки полых изделий, то оно также не обеспечивает формования посадочного кольца протеза конечности из
полимерного армированного материала с плавно изменяющимся криволинейным , профилем.
Целью изобретения в части способа является повышение прочности несущих гильз и исключение ожогов культи при. индивидуальном протезировании.
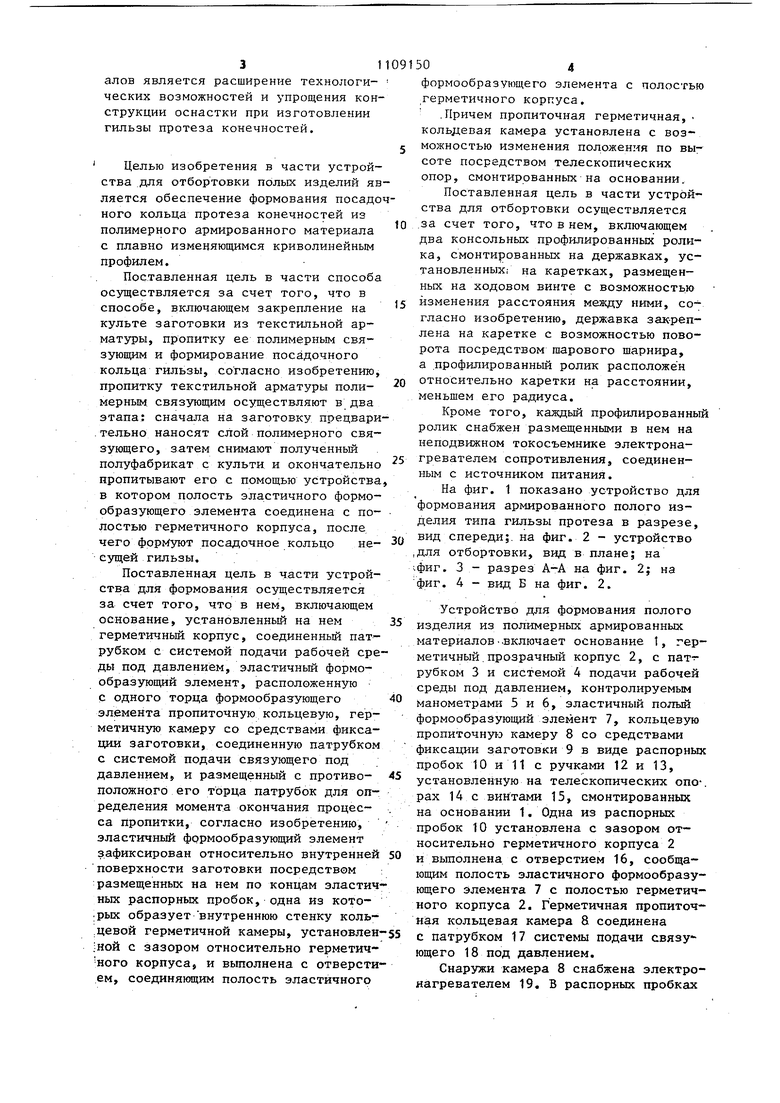
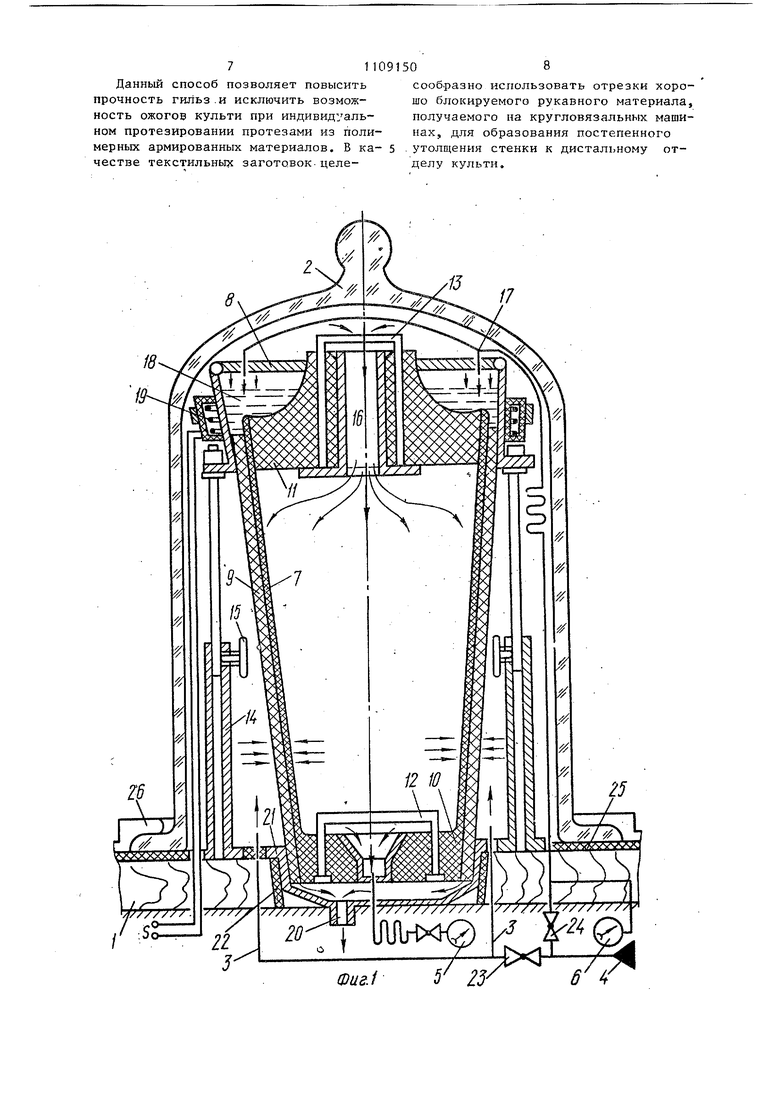
Целью изобретения в. части устройства для формования армированного йолого изделия из полимерных матери31алов является расширение технологическик возможностей и упрощения конструкции оснастки при изготовлении гильзы протеза конечностей. Целью изобретения в части устройства для отбортовки полых изделий яв ляется обеспечение формования посадо ного кольца протеза конечностей из полимерного армированного материала с плавно изменяющимся криволинейным профилем. Поставленная цель в части способа осуществляется за счет того, что в способе, включающем закрепление на культе заготовки из текстильной арматуры, пропитку ее полимерным связующим и формирование посадочного кольца гильзы, согласно изобретению, пропитку текстильной арматуры поли мерным связзтощим осуществляют в два этапа: сначала на заготовку прецвари .тельно наносят слой полимерного связующего, затем снимают полученный полуфабрикат с культи и окончательно пропитывают его с помощью устройства в котором полость эластичного формообразующего элемента соединена с полостью герметичного корпуса, после чего формуют посадочное кольцо несущей гильзы. Поставленная цель в части устройства для формования осуществляется за счет того, что в нем, включающем основание, установленный на нем герметичный корпус, соединенный патрубком с системой подачи рабочей сре ды под давлением, эластичный формообразующий элемент, расположенную С одного торца формообразующего элемента пропиточную кольцевую, герметичную камеру со средствами фиксации заготовки, соединенную патрубком с системой подачи связующего под давлением, и размещенный с противоположного его торца патрубок для определения момента окончания процесса пропитки, согласно изобретению, эластичный формообразующий элемент зафиксирован относительно внутренней поверхности заготовки посредством размещенных на нем по концам эластич ных распорных пробок, одна из кото.рых образует внутреннюю стенку коль.цевой герметичной камеры, установлен ;ной с зазором относительно герметичного корпуса, и выполнена с отверсти ем, соединянщим полость эластичного .04формообразующего элемента с полостью герметичного корпуса. .Причем пропиточная герметичная, кольдевая камера установлена с возможностью изменения положения по высоте посредством телескопических опор, смонтированных на основании. Поставленная цель в части устройства для отбортовки осуществляется за счет того, что в нем, включающем два консольных профилированных ролика, смонтированных на державках, установленных: на каретках, размещенных на ходовом винте с возможностью изменения расстояния между ними, согласно изобретению, державка закреплена на каретке с возможностью поворота посредством гаарового шарнира, а профилированный ролик расположён относительно каретки на расстоянии, меньшем его радиуса. Кроме того, каждый профилированный ролик снабжен размещенными в нем на неподвижном токосъемнике электронагревателем сопротивления, соединенным с источником питания. На фиг. 1 показано устройство для формования армированного полого изделия типа гильзы протеза в разрезе, вид спереди;, на фиг. 2 - устройство для отбортовки, вид в плане; на ФИГ. 3 - разрез А-А на фиг. 2; на фиг. 4 - вид Б на фиг. 2. Устройство для формования полого изделия из полимерных армированных материалов-.включает основание 1, герметичный, прозрачный корпус 2, с патрубком 3 и системой 4 подачи рабочей среды под давлением, контролируемым манометрами 5 и 6, эластичный полый формообразующий элемент 7, кольцевую пропиточную камеру 8 со средствами фиксации заготовки 9 в виде распорных пробок 10 и 11 с ручками 12 и 13, установленную на телескопических опо-. pax 14 с винтами 15, смонтированных на основании 1. Одна из распорных пробок 10 установлена с зазором относительно герметичного корпуса 2 и выполнена с отверстием 16, сообщающим полость эластичного формообразующего элемента 7 с полостью герметичного корпуса 2. Герметичная пропиточная кольцевая камера 8 соединена с патрубком 17 системы подачи связующего 18 под давлением. Снаружи камера 8 снабжена электронагревателем 19. В распорных пробках 511 10 и 11 патрубок 20 для определения момента окончания процесса пропитки впаян в чашеобразный элемент 21, вставляемый с уплотнением 22 в центральное отверстие основания 1, Система 4 снабжена вентилями 23 и 24 подачи рабочей среды в камеру 8 со связующим 18 и корпус 2 Корпус 2 через резиновое кольцо 25 плотно закреплен на основании 1 составными полукольцами 26, вьшолненными, напри мер, из текстолита. Устройство для от5ортовки полых изделий включает два консольных профилированных ролика 27 и 28, смонтированных на державках 29 и 30 с шаро выми шарнирами 31 и 32, собираемых из двух половин, фиксируемых винтами 33 и установленных на каретках 34 и 35, размещенных на ходовом винте 3 с правой и левой нарезками, разделен ных поводком 37 и упорными гайками 38 и 39, Б профилированных роликах 27 и 28 размещены на неподвижных токосъемдиках 40 электронагреватели 41 сопротивления, соединенные с источником питания, в цепь которой включен измеритель-индикатор температуры 42 и регулятор 43. К торцовой части каретки 34 прикреплена рукоятка 44. Согласно изобретению способ изготовления гильз протезов конечностей осуществляют следующим образом. Текстильную арматуру в виде чулка .закрепляют- на культе, затем осуществляют пропитку заготовки связующим не на всю ее толщину и подсушивают. Полученный полуфабрикат снимают с культи и устанавливают на устройстве на котором осуществляют окончательную пропитку связующим под давлением. После съема изделия формуют поса дочное кольцо несущей гильзы. Работа устройства для формования армированного полого изделия осущест вляется следующим образом. 1в Снятый с культи полуфабрикат-заго товку 9 фиксируют совместно с введен ным в нее эластичным формообразующим элементом 7 с помощью пробок 10 и 11 таким образом, что один конец зажимают относительно чашеобразного элемента 21 в основании 1, уплотняя кольцом уплотнителем 22, а другой относительно кольцевой пропиточной камеры 8. Затем с помощью винтов 15 окончательно фиксируют положение ка06меры 8 на телескопических опорах 14. Вх лючают систему подачи связующего 18 через патрубок 17 в камеру 8, предварительно плотно закрепив корпус 2 с помощью резинового кольца 25 на основании 1 полукольцами 26. После включения электронагревателя 19 и стабилизации температуры нагрева связующего включают систему 4 подачи рабочей среды для создания одинакового давления в полости эластичного формообразующего элемента7 и.полости корпуса 2 снаружи заготовки 9. При этом, оперируя вентилями 23. и 24, создают давление, на зеркало связующего в пропиточной камере 8, обеспечивая пропитку заготовки 9 через ее торец под давлением сверху вниз. После появления некоторого количества связующего в патрубке 20 несколь ко повышают давление рабочей среды, измеряемого манометром 5, для устранения возможных наплывов с внутренней стороны заготовки 9. После окончания процесса пропитки, определяемого по наличию связующего в патруб ке 20 без пузырьков воздуха, заготовку вьщерживают до обеспечения ее каркасности. Затем ее снимают с устройства и передают на отбортовку. Устройство для отбортовки работает следующим обра.зом. Вращением поводка 37 вправо или влево устанавливают требуемый зазор профилирующими роликами 27 и 28, исходя из толщины стенки заготовки 9. Включают электронагреватели 41 и выдерживают устройство до стабилизации температурного режима, выбираемого в зависимости от типа связующего и обеспечивающего его размягчение. Затем оператор заводит ролики 27 и 28 с края заготовки 9 и, держа устройство за рукоятку 44, раскатывает ее до заданной конфигурации манипулируя роликами 27 и 28, при обкатке по периметру. Установка державок 29 и 30 на шаровьк шарнирах 31 и 32 позволяет обеспечить в каждом участке заготовки 9 заданное положение роликов 27 и 28, причем оператор изменяет это положение вручную для получения переменной кривизны посадочного кольца. Данные устройства позволяют изготавливать изделия типа гильз протезов, которые являются единичными изделиями, калсдое из которых является индивидуальным, имея различную форму.
Данный способ позволяет повысить прочность гильз.и исключить возможность ожогов культи при индивидуальном протезировании протезами из полимерных армированных материалов, В ка- s честве текстильных заготовок.целеФиг.Г
1 109150
сообразно использовать отрезки хорошо блокируемого рукавного материала, получаемого на кругловязальных машинах, для образования постепенного .утолщения стенки к дистальному отделу культи.
Фи8.3 ВадБ Фиг.4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Санин В.Г | |||
| и др | |||
| Методы изготовления приемных гильз протезов бедра из полиэфирных смол непосредственно на культе | |||
| - Сб | |||
| Протезирование и протезостроение, вып | |||
| XXVII, М., 1971, с | |||
| Универсальный двойной гаечный ключ | 1920 |
|
SU169A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Давильные работы и ротационное выдавливание | |||
| М., Ма | |||
| шиностроение, 1971, с | |||
| Механический грохот | 1922 |
|
SU41A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
