Изобретение относится к оборудованию для последовательной упаковки материалов в прилегающие оболочки, выполненные из листового пленочного рулонного материала, в одной из которых формируют карманы термовакуумированием, и может быть использовано в пищевой, медицинской промышленности, торговле и т. п.
Уровень техники данной области характеризует устройство для упаковывания предметов в термоформуемую пленку по патенту России 1597309, В 65 В 9/04, 41/04, опубл. 07.10.90 в БИ 37, которое содержит механизм подачи пленки с приспособлением натяжения, имеющий захваты, механизм нагрева пленки, механизм формования ячеек в пленке с приспособлениями фиксации положения отформованных ячеек, одно из которых кинематически связано с захватами, и механизм запечатывания упаковок фольгой.
В устройстве параллельно-последовательно осуществляются перечисленные операции при шаговом перемещении пленки и фольги с автоматической дозированной укладкой в емкости ячеек предметов и отделением поперечными ножами упаковок.
Однако недостатком указанного устройства является неточное позиционирование пленки из-за накопленной ошибки допусков, зазоров и люфтов при ее перемещении протягиванием с использованием пружинного компенсатора и двух механизмов последовательного фиксирования для частичного возврата пленки, выбирающего разность ходов подающей каретки и шага формуемых емкостей.
Отмеченный недостаток устранен в выбранном по большинству совпадающих признаков и технической сущности в качестве наиболее близкого аналога устройстве для упаковывания изделий, описанном в изобретении по авторскому свидетельству SU 1676932, В 65 В 9/04, 1991 г.
Это устройство содержит закрепленные на станине рулонодержатели верхней и нижней пленок, механизм пошагового их перемещения посредством распределенных по периферии с обеих сторон захватов. вертикально разъемные, с подвижными матрицами, приспособление вакуумного термоформования емкостей и узел термосварки, отрезные ножи и склиз выгрузки.
Отличается устройство тем, что отрезные ножи смонтированы в узле термосварки и расположены по замкнутому контуру, а в матрице с возможностью поворота в вертикальной плоскости размещена выталкивающая площадка, шарнирно соединенная с несущими ее подпружиненными штангами, при этом одна из них имеет буртик для взаимодействия с матрицей (кантователь).
Механизм пошагового перемещения пленок содержит бесконечную цепь, несущую распределенные вдоль пружинные захваты, а на вертикально подвижной траверсе закреплены матрицы многофункциональных приспособления термоформования емкостей и узла термосварки пленок с отезными ножами. Это позволяет совместить на одной рабочей позиции нагрев и вакуумное термоформование, а также термосварку с вырубкой запечатанной емкости и ее кантование на склиз выгрузки.
Продолжением достоинств известной машины являются ее недостатки, которые заключаются в том, что увеличивается цикл при последовательном проведении во времени совмещенных на одной рабочей позиции операций, снижающий производительность, и неудовлетворительна функциональная надежность машины в целом из-за технических проблем синхронизации гибкого бесконечного транспортера пошаговой подачи эластичной пленки, зафиксированной захватами на всей протяженности рабочей зоны, с циклическими перемещениями смыкания разъемных матриц.
Кроме того, увеличивается технологическая сложность изготовления рабочих узлов и приспособлений совмещенного действия, что повышает потребительскую стоимость машины.
Задачей, на решение которой направлено настоящее изобретение, является устранение отмеченных недостатков, повышение производительности и функциональной надежности при улучшении качества формуемых емкостей и запечатанных упаковок.
Требуемый технический результат достигается тем, что в известном устройстве дли упаковывания изделий, содержащем закрепленные на станине рулонодержатели верхней и нижней пленок, механизм пошагового их перемещения посредством распределенных по периферии захватов, вертикально разъемные, с подвижными матрицами, приспособление вакуумного термоформования емкостей и узел термосварки, отрезные ножи и склиз выгрузки, согласно изобретению устройство нагрева установлено отдельно от приспособления вакуумного формования емкостей, перед узлом термосварки шарнирно укреплен ограничитель уровня, электрически связанный с приводом механизма возвратно-поступательных перемещений подачи пленки, выполненного в виде пространственно ограниченной роликами каретки, несущей симметрично укрепленные продольные опоры под нагруженные пружинами захваты, снабженные толкателями, а за узлом термосварки над подвижной опорой установлен поперечный нож, причем параллельные дисковые отрезные ножи смонтированы вдоль движения емкостей и примыкают к склизу выгрузки, при этом опора устройства нагрева и матрица вакуумного формовании емкостей, матрица узла термосварки и опора поперечного ножа снабжены автономными приводами.
Отличительные признаки расширили технологические возможности устройства по толщине используемых пленок, а также по переналадке на различные типоразмеры упаковок, и повысили функциональную надежность при точном позиционировании пленки с отформованными емкостями, улучшив качество готовой продукции при увеличении производительности работ.
Форма выполнения механизма перемещения пленок и новая взаимосвязь элементов узла термосварки, последовательная установка поперечного и продольных дисковых ножей позволили исключить из совокупности известного устройства кантователь запечатанных емкостей и обрабатывать пленочный материал толщиной более 100 мкм с заданным качеством готовой продукции, что невозможно в прототипе.
Отдельная от приспособления вакуумного формования емкостей установка устройства нагрева пленки обеспечивает повышение производительности за счет совмещении операций во времени, проводимых параллельно, при этом обеспечивается равномерный прогрев материала для гарантированного качества последующей вакуумной формовки.
Оснащение входа в узел термосварки шарнирным ограничителем уровня позволяет автоматически контролировать переполнение емкостей продуктом и сигнализировать для устранения его оператором во время выстоя пленки на рабочих позициях, а электрическая связь отклоняемого ограничителя с приводом механизма перемещения пленки обеспечивает остановку устройства дли обязательного устранения переполнения, предотвращая заторы и заклинивания исполнительных механизмов.
Выполнение механизма возвратно-поступательных перемещений подачи пленки в виде пространственно ограниченной роликами каретки, несущей симметрично укрепленные продольные опоры под нагруженные пружинами захваты, снабженные толкателями, обеспечивает автоматический перехват пленки в статике, совмещенный с технологической многооперационной обработкой на протяжении рабочей зоны, что исключает динамическую погрешность по шагу подачи эластичного материала, гарантируя точность и качество работы.
Размещение ножей вне узла термосварки повышает производительность и снижает требуемые усилии разрезания, что разгружает привод, который проще в изготовлении, наладке и регулировке. Их раздельная установка: поперечного ножа над подвижной опорой, а далее параллельных дисковых отрезных ножей вдоль движения напечатанных емкостей, примыкающих к склизу выгрузки, упрощает переналадку устройства на различные типоразмеры упаковок из разных пленок и листов, сравнительно с прототипом более толстых, без увеличения длительности цикла и позволяет исключить кантователь для выгрузки готовых упаковок.
Автономные приводы поперечно разъемных узлов и приспособлений раздельных исполнительных механизмов обеспечивают требуемую точность ходов и заданного цикла работы, гибкость переналадки устройства.
Следовательно, каждый существенный признак необходим, а их совокупность в устойчивой взаимосвязи является достаточной для достижения новизны качества как нового сверхэффекта, неприсущего признакам в разобщенности, то есть не суммы эффектов, а эффекта суммы.
Сущность изобретения поясняется чертежом, который имеет чисто иллюстративные функции и не ограничивает объема прав формулы и где изображены:
на фиг.1 - кинематическая схема устройства;
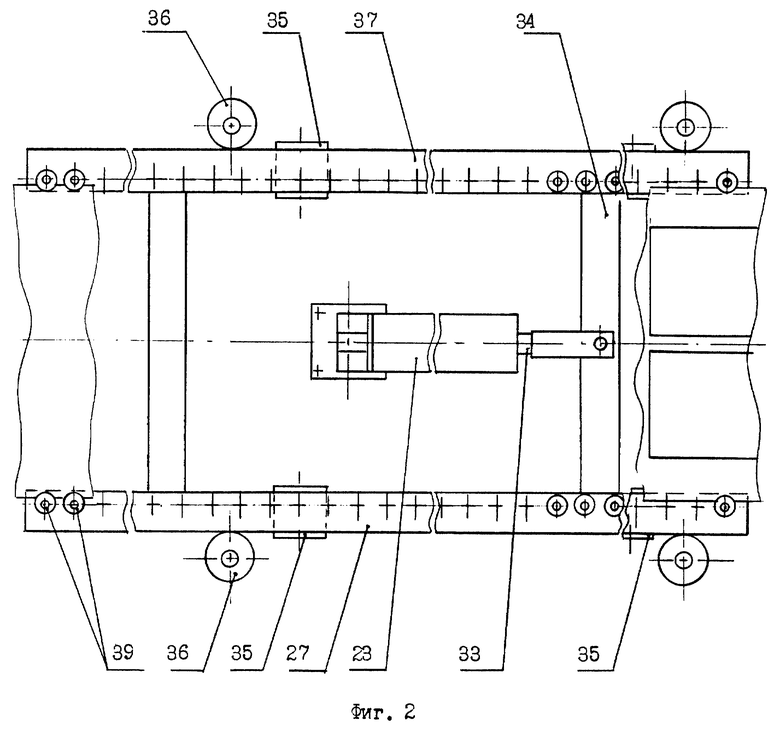
на фиг.2 - вид сверху на механизм перемещения пленки, фрагмент;
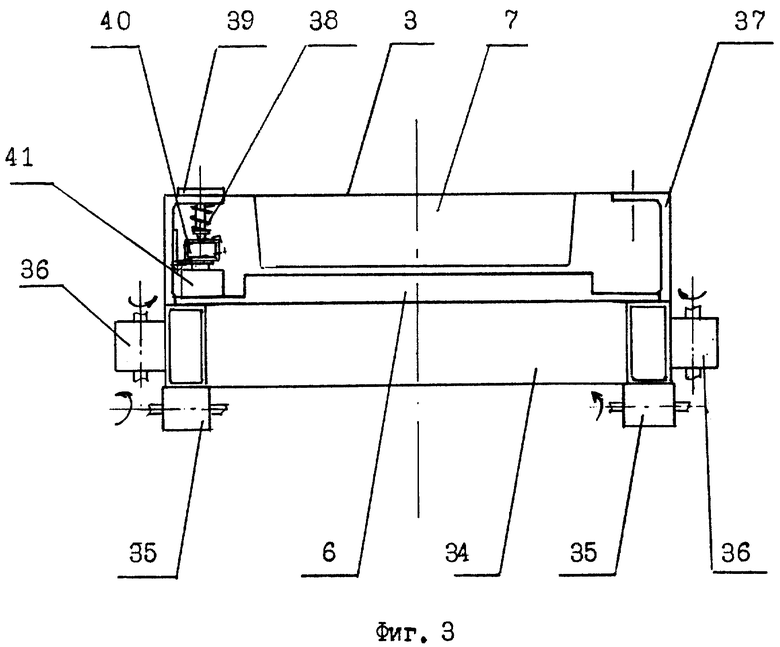
на фиг.3 - разрез по А-А на фиг.2.
На станине 1 в технологической последовательности смонтированы (фиг.1): рулонодержатель 2 нижней пленки 3, плита 4 электронагрева, уплотнитель 5, стол 6 загрузки емкостей 7, узел 8 термосварки, поперечный нож 9 с пневмоприводом 10, два параллельных дисковых отрезных ножа 11, установленных на траектории фланца емкостей 7, примыкая к склизу 12 выгрузки, а также рулонодержатель 13 верхней пленки 14 для запечатывания емкостей 7 и катушка 15 ленточных обрезанных отходов.
Под плитой 4 размещен пневмоцилиндр 16, на штоке которого закреплен прижим 17, образующие приспособление нагрева пленки 3 до температуры пластического размягчения, необходимого для объемного формования.
Соосно уплотнителю 5 с возможностью вертикальных перемещений в направляющих 18 установлена вакуумируемая матрица 19 формования емкостей 7, кинематически связанная с приводным пневмоцилиндром 20.
Перед входом в узел 8 термосварки установлен ограничитель 21, выполненный в виде шарнирно укрепленной над уровнем емкостей 7 горизонтальной пластины, над которой расположен конечный выключатель 22, связанный через систему управления с электропневмопереключателем (условно не показано) пневмоцилиндра 23, выполняющего функции привода пошаговой подачи пленки 3 (фиг.2).
Узел 8 сварки включает (фиг.1) подвижно установленную плиту 24 электронагрева и мембрану 25, отделяющую верхнюю полость 26, сообщающуюся с атмосферой. Соосно плите 24 с возможностью вертикальных перемещений в направляющих 27 установлена вакуумируемая матрица 28 запечатывания упаковок, кинематически связанная с приводным пневмоцилиндром 29.
Под ножом 9 соосно в направляющих 30 смонтирована вертикально подвижная опора 31, кинематически связанная с пневмоцилиндром 32.
Механизм возвратно-поступательных перемещений подачи пленки 3 (фиг.2 и 3) представляет собой закрепленную на штоке 33 пневмоцилиндра 23 каретку 34, которая установлена на роликах 35 и с обеих сторон ограничена роликами 36. На каретке 34 зеркально по периферии стола 6 закреплены продольные Г-образные опоры 37, на полки которых опираются нагруженные пружинами 38 захваты 39, снабженные шарнирно закрепленными толкателями 40. Толкатели 40 взаимодействуют с камерами цилиндров 41, закрепленных под ними.
Захваты 39 равнораспределены вдоль обеих опор 37 (фиг.2).
В исходном положении исполнительные механизмы разомкнуты: внизу находятся прижим 17, матрицы 19 и 28, опора 31, а плита 24, мембрана 25 и нож 9 - вверху.
В режиме наладки подают сжатый воздух в цилиндры 41, раздувающиеся камеры которых поворачивают толкатели 40, поднимающие все зажимы 39 над опорами 37, сжимая пружины 38. Затем в образовавшийся сквозной зазор в исполнительных механизмах заправляют, разматывая вручную, ленту 3 и верхнюю ленту 14, фиксируя их на катушках 15 как технологический отход.
Далее устройство работает в режиме параллельно-последовательных действий исполнительных механизмов следующим образом.
При нажатии кнопки "Пуск" включаются электронагреватели плиты 4 и плиты 24, камерные цилиндры 41 сообщаются с атмосферой - зажимы 39 под действием упругости пружин 38 фиксируют ленту 3 по всей длине с обеих сторон равномерно, прижимая к опорам 37.
Под действием цилиндров 16, 20, 27 и 32 вверх до смыкания перемещаются соответственно прижим 17 с плитой 4, матрица 19 с уплотнителем 5, матрица 28 с корпусом узла 8 и опора 31 с ножом 9. При этом параллельно на всех рабочих позициях происходят с циклом 3 секунды действия, которые ниже представлены последовательно в технологическом порядке.
При размыкании исполнительных механизмов штоком 33 пневмоцилиндра 23 каретка 34 по роликам 35 и 36 перемещает на шаг опоры 37 с прижатой захватами 39 пленкой 3, после чего захваты 39 принудительно камерными цилиндрами 41 через толкатели 40 поднимаются и освобождают пленку 3. Обратным движением штока 33 цилиндра 23 опоры 37 возвращаются назад на шаг под зафиксированной исполнительными механизмами на рабочих позициях неподвижной пленкой 3, где захваты 39 вновь опускаются на опоры 37, зажимая пленку 3.
Эти возвратно-поступательные перемещения опор 37 и цикл зажим-разжим пленки 3 захватами 39 повторяются пошагово во время проведения технологических операций рабочими исполнительными механизмами.
Конвективным теплом плиты 4 пленка 3 разогревается до вязкотекучего состояния, после чего прижим 17 цилиндром 20 возвращается в исходное положение.
На следующей позиции уплотнитель 5 через пленку 3 изолирует объем матрицы 19, из которого откачивается воздух. При этом пленка 3 деформируется под действием давления разрежения, примыкая к внутреннему профилю матрицы 19 - происходит формование емкости 7 при остывании ее материала.
Приспособление термоформовки (5, 19) размыкается, а пленка 3 поступает в зону загрузки, где отформованные емкости 7 опираются на стол 6 и автоматически или вручную загружаются мелкоштучным, сыпучим или вязким продуктом.
Далее загруженные емкости 7 под ограничителем 21 дискретно подаются в узел 8 сварки. В случае переполнения емкости 7 продуктом или когда изделие выступает за габаритную высоту при его неправильной ориентации шарнирный ограничитель 21 отклоняется вверх и воздействует на конечный выключатель 22, электрический импульс которого включает звуковую и/или световую сигнализацию о непорядке.
Если причина не устранена и ограничитель 21 не возвращается на место, то через время задержки отключается привод механизма подачи пленки 3.
После смыкания матрицы 28 с корпусом узла 8 внутри под мембраной 25 создается разрежение и атмосферным давлением через мембрану 25 электронагреваемая плита 24 опирается на верхнюю пленку 14, примыкающую к пленке 3 и покрывающую емкость 7. При этом происходит расплавление материала обеих пленок 3 и 14 с образованием общей сварочной ванны по периметру контакта плиты 24, то есть по контуру фланца емкости 7 происходит ее запечатывание.
Затем объем узла 8 соединяется с атмосферой, давлением которой разрывается контакт плиты 24 с пленкой 14, а цилиндром 29 матрица 28 опускается в исходное положение.
На следующей позиции происходит поперечная рубка фланца емкости 7 ножом 9, который перемещается цилиндром 10 к опоре 31, находящейся в верхнем положении под пленкой 3. При следующем шаге подачи пленки 3 аналогично поперечным ножом 9 рубится второй торец фланца емкости 7, которая отделяется от основного материала, так как при подаче два дисковых ножа 11 с обеих сторон продольно прорезают ее фланец.
После отделения емкость 7 попадает на склиз 12, по которому выводится из устройства. В противном случае усилием пневмоцилиндра 23, передаваемым посредством принудительной подачи следующей емкости 7 в ленте 3, застрявшая по каким-либо причинам емкость 7 выталкивается на склиз 12.
Периферийные ленты обрезков пленок 3, 14 наматываются на катушки 15.
Таким образом, при последовательном выполнении технологических операций на раздельных исполнительных механизмах и сквозной пошаговой подаче обрабатываемых пленок 3, 14 с формуемыми емкостями 7 обеспечивается выдача готовых упаковок за каждый цикл поперечных перемещений разъемных узлов и приспособлений вне зависимости от их числа и протяженности предложенного устройства.
Изобретение позволило упростить конструкцию и технологию изготовления машины формования из пленочной бесконечной ленты емкостей и автоматического их запечатывания сваркой с покрывающей уложенные изделия пленкой. При этом упрощается наладка, регулировка и обслуживание структурных автономных механизмов с повышением их исполнительский точности в пространстве и во времени, что улучшает качество готовой продукции.
Замена матриц 19, 27 и нагревательной плиты 24 на разделенные перегородками по габаритам емкостей 7 меньшего размера так называемой ячеистой структуры и установка дополнительных ножей 9 и 11 позволяют переналадить устройство на формование и запечатывание с тем же темпом, но большего количества упаковок различных типоразмеров, что расширяет технологические возможности машины.
Сопоставительный анализ с выявленными аналогами уровня техники, из которого предложенное техническое решение явным образом не следует для специалиста по автоматической упаковке, показал, что оно не известно, а с учетом возможности промышленного воспроизводства этих машин можно сделать вывод о соответствии критериям патентоспособности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНО-УПАКОВОЧНАЯ МАШИНА | 2001 |
|
RU2195418C2 |
| Устройство для упаковывания предметов | 1989 |
|
SU1676932A1 |
| УСТРОЙСТВО ДЛЯ СОРБЦИОННОЙ НЕЙТРАЛИЗАЦИИ ГАЗОВ | 2004 |
|
RU2254904C1 |
| Устройство для запечатывания пакетов из полимерной пленки | 1990 |
|
SU1751068A1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| АВТОМАТИЧЕСКИЙ КОМПЛЕКС НАНЕСЕНИЯ ЭТИКЕТОК | 2006 |
|
RU2319648C1 |
| Установка для упаковки продуктов в картонные коробки | 2020 |
|
RU2730764C1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ ПРЕДМЕТОВ ПРЯМОУГОЛЬНОЙ ФОРМЫ | 2004 |
|
RU2263051C1 |
| ЭТИКЕТИРОВОЧНАЯ МАШИНА | 2006 |
|
RU2319647C1 |
| УСТАНОВКА ДЛЯ ЖАРКИ ПОНЧИКОВ ВО ФРИТЮРЕ | 2004 |
|
RU2264778C1 |
Изобретение относится к оборудованию для последовательной упаковки материалов в прилегающие оболочки, выполненные из листового пленочного рулонного материала, в одной из которых формируют карманы термовакуумированием, и может быть использовано в пищевой, медицинской промышленности, торговле и т. п. Устройство содержит закрепленные на станине рулонодержатели верхней и нижней пленок, механизм пошагового их перемещения посредством распределенных по периферии захватов, вертикально разъемные, с подвижными матрицами, приспособление вакуумного термоформования емкостей и узел термосварки, отрезные ножи и склиз выгрузки. Устройство нагрева установлено отдельно от приспособления вакуумного формования емкостей. Перед узлом термосварки шарнирно укреплен ограничитель уровня, электрически связанный с приводом механизма возвратно-поступательных перемещений подачи пленки, выполненного в виде пространственно ограниченной роликами каретки, несущей симметрично укрепленные продольные опоры под нагруженные пружинами захваты, снабженные толкателями. За узлом термосварки над подвижной опорой установлен поперечный нож, причем параллельные дисковые отрезные ножи смонтированы вдоль движения емкостей и примыкают к склизу выгрузки. При этом опора устройства нагрева и матрица вакуумного формования емкостей, матрица узла термосварки и опора поперечного ножа снабжены автономными приводами. Такая конструкция обеспечивает повышение функциональной надежности вакуумно-упаковочной машины, упрощение конструкции и наладки исполнительных механизмов, точности их действия, что улучшает качество упаковки. 1 з.п. ф-лы, 3 ил.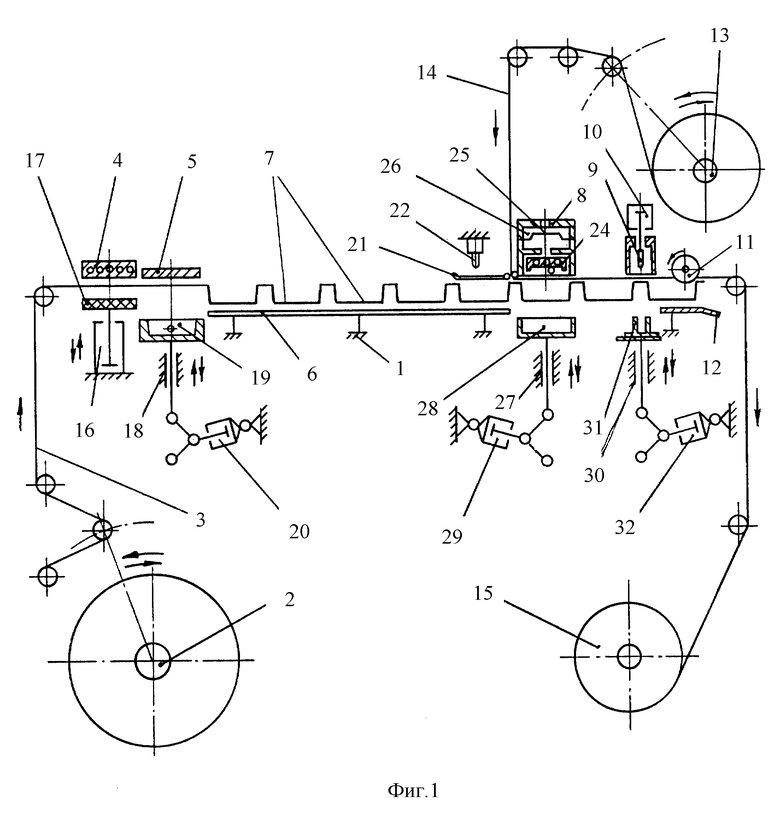
| Устройство для упаковывания предметов | 1989 |
|
SU1676932A1 |
| Устройство для упаковывания предметов в термоформуемую пленку | 1988 |
|
SU1597309A1 |
| Устройство для упаковывания предметов между пленкой и фольгой | 1985 |
|
SU1414710A1 |

