Область техники
Изобретение относится к гидрометаллургии лития и может быть использовано для получения соединений лития или точнее касается способа получения гидроксида лития из природных рассолов и установки для его осуществления.
Уровень техники
Известен способ получения моногидрата гидроксида лития и его солей из природных рассолов путем пропускания рассола через слой гранулированного сорбента, селективного по отношению к ионам лития, и последующей электрохимической конверсии получаемого раствора хлорида лития в раствор гидроксида методом электродиализа в аппаратах с биполярными мембранами [1].
Недостатками способа является использование электродиализных аппаратов с биполярными мембранами, в которых получают растворы гидроксида лития с содержанием примеси LiCl до 16%, что требует отмывки получаемого моногидрата гидроксида лития от хлорид-иона.
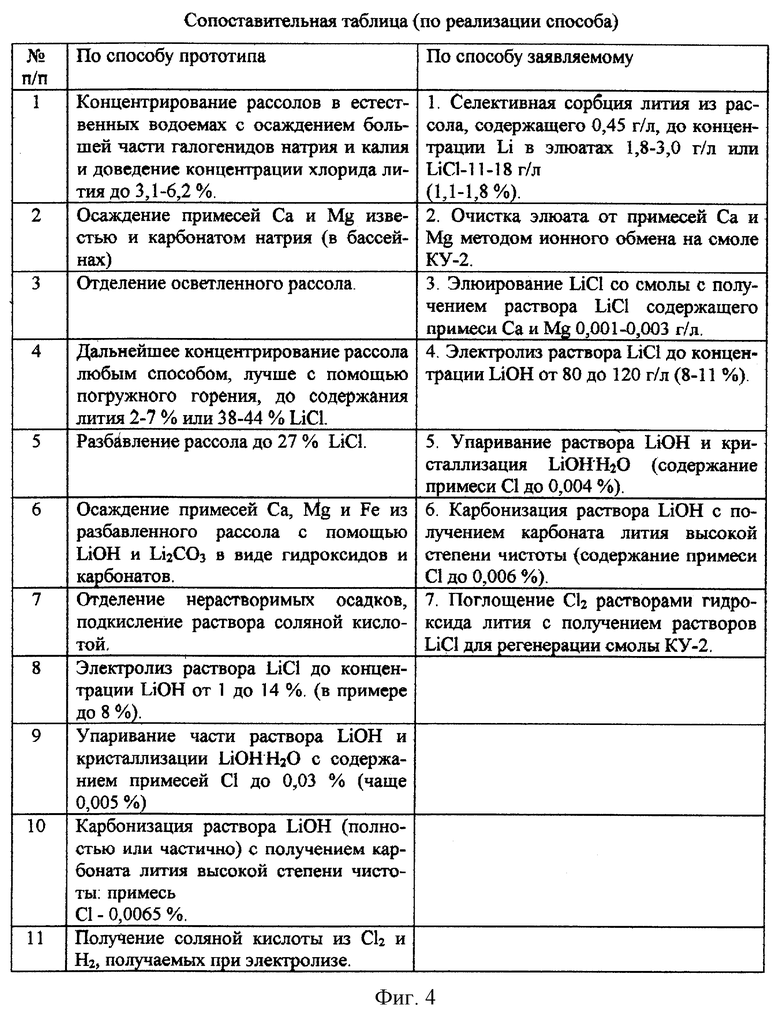
Наиболее близким техническим решением к заявляемому является способ получения гидроокиси лития из рассолов, содержащих галогениды лития, щелочных и щелочноземельных металлов, после их концентрирования до содержания лития 2-7%, отделения большей части галогенидов натрия и калия, осаждение щелочноземельных металлов при рН 10,5-11,5 с последующей обработкой раствора в электролизере с ион-селективной мембраной Nafion 475, 325, отделяющей анолит от католита, где происходит переход ионов лития в катодную камеру и насыщение католита гидроокисью лития, что сопровождается выделением хлора и водорода. Осаждение примесей магния, кальция и железа осуществляют карбонатом натрия и гидроксидом кальция, а затем добавлением гидроксида и карбоната лития, взятых в стехиометрических количествах, соответствующих содержанию указанных примесей. Для получения моногидрата гидроокиси лития высокой чистоты производят кристаллизацию его из раствора католита, в котором содержание примесных катионов не превышает 0,5%. Раствор подвергают карбонизации диоксидом углерода для осаждения карбоната лития высокой чистоты, содержащего не более 0,0065% хлорида. При частичном упаривании раствора гидроксида лития получают продукт высокой степени чистоты, содержание примеси хлора в котором составляет 0,005%. Выделяющийся хлор и водород, вступая во взаимодействие, образуют соляную кислоту, которая в результате обменной реакции с высокочистым моногидратом гидроокиси лития образует хлорид лития высокой степени чистоты, что необходимо для получения высокочистого металлического лития [2]. Этот способ выбран нами в качестве прототипа.
Недостатками данного способа являются многоступенчатость процесса подготовки рассолов перед его электролизом, а именно концентрированно рассола, содержащего 0,04% Li, до содержания 2-7%, т.е. в 50-170 раз естественным путем, что требует аридных климатических условий либо дополнительных энергозатрат на его осуществление, последующее отделение галогенидов натрия и калия, осаждение примесей катионов Са и Mg химическими веществами (карбонатом натрия и гидроокисью кальция), последующее отделение осадков, дальнейшее концентрирование рассолов уже с помощью погружного горения, повторное осаждение примесей Са, Mg, Fe с помощью LiOH и Li2CO3 и отделение осадка с последующим подкислением раствора. Таким образом, в процессе концентрирования рассола необходимо дважды вносить химические реагенты для осаждения примесных катионов и многократно фильтровать концентрируемый рассол. Этот способ можно использовать не для всех типов рассолов. Так для рассолов с высоким содержанием кальция и магния, до 50%, какими являются рассолы Иркутской области, осаждение их невозможно из-за получения нефильтруемой массы осадка, что делает неприемлемым использование данного способа.
Наиболее близким техническим решением для реализации способа является установка для осуществления сорбции лития в виде его хлорида [3]. Установка включает сорбционно-десорбционную колонну по типу колонны Хиггинса, имеющую U-образный цилиндрический корпус, заполненный гранулированным сорбентом. Сорбент, применяемый для селективной сорбции лития из рассолов высокой минерализации, получен на основе двойного соединения алюминия и лития LiCl•2Al(OH)3•nН2О (ДГАЛ-Сl) с дефицитом лития в его составе [4]. Гранулирование сорбента осуществляется одним из способов, описанных в патентах [5, 6].
Колонна снабжена шаровыми кранами, установленными в сорбционной и десорбционной ветвях и используемыми при перемещении сорбента внутри корпуса, а площади сечения зон сорбции и десорбции относятся как 1,5:1,0. Колонна содержит также патрубки для ввода исходного рассола в зону сорбции и для вывода из нее отработанного рассола, патрубки для подачи элюирующей жидкости в зону десорбции и вывода элюата из нее, патрубки для вывода из зоны десорбции регенерированного сорбента и ввода регенерированного сорбента в сорбционную ветвь колонны, а также снабжена патрубком для подачи раствора донасыщения и отмывки сорбента, установленным ниже патрубка ввода исходного рассола в зону сорбции.
Посредством трубопроводов и арматуры колонна соединена с емкостями для исходного и маточного рассола, для элюирующей жидкости и элюата, для сбора раствора, используемого в качестве транспортной жидкости при классификации сорбента, и фильтра для отделения мелкой фракции сорбента, а также с устройством для концентрирования элюата, состоящим из электроионитного аппарата и репульпатора, соединенных с емкостью для элюата, с емкостью для обессоленной воды и фильтром, а также емкостями для концентрированного раствора хлорида лития и регенерата (раствора хлоридов Mg и Са после регенерации смолы в электроионитном аппарате).
Эта установка принята нами в качестве прототипа.
Недостатками установки являются: получение элюатов с низкой концентрацией хлорида лития (3-10 г/л); недостаточная чистота элюата, поступающего в электрохимический аппарат; отсутствие магистрального канала для возврата жидкости из зоны перегрузки сорбента в зону десорбции; заметное истирание сорбента за счет сужающегося устройства в колонне и разного диаметра устройства в зонах сорбции и десорбции; длительное время слива маточного рассола и транспортной жидкости; неравномерная подача рассола по сечению колонны. Кроме конструкционных недостатков сорбционно-десорбционной колонны в установке отсутствует конвертер для получения раствора LiOH из элюата - раствора хлорида лития.
Техническим результатом заявляемого способа и установки для его реализации является исключение многократного концентрирования рассола в бассейнах, применения химических методов очистки рассола после его концентрирования от примесей Mg и Са, а также возможность использования элюатов с концентрацией LiCl, равной 11-18 г/л (1,5-1,8%), для конверсии LiCl в LiOH в электролизерах, работающих по типу мембранного электролиза.
Сущность изобретения.
Технический результат изобретения достигается путем концентрирования элюата - раствора хлорида лития, полученного в результате селективной сорбции лития из рассолов с последующей десорбцией лития, непосредственно в U-образной колонне, заполненной гранулированным сорбентом на основе двойного соединения алюминия и лития - LiCl•2Аl(ОН)3•mН2О, путем осуществления процесса десорбции раствором хлорида лития, концентрация которого вначале составляет 0,5-3,0 кг/м3, а затем 11-17 кг/м3, при этом часть элюата подвергают циркуляции при соотношении объемов циркулирующего раствора к объему сорбента 1,5: 1,0, и объема, выводимого из колонны концентрированного элюата к объему подаваемого на десорбцию обессоленного раствора хлорида лития 1,0:1,0, а также путем
- осуществления очистки концентрированного элюата от примесей магния и кальция на катионите в Li-форме с последующей регенерацией катионита раствором хлорида лития,
- проведения конверсии хлорида лития в гидроксид в электролизере при плотности тока 2,0-9,5 А/дм2 до остаточной концентрации хлорида лития в анолите 6,5-7,5 кг/м3 и абсорбцией выделяющегося хлора маточным раствором после кристаллизации LiOH•H2O в присутствии мочевины с получением раствора хлорида лития, направляемого на стадию регенерации катионита;
- проведения обессоливания анолита до концентрации 0,5-3,0 кг/м3 LiCl и использования обессоленного раствора хлорида лития на стадии десорбции лития с сорбента. Технический результат достигается также путем использования установки, включающей U-образную колонну, заполненную гранулированным сорбентом на основе двойного соединения алюминия и лития - LiCl•2Аl(ОН)3•mН2О, селективного к ионам лития, которая дополнительно снабжена устройством, установленным в нижнем тороидальном участке колонны, позволяющим реверсивную циркуляцию промывочной жидкости, а также снабжена обводной системой на десорбционном участке колонны, для возврата десорбирующей жидкости в зону десорбции,
- U-образную колонну, заполненную катионитом в Li-форме, для очистки элюата от примесей Mg и Са, причем корпус U-образной колонны, заполненной гранулированным сорбентом, имеет равные площади сечения в зонах сорбции LiCl, промывки сорбента и десорбции лития, а корпус U-образной колонны, заполненной катионитом в Li-форме, имеет различные диаметры левого (сорбционного) и правого (десорбционного) участков, которые относятся как 3: 2,
- двухтрактный электролизер для конверсии элюата - раствора хлорида лития в гидроксид и двухтрактный электродиализный аппарат фильтр-прессного типа для получения обессоленного раствора хлорида лития, абсорбер для улавливания хлора, а также кристаллизатор для получения кристаллов LiOH•Н2О и центрифугу для их отделения от маточного раствора, используемого для поглощения хлора.
Процесс конверсии LiCl в LiOH осуществляют в две стадии, на первой в электролизере, работающем в гальваностатическом режиме, с получением раствора гидроксида лития с концентрацией 60-80 г/л и анолита с содержанием LiCl 6,5-7,5 г/л, а на второй стадии в электродиализаторе, работающем в потенциостатическом режиме, обеспечивается обессоливание анолита с получением обессоленного раствора хлорида лития 0,5-3,0 кг/м3 и концентрата с концентрацией LiCl-25-30 кг/м3, направляемого на стадию электролиза для подпитки элюата.
Электролизер для конверсии хлорида лития имеет анод из коррозионностойкого материала, устойчивого в условиях электродных процессов, а именно в качестве анода целесообразно использовать платину или титан с покрытием, содержащим иридий или платину, а в качестве катода нержавеющую сталь. Электролизер снабжен промежуточными электродами, выполненными из иридированной титановой фольги.
Электролизер отличается от прототипа используемыми мембранами: вместо мембран Nafion-475, 325 используют отечественные мембраны МК-40 или МК-41.
Хлор, выделяющийся в процессе электролиза, направляют в газоотделитель, а затем в абсорбер для его поглощения, который устанавливают над баком, заполненным раствором гидроксида лития с восстановителем.
Раствор хлорида лития, образовавшийся в процессе поглощения хлора, поступает в реактор для концентрирования, и после достижения концентрации LiCl, равной 70-100 г/л, направляют в сборник раствора хлорида лития, используемого при десорбции Са и Mg с катионита в Li-форме.
Избыток хлора улавливают исходным бромсодержащим рассолом, где осуществляется реакция окисления 2Вr--->Вr2 с последующей отдувкой брома и его конденсацией.
Предлагаемая установка для получения гидроксида лития из рассолов, выполненная согласно изобретению, обеспечивает ступенчато-противоточне движение контактируемых фаз в сорбционно-десорбционной колонне с замкнутым циклом движения сорбента, эффективную отмывку гранул от примесных компонентов с помощью реверсивной циркуляции промывочной жидкости, концентрирование элюата, осуществляемое непосредственно в колонне путем рециркуляции элюата, а также возврат элюата из зоны перегрузки сорбента в верхнюю часть участка десорбции, что препятствует его разбавлению, получение элюата с концентрацией LiCl, близкой к равновесной, направляемого в ионообменную колонну для очистки от ионов Са и Mg, а затем на электролиз в электролизер мембранного типа, где происходит конверсия LiCl в LiOH, образовавшийся анолит (разбавленный раствор LiCl) использовать для электродиализного обессоливания с получением обессоленного раствора хлорида лития, поступающего на десорбцию, а концентрат возвращать на электролиз, при этом хлор, выделяющийся на аноде, улавливать раствором гидроксида лития в присутствии восстановителя с получением раствора хлорида лития, используемого для регенерации катионита и перевода его в Li-форму.
Перечень фигур.
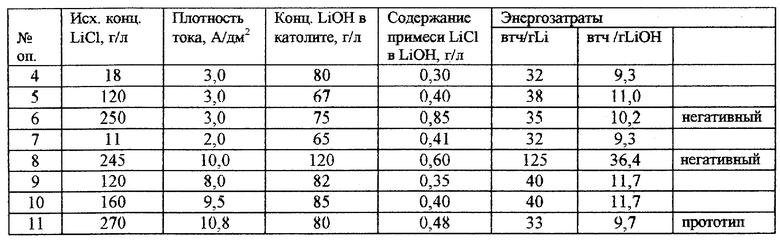
Фиг.1 - концентрирование элюатов в колонне оборотными растворами при рециркуляции их в десорбционной ветви колонны Ж:Т = 1,5:1,0.
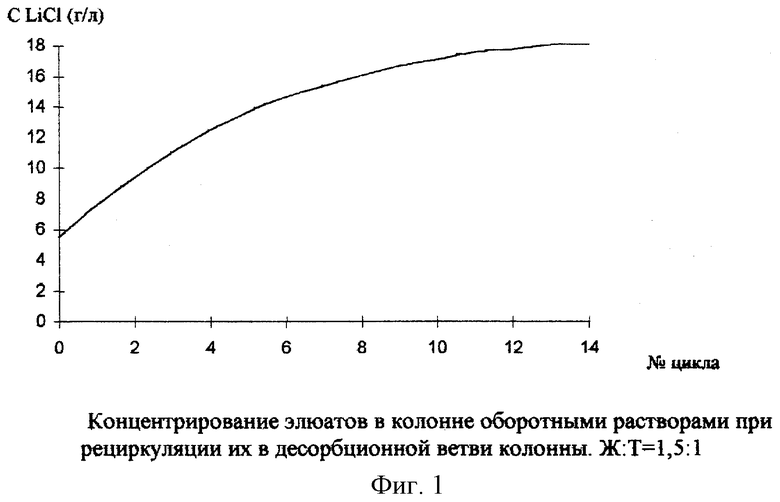
Фиг 2 - изотерма десорбции лития с гранулированного сорбента.
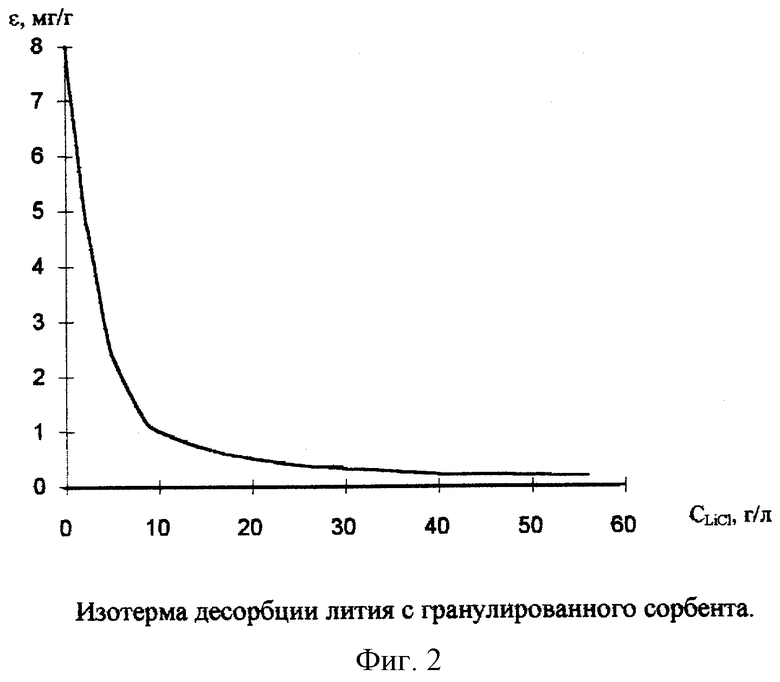
Фиг.3 - общая схема установки по получению гидроксида лития из рассола с перечнем обозначений оборудования, представленного на схеме.
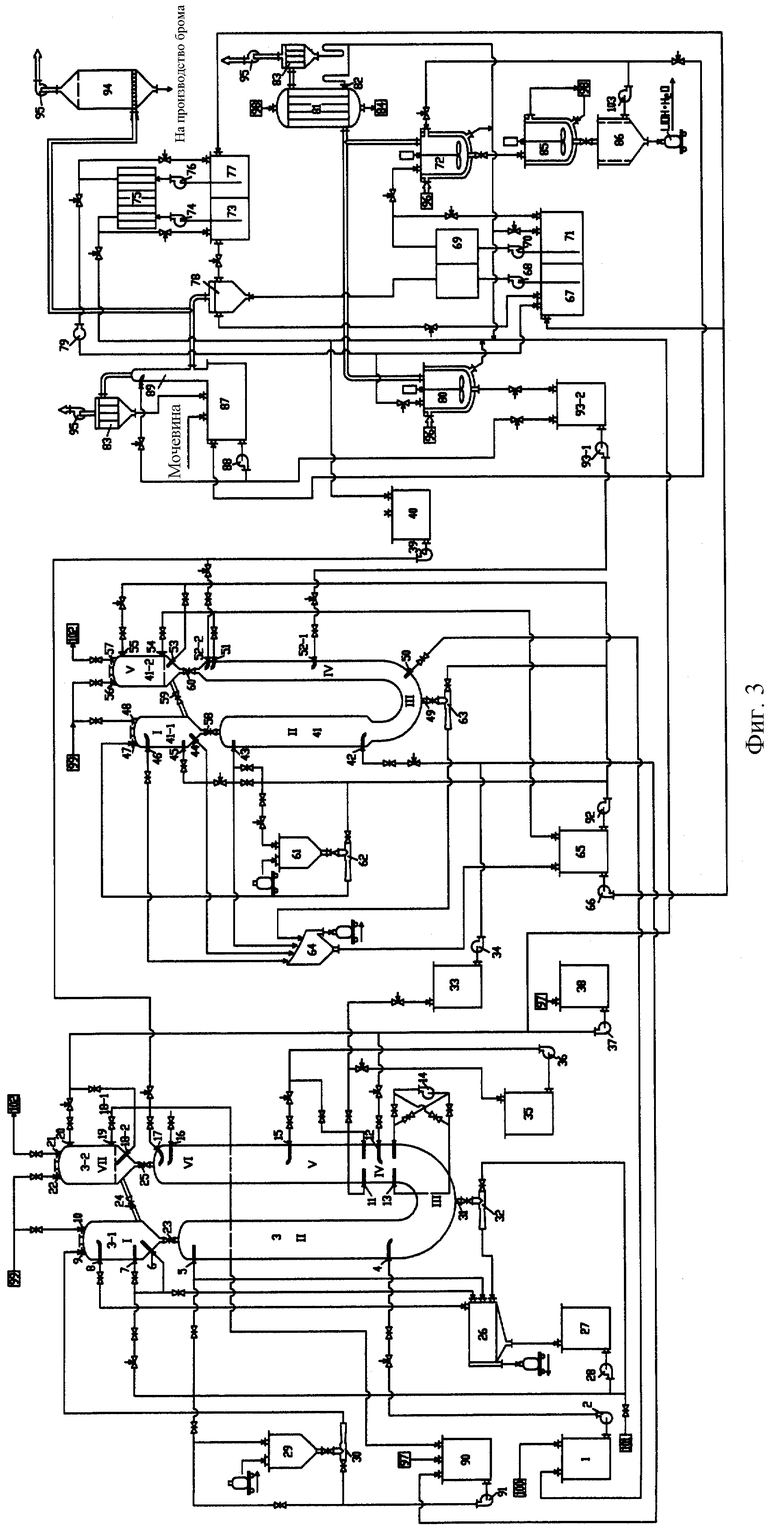
Фиг.4 - сопоставительная таблица.
Сведения, подтверждающие возможность осуществления изобретения.
Предлагаемый способ получения гидроксида лития и установка для его осуществления реализуется благодаря сочетанию следующих основных процессов:
1) селективное извлечение лития из рассолов с получением элюатов хлорида лития;
2) глубокая ионообменная очистка элюатов от примесей Mg2+ и Са2+ на катионите в Li-форме;
3) электрохимическая конверсия раствора хлорида лития в гидроксид с улавливанием газообразного хлора;
4) кристаллизация моногидрата гидроокиси лития высокой чистоты.
Сорбционно-десорбционная колонна имеет ряд зон, через которые последовательно проходит сорбент и которые соответствуют следующим процессам: гидравлическая классификация сорбента (I), сорбция лития (II), донасыщение и промывка сорбента (III, IV), десорбция лития (V, VI). Сорбент после десорбции лития поступает в бункер, а затем в зону гидравлической классификации (I), образуя замкнутый контур. Передвижение сорбента осуществляется импульсом сжатого воздуха.
В зоне (I) путем гидравлической классификации в восходящем потоке жидкости происходит вынос мелкой фракции (продуктов разрушения сорбента) из колонны, чем достигается постоянство гидравлического сопротивления слоя сорбента.
После насыщения сорбента в зоне сорбции (II) сорбент поступает в зону донасыщения и промывки (III, IV). Здесь происходит отмывка сорбента от солей, содержащихся в рассоле, за счет дополнительной реверсивной циркуляции промывочной жидкостью. В промежуточной зоне (IV) сорбент и элюат проходят точку, в которой фиксируется максимальное содержание лития как в сорбенте, так и в элюате. В этой точке происходит отбор элюата. В процессе продвижения сорбента в десорбционную ветвь колонны сорбент проходит первую зону десорбции (V), через которую циркулирует элюат, а далее вторую зону десорбции (VI), где осуществляется глубокая десорбция лития обессоленным раствором хлорида лития.
Конструкцией колонны предусмотрены изменения границ зоны донасыщения, границ зоны рециркуляции элюата и зоны десорбции. Вывод элюата может быть осуществлен с двух уровней. Верхняя граница рециркуляции элюата может изменятся переключением подачи элюата. Реверсивная циркуляция в зоне отмывки сорбента может осуществляться также на двух уровнях. Для промывки подается как вода, так и раствор LiCl.
Описанная последовательность операций позволяет получать элюаты с содержанием LiCl от 11 до 18 г/л, а примеси MgCl2 и СаСl2 в количестве 0,1-0,3 г/л.
Указанная концентрация LiCl достигается при рециркуляции элюата в зоне десорбции. На фиг.1 показана зависимость концентрации LiCl от количества циклов (проходов) при рециркуляции элюатов. Как следует из фиг.1 концентрация LiCl уже после 10-ти циклов практически достигает равновесной (фиг.2).
Элюат после сорбционно-десорбционной колонны поступает в ионообменную колонну, заполненную катионитом (например, КУ-2) в Li-форме, которая работает по тому же принципу, т.е. в ступенчато-противоточном режиме.
В зоне (I) путем гидравлической классификации осуществляется отделение мелкой фракции катионита. В зоне сорбции (II) происходит насыщение катионита ионами Са и Mg из элюата, отдавая при этом ионы лития.
Из зоны сорбции катионит поступает в переходную зону (III), в которой происходит дальнейшее вытеснение ионов Li из катионита в раствор и замещение их ионами Са и Mg, концентрация которых несколько повышена относительно концентрации их в исходном элюате зоны сорбции. В конце зоны (III) происходит полное насыщение сорбента ионами Са и Mg и движущийся навстречу десорбат (раствор LiCl) проходит точку, имеющую максимальную концентрацию кальция и магния как в катионите, так и в растворе. Из этой точки происходит отбор десорбата, содержащего до 100 г/л CaCl2 и MgCl2 и ~ 2 г/л LiCl.
Проходя зону IV, катионит освобождается от ионов Са и Mg путем вытеснения их ионами лития, концентрация которых в десорбате (растворе хлорида лития) почти на порядок выше, чем в исходном элюате и составляет 1,6-2,5 н или 70-100 г/л LiCl. Регенерированный сорбент перегружается в зону V, а секция классификации I замыкает технологический цикл.
Описанная конструкция ионообменной колонны позволяет получать элюаты с содержанием Са2+ и Mg2+ до 0,001 и 0,003 г/л соответственно.
Содержание хлорида лития в элюате при этом несколько возрастает и составляет 13-20 г/л. Раствор хлорида лития (1,6-2,5 н) для регенерации сорбента используется многократно. Подпитка раствора LiCl происходит из канала концентрирования хлорида лития после улавливания хлора раствором LiOH.
Очищенный элюат подается на установку конверсии, где подвергается электролизу с получением католита - раствора LiOH и анолита - обедненного раствора хлорида лития с концентрацией ~ 7 г/л LiCl. Анолит подается в аппарат для обессоливания, работающий по методу электродиализа, в котором раствор LiCl, циркулируя через камеры обессоливания и промежуточную емкость, обессоливается до содержания LiCl 0,5-3,0 г/л и поступает в зону десорбции сорбционно-десорбционной колонны. Концентрат из камер концентрирования, представляющий собой раствор LiCl 25-30 г/л, поступает на конверсию для подпитки элюата.
Промышленная применимость.
Предлагаемое изобретение с успехом может быть использовано для получения моногидрата гидроксида лития из природных хлоридных рассолов любого типа с любой концентрацией солей, а также технологических солевых растворов химических и биохимических производств.
В дальнейшем предлагаемое изобретение поясняется конкретными примерами его выполнения.
Пример 1. Гранулированный сорбент на основе ДГАЛ-Сl после селективной сорбции лития из рассола (∑солей≅500 г/л; LiCl=2,5 г/л) подвергали обработке водой при перемешивании и Ж:Т = 1,5. Элюат после десорбции лития, обессоленный раствором LiCl, содержал 5,5 г/л хлорида лития.
Полученным элюатом в тех же условиях обрабатывали свежую порцию насыщенного литием сорбента. Таким путем проводили несколько циклов. Элюаты от предыдущего цикла использовали для обработки свежей порции сорбента в следующих циклах, тем самым моделируя процесс концентрирования элюатов при рециркуляции в десорбционной ветви колонны. После второй обработки концентрация хлорида лития в элюате возрастала до ~ 9 г/л, а после шестой - до 14 г/л. Результаты последовательных циклов десорбции лития с насыщенного сорбента с использованием растворов хлорида лития от предыдущего цикла представлены на фиг. 1. Такой прием позволяет получать концентрацию хлорида лития в элюате ~ 18 г/л, что практически соответствует равновесной концентрации в системе раствор LiCl - сорбент (см. изотерму десорбции, фиг.2).
Пример 2. Элюат после его концентрирования, имеющий состав (г/л): LiCl= 15,9; NaCl= 0,03; MgCl2= 0,20; СаСl2= 0,28 (или 4,2 мгэкв/л MgCl2 и 5,05 мгэкв/л CaCl2), в количестве 16,5 л пропускали через ионообменную колонку, заполненную смолой КУ-2 в Li-форме, объем смолы 225 мл. Обработку проводили до проскока Са2+ в раствор. После очистки от ионов Са и Mg элюат имел следующий состав (г/л): LiCl= 18,0; NaCl=0,02; MgCl2=0,003, CaCl2=0.001. Содержание Са и Mg в смоле ≅ 153 мгэкв.
Пример 3. Смолу КУ-2 после пропускания элюата подвергали регенерации раствором хлорида лития 70 г/л. Регенерация проводилась в той же колонке до отсутствия Са и Mg в катионите. Элюаты представляли собой растворы хлоридов магния и кальция с концентрацией солей 100 г/л в расчете на СаСl2 и содержанием LiCl ~ 2 г/л, которые объединяли с исходным рассолом (пример 1).
Пример 4. Раствор хлорида лития с концентрацией LiCl=18 г/л подвергали электролизу в мембранном электролизере - конвертере, снабженном электродами из платинированного титана и состоящем из 5-ти элементарных ячеек, анодные и катодные камеры в котором разделены катионообменными мембранами МК-40, а элементарные ячейки - титановой фольгой, покрытой иридием. Через анодные камеры конвертера циркулировал раствор хлорида лития 18 г/л; в катодном тракте - раствор LiOH (исходная концентрация - 6 г/л). На электроды конвертера подавали постоянный ток, обеспечивающий плотность тока 3 А/дм2. Опыт проводили в гальваностатическом режиме до содержания LiCl в исходном растворе ~ 7 г/л. В течение опыта падение напряжения изменялось незначительно: 18,0-19,4 В. Концентрация раствора LiOH в католите составила 80 г/л, содержание примеси хлора в виде LiCl фиксировали на уровне 0,3 г/л. Затраты электроэнергии на перенос 1 г Li составили 32 Втч или ~ 9,3 Втч в расчете на 1 г LiOH.
Последующие примеры по конверсии LiCl в LiOH сведены в таблицу.
Пример 12. Анолит с содержанием хлорида лития 7 г/л использовали в обессоливающем аппарате, работающем по принципу электродиализа. Обессоливатель состоял из 3-х элементарных ячеек, каждая из которых имела по две чередующихся мембраны, катионо- и анионообменные, образуя камеры обессоливания и концентрирования. Обессоливание проводили в потенциостатическом режиме при напряжении 34 В и плотности тока, изменяющейся от 2,35 до 0,9 А/дм2.
Обессоливание продолжали до снижения концентрации LiCl с 7 до 2,5 г/л. Обессоленный раствор хлорида лития использовали на стадии десорбции лития (оп. 1), а концентрат, образующийся в тракте концентрирования с содержанием LiCl ~ 25 г/л, направляли на подпитку элюата на стадии конверсии хлорида лития (пр. 4).
Пример 13. Раствор LiOH после опыта 9 подвергали упариванию ~ в 1,5 раза, затем при охлаждении осуществляли кристаллизацию осадка LiOH•H2O. Осадок отделяли на фильтре и анализировали. Состав полученного осадка отвечал содержанию основного вещества 99,9%. Количество фиксируемых примесей в осадке составило (%): Са - 0,0002; Mg - 0,0003; Cl - 0,004; СО2 - 0,1.
Пример 14. 200 мл раствора гидроксида лития после упаривания с содержанием LiOH 110 г/л подвергали карбонизации углекислым газом. Полученный осадок карбоната лития отделяли на фильтре, промывали небольшим количеством воды и сушили при 105oС. Сухой осадок имел содержание Cl в составе 0,004%.
Пример 15. Раствор гидроксида лития с концентрацией ~ 40 г/л (V=100 мл), полученного путем разбавления маточного раствора после отделения кристаллов LiOH•H2O, использовали для поглощения газообразного хлора. С этой целью в раствор гидроксида лития добавляли 3 г мочевины и через полученную смесь пропускали газообразный хлор до снижения рН раствора до 4-5. При этом протекает следующая реакция:
3Cl2+(NH2)2CO+6LiOH=6LiCl+CO2+N2+5H2O.
Полученный раствор имел концентрацию хлорида лития ~ 70 г/л (1,6Н), который для получения раствора с концентрацией LiCl ~ 100 г/л (2,4Н) подупаривали ~ в 1,5 раза и использовали для регенерации смолы КУ-2 в примере 3.
Пример 16. Через 100 мл раствора гидроксида лития (110 г/л) после отделения кристаллов LiOH•H2O и добавления 4 г мочевины пропускали газообразный хлор до рН 4. Полученный раствор хлорида лития имел концентрацию ~ 190 г/л (~ 4,5 Н). В этом случае раствор разбавляли примерно в 2,5 раза и использовали для регенерации католита КУ-2 (см. пример 3).
Исходя из представленных примеров следует.
Введение рециркуляции элюатов в десорбционной ветви колонны (см. пр.1) позволяет повысить концентрацию хлорида лития в элюате в 1,5-2,0 раза по сравнению с содержанием LiCl в элюатах, полученных в способе прототипа на установку.
Ионообменная очистка элюатов от Са и Mg с использованием смолы КУ-2 является очень эффективным приемом для получения растворов LiCl с содержанием хлоридов магния и кальция 0,0003 и 0,0001% соответственно (пример 2) или в расчете на металлы Mg - 0,00007, Са - 0,00004%, что на порядок ниже, чем в примерах прототипа на способ.
Из примеров 4-11 по конверсии хлорида лития в гидроксид очевидно, что снижение плотности тока с 10-30 А/дм2, как указано в прототипе, до 2-9,5 А/дм2 по заявленному способу, приводит к снижению примесей хлора в католите с 0,48-0,85 до 0,30-0,41 г/л, т.е. в 1,5-2,0 раза и практически не сопровождается увеличением энергозатрат на единицу целевого продукта.
Увеличение количества Cl-иона в католите отмечается в случае увеличения концентрации LiCl в исходном растворе с одновременным снижением плотности тока (пример 6). Резкое повышение энергозатрат на единицу целевого продукта наблюдается при повышении концентрации LiOH в католите до 120 г/л (пример 8). Поэтому целесообразно процесс конверсии проводить до содержания LiOH в растворе 80-90 г/л и плотности тока 2-9,5 А/дм2.
Из примеров 15, 16 очевидно, что часть раствора гидроксида лития (~5-7%), полученного в процессе конверсии, можно использовать для поглощения хлора, выделяемого в процессе электролиза, а полученные концентрированные растворы LiCl (70-100 г/л) использовать для регенерации смолы КУ-2. Большую часть хлора целесообразно поглощать исходным бромсодержащим рассолом и использовать его для получения элементарного брома.
Описание работы установки (фигура 3).
Рассол из емкости 1 с помощью насоса 2 поступает в сорбционно-десорбционную колонну (3) через патрубок 4. Проходя через зону сорбции (II), рассол, обедненный литием, через патрубок 5 сливают в емкость для сбора отработанного рассола (27). Отработанный рассол поступает на закачку в пласт (101). Часть отработанного рассола из емкости 27 насосом 28 подают через патрубок 7 в зону классификации, где отделяют измельченную фракцию сорбента и удаляют ее вместе с рассолом из колонны через патрубок 8. Пульпа измельченного сорбента и отработанного рассола поступает на фильтр 26, где происходит их разделение, рассол поступает в емкость 27, а измельченный сорбент затаривают в мешки и направляют на повторное использование при производстве гранулированного сорбента. Подпитку свежими порциями гранулированного сорбента осуществляют путем смешивания его с отработанным рассолом, поступающим из колонны через патрубок 5, в емкости 29 и далее трубопроводом пульпу подают в зону классификации 1 через патрубок 9.
Гранулированный сорбент по мере его насыщения литием в сорбционной зоне II поступает в нижнюю тороидальную часть колонны (зоны III и IV), куда подают воду (конденсат) из емкости 38 насосом 37 через патрубок 12. Промывку осуществляют с помощью перемешивающего устройства 13 для реверсивной циркуляции промывной жидкости, включающего насос 14, дренажные патроны и систему клапанов.
Отмытый сорбент поступает в зону десорбции V, где осуществляют двухстадийную десорбцию лития, сначала с помощью хлорида лития, поступающего через патрубок 15 из емкости 35 насосом 36; затем проводят окончательную десорбцию лития в зоне VI обессоленным раствором хлорида лития, поступающим через патрубок 17 из емкости 40 насосом 39. Таким образом элюат после десорбции лития обессоленным раствором LiCl стекает в зону V, где осуществляют его донасыщение литием. Элюат из емкости 35 с помощью насоса 36 многократно циркулирует через сорбент нижней части десорбционной зоны V, в результате чего повышается концентрация LiCl в элюате. Обогащенный литием элюат из контура концентрирования 11 поступает в емкость 33 на операцию очистки от Са и Mg.
Сорбент после десорбции лития поступает в бункер 3-2, часть элюата, попавшего в бункер при транспортировке сорбента, через обводную систему и патрубки 19 и 16 возвращают в колонну, а подготовленный (регенерированный) сорбент через клапан 24 транспортируют в зону 1 для классификации (3-1). После классификации сорбент направляют в сорбционную ветвь II колонны, тем самым замыкая круг движения сорбента в сорбционно-десорбционной колонне. Транспортировку сорбента из бункера 3-2 в зону классификации осуществляют с помощью воды, поступающей из емкости 38, которую подают в бункер 3-2 через патрубок 20 насосом 37.
Элюат после сорбции из емкости 33 с помощью насоса 34 подают в ионообменную колонну (41), работающую по принципу сорбционно-десорбционной колонны, через патрубок 42. Очищенный от Са и Mg элюат через патрубок 43 проходит дуговое сито 64 и поступает в емкость 65 для сбора очищенного элюата. Насыщенный Са и Mg катионит импульсом воздуха передвигают в торроидальную часть колонны - зона III и затем она поступает на десорбцию Са и Mg в зону IV колонны, где одновременно осуществляют и ее регенерацию. С этой целью через патрубок 52-1 поступает раствор LiCl с концентрацией 70-100 г/л из емкости 93-2. Проходя через зону десорбции IV, раствор, обогащенный хлоридами Mg и Са и содержащий ~ 2 г/л LiCl, сливают через патрубок 50 и направляют в емкость 1 с исходным рассолом. Регенерированный катионит КУ-2 в Li+-форме поступает в бункер 41-2, а раствор, поступивший в бункер вместе с катионитом, возвращают в зону десорбции по обводной системе через патрубки 54 и 51. Из бункера 41-2 с помощью очищенного элюата, который подают из емкости 65 через патрубок 59, катионит транспортируют в бункер 41-1 для классификации и отделения мелкой фракции. Классификацию катионита осуществляют также очищенным элюатом, который подают из емкости 65 по системе трубопроводов через патрубок 45. Из зоны классификации I пульпа поступает на дуговое сито 64, на котором отделяют мелкую фракцию катионита от раствора LiCl, который сливают в емкость 65.
Очищенный элюат из емкости 65 насосом 66 подают в промежуточную емкость 67, из которой насосом 68 очищенный элюат подают в электролизер мембранного типа 69 для конверсии раствора LiCl в LiOH. Раствор LiOH, образовавшийся в результате конверсии, циркулирует через емкость 71 с помощью насоса 70 и обогащается LiOH до заданной концентрации (60-80 г/л), после чего его отводят в реактор 72 с обогреваемой паром рубашкой, где происходит его дальнейшее концентрирование. Обедненный раствор хлорида лития (~ 7 г/л) и газообразный хлор поступают в разделительный сосуд 78, из которого раствор хлорида лития направляют в абсорбер 94, где большую часть газообразного хлора улавливают исходным рассолом, поступающим из емкости 1, который затем поступает на бромный передел для получения Вr2.
Одновременно для улавливания Сl2 частично используют маточный раствор после отделения кристаллов моногидрата гидроокиси лития. В этом случае в емкость 87 подают маточный раствор LiOH из центрифуги 86 и восстановитель (мочевина в виде щелочного раствора) для восстановления молекулярного хлора до хлорид-иона и образования раствора LiCl. В этой же емкости происходит и концентрирование раствора LiCl путем его циркуляции с помощью насоса 88. При достижении заданной концентрации (~ 100 г/л LiCl) раствор сливают в емкость 93-2, откуда он поступает в ионообменную колонну (41) на десорбцию Са и Mg.
Раствор хлорида лития - анолит из емкости 78 после отделения хлора поступает в емкость 73, из которой с помощью насоса 74 поступает в электродиализный аппарат 75, где происходит дальнейшее снижение концентрации LiCl в процессе рециркуляции, осуществляемой с помощью того же насоса 74. После достижения заданного предела обессоливания (~ 2,5 г/л LiCl) раствор отводят по трубопроводу в емкость 40 на операцию десорбции лития в сорбционно-десорбционную колонну. Одновременно с получением обессоленного раствора хлорида лития в камере концентрирования происходит концентрирование раствора LiCl с образованием концентрата, который насосом 76 подают в емкость 77, а затем насосом 79 направляют в емкость 67 для подпитки элюата, поступающего из сорбционно-десорбционной колонны (3) на операцию электролиза.
Раствор гидроксида лития после концентрирования в реакторе 72 вместе с образовавшимися кристаллами LiOH•H2O подают в реактор 85, охлаждаемый водяной рубашкой, где происходит кристаллизация моногидрата гидроксида лития из охлажденного раствора LiOH. Кристаллы с маточным раствором периодически удаляют из реактора в центрифугу 86, где кристаллы LiOH•H2O отделяют и затаривают в мешки, а фугат с помощью насоса 103 возвращают в реактор 72. Часть маточного раствора используют для улавливания хлора в емкости 87 и получения раствора хлорида лития, который после дополнительного концентрирования в реакторе 80 поступает в емкость 93-2 и используется для регенерации катионита.
Конденсацию паров воды, образовавшихся в реакторах 72 и 80, осуществляют в холодильнике-конденсаторе (теплообменнике) 81, а конденсат подают по трубопроводу в емкость 40 для использования в технологическом процессе.
Таким образом, осуществляют замкнутый технологический процесс, который не имеет стоков и экологически вредных выбросов в атмосферу, а необходимые реагенты получают в рамках технологической схемы. Так, для десорбции лития с сорбента используют обессоленный раствор хлорида лития с операции обессоливания анолита, для регенерации катионита КУ-2 используют концентрированный раствор хлорида лития, образующийся в процессе улавливания хлора раствором гидроксида лития, раствор после регенерации катионита, содержащий наряду с хлоридами кальция и магния хлорид лития (~ 2 г/л), используют на стадии сорбции лития в сорбционно-десорбционной колонне. Улавливание хлора можно осуществлять как растворами гидроксида лития после отделения кристаллов LiOH•H2O, так и исходным бромсодержащим рассолом. Последнее очень важно при совместном получении лития и брома из рассолов, т.к. позволяет часть бромид-иона окислять за счет хлора, полученного на стадии конверсии хлорида лития.
Исходя из анализа приведенных примеров, описания работы установки (фиг. 3) и сопоставительной таблицы (фиг.4), можно сформулировать преимущества предлагаемого способа и установки для его осуществления:
1. Компактность предлагаемого технического решения за счет исключения необходимости многократного концентрирования рассола в естественных условиях, что не всегда возможно по климатическим условиям, и использования заявляемой установки, содержащей сорбционно-десорбционную колонну, для селективного извлечения лития из рассолов.
2. Использование элюатов селективной сорбции лития из рассолов с концентрацией LiCl=11-18 г/л для конверсии LiCl в LiOH.
3. Использование ионообменной очистки элюатов от примесей Mg и Са, позволяющей получать более чистые растворы LiCl по сравнению с многостадийным химическим осаждением, заявленным в способе прототипа.
4. Получение растворов LiOH, в которых содержание примесных ионов в 1,5-2,0 раза ниже, чем в способе-прототипе, позволяющих получать моногидрат гидроксида лития высокой степени чистоты.
5. Использование хлора для получения концентрированных растворов хлорида лития с целью их применения для регенерации катионита в ионообменном процессе.
6. Распространение предлагаемого способа практически на любые виды природных рассолов.
Источники информации
1. Патент RU 2090503, 20.09.97.
2. Патент ФРГ 2700748, 08.09.77 г.
3. Патент PCT/RU 93/00279, 14.01.94.
4. Патент РФ 2028385, 25.05.92 г.
5. Патент РФ 2009714, 27.01.92 г.
6. Патент РФ 2050184, 16.02.93 г.
Способ получения гидроокиси лития из рассолов и установка для его осуществления.
Перечень обозначений оборудования, представленного на (фиг.3)
1 - Емкость исходного природного рассола.
2 - Насос для подачи рассола.
3 - Сорбционно-десорбционная колонна для селективного извлечения LiCl из рассола.
3-1 - Бункер для классификации регенерированного сорбента и подачи его в зону сорбции.
3-2 - Бункер приема регенерированного сорбента из зоны десорбции.
4 - Патрубок для ввода рассола в сорбционно-десорбционную колонну.
5 - Патрубок для вывода отработанного рассола.
6 - Патрубок для подачи отработанного рассола на классификацию регенерированного сорбента.
7 - Патрубок для слива отработанного рассола.
8 - Патрубок для вывода пульпы измельченного сорбента из зоны классификации.
9 - Патрубок для ввода свежего гранулированного сорбента на основе двойного соединения алюминия и лития.
10 - Патрубок для подачи сжатого воздуха.
11 - Циркуляционный контур концентрирования и дренажная система для вывода элюата.
12 - Патрубок для ввода промывной воды.
13 - Устройство для реверсивной циркуляции промывной воды.
14 - Насос для реверсивной циркуляции промывной воды.
15 - Патрубок для ввода циркулирующего раствора хлорида лития, поступающего на десорбцию.
16 - Патрубок для возврата перегрузочного раствора в зону десорбции.
17 - Патрубок для ввода обессоленного раствора хлорида лития на десорбцию.
18-1 - Обводная система для возврата перегрузочного раствора из бункера приема регенерированного сорбента в зону десорбции.
18-2 - Нижний патрубок с дренажным патроном для удаления перегрузочного раствора из бункера приема регенерированного сорбента.
19 - Верхний патрубок для удаления перегрузочного раствора из бункера приема регенерированного сорбента.
20 - Патрубок для ввода транспортной жидкости для перегрузки сорбента.
21 - Патрубок для сдувки.
22 - Патрубок для подачи сжатого воздуха.
23 - Клапан для управления процессом перемещения регенерированного и классифицированного сорбента в зону сорбции.
24 - Клапан для управления процессом транспортировки регенерированного сорбента в бункер классификации.
25 - Клапан для управления процессом перегрузки регенерированного сорбента из зоны десорбции в бункер приема.
26 - Фильтр для отделения сорбента от рассола.
27 - Емкость для сбора отработанного рассола.
28 - Насос для подачи отработанного рассола на классификацию сорбента и регенерацию дренажных патронов.
29 - Емкость для подготовки пульпы свежего гранулированного сорбента в отработанном рассоле.
30 - Струйный насос для транспортировки пульпы сорбента в бункер классификации.
31 - Патрубок для выгрузки сорбента из сорбционно-десорбционной колонны.
32 - Струйный насос для выгрузки пульпы сорбента из колонны.
33 - Емкость для сбора элюата.
34 - Насос для подачи элюата.
35 - Емкость для циркуляции элюата.
36 - Насос для циркуляции и вывода элюата.
37 - Насос для подачи воды на промывку и транспортировку сорбента.
38 - Емкость для воды.
39 - Насос для подачи обессоленного раствора хлорида лития для десорбции лития.
40 - Емкость для сбора обессоленного раствора хлорида лития.
41 - Ионообменная колона для очистки элюата от Са и Mg.
41-1 - Бункер для классификации регенерированного катионита и подачи его в зону сорбции ионообменной колонны.
41-2 - Бункер приема регенерированного катионита из зоны регенерации.
42 - Патрубок для подачи элюата на очистку от Са и Mg.
43 - Патрубок для вывода очищенного элюата.
44 - Патрубок для подачи очищенного элюата на классификацию катионита.
45 - Патрубок для слива элюата.
46 - Патрубок для вывода пульпы измельченного катионита из зоны классификации.
47 - Патрубок для ввода пульпы свежего катионита.
48 - Патрубок для подачи сжатого воздуха.
49 - Патрубок для выгрузки катионита.
50 - Патрубок для вывода отработанного раствора хлорида лития (регенерата).
51 - Патрубок для возврата перегрузочного раствора через обводную систему.
52-1 - Патрубок для ввода раствора хлорида лития в зону десорбции.
52-2 - Патрубок для ввода промывной воды.
53 - Нижний патрубок с дренажным патроном для вывода перегрузочного раствора из бункера, приема регенерированного катионита из зоны регенерации.
54 - Верхний патрубок для вывода перегрузочного раствора из бункера, приема регенерированного катионита из зоны регенерации.
55 - Патрубок для ввода транспортирующего раствора в бункер.
56 - Патрубок для подачи сжатого воздуха.
57 - Патрубок для сдувки воздуха.
58 - Клапан для управления процессом перемещения регенерированного и классифицированного катионита в зону сорбции.
59 - Клапан для управления процессом транспортировки регенерированного катионита в бункер классификации.
60 - Клапан для управления процессом перемещения регенерированного катионита в бункер приема.
61 - Емкость для приготовления пульпы свежего катионита.
62 - Струйный насос для подачи пульпы катионита в ионообменную колонну.
63 - Струйный насос для вывода пульпы катионита из ионообменной колоны.
64 - Дуговое сито.
65 - Сборник для очищенного элюата.
66 - Насос для подачи очищенного элюата на конверсию.
67 - Бак анолита.
68 - Насос для транспортировки анолита.
69 - Электролизер мембранного типа (конвертер).
70 - Насос для транспортировки католита (раствора LiOH).
71 - Бак для католита (раствора LiOH).
72 - Реактор для упаривания раствора LiOH.
73 - Бак обессоливаемого анолита.
74 - Насос для транспортировки обессоливаемого анолита.
75 - Электродиализный аппарат для обессоливания анолита.
76 - Насос транспортировки концентрата.
77 - Бак концентрата.
78 - Газоотделитель для разделения газообразного хлора и раствора анолита.
79 - Насос для подачи концентрата в электролизер.
80 - Выпарной аппарат для концентрирования раствора LiCl.
81 - Холодильник - конденсатор сокового пара.
82 - Патрубоки для слива конденсата сокового пара.
83 - Туманоуловитель.
84 - Емкость для сбора конденсата.
85 - Кристаллизатор.
86 - Центрифуга для отделения кристаллов LiOH•Н2О.
87 - Емкость для улавливания хлора раствором LiOH.
88 - Насос для подачи раствора хлорида лития в емкость для сбора.
89 - Абсорбер для улавливания газообразного хлора раствором LiOH.
90 - Емкость для транспортирующего рассола.
91 - Насос подачи транспортирующего рассола.
92 - Насос подачи очищенного элюата в ионообменную колонну.
93-1 - Насос подачи раствора хлорида лития в ионообменную колонну.
93-2 - Емкость для сбора раствора хлорида лития.
94 - Абсорбер для улавливания избыточного хлора рассолом.
95 - Вентагрегат для сброса очищенного воздуха в атмосферу.
96 - Система подачи пара.
97 - Система подачи пресной воды.
98 - Оборотная система охлаждения.
99 - Система сжатого воздуха.
100 - Рассолопромысел.
101 - Система утилизации отработанного рассола.
102 - Патрубок для сдувки.
103 - Насос для подачи раствора гидроксида лития.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЛИТИЕВОГО КОНЦЕНТРАТА ИЗ ЛИТИЕНОСНЫХ ПРИРОДНЫХ РАССОЛОВ И ЕГО ПЕРЕРАБОТКИ | 2012 |
|
RU2516538C2 |
| СПОСОБ СЕЛЕКТИВНОГО СОРБЦИОННОГО ИЗВЛЕЧЕНИЯ ЛИТИЯ ИЗ РАССОЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2050330C1 |
| СПОСОБ ПОЛУЧЕНИЯ БРОМИСТОГО ЛИТИЯ ИЗ РАССОЛОВ | 1998 |
|
RU2157339C2 |
| Способ сорбционного извлечения лития из литийсодержащих хлоридных рассолов | 2018 |
|
RU2688593C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИДРОКСИДА ЛИТИЯ ВЫСОКОЙ СТЕПЕНИ ЧИСТОТЫ ИЗ ПРИРОДНЫХ РАССОЛОВ | 1998 |
|
RU2157338C2 |
| Способ получения моногидрата гидроксида лития из рассолов и установка для его осуществления | 2016 |
|
RU2656452C2 |
| Способ сорбционного извлечения лития из литийсодержащих рассолов | 2019 |
|
RU2720420C1 |
| Способ получения моногидрата гидроксида лития из рассолов | 2019 |
|
RU2713360C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИДРОКСИДА ЛИТИЯ ИЛИ ЕГО СОЛЕЙ С ВЫСОКОЙ СТЕПЕНЬЮ ЧИСТОТЫ ИЗ ПРИРОДНЫХ РАССОЛОВ | 1994 |
|
RU2090503C1 |
| СПОСОБ СОРБЦИОННОГО ПОЛУЧЕНИЯ ЛИТИЕВОГО КОНЦЕНТРАТА ИЗ ЛИТИЙСОДЕРЖАЩЕГО РАСТВОРА | 2023 |
|
RU2816073C1 |
Изобретение относится к гидрометаллургии лития и может быть использовано для получения соединений лития из природных рассолов. Сущность предлагаемого изобретения состоит в том, что литий из природных рассолов извлекают с помощью сорбционно-десорбционной колонны путем селективной сорбции хлорида лития на неорганическом алюминийсодержащем сорбенте LiСl•2А1(ОН)3•mH2O с последующей десорбцией его обессоленным раствором хлорида лития. Содержание примесей хлоридов магния и кальция в полученном элюате - растворе хлорида лития не более 0,5 г/л, что на два-три порядка ниже, чем их концентрация в исходном рассоле. Элюат подвергают ионообменной очистке на катионите в Li-форме, что снижает содержание указанных примесей до 0,001-0,003 г/л. Очищенный элюат используют для конверсии LiCl в LiOH на установке, состоящей из электролизера-конвертера и электродиализатора-обессоливателя, что позволяет получать раствор гидроксида лития с содержанием 80-120 г/л LiOH и возвращать обессоленный раствор LiCl в технологический процесс для десорбции лития. Технический результат: содержание примесей хлора в товарном моногидрате гидроокиси лития не превышает 0,003%. 2 с. и 7 з.п.ф-лы, 1 табл., 4 ил.
| СПОСОБ ПОЛУЧЕНИЯ ГИДРОКСИДА ЛИТИЯ ИЛИ ЕГО СОЛЕЙ С ВЫСОКОЙ СТЕПЕНЬЮ ЧИСТОТЫ ИЗ ПРИРОДНЫХ РАССОЛОВ | 1994 |
|
RU2090503C1 |
| СИСТЕМА ДОБЫЧИ НЕФТИ | 2018 |
|
RU2700748C2 |

