Изобретение относится к процессам очистки газовых смесей путем абсорбции и может быть использовано для регенерации абсорбента в процессе выделения диоксида углерода из конвертированного газа в химической промышленности при производстве аммиака.
Известен способ регенерации абсорбента, содержащего насыщенный диоксидом углерода водный раствор моноэтаноламина (МЭА), путем разделения раствора на три отдельных потока и подачи их на десорбцию, осуществляемую при повышенном давлении и температуре, достигаемой в результате нагрева раствора в процессе контактирования с парогазовой смесью, выделившейся при орошении верхней секции многотарельчатого регенератора и разгонного куба, удаления обогащенного газа из зоны регенерации [1. А.с. N 284969, МПК В 01 D 53/3, БИ N 33, опубл. 29.10.1970 г. ]. В известном способе повышают температурный уровень процесса регенерации путем предварительного нагрева одного из регенерируемых потоков перед входом в верхнюю секцию регенератора.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа относится то, что в схемах с выносным теплообменником температура парогазовой смеси, покидающей регенератор, остается на высоком уровне, что увеличивает расход тепла на регенерацию и снижает экономичность процесса. При этом наблюдается низкое качество регенерации абсорбента, связанное с недостаточной площадью зоны контакта насыщенного абсорбента с отгонным паром в секциях регенератора.
Наиболее близким по технической сущности и достигаемому эффекту является способ регенерации абсорбента, содержащего насыщенный диоксидом углерода водный раствор МЭА, путем его разделения на три отдельных потока и подачи их на десорбцию, осуществляемую при повышенном давлении и температуре, достигаемой в результате нагрева раствора в процессе контактирования с парогазовой смесью, выделившейся при орошении верхней секции многотарельчатого регенератора и разгонного куба, удаления обогащенного газа из зоны регенерации [2. Справочник азотчика, том 1, М., Химия, 1967г. с.253-259, табл.3-53. -прототип].
В известном способе процесс регенерации осуществляют при давлении парогазовой смеси на выходе из верхней секцией регенератора равном 0,04-0,05 МПа и при давлении в разгонном кубе 0,125 МПа.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе процесс регенерации осуществляют при невысоком давлении парогазовой смеси в секциях регенератора. В этих условиях регенератор работает в термодинамически невыгодных условиях с высоким флегмовым числом. В результате достигается невысокая степень десорбции диоксида углерода из регенерируемого раствора, низкая абсорбционная емкость, большой расход рабочего раствора абсорбента и электроэнергии на его перекачку, высокий расход охлаждающей воды. Это снижает нагрузку агрегата по природному газу и как следствие выработку аммиака. Недостаточный отпаривающий эффект газов, выделяемых в разгонном кубе десорбера, снижает качество продукта абсорбента, получаемого в верхней части десорбера.
В основу изобретения поставлена задача усовершенствования способа регенерации абсорбента, содержащего насыщенный диоксидом углерода водный раствор МЭА, в котором оптимизируют давление процесса регенерации в секциях регенератора, обеспечивают высокую десорбцию диоксида углерода из регенерируемого раствора, повышают его абсорбционную емкость, снижают расход рабочего раствора абсорбентами, тем самым затраты на его перекачку и нагрев, что позволяет увеличить нагрузку по природному газу на агрегат и дополнительно выработать продукт.
Поставленная задача решается тем, что в известном способе регенерации абсорбента, содержащего насыщенный диоксидом углерода водный раствор моноэтаноламина, путем разделения раствора на три потока и подачи их на десорбцию, осуществляемую при повышенном давлении и температуре, достигаемой в результате нагрева раствора в процессе контактирования с парогазовой смесью, выделившейся при орошении верхней секции многотарельчатого регенератора и разгонного куба, удаления обогащенного газа из зоны регенерации, согласно изобретению, процесс регенерации абсорбента осуществляют при давлении парогазовой смеси на выходе из верхней секции регенератора равном 0,055-0,06 МПа, при этом давление в разгонном кубе регенератора поддерживают на уровне 0,135-0,145 МПа, обеспечивая регулирование параметров в указанных пределах.
Благодаря повышению давления парогазовой смеси в верхней секции регенератора и в его разгонном кубе до указанных выше пределов ускоряются химические реакции, возрастает адсорбционная активность адсорбента и степень регенерации, что позволит увеличить продолжительность работы абсорбера в стадии адсорбции, и, следовательно, уменьшить количество циклов адсорбции-десорбции, что в свою очередь снизит затраты на нагрев и охлаждение абсорбента. Процесс отмывки адсорбента в регенераторе идет на линии насыщения пара без изменения температуры, в этом случае не используют дополнительное тепло на регенерацию.
Степень регенерации насыщенного диоксидом углерода раствора МЭА определяется флегмовым числом. Для водного раствора МЭА теплота десорбции диоксида углерода выше, чем теплота испарения воды. Поэтому с повышением давления при одной и той же температуре флегмовое число снижается и, следовательно, в парогазовой смеси возрастает концентрация диоксида углерода и соответственно снижается его содержание в регенерированном растворе МЭА. Увеличение степени очистки раствора уменьшает количество циркулирующего раствора, что снижает затраты электроэнергии на его перекачку и нагрев, позволяет увеличить нагрузку по природному газу на агрегат и дополнительно выработать аммиак.
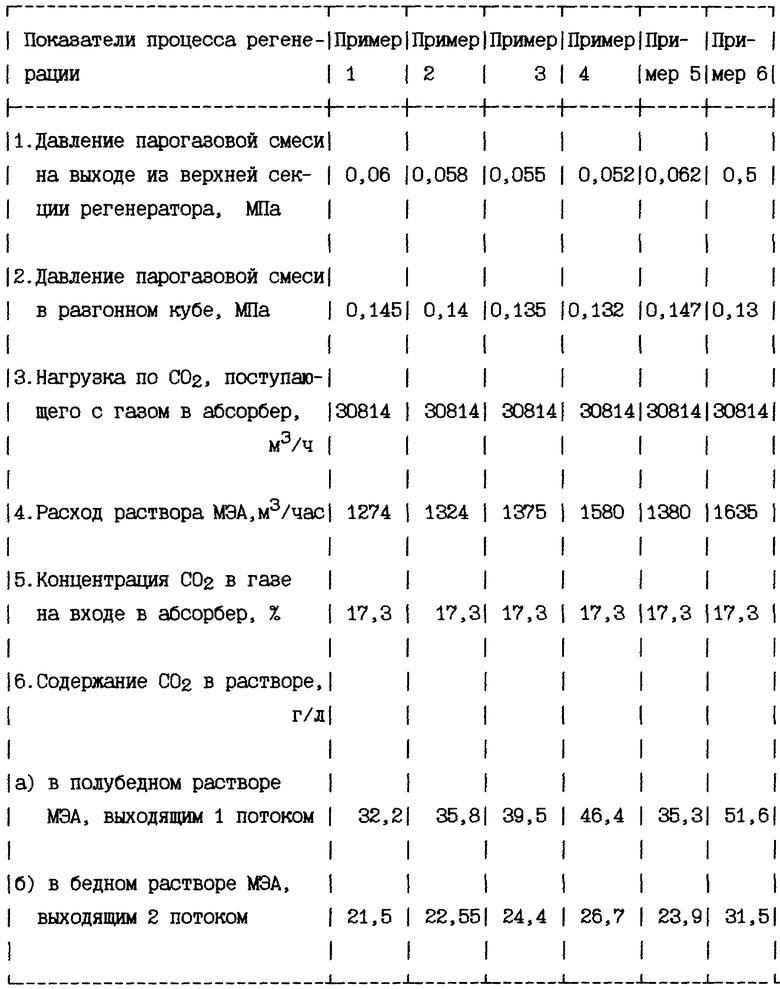
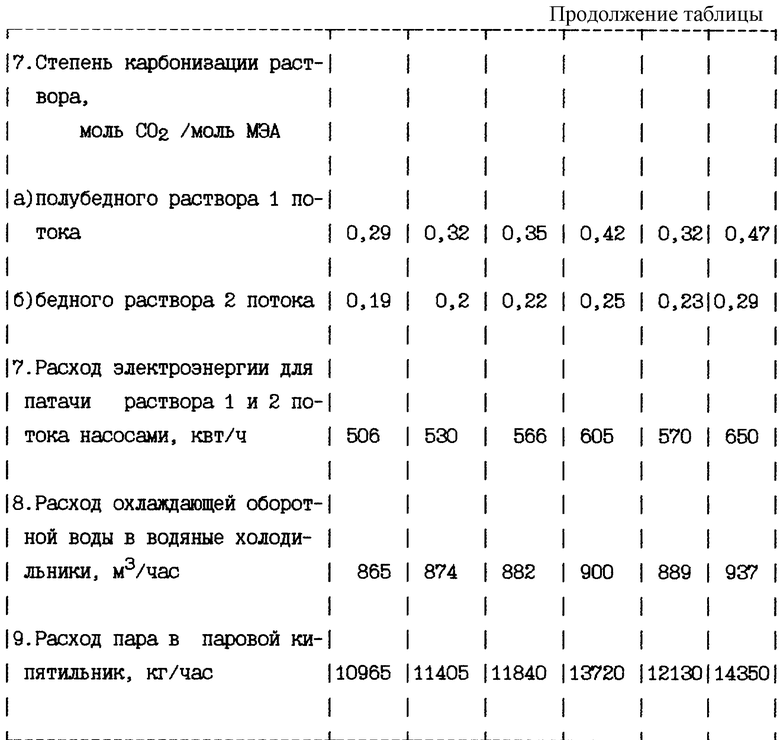
Численные значения нижнего и верхнего предела давления парогазовой смеси в верхней и нижней секциях регенератора установлены на основании экспериментальных данных, приведенных в таблице.
Осуществление способа вне предлагаемых параметров ухудшает показатели процесса регенерации. В случае, когда давление парогазовой смеси на выходе из регенератора ниже 0,055 МПа, а в разгонном кубе ниже 0,135 (таблица, пример 3), объем регенерируемого раствора снижается незначительно без значительного улучшения эффективности очистки с увеличенными энергетическими затратами. Повышение давления парогазовой смеси на выходе из регенератора выше 0,06 МПа, а в разгонном кубе более 0,145 МПа, приводит к значительному увеличению энергозатрат, снижению надежности работы регенератора.
Установка для очистки газа от диоксида углерода и регенерации абсорбента содержит абсорбер 1, насыщенный раствор из которого тремя потоками по трубопроводам 2, 3, 4 поступает на регенерацию в многотарельчатый регенератор 5, в верхней секции 6 которого расположены трубчатые теплообменники 7 и 8, соединенные с воздушными холодильниками 9, 10 и водяными холодильниками 11, 12 и разгонном кубом регенератора 13, который сообщен с выносными паровыми кипятильниками 14, 15. Парогазовая смесь выводятся из верхней секции регенератора 6 по линии газов десорбции через запорный клапан 16 в воздушный холодильник-конденсатор 17, соединенный с сепаратором 18 и сборником флегмы 19 (см. чертеж).
Предлагаемый способ реализуется следующим образом.
Сырой неочищенный конвертируемый газ под давлением Р-2,5-2,7 МПа с температурой 35-45oС, содержащий 16-18 об.% диоксида углерода, поступает в абсорбер 1, проходя сначала в нижнюю секцию, а затем в верхнюю. Водный раствор МЭА подается двумя потоками в абсорбер 1, где орошает встречный поток очищаемого газа. Температура процесса абсорбции находится в пределах 35-60oС. В результате массообмена при противоточном контакте газа с абсорбентом из газа поглощаются целевые компоненты, в т.ч. углекислый газ. Очищенный газ с верха абсорбера 1 подают потребителю.
Расход раствора МЭА, поступающего на орошение абсорбера и уровень раствора, регулируется автоматически регуляторами.
Насыщенный раствор МЭА из нижней секции абсорбера 1 с массовой концентрацией углекислого газа 90-105 г/л и температурой 47-65oС выходит из нижней секции абсорбера 1 и поступает в регенератор 5 тремя потоками.
Первый поток абсорбента расходом G1=100 м3/ч по линии 2 направляется в верхнюю секцию 6 регенератора 5. Второй поток G2= 475-540 м3/ч по линии 3 проходит трубное пространство встроенного теплообменника 7, в котором нагревается до температуры 95-100oС за счет тепла грубо регенерированного раствора и поступает в межтрубное пространство теплообменника на тарелку N 20.
Третий поток по линии 4 из абсорбера 1 с расходом G3=475-540 м3/ч проходит трубное пространство теплообменника 8, нагреваясь до 110-115oС, за счет тепла грубо регенерированного раствора происходит нагрев и частичная десорбция раствора углекислоты и паров воды. После испарителя 9 насыщенный раствор поступает в регенератор 5 в межтрубное пространство теплообменника 8 на тарелку 15.
В верхней секции регенератора 6 на ситчатых тарелках N 12-30 расположены V-образные теплообменные элементы, в которых происходит передача тепла горячего регенерированного раствора МЭА насыщенному раствору. Давление парогазовой смеси над верхней тарелкой поддерживают равным 0,055-0,06 МПа. В указанной секции происходит десорбция диоксида углерода до содержания СО250 г/л из всего количества насыщенного раствора МЭА, поступающего в регенератор 5, и смеси, поступающей из разгонного куба 13, и тепла регенерированного раствора обоих потоков, передаваемого через встроенные теплообменники. Затем раствор делится на два потока. Первый поток грубо регенерированного раствора с температурой 115-120oС из глухой тарелки верхней секции регенератора прокачивается через встроенные теплообменные элементы по тарелкам снизу вверх, где охлаждается до 60-70oС и поступает в межтрубное пространство теплообменников 7, далее с температурой 70oС поступает через воздушный холодильник 10 с доохлаждением в летний период в водяном холодильнике 12 на орошение в нижней секции абсорбера 1.
Второй поток грубо регенерированного раствора через переливные трубы глухой тарелки верхней секции регенератора 6 поступает для глубокой регенерации в разгонный куб 13 (тарелка 1-9), где давление поддерживается на уровне 0,135-0,145 МПа. Окончательная десорбция углекислоты из раствора происходит при кипении его в выносном кипятильнике 14 до остаточного содержания СО2 в растворе 16-21 г/л с доохлаждением в летний период в водяном холодильнике 11. Глубоко регенерированный раствор из разгонного куба 13 с температурой 125-130oС поступает в межтрубное пространство теплообменника 8, где охлаждается насыщенным раствором, и с температурой не более 72oС поступает через воздушный холодильник 9 на орошение верхней секции абсорбера 1. Температурный режим, давление, уровень и сопротивление регенератора 6 контролируют приборами с постоянной регистрацией. Для поддержания баланса влаги в системе очистки автоматически регулируют постоянной подпитку конденсатом с коррекцией по уровню в регенераторе.
Тепло, необходимое для регенерации, сообщается раствору горячей конвертированной парогазовой смесью, поступающей из агрегата конверсии с температурой 180oС в газовые холодильники (на схеме не показаны). Недостающее тепло передается раствору в кипятильнике 14, в который подается пар с температурой 160-170oС и давлением 0,6-0,7 МПа. Постоянный расход пара на регенерацию поддерживают автоматически с помощью регулятора.
Выходящие из верхней секции 6 регенератора 5 газы десорбции (с тарелки N 30) с t=95oC и давлением Р-0,055-0,06 МПа поступают в воздушный холодильник 17, где охлаждаются до температуры 45oС. Парогазовая смесь и конденсат из холодильника 17 подается в сборник флегмы 18, где происходит отделение газа от конденсата (флегмы). Диоксид углерода выдается в цех переработки, а флегма возвращается в цикл раствора для поддержания баланса воды в системе.
Контроль за процессом отдувки ведут по сопротивлению двух верхних тарелок в регенераторе, количеством горючих в "чистой" фракции СО2 автоматическим газоанализатором. Давление в системе регерерации поддерживается управлением запорным клапаном 16 на линии газов десорбции. Предусмотрена блокировка закрытия регулирующего клапана 16 к потребителю и открытия выхлопа в атмосферу по повышению горючих в СО2.
Благодаря простоте реализации обеспечивается легкая управляемость процессом и возможность автоматизации.
Далее сущность изобретения поясняется примерами осуществления способа.
Пример 1. В качестве абсорбента используют 15%-ный водный раствор МЭА. В результате поглощения абсорбентом углекислого газа получают насыщенный кислыми газами абсорбент, который подвергают регенерации. При этом количество CO2, поступающего с конвертированным газом для поглощения в абсорбере 1, равно 30458 м3СО2/ч, при концентрации CO2 в газе 17,3%.
Давление парогазовой смеси в верхней части регенератора 6 составляет Рв- 0,06 МПа. Давление в разгонном кубе 13 поддерживают Рн- 0,145 МПа. При этом содержание СО2:
в насыщенном растворе МЭА составляет - 73,4 г/л;
в полубедном растворе МЭА 1 потока - 32,3 г/л;
в бедном растворе МЭА 2 потока - 21,5 г/л;
Степень карбонизации раствора:
насыщенного - 0,66 моль СО2/моль МЕА;
полубедного - 0,29 моль СО2/моль МЕА;
бедного - 0,19 моль СО2/моль МЕА.
Суммарная поглотительная способность раствора в отношении СО2 составляет: 0,42 моль СО2/моль МЭА.
Для поглощения выше указанного количества СО2 из конвертированного газа расходуется 1274 м3/ч рабочего раствора МЭА 1 и 2 потоков.
Раствор МЭА после насыщения поступает на регенерацию С02 в регенератор 5. В верхней секции 6 происходит десорбция СО2 из всего количества насыщенного раствора, поступающего в регенератор 5 до содержания СО2 от 0,66 до 0,29 моль СО2/моль МЭА за счет тепла парогазовой смеси раствора обоих потоков, поступающих из разгонного куба 13 и тепла регенерированного раствора 1, 2 потоков, передаваемого через встроенные теплообменники 7 и 8. Недостающее количество тепла передается раствору через паровые кипятильники 14 и 15. При расходе МЭА в разгонном кубе 1274 м3/ч в паровой кипятильник поступает 147 м3/ч рабочего раствора МЭА. Расход пара для нагрева раствора составил 10,965 т/ч. Расход охлаждающей оборотной воды, поступающей в водяной холодильник для доохлаждения, составил 865,6 м3/ч. Для подачи раствора 1 и 2 потоков из регенератора в абсорбер применяют центробежные насосы с приводом от электродвигателя. Расход электроэнергии для подачи раствора МЭА составил 506 кВт/ч.
Пример 2. Аналогичным образом проводят процесс регенерации абсорбента при давлении смеси на выходе из верхней секции регенератора 0,055 МПа и давлении в разгонном кубе равном 0,135 МПа. Показатели процесса приведены ниже в таблице.
Пример 3. Аналогично примеру 1. Давление парогазовой смеси в верхней секции регенератора составило 0,052 МПа, в разгонном кубе 0,132 МПа.
Пример 4. Аналогично примеру 1. Давление парогазовой смеси на выходе из верхней секции регенератора 0,062 МПа, в разгонном кубе 0,147 МПа (за пределами максимального количества).
Пример 5. Аналогично примеру 1. Давление смеси на выходе из верхней секции регенератора 0,05 МПа, в разгонном кубе 0,13 МПа (прототип).
Приведенные в таблице данные показывают, что в предложенном способе (примеры 1, 2) по сравнению с известным (пример 6) снижается содержание углекислого газа в полубедном и бедном растворе МЭА на 24-38%. Снижают на 36-40% степень карбонизации регенерируемого раствора. Уменьшают объем рабочего раствора МЭА, поступающего на орошение абсорбера на 20-28%, снижают расход электроэнергии, затрачиваемой на перекачку регенерируемого раствора, на 12-22%, уменьшают расход охлаждающей воды на охлаждение раствора в водяных холодильниках, на 6-9%, а также расход пара в паровые кипятильники на 28-30%. Увеличение давления выше заявленных граничных условий приводит к значительному увеличению энергозатрат без улучшения эффективности очистки МЭА.
В результате использования указанного способа увеличивают нагрузку по природному газу на агрегат с 30500 до 35000 нм3/ч, что позволит дополнительно выработать аммиак в количестве 3,97 т/ч (с 195626 до 215831 т/год). Годовой экономический эффект от использования изобретения составил 927, 8 тыс.г в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ ГАЗОВЫХ СМЕСЕЙ ОТ ДИОКСИДА УГЛЕРОДА (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ОЧИСТКИ ГАЗОВЫХ СМЕСЕЙ ОТ ДИОКСИДА УГЛЕРОДА (ВАРИАНТЫ) | 2004 |
|
RU2252063C1 |
| СПОСОБ ВЫДЕЛЕНИЯ ДИОКСИДА УГЛЕРОДА ИЗ ГАЗОВ | 2003 |
|
RU2275231C2 |
| Способ разделения газовых смесей, содержащих водород и диоксид углерода | 2015 |
|
RU2638852C2 |
| СПОСОБ ПОВЫШЕНИЯ ДАВЛЕНИЯ ДИОКСИДА УГЛЕРОДА ПРИ АБСОРБЦИОННОМ ВЫДЕЛЕНИИ ЕГО ИЗ ГАЗОВЫХ СМЕСЕЙ | 2006 |
|
RU2329859C2 |
| Способ получения диоксида углерода для содового производства аммиачным методом | 2018 |
|
RU2751200C2 |
| СПОСОБ ОЧИСТКИ ГАЗА ОТ КИСЛЫХ КОМПОНЕНТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2381823C1 |
| Способ очистки газа от кислых компонентов | 1990 |
|
SU1725988A1 |
| Способ получения водорода для щелочных топливных элементов | 2015 |
|
RU2631799C2 |
| Способ очистки газов от кислых компонентов | 1972 |
|
SU481296A1 |
| Способ абсорбционного выделения диоксида углерода из газовых смесей абсорбентами, содержащими водные растворы аминов | 2016 |
|
RU2659991C2 |
Изобретение относится к процессам очистки газовых смесей путем абсорбции и может быть использовано для регенерации абсорбента в процессе выделения диоксида углерода из конвертированного газа в химической промышленности при производстве аммиака. Сущность изобретения заключается в том, что способ регенерации водного раствора моноэталонамина, насыщенного углекислым газом, осуществляют путем многопоточной подачи на десорбцию, осуществляемую при повышенной температуре и давлении в многотарельчатом регенераторе. При этом давление парогазовой смеси на выходе из регенератора поддерживают в пределах 0,055-0,06 МПа, а в разгонном кубе - 0,135-0,145 МПа. Изобретение позволяет снизить на 36-40% степень карбонизации регенерируемого раствора МЭА, повысить на 24-38% его абсорбционную емкость, снизить на 20-28% объемы рабочего раствора МЭА, поступающего на орошение абсорбера и в регенераторы, а также затраты энергоресурсов на его перекачку и нагрев: электроэнергии - на 12-22%, пара - на 28-30%. Кроме того, повышают нагрузку по природному газу на агрегат по выработке аммиака с 30500 до 35000 нм3/ч, что позволит дополнительно выработать аммиак в количестве 3,97 т/ч. 1 ил., 1 табл.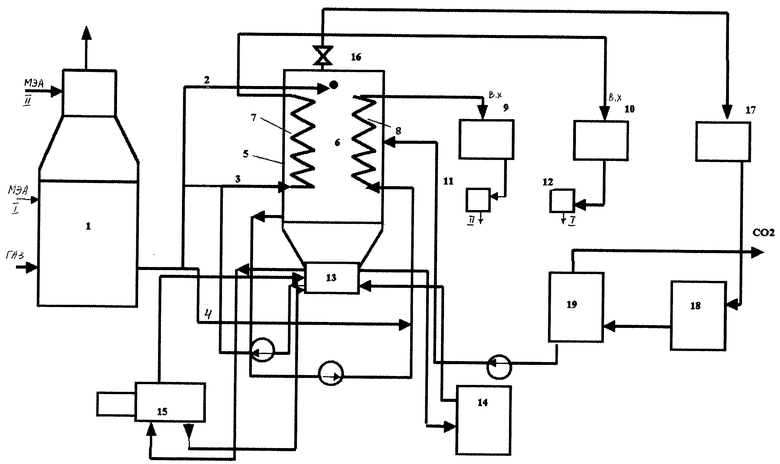
Способ регенерации абсорбента, содержащего насыщенный диоксидом углерода водный раствор моноэтаноламина, путем разделения раствора на потоки и подачи их на десорбцию, осуществляемую при температуре, достигаемой в результате нагрева раствора в процессе контактирования с парогазовой смесью, выделившейся при орошении верхней секции многотарельчатого регенератора и разгонного куба, удаления обогащенного газа из зоны регенерации, отличающийся тем, что раствор делят на три потока, процесс регенерации абсорбента осуществляют при давлении парогазовой смеси на выходе из верхней секции регенератора, равном 0,055-0,06 МПа, при этом давление в разгонном кубе поддерживают на уровне 0,135-0,145 МПа, обеспечивая регулирование параметров в указанных пределах.
| Справочник азотчика | |||
| - М.: Издательство химия, 1967, т.1 | |||
| Прибор для измерения угла наклона | 1921 |
|
SU253A1 |
| Способ разделения углеводородных газовых смесей | 1980 |
|
SU1012957A1 |
| Способ очистки углеводородных газов от кислых примесей | 1978 |
|
SU1042603A3 |
| EP 0152755 A2, 28.08.1985 | |||
| УСТРОЙСТВО ДЛЯ ТОЧЕЧНО-СТРУЙНОГО НАНЕСЕНИЯ КЛЕЯ | 2016 |
|
RU2618876C1 |
| US 3880615 A1, 29.04.1975 | |||
| US 4491566 A1, 01.01.1985. | |||
