Изобретение относится к машиностроению. Станок может быть использован для обработки деталей типа "тел вращения", стальных, чугунных или из цветных металлов в автоматическом режиме в различных видах компоновки в зависимости от размеров и веса изделий.
Известен токарный двухшпиндельный станок, предназначенный для обработки деталей, закрепляемых в патронах, установленных на соосных шпинделях [1]. Недостатком станка является жесткая технологическая цепочка перемещения строго определенной обрабатываемой детали, невозможность перехода на другую последовательность операций в технологической цепочке и обработку деталей с различной массой.
Известен токарный станок фирмы HESSAP [2]. На горизонтальной направляющей расположены два суппорта - на одном из них имеется шпиндельная бабка, против которой установлен неподвижный инструментодержатель, на другом имеется коробка с инструментодержателем, против которого вертикально расположена шпиндельная бабка. В конечном положении шпиндельная бабка может принимать заготовку с транспортера. Соответственно манипулятор в инструментодержателе может укладывать заготовку на транспортер на другой стороне станка.
Такая компоновка не позволяет добиться максимальной производительности на небольших габаритах деталей, поскольку она приспособлена для тяжелых деталей, и не позволяет также выбирать вариант движения изделия по технологической цепочке загрузка - цикл обработки - выгрузка готовой детали.
Известен выбранный в качестве ближайшего аналога станок вертикальный токарный двухшпиндельный с числовым программным управлением, содержащий станину, суппорты и неподвижные столы [3].
Недостатком известного станка [3] является жесткая технологическая цепочка, не позволяющая обрабатывать детали массой более 15 кг.
Задачей изобретения является полная токарная обработка различных деталей типа "тел вращения" в автоматическом режиме в компоновке, позволяющей выбрать для данной детали вариант движения по указанной технологической цепочке, обеспечивающий максимально возможные производительность и точность обработки.
Поставленная задача решается посредством того, что станок вертикальный токарный двухшпиндельный с числовым программным управлением, содержащий станину, суппорты и неподвижные столы, снабжен подвижными платформами, смонтированными на суппортах и выполненными с возможностью монтирования на каждой из них шпиндельной бабки, или инструментодержателя, или манипулятора-руки, при этом каждый неподвижный стол выполнен с возможностью монтирования на нем загрузочного транспортера, или шпиндельной бабки, или манипулятора-руки, или инструментодержателя.
На чертеже представлен общий вид станка.
На станине 1 вертикального токарного двухшпиндельного станка смонтированы два суппорта 2, перемещающихся горизонтально независимо друг от друга. На каждом из суппортов на направляющих смонтирована подвижная платформа 3, на которой в зависимости от выбранной схемы движения детали по технологической цепочке может быть установлена шпиндельная бабка 4, или инструментодержатель 5, или манипулятор-рука 6. На столе 7 станины станка соответственно может быть установлен загрузочный транспортер 8, или шпиндельная бабка 9, или манипулятор-рука 10, или инструментодержатель 5 (см. чертеж).
Для полной обработки деталей различных по весу и времени резания на станке подбираются наиболее производительная схема движения заготовки по технологической цепочке, временные характеристики движения рабочих органов станка и режимы резания.
Детали-заготовки весом менее 15 кг с наибольшей производительностью обрабатываются при построении компоновки станка, когда на станине 1 (справа налево) смонтирован загрузочный транспортер 8 для подачи заготовки в зону обработки, далее на правой платформе 3 установлена шпиндельная бабка 4, захватывающая заготовку с транспортера 8 и перемещающая к инструментодержателю 5, смонтированному на правом столе и предназначенному для механической обработки условно половины детали.
Предварительно обработанная деталь устанавливается в позицию ожидания 11 и далее манипулятором-рукой 10, смонтированным на неподвижном столе 7, заготовка подается в позицию загрузки 12. Шпиндельная бабка 4, смонтированная на левой платформе 3, захватывает деталь из зоны загрузки 12 и на смонтированном на левом неподвижном столе инструментодержателе 5 производит окончательную механическую обработку.
По окончании цикла обработки готовая деталь шпиндельной бабкой устанавливается на левый транспортер 8, смонтированный на станине 1, для удаления ее из зоны обработки.
Для заготовки весом более 15 кг с целью получения максимальной производительности на станке выбирается компоновка, при которой учитываются время резания и масса. Шпиндельная бабка 9 монтируются на неподвижной части правого стола. На правой подвижной платформе 3 монтируется инструментодержатель 5 и манипулятор-рука 6 для захвата детали-заготовки с загрузочного транспортера 8 и установки в шпиндель шпиндельной бабки 9, далее с помощью инструментодержателя ведется механическая обработка поверхности детали, свободной от зажимных элементов шпинделя. На левой подвижной платформе 3 монтируется шпиндельная бабка 4, предназначенная для захвата своим шпинделем детали, обработанной шпиндельной бабкой 9, и далее, переместив деталь к инструментодержателю 5, смонтированному на левом столе, ведется окончательная обработка.
После окончания цикла обработки готовая деталь шпиндельной бабкой 4 устанавливается на левый транспортер, предназначенный для удаления ее из зоны обработки.
Для исключения простаивания одного из шпинделей в связи с невозможностью совмещения по времени механической обработки отдельных деталей-заготовок схема компоновки станка может быть выбрана с исключением правого транспортера 8 и манипулятора-руки 6, предназначенных для автоматической загрузки деталей. В этом случае деталь-заготовка может устанавливаться непосредственно на шпиндель шпиндельной бабки 9. Далее схема движения детали-заготовки повторяется.
Для обработки деталей-заготовок, где требуется обработка с одной установки, компоновка станка может быть представлена с установкой на подвижной платформе шпиндельной бабки 4, на неподвижном столе инструментодержателя 5. Далее обработанная деталь удаляется из зоны обработки с помощью левого транспортера.
Литература
1. Патент RU 2113319 C1, 20.06.1998.
2. Патент ОЕ 4316166 A1, 17.11.1994.
3. Полезная модель RU 12806 U1, 10.02.2000.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНЫЙ СТАНОК | 1992 |
|
RU2008127C1 |
| Роботизированный комплекс | 1990 |
|
SU1764952A1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| ТОКАРНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 2019 |
|
RU2727133C1 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| НАСТОЛЬНЫЙ УНИВЕРСАЛЬНЫЙ СТАНОК КОСТРОВА | 1992 |
|
RU2008163C1 |
| Многошпиндельный токарный автомат | 1989 |
|
SU1682042A1 |
| Токарный многоцелевой станок с ЧПУ | 1989 |
|
SU1646684A1 |
Изобретение относится к машиностроению, к обработке деталей типа тел вращения, стальных, чугунных или из цветных металлов в автоматическом режиме в различных видах компоновки в зависимости от их размеров и веса. Станок содержит станину, суппорты и неподвижные столы. Для того чтобы для данной детали подобрать компоновку, позволяющую выбрать вариант движения по технологической цепочке с максимально возможными производительностью и точностью обработки, станок снабжен подвижными платформами, смонтированными на суппортах и выполненными с возможностью монтирования на каждой из них шпиндельной бабки, или инструментодержателя, или манипулятора-руки, при этом каждый неподвижный стол выполнен с возможностью монтирования на нем загрузочного транспортера, или шпиндельной бабки, или манипулятора-руки, или инструментодержателя. 1 ил.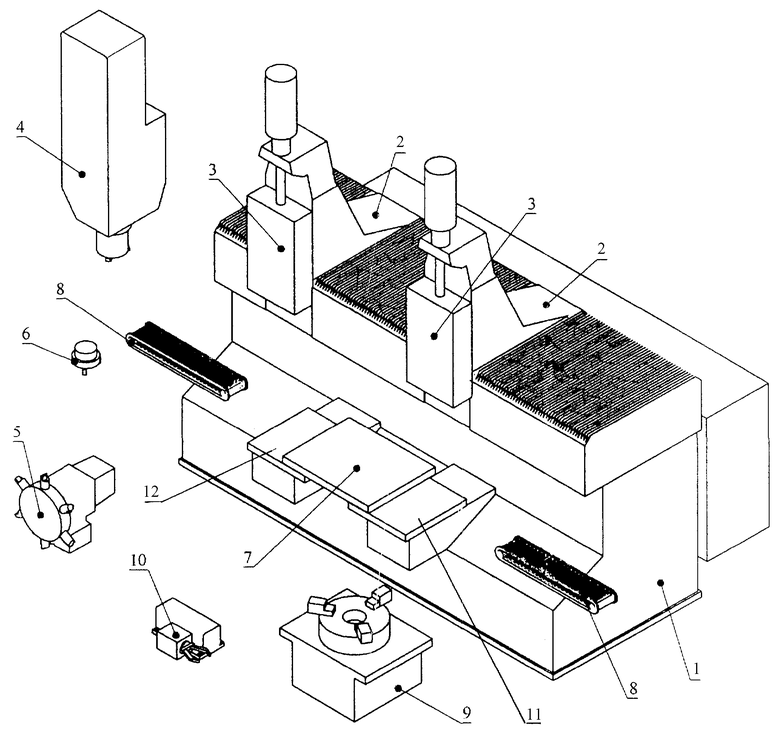
Станок вертикальный токарный двухшпиндельный с числовым программным управлением, содержащий станину, суппорты и неподвижные столы, отличающийся тем, что он снабжен подвижными платформами, смонтированными на суппортах и выполненными с возможностью монтирования на каждой из них шпиндельной бабки, или инструментодержателя, или манипулятора-руки, при этом каждый неподвижный стол выполнен с возможностью монтирования на нем загрузочного транспортера, или шпиндельной бабки, или манипулятора-руки, или инструментодержателя.
| Приспособление для транспозиции в ручных гармониях | 1928 |
|
SU12806A1 |
| Токарный многоцелевой станок с ЧПУ | 1989 |
|
SU1646684A1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| DE 4316366 A1, 17.11.1994 | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |

