Изобретение относится к машиностроению, в частности к станкам, оснащенным загрузочными устройствами типа робота и транспортным средством с подающим и отводящим транспортерами
Цель изобретения - расширение технологических возможностей за счет разветвления технологического потока и модульного построения комплекса,
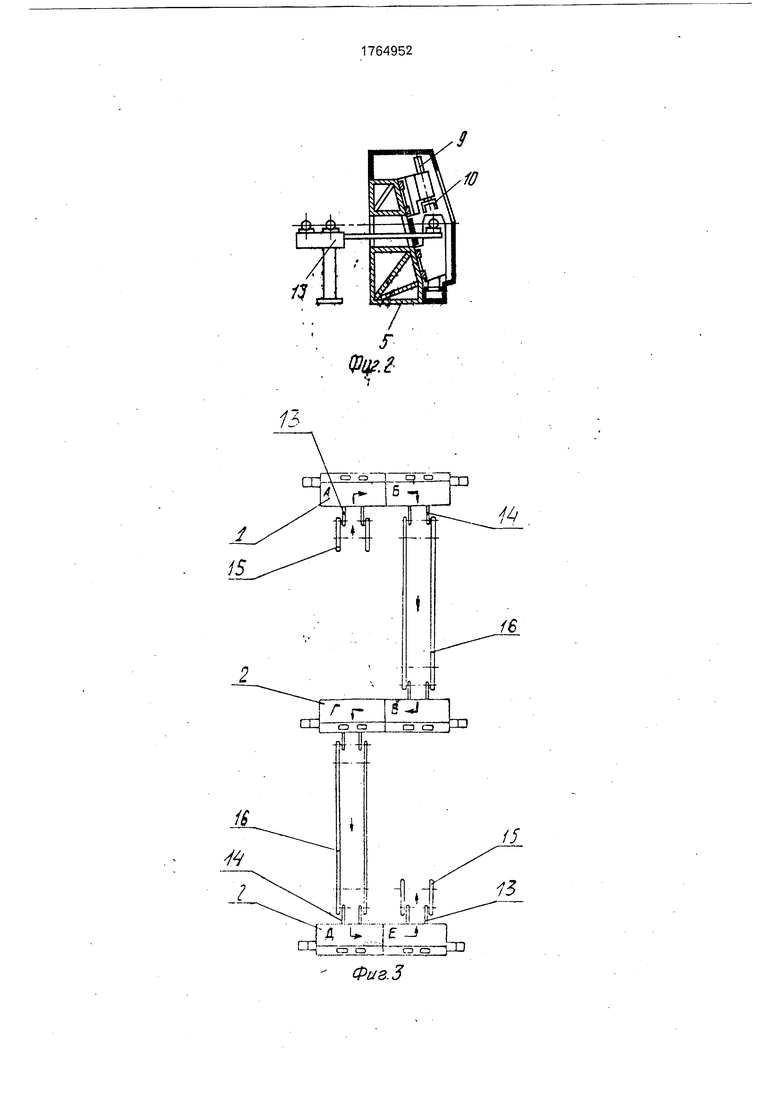
На фиг. 1 и 2 изображен простейший вариант комплекса, состоящий из одного станка; на фиг. 3 - один из вариантов компоновки комплекса из трех станков; на фиг. 4 - вариант компоновки комплекса из трех станков с разветвляющимся технологическим потоком.
Комплекс (фиг. 2) содержит три двухпо- зиционных токарных станка 1 и 2 с позициями обработки А, Б, В. Г Каждый станок содержит по две шпиндельные бабки 3 две задние бабки 4, расположенные в середине станины 5, по два инструментальных суппорта 6, установленных на общих направляющих 7 и по одному манипулятору 8,
установленному на тех же направляющих суппорта.
Манипулятор 8 содержит каретку с приводом для продольного перемещения и руку 9 с захватом 10 для транспортировки деталей 11.
В каждом станке 1, 2 имеются два проема 12 для размещения линейных штанговых циклических транспортеров 13 и 14 Транспортеры 13 и 14 связаны с накопителями 15 и 16. Накопитель 15 служит для загрузки-разгрузки, а накопитель 16 является промежуточным между станками 1 и 2.
Комплекс работает следующим образом.
В исходном положении детали 11 находятся на накопителе 15 перед позицией А станка 1. Транспортер 13 передает их поочередно через левый проем 12 станка 1 в позицию А, на которой начинается обработка детали После этого предварительно обработанная деталь 11 захватывается манипулятором 8 и переносится в позицию Б станка 1, где продолжается процесс обрасл С
N
iQs
4 |Ю СЛ 1ч
ботки. Опустевшая позиция А вновь заполняется очередной деталью.
Во время обработки деталей манипулятор 8 помещается в безопасной зоне на стыке двух позиций одного станка, над за- дними бабками 4.
После окончания обработки на станке 1 транспортер перемещает деталь через правый проем станины на свой промежуточный накопитель 16 и далее через соответствую- щий проем 2 на позицию В. Цикл работы станков 2 аналогичен циклу работы станка 1. По завершении обработки детали на станках 2 транспортер 13 перекладывает готовую деталь с позиции Е на накопитель 15, с которого происходит выгрузка готовой детали.
Представленный на фиг. 2 вариант комплекса состоит только из одного станка, предназначенного для обработки детали с двух сторон в цехах с малыми производственными площадями.
На фиг. 3 представлен комплекс, который позволяет выбирать одну из свободных позиций для дальнейшей обработки в разветвляющемся технологическом процессе,
Из фиг. 2 и 3 можно представить возможность компоновки различных комплексов из двух станков с разными положениями мест загрузки-разгрузки.
Формула изобретения
1. Роботизированный комплекс, содержащий по меньшей мере, один станок со сквозным проемом, включающий станину,
позицию обработки, размещенную между шпиндельной и задней бабками, и направляющие с установленным на них суппортом, транспортер, расположенный в сквозном проеме станка, отличающийся тем, что, с целью расширения технологических возможностей за счет разветвления технологического потока и модульного построения комплекса, станок снабжен дополнительными, аналогичными основным, суппортом, шпиндельной и задней бабками, образующими вторую позицию обработки, и манипулятором, при этом шпиндельные установлены по краям станины, задние - в ее середине - между двумя позициями обработки, а манипулятор размещен на упомянутых направляющих между основным и дополнительным суппортами с возможностью взаимодействия с позициями обработки, причем на второй позиции обработки также выполнен сквозной проем с размещенным в нем дополнительно введенным транспортером.
2.Комплекс поп. 1, отличающий- с я тем, что основной транспортер для подачи заготовок и дополнительный транспортер для отвода заготовок установлены в соответствующих проемах с задней стороны станка,
3.Комплекс поп.1, отличающий- с я тем, что один из транспортеров установлен в соответствующем проеме с задней стороны станка, а другой - с передней его стороны.

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ВЕРТИКАЛЬНЫЙ ТОКАРНЫЙ ДВУХШПИНДЕЛЬНЫЙ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2002 |
|
RU2193949C1 |
| ТОКАРНЫЙ СТАНОК | 1992 |
|
RU2008127C1 |
| Токарный роботизированный технологический комплекс | 1985 |
|
SU1291291A1 |
| Токарный станок | 1986 |
|
SU1397184A1 |
| Роботизированный технологический комплекс | 1986 |
|
SU1430234A1 |
| СТАНОК ПОРТАЛЬНОГО ТИПА ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2018413C1 |
| Токарный полуавтомат | 1974 |
|
SU567553A1 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| НАСТОЛЬНЫЙ УНИВЕРСАЛЬНЫЙ СТАНОК КОСТРОВА | 1992 |
|
RU2008163C1 |
| Токарный автомат | 1990 |
|
SU1824255A1 |

Использование машиностроение в частности роботизированные комплексы на базе металлорежущих станков. Сущность изобретения: станок снабжен дополнительными суппортом, шпиндельной и задней бабками и манипулятором. Задние бабки размещены в середине станины между двумя позициями обработки. Манипулятор установлен на направляющих между суппортами. В каждом сквозном проеме установлен транспортер, который подает заготовки в станок под загрузку и может быть установлен перед станком или за ним 2 з п ф-лы, 4 ил.
3
-M t ; ,
Фиг.З
33
Фиг4
| 0 |
|
SU262699A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
