Изобретение относится к атомной энергетике и может найти применение на предприятиях изготовления тепловыделяющих сборок (ТВС) для ядерного реактора.
Известно, что фиксация тепловыделяющих элементов (ТВЭЛ) при сборке ТВС обеспечивается каркасом, образованным несущим центральным стержнем и дистанционирующими решетками, равномерно расположенными по высоте каждой ТВС и удерживающими в ячейках каждый ТВЭЛ пучка. В каждой ячейке дистанционирующих решеток имеются выступы, прочно с натягом фиксирующие пропущенные сквозь ячейки ТВЭЛы (см. Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов. Книга 1, М., Энергоатомиздат, 1995 год, с.187).
Известен способ предотвращения образования задиров на тепловыделяющих элементах при изготовлении тепловыделяющей сборки, включающий установку дистанционирующих решеток с соосными ячейками на опорную поверхность, ввод ТВЭЛов в соосные ячейки дистанционирующих решеток и фиксацию их в ячейках (см. патент Российской Федерации 2140674 от 03.03.98 г., МПК 6 G 21 C 21/02. Способ изготовления и сборки тепловыделяющих элементов в тепловыделяющие кассеты). По патенту 2140674 предварительно на каждом ТВЭЛе образуют пленочное покрытие, а в процессе запрессовки ТВЭЛов в ячейки наносят жидкую смазку и устанавливают съемный наконечник с диаметром большим, чем диаметр ТВЭЛа, наконечником вперед ТВЭЛ запрессовывают в соосные ячейки дистанционирующих решеток, а перед нижней решеткой запрессовку прекращают, наконечник снимают и ТВЭЛ допрессовывают. Недостатком способа является то, что используемые съемные наконечники, пленочное покрытие и жидкая смазка для предотвращения задиров не исключают задиры на ТВЭЛе, т.к. наконечник только в первый момент разожмет упругие выступы на ячейках, а дальше упругие выступы либо возвратятся в свое первоначальное положение, либо из-за остаточной деформации не возвратятся в исходное положение. В случае, когда выступы ячеек не возвратятся в исходное положение после прохождения наконечника через ячейки, то при этом из-за прослабления фиксации ТВЭЛа в ячейках не исключено его радиальное перемещение в ячейках, вызываемое турбулентным потоком теплоносителя, и возникает феттинг-коррозия в местах касания ТВЭЛов с металлом ячеек (см. там же, книга 1, с. 187). В случае, когда выступы ячеек возвратятся в исходное положение после прохождения через них наконечника с ТВЭЛом, то при этом не исключено повреждение поверхности ТВЭЛа выступами и возникновение язвенной коррозии циркониевой оболочки ТВЭЛа (см. Металлургия циркония. Перевод с английского. Издательство иностранной литературы. М., 1959 г., с. 298).
Наиболее близким по технической сущности и достигаемому эффекту является способ предотвращения образования задиров на тепловыделяющих элементах при изготовлении тепловыделяющей сборки, включающий установку дистанционирующих решеток с соосными ячейками на опорную поверхность, ввод ТВЭЛов в соосные ячейки дистанционирующих решеток и фиксацию их в ячейках (см. патент US 5533077 А от 22.02.95 г., опубл. 02.07.96 г., МПК Q 21 C 3/32).
По патенту 5533077 А для исключения повреждения поверхности ТВЭЛа при сборке ТВС предварительно в соосные ячейки вставляют трубу, временно ее фиксируют, в трубу вводят ТВЭЛ и фиксируют, а трубу удаляют.
Недостатком способа является то, что при вводе трубы в ячейки дистанционирующей решетки ячейки могут быть деформированы и за счет остаточной деформации после удаления трубы прослаблены, что не исключит радиального смещения в них ТВЭЛов под действием турбулентного потока теплоносителя в ядерном реакторе и феттинг-коррозию в местах касания ТВЭЛов с металлом ячеек.
Технической задачей изобретения является повышение качества изготовления ТВС и надежности при эксплуатации в ядерном реакторе.
Эта техническая задача решается тем, что в способе предотвращения образования задиров на тепловыделяющих элементах при изготовлении тепловыделяющей сборки, включающем установку дистанционирующих решеток с соосными ячейками на опорную поверхность, ввод ТВЭЛов в соосные ячейки дистанционирующих решеток и фиксацию их в ячейках; согласно изобретению предварительно изготавливают из единого листа дистанционирующие решетки с перемычками между ними с диаметром вписанной окружности в ячейку больше диаметра ТВЭЛа, сгибают по перемычкам дистанционирующие решетки до совпадения их относительно одна с другой и образуют единый зигзагообразный элемент из дистанционирующих решеток, а после свободного ввода ТВЭЛ в соосные ячейки фиксацию ТВЭЛов в ячейках осуществляют разжатием дистанционирующих решеток зигзагообразного дистанционирующего элемента до касания и фиксации ТВЭЛа в каждой ячейке торцовыми стенками ячеек. Другим отличием является выполнение выступов на ячейках с диаметром вписанной окружности по выступам в ячейках больше диаметра ТВЭЛа и осуществление фиксации ТВЭЛов в ячейках дистанционирующих решеток выступами при размещении наклонно каждой дистанционирующей решетки дистанционирующего элемента зигзагообразной формы.
Свободный ввод ТВЭЛов в ячейки дистанционирующих решеток и их фиксация либо торцовыми стенками ячеек, либо выступами в ячейках после их сборки в ТВС позволит исключить повреждение поверхности ТВЭЛ при сборке ТВС, повысить качество сборки ТВС и ее надежность при эксплуатации в ядерном реакторе за счет исключения радиального перемещения ТВЭЛа в ячейке при турбулентном движении потока теплоносителя.
Для пояснения сущности изобретения на чертежах изображены
фиг. 1 - заготовка зигзагообразного элемента из дистанционирующих решеток,
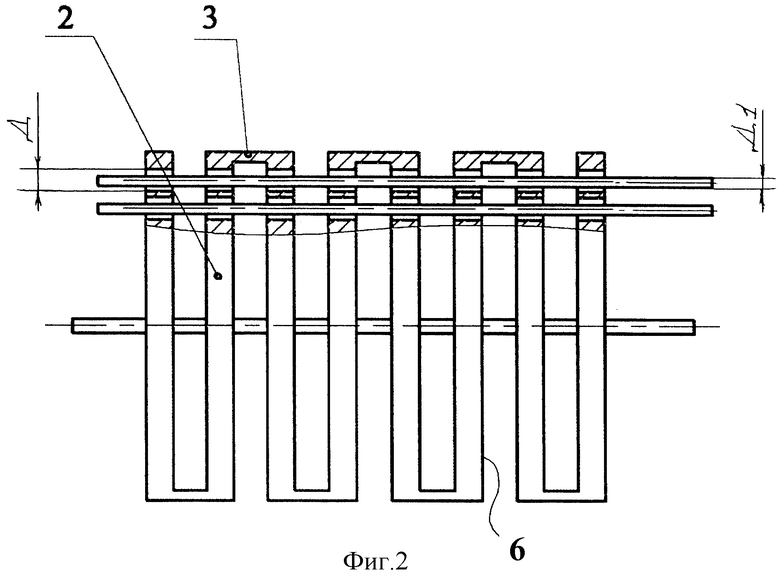
фиг. 2 - зигзагообразный элемент из дистанционирующих решеток в момент сборки ТВС,
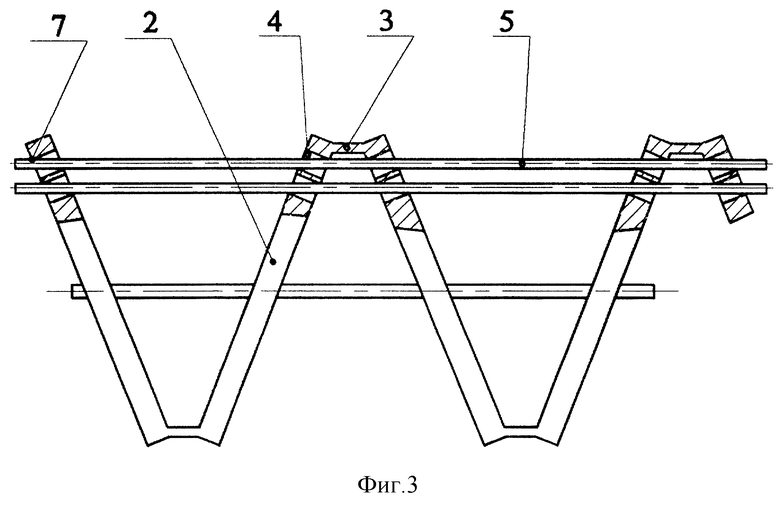
фиг.3 - зигзагообразный элемент из дистанционирующих решеток после сборки ТВС,
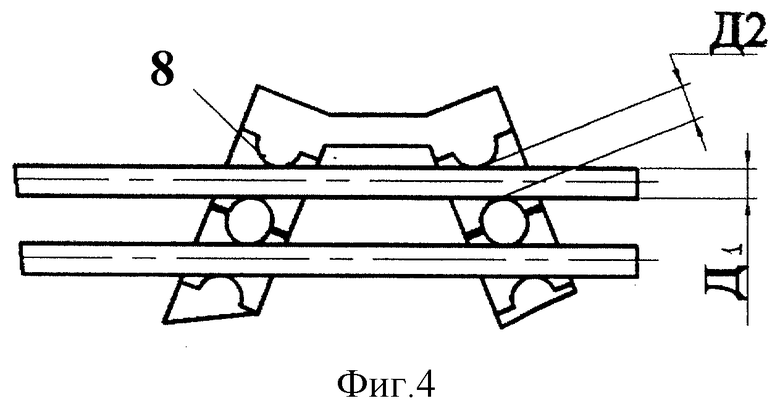
фиг.4 - вариант фиксации ТВЭЛов выступами.
Для осуществления способа предотвращения задиров на ТВЭЛах при изготовлении ТВС используют заготовку 1, изготавлемуемую из единого листа, выполняют дистанционирующие решетки 2 с перемычками 3 между ними с диаметром "Д" вписанной окружности в ячейку 4 больше диаметра "Д1" ТВЭЛа 5. "Д">"Д1", сгибают по перемычкам 3 дистанционирующие решетки 2 до совпадения их относительно одна другой и образуют единый зигзагообразный элемент 6 из дистанционирующих решеток 2, а после свободного ввода ТВЭЛов 5 в соосные ячейки 4 фиксацию ТВЭЛов 5 в ячейках 4 осуществляют разжатием дистанционирующих решеток 2 зигзагообразного дистанционирующего элемента 6 до касания и фиксации ТВЭЛа 5 в каждой ячейке 4 торцовыми стенками 7 ячеек 4.
В качестве варианта используют ячейки 4 дистанционирующих решеток 2 с выступами 8, диаметр "Д3" вписанных окружностей в которых больше диаметра "Д1" ТВЭЛа 5. Фиксацию ТВЭЛа 5 в выступах 8 ячеек 4 осуществляют после сборки ТВС разжатием в наклонное положение дистанционирующих решеток 2 зигзагообразного дистанционирующего элемента 6 до касания выступов 8 поверхности ТВЭЛа 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ЗАДИРОВ НА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТАХ И ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА | 1999 |
|
RU2175456C2 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ЗАДИРОВ НА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТАХ | 2000 |
|
RU2179760C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2189644C2 |
| СПОСОБ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩУЮ СБОРКУ | 1999 |
|
RU2181220C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2195719C2 |
| СПОСОБ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2195720C2 |
| СПОСОБ КОНТРОЛЯ КОНТАКТНО-ТОЧЕЧНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2196668C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ДЛЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ | 2002 |
|
RU2246769C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ИЗ ЦИРКОНИЕВОГО СПЛАВА | 2003 |
|
RU2244348C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1999 |
|
RU2174718C2 |
(57) Изобретение относится к атомной энергетике и может найти применение на предприятиях изготовления тепловыделяющих сборок (ТВС) для ядерного реактора. Техническим результатом изобретения является повышение качества изготовления ТВС и надежности при эксплуатации в ядерном реакторе. Способ предотвращения образования задиров на тепловыделяющих элементах при изготовлении тепловыделяющей сборки включает установку дистанционирующих решеток с соосными ячейками на опорную поверхность, ввод ТВЭЛов в соосные ячейки дистанционирующих решеток и фиксацию их в ячейках, при этом предварительно изготавливают из единого листа дистанционирующие решетки с перемычками между ними с диаметром вписанной окружности в ячейку больше диаметра ТВЭЛа, сгибают по перемычкам дистанционирующие решетки до совпадения их одна с другой и образуют единый зигзагообразный элемент из дистанционирующих решеток, а после свободного ввода ТВЭЛов в соосные ячейки фиксацию ТВЭЛов в ячейках осуществляют разжатием дистанционирующих решеток зигзагообразного дистанционирующего элемента до касания и фиксации ТВЭЛа в каждой ячейке торцовыми стенками ячеек. Выполняют выступы на ячейках с диаметром вписанной окружности по выступам в ячейках больше диаметра ТВЭЛа и осуществляют фиксацию ТВЭЛов в ячейках дистанционирующих решеток выступами при размещении наклонно каждой дистанционирующей решетки дистанционирующего элемента зигзагообразной формы. 2 з.п. ф-лы, 4 ил.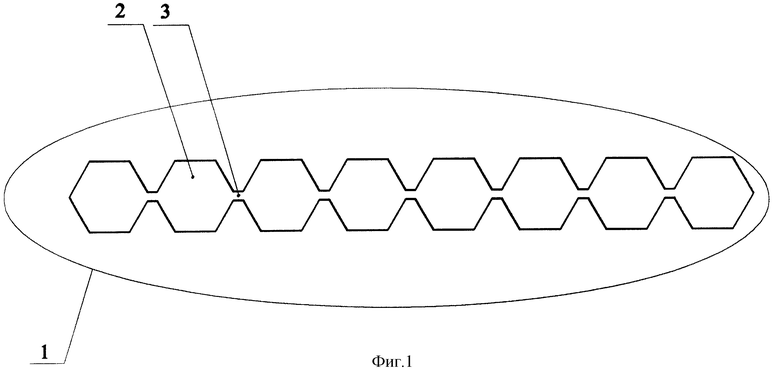
| US 5533077 А, 02.07.1966 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ КАССЕТЫ | 1998 |
|
RU2140674C1 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 1998 |
|
RU2152085C1 |
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 1998 |
|
RU2152091C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЭЛ ЯДЕРНЫХ РЕАКТОРОВ КАНАЛЬНОГО ТИПА | 1998 |
|
RU2151433C1 |
| US 3988397 А, 26.10.1976 | |||
| US 4045526 А, 30.08.1977. | |||

