Изобретение относится к металлургии, а именно к химико-термической обработке, и может найти широкое применение в машиностроении для повышения долговечности деталей машин и механизмов.
Известен способ борирования стальных изделий, включающий нагрев, насыщение изделий в порошковой смеси и последующее охлаждение. Насыщение проводят в смеси, содержащей следующие компоненты, мас.%: криолит 19-20; фтористый натрий 0,5-1,0; фтористый барий 8,5-12,0; ванадий 1,5-6,0; карбид бора - остальное (см. авт. свид. СССР 1084337, С 23 С 9/04).
Недостатком известного способа является низкая износостойкость покрытий вследствие высокой хрупкости боридного слоя.
Из уровня техники наиболее близким аналогом к заявленному объекту является способ боромеднения стальных изделий в виброкипящем слое, включающий нагрев в атмосфере аммиака, насыщение в смеси, содержащей, мас.%: карбид бора 1-5, окись меди 0,01-0,05, тетрафторборат натрия 0,1-0,5, корунд 94,45-98,89, и охлаждение изделий (см. патент РФ 2005811, С 23 С 8/70).
Недостатком известного способа является низкая износостойкость изделий вследствие большой разницы твердости стальной основы и боридного покрытия, что приводит к ослаблению связи между ними и увеличению склонности покрытия к микровыкрашиванию.
В основу изобретения поставлена задача повышения износостойкости боридного покрытия путем создания между поверхностью стального изделия и покрытием переходного слоя.
Поставленная задача достигается тем, что в способе бороазотирования стальных изделий в псевдоожиженном слое, включающем нагрев в атмосфере аммиака, насыщение в смеси, содержащей карбид бора, медьсодержащий компонент, активатор и корунд, и охлаждение, согласно изобретению в процессе нагрева при температуре 350-850oС проводят выдержку 2-30 мин, насыщение осуществляют в атмосфере аммиака при температуре 600-1000oС в насыщающей смеси, дополнительно содержащей окись никеля, в качестве медьсодержащего компонента - закись меди, в качестве активатора - хлористый аммоний и тетрафторборат калия, при следующем соотношении компонентов, мас.%:
Карбид бора - 1-50
Окись никеля - 0,05-5
Закись меди - 0,05-5
Хлористый аммоний - 0,01-1
Тетрафторборат калия - 0,01-1
Корунд - 38-98,92
а перед охлаждением газообразные продукты откачивают.
Способ бороазотирования стальных изделий осуществляют следующим образом: предварительно готовят порошкообразную смесь для бороазотирования путем смешивания следующих компонентов, мас.%: карбид бора 1-50, закись меди 0,05-5, окись никеля 0,05-5, хлористый аммоний 0,01-1, тетрафторборат калия 0,01-1 и корунд 38-98,92. В реторту с указанной порошкообразной смесью загружают стальные изделия. Из реторты откачивают воздух, закачивают аммиак и осуществляют их нагрев в атмосфере аммиака одновременно с нагревом насыщающей порошкообразной смеси. В процессе нагрева при температуре порошкообразной смеси 350-850oС проводят выдержку стальных изделий в течение 2-30 мин, после чего температуру повышают до 600-1000oС и осуществляют насыщение изделий в этой же атмосфере аммиака. После завершения насыщения из реторты откачивают газообразные продукты и стальные изделия охлаждают.
Нагрев и насыщение стальных изделий в атмосфере аммиака позволяет получить между стальной основой и боридным покрытием переходный азотированный слой. Этот слой способствует устранению хрупкости боридного слоя и повышению износостойкости изделий вследствие уменьшения разности в твердости между стальной основой и боридным покрытием. Одновременно с этим химические реакции между компонентами смеси и аммиаком создают условия для увеличения активности смеси и улучшения качества бороазотированной поверхности.
В процессе нагрева при температуре выдержки 350-850oС и времени выдержки 2-30 мин происходят процессы восстановления и адсорбции атомов никеля и меди на поверхности стального изделия с образованием качественного медноникелевого покрытия. При температуре выдержки ниже 350oС снижается стабильность протекания процессов восстановление и адсорбции атомов никеля и меди на поверхности изделий и образуется некачественный медноникелевый слой. При температуре выдержки выше 850oС ухудшается качество медноникелированной поверхности изделий за счет образования пористого медноникелевого слоя.
При выдержке меньше 2 мин окись никеля и закись меди восстанавливаются неполностью и при дальнейшем нагреве до температур насыщения происходит восстановление оставшейся окиси никеля и закиси меди и образование пористого слоя на поверхности изделий. При времени выдержки более 30 мин существенных изменений поверхности не происходит, поэтому такие выдержки нецелесообразны, т. к. это приводит к непроизводительному увеличению времени протекания процесса бороазотирования.
Насыщение при температурах 600-1000oС позволяет получить на поверхности стальных изделий слои, состоящие из боридов железа и переходного азотированного слоя, что уменьшает разность в твердости между стальной основой и боридным покрытием, что в свою очередь приводит к уменьшению хрупкости и увеличению износостойкости боридного слоя. При температуре бороазотирования ниже 600oС не происходит образования боридов железа. Нагрев изделий до температур выше 1000oС нецелесообразен из-за резкого снижения механических свойств изделий.
Карбид бора в заявляемых пределах вводят в состав насыщающей смеси для получения слоя боридов железа. Введение в состав насыщающей смеси карбида бора менее 1 мас.% приводит к нестабильности протекания процесса насыщения поверхности изделия бором, снижению поверхностной твердости, а следовательно, к снижению износостойкости покрытия. Увеличение его содержания более 50 мас.% нецелесообразно в целях экономии материала.
Присутствие в составе насыщающей смеси окиси никеля в количестве 0,05-5,0 мас.% позволяет получать активные атомы никеля за счет ее восстановления в присутствии хлористого аммония и аммиака. Никель, растворенный в боридах железа, снижает хрупкость покрытия и тем самым способствует повышению износостойкости изделий. Уменьшение содержания в смеси окиси никеля менее 0,05 мас. % снижает стабильность протекания процессов адсорбции и диффузии атомов никеля в стальную поверхность, тем самым снижает скорость формирования бороазотированных слоев. Увеличение содержания окиси никеля более 5 мас.% ухудшает технические свойства диффузионного слоя, снижая поверхностную твердость, а также ухудшает качество бороазотированной поверхности стальных изделий, образуя пористый слой никеля на поверхности.
Присутствие в составе смеси закиси меди позволяет получать активные атомы меди за счет химических реакций между компонентами смеси и аммиаком. При этом создаются условия для ускоренного протекания процессов насыщения бором и никелем стальной поверхности, а также снижается хрупкость диффузионных слоев и повышается износостойкость изделий. Уменьшение содержания закиси меди менее 0,01 мас. % приводит к нестабильности протекания процессов адсорбции атомов меди на стальной поверхности, тем самым снижает скорость формирования боридных слоев. Увеличение содержания закиси меди более 5 мас.% приводит к ухудшению качества бороазотированной поверхности в результате образования пористых поверхностных слоев.
Хлористый аммоний вводят в смесь для активизации процесса бороазотирования, что позволяет проводить процесс бороазотирования стальных изделий в псевдоожиженном слое без спекания смеси. Образующийся в процессе диссоциации хлористого аммония хлор способствует образованию активных атомов никеля, меди и бора, что приводит к образованию боромедноникелевого слоя пониженной хрупкости, а также интенсифицирует процесс насыщения. Уменьшение содержания в смеси хлористого аммония менее 0,01 мас.% приводит к нестабильности протекания процессов восстановления окиси никеля и окиси меди в среде хлора, что в свою очередь замедляет процесс насыщения и повышает хрупкость покрытия. Увеличение его содержания более 1 мас.% нецелесообразно в целях экономии материала.
Тетрафторборат калия вводят в смесь как активатор, способствующий освобождению атомов бора. Уменьшение содержания в смеси тетрафторбората калия менее 0,01 мас.% приводит к нестабильности освобождения атомов бора, тем самым снижает толщину слоя боридов железа и понижает твердость поверхности. Увеличение его содержания более 1 мас.% нецелесообразно, так как происходит перерасход материала.
Корунд вводят в смесь для создания псевдоожиженного слоя.
Применение псевдоожиженного слоя при бороазотировании позволяет сократить время насыщения и время нагрева насыщающей смеси, а также обеспечивает равномерный нагрев обрабатываемых изделий. При бороазотировании стальных изделий в псевдоожиженном слое частицы насыщающей смеси активно контактируют с поверхностью металла, в результате чего происходит очищение поверхности металла от пленки соединений В2О3 и BCl и тем самым облегчается доступ газовой фазы непосредственно к поверхности изделий. Процессы бороазотирования в псевдоожиженном слое протекают в основном за счет газофазного процесса, что обеспечивает высокую скорость насыщения при активном перемешивании смеси.
После завершения процесса насыщения присутствие газообразных продуктов в среде нецелесообразно, так как при дальнейшем охлаждении это приводит к ухудшению качества бороазотированной поверхности стальных изделий. Поэтому перед охлаждением изделий производят откачку газообразных продуктов из реторты. Для более полного отвода газообразных продуктов в рабочем пространстве целесообразно создать отрицательное давление (-0,95 атм.).
Для обоснования преимуществ заявляемого способа по сравнению со способом, взятым за прототип, были проведены лабораторные испытания.
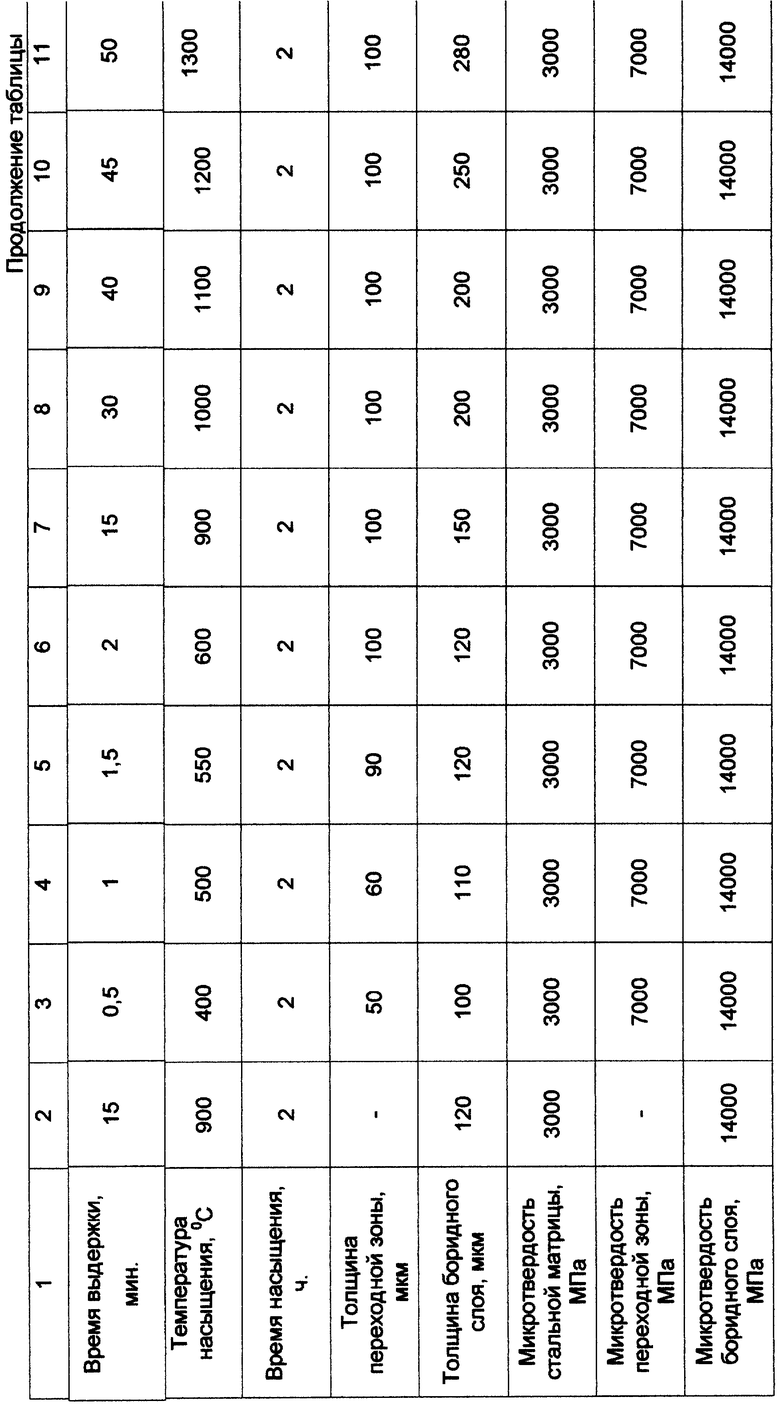
Образцы стали 45 диаметром 5 мм и длиной 50 мм подвергали бороазотированию заявляемым и известным способами в псевдоожиженном слое с целью определение твердости, хрупкости и износостойкости диффузионного слоя. Составы насыщающей смеси, режимы проведения бороазотирования и результаты металлографических исследований приведены в таблице.
Из приведенных данных следует, что заявляемый способ бороазотирования стальных изделий в псевдоожиженном слое по сравнению с прототипом позволяет получить боридные слои толщиной 120-200 мкм хорошего качества, микротвердостью 14000 МПа, микрохрупкостью 3 балла. Переходная зона между боридным слоем и стальной матрицей соответствует 100 мкм микротвердостью 7000 МПа, что позволяет уменьшить разность в твердости между стальной основой и боридным покрытием и увеличить износостойкость стальных изделий в 1,5 раза.


Изобретение относится к металлургии, а именно к химико-термической обработке и может найти широкое применение в машиностроении, повышая долговечность деталей машин. Задача - повышение износостойкости боридных покрытий. Задача достигается тем, что в способе бороазотирования стальных изделий в псевдоожиженном слое нагрев и насыщение осуществляют в атмосфере аммиака. При этом в процессе нагрева при температуре 350-850oС проводят выдержку 2-30 мин, а насыщение осуществляют при температуре 600-1000oС в насыщающей смеси, содержащей следующие компоненты, мас. %: карбид бора 1-50, окись никеля 0,05-5, закись меди 0,05-5, хлористый аммоний 0,01-1, тетрафторборат калия 0,01-1, корунд 38-98,92. Перед охлаждением изделий газообразные продукты откачивают. Техническим результатом данного изобретения является то, что способ бороазотирования стальных изделий в псевдоожиженном слое по сравнению с прототипом позволяет получить боридные слои толщиной 120-200 мкм хорошего качества, микротвердостью 14000 МПа, микрохрупкостью 3 балла с переходной зоной между боридным слоем и стальной матрицей толщиной 100 мкм и микротвердостью 7000 МПа, что позволяет увеличить износостойкость стальных изделий в 1,5 раза. 1 табл.
Способ бороазотирования стальных изделий в псевдоожиженном слое, включающий нагрев в атмосфере аммиака, насыщение в смеси, содержащей карбид бора, медьсодержащий компонент, активатор и корунд, и последующее охлаждение, отличающийся тем, что в процессе нагрева при температуре 350-850oС проводят выдержку 2-30 мин, насыщение осуществляют в атмосфере аммиака при температуре 600-1000oС в насыщающей смеси, дополнительно содержащей окись никеля, в качестве медьсодержащего компонента - закись меди, в качестве активатора - хлористый аммоний и тетрафторборат калия при следующем соотношении компонентов, мас. %:
Карбид бора - 1 - 50
Окись никеля - 0,05 - 5
Закись меди - 0,05 - 5
Хлористый аммоний - 0,01 - 1
Тетрафторборат калия - 0,01 - 1
Корунд - 38 - 98,92
а перед охлаждением газообразные продукты откачивают.
| СПОСОБ БОРОМЕДНЕНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В ВИБРОКИПЯЩЕМ СЛОЕ | 1992 |
|
RU2005811C1 |
| СОСТАВ ДЛЯ БОРОМЕДНЕНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В ВИБРОКИПЯЩЕМ СЛОЕ | 1991 |
|
RU2015201C1 |
| СОСТАВ ДЛЯ БОРОМЕДНЕНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В ВИБРОКИПЯЩЕМ СЛОЕ | 1991 |
|
RU2012691C1 |
| СОСТАВ ДЛЯ БОРОМЕДНЕНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В ВИБРОКИПЯЩЕМ СЛОЕ | 1992 |
|
RU2012692C1 |
| СПОСОБ АЗОТИРОВАНИЯ В ПСЕВДООЖИЖЕННОМ СЛОЕ | 1992 |
|
RU2005808C1 |
| JP 57035679, 26.02.1982. | |||
