Изобретение относится к черной металлургии, в частности к способам непрерывной разливки стали.
Известен выбранный в качестве прототипа способ непрерывной разливки стали [1] . Однако при данном способе разливки последние по разливке заготовки вследствие значительной усадочной раковины бракуют, отрезают и переводят в металлолом, причем головная обрезь достигает 1,5 м от каждого ручья.
Известны также способы введения холодильников в кристаллизатор [2, 3], однако данные способы связаны с дорогостоящим оборудованием и конструкцией холодильников, причем используются преимущественно для улучшения качества макроструктуры непрерывно-литой заготовки.
Желаемым техническим результатом изобретения является исключение перевода головной обрези непрерывно-литой заготовки в отходы и, как следствие, увеличение выхода годной стали.
Для достижения этого холодильник вводят под уровень стали на глубину 200-600 мм не позднее 2 мин после окончания разливки, причем холодильник выполняют в виде трех сваренных между собой металлических сфер со штырем, имеющих объем не менее 0,009 м3, а отношение площади поперечного сечения холодильника к площади поперечного сечения кристаллизатора поддерживают равным не менее 0,75.
Введение холодильника в кристаллизатор на глубину до 200 мм не обеспечивает получения закрытой усадочной раковины, а при погружении на глубину более 600 мм вследствие образования большой длины лунки возможно получение на головной заготовке сквозного отверстия. В связи с кристаллизацией стали погружение холодильника в кристаллизатор позднее 2 мин невозможно.
При объеме сфер менее 0,009 м3 и при отношении площади поперечного сечения холодильника и площади сечения кристаллизатора менее 0,75 получение плотного моста и закрытой усадочной раковины невозможно.
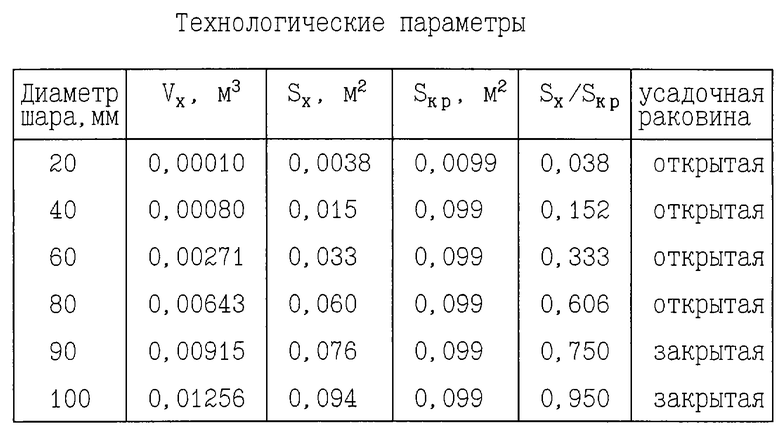
Заявляемый способ непрерывной разливки стали был реализован при разливке стали на четырехручьевой радиальной МНЛЗ с сечением кристаллизатора 300 х 330 мм. После окончания разливки и подъема промежуточного ковша начинали введение в кристаллизатор холодильников (чертеж). Заявляемые параметры были подобраны экспериментально. В качестве металлических сфер использовались шары диаметром 20, 40, 60, 80, 90 до 100 мм. Как показали опыты, получение закрытой усадочной раковины связано как с общим объемом (Vх), так и с отношением сечения холодильника (Sх) к сечению кристаллизатора (Sкр) (таблица). Закрытая усадочная раковина получена только при использовании холодильников с объемом сфер не менее 0,009 м3 и при отношении SХ/Sкр≥0,75.
После разливки на МНЛЗ непрерывно-литую заготовку резали на гидравлических ножницах и машинах газокислородной резки на мерные длины. Головные заготовки с закрытой усадочной раковиной длиной 1,5-2,0 м отгружали в прокатные цехи, где использовали для получения проката по неответственным заказам (уголок, арматура, шаровая заготовка). Использование заявляемого способа позволило исключить перевод головной обрези непрерывно-литой заготовки в отходы, за счет чего увеличен выход годной стали на 0,015%.
Источники информации
1. Технологическая инструкция ОАО "КМК" ТИ 103-ЭС-388-98 "Выплавка и разливка стали в ЭСПЦ-2", 1998, с.40-48.
2. А. с. N 1253716 кл. B 22 D 11/10, 30.08.1986.
3. Новицкий В. К. , Микульчик А.В., Блинов В.В. Исследование слитков с внутренними кристаллизаторами в сб. "Кристаллизация металлов" - М.: Изд-во АН СССР, - 1960. - С.112-121.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК НА МАШИНАХ КРИВОЛИНЕЙНОГО ТИПА | 2000 |
|
RU2198058C2 |
| Способ непрерывной разливки стали методом плавка на плавку | 1990 |
|
SU1770044A1 |
| СПОСОБ ОТЛИВКИ СЛИТКОВ | 1998 |
|
RU2141882C1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1999 |
|
RU2165823C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ ПОВЫШЕННОГО КАЧЕСТВА | 2009 |
|
RU2407606C1 |
| ЭКЗОТЕРМИЧЕСКИЙ МАТЕРИАЛ ДЛЯ УТЕПЛЕНИЯ ГОЛОВНОЙ ЧАСТИ СЛИТКА СПОКОЙНОЙ СТАЛИ | 1990 |
|
RU2007258C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2011 |
|
RU2490083C2 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1999 |
|
RU2165822C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК НА МАШИНАХ КРИВОЛИНЕЙНОГО ТИПА | 2003 |
|
RU2229956C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2012 |
|
RU2494834C1 |
Способ непрерывной разливки стали включает охлаждение поступающей в кристаллизатор стали путем ввода в нее металлического холодильника. Для получения закрытой усадочной раковины холодильник вводят под уровень стали на глубину 200-600 мм не позднее 2 мин после окончания разливки. Холодильник выполняют в виде трех сваренных между собой металлических сфер со штырем, имеющих объем не менее 0,009 м3. Отношение площади поперечного сечения холодильника к площади поперечного сечения кристаллизатора поддерживают равным не менее 0,75. Способ позволяет исключить перевод головной обрези непрерывно-литой заготовки в отходы и увеличить выход годной стали. 1 ил., 1 табл.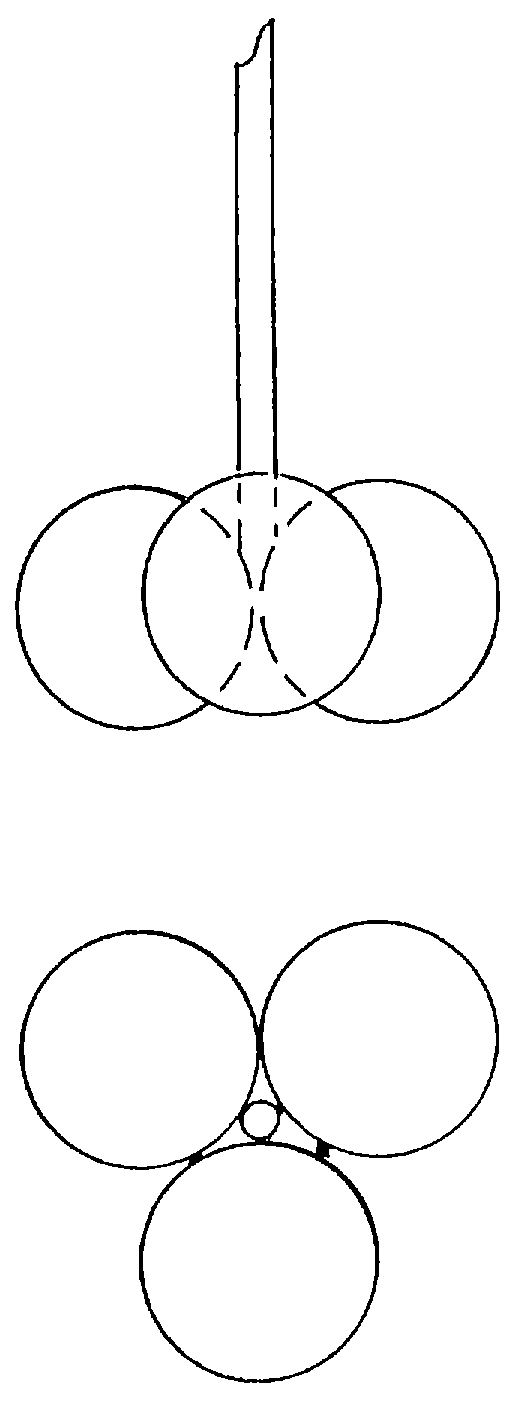
Способ непрерывной разливки стали, включающий охлаждение поступающей в кристаллизатор стали путем ввода в нее металлического холодильника, отличающийся тем, что для получения закрытой усадочной раковины холодильник вводят под уровень стали на глубину 200-600 мм не позднее 2 мин после окончания разливки, причем холодильник выполняют в виде трех сваренных между собой металлических сфер со штырем, имеющих объем не менее 0,009 м3, а отношение площади поперечного сечения холодильника к площади поперечного сечения кристаллизатора поддерживают равным не менее 0,75.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - ОАО "Кузнецкий металлургический комбинат", г | |||
| Новокузнецк, 1998, с.40-48 | |||
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Устройство для получения слитков | 1984 |
|
SU1253716A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОГО СЛИТКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2022699C1 |
| Преобразователь механического момента на валу в код | 1961 |
|
SU151072A1 |
| ТРЕХВАЛЬНЫЙ ТУРБОВЕНТИЛЯТОРНЫЙ ДВИГАТЕЛЬ | 0 |
|
SU368416A1 |

