Изобретение относится к металлургии, в частности к непрерывной разливке жидкого металла. Известен способ непрерывной разливки методом плавка на плавку. По этому способу после окончания разливки одной плавки прекращают вытягивание заготовки из кристаллизатора, охлаждают уровень металла в кристаллизаторе мелким скрапом, после чего начинают разливать другую плавку. Недостатком данного способа является слабое сцепление двух плавок в кристаллизаторе, приводящее в ряде случаев к разрыву слитка по месту спая.
Известен способ непрерывной разливки стали, включающий остановку вытягивания заготовки после прекращения подачи в кристаллизатор металла одной плавки, погружение подуровень металла в кристаллизатор охлаждающего элемента в виде металлической решетки, выдержку времени
для образования твердой корочки вокруг охлаждающего элемента и подачу в кристаллизатор стали другой плавки. Этот способ позволяет уменьшить длину переходного участка (зоны смешивания), однако, полностью не устранить его.
Наиболее близким по технической сущности к заявляемому способу является способ непрерывной разливки, включающий установку в кристаллизатор после окончания разливки предыдущей плавки разделительной перегородки в виде куска стальной трубы, разрезанной вдоль оси, и разливку последующей плавки на вогнутую поверхность трубы. Этот способ принят нами за прототип. Способ позволяет быстро соединить вместе предыдущую и последующую плавки, предотвратить возможность прорыва корочки заготовки под кристаллизатором, и исключить в случае стыковки плавок
XI XI
О
о
4 4
разливочного марочного сортамента вероятность смешивания этих плавок в месте стыка. Однако из-за резкого переохлаждения металла под разделительной перегородкой развивается усадочная полость и в заготовке образуются дефекты макроструктуры (усадочная рыхлость, ликвационная полоска, центральная пористость и т.п.), что снижает качество заготовки и приводит к увеличенной головной обрези. Целью изобретения является повышение качества литой заготовки, увеличение выхода годного, стабилизация процесса литья за счет интенсификации свариваемости плавок между собой.
Поставленная цель достигается тем, что по способу непрерывной разливки стали, включающему подачу расплавленного ме- талл-а в кристаллизатор через промежуточный ковш, установку после окончания разливки предыдущей плавки в кристаллизатор разделительной перегородки в виде стального желоба и разливку последующей плавки на вогнутую поверхность желоба, согласно изобретению в кристаллизатор перед установкой разделительной перегородки вводят силикокальций. Соотношение между силикокальцием и металлом, находящимся в кристаллизаторе, равно (1-3) х : 1. Ввод силикокальция в металл, находящийся в кристаллизаторе, приводит к реакции окисления кальция и кремния, в результате чего выделяется тепло, достаточное для поддержания части металла в центре кристаллизатора в жидком состоянии. Металл, находящийся в центре кристаллизатора в жидком состоянии, уходит вниз на восполнение усадочной раковины, а металл, расположенный около стен, кристаллизатора,затвердевает и образует с разделительной перегородкой прочное соединение.
Нижний предел соотношения между силикокальцием и металлом, находящимся в кристаллизаторе, обусловлен тем,что при соотношении менее чем : 1 количество выделяющегося тепла недостаточно для разогрева и поддержания в жидком состоянии количества металла, необходимого для заполнения усадочной раковины. При соотношении выше : 1 происходит разогрев металла не только в центре, но и по периметру кристаллизатора, что снижает степень сцепления разделительной перегородки с затвердевшим металлом и вызывает
в ряде случаев разрыв слитка по месту спая.
Пример, Предлагаемый способ был
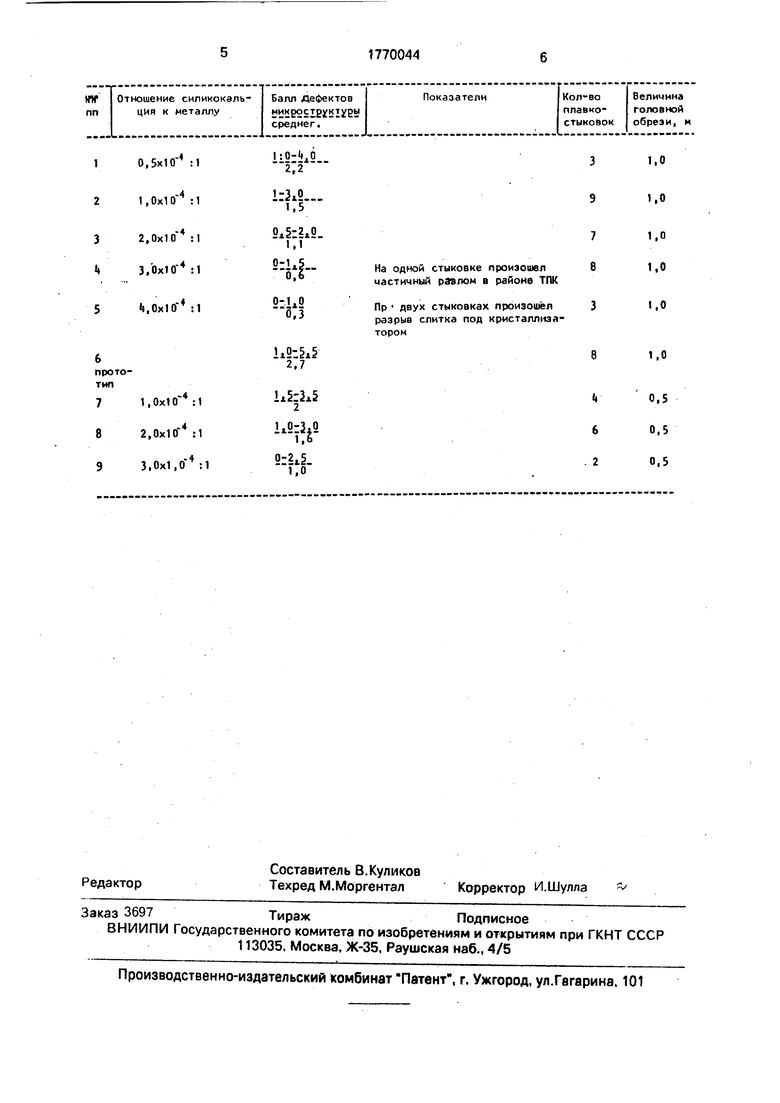
осуществлен на 4 ручьевой радиальной блюмовой МНЛЗ с кристаллизатором сечением 300x450 мм на 42 плавко-стыковках. Перед установкой разделительной перегородки в кристаллизатор вводили 0,08-0,24 кг силикокальция. Масса металла в кристаллизаторе составила 800 кг. На 8 плавках стыковку производили по прототипу. После разливки в термозачистном отделении ЭСПЦ от головного блюма на расстоянии 1 м от места стыка производили порез головной обрези.
В сортопрокатном цехе от головного конца раската, полученного при прокатке головного блюма, отбирали пробы металла для изучения макроструктуры готового проката. Результаты испытания приведены в таблице.
Из таблицы видно, что при увеличении отношения силикокальция к металлу балл дефектов макроструктуры готового проката уменьшается (№№ 1-5). При установке разделительной перегородки без дополнительного ввода силикокальция запороченность проката внутренними дефектами получалась максимальная (№6). Из расчета, что предельно допустимый балл дефектов проката
на разливаемую на МНЛЗ сталь равен 2,5, головную обрезь удалось снизить до 0,5 м (№№7-9, результаты испытаний на 12 плавках),
Проникновения металла последующей
плавки в слиток предыдущей плавки не наблюдалось.
Формула изобретения Способ непрерывной разливки стали методом плавка на плавку, включающий
подачу расплавленного металла в кристаллизатор через промежуточный ковш, установку после окончания разливки предыдущей плавки в кристаллизатор разделительной перегородки в виде стального
желоба и разливку, последующей плавки на вогнутую поверхность желоба, отличающийся тем, что, с целью повышения качества литой заготовки, увеличения выхода годного и стабилизации процесса литья
за счет интенсификации свариваемости плавок между собой в кристаллизатор, перед установкой разделительной перегородки вводят силикокальций в количестве, определяемом соотношением его к металлу
в кристаллизаторе (1 -3) :1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2000 |
|
RU2197358C2 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 1992 |
|
RU2044598C1 |
| СПОСОБ РАФИНИРОВАНИЯ РЕЛЬСОВОЙ СТАЛИ В КОВШЕ | 2009 |
|
RU2398890C1 |
| СПОСОБ ПРОИЗВОДСТВА КОРРОЗИОННОСТОЙКОЙ ТИТАНСОДЕРЖАЩЕЙ СТАЛИ | 2020 |
|
RU2786736C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 2013 |
|
RU2542157C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2444413C1 |
| СПОСОБ РАЗДЕЛЕНИЯ СТАЛЕЙ РАЗНЫХ МАРОК ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 2007 |
|
RU2354492C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2009 |
|
RU2403121C1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА МНЛЗ | 2004 |
|
RU2264885C1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2014 |
|
RU2582417C1 |
Изобретение относится к металлургии, в частности к непрерывной разливке жидкого металла. Цель изобретения - повышение качества литой заготовки и увеличение выхода годного. Способ включает подачу стали в кристаллизатор через промежуточный ковш , установку в кристаллизатор после окончания разливки предыдущей плавки разделительной перегородки в виде куска стальной трубы, разрезанной вдоль оси, и разливку последующей плавки на вогнутую поверхность трубы. Перед установкой разделительной перегородки в кристаллизатор вводят силикокальций, причем соотношение между силикокальцием и металлом . находящимся в кристаллизаторе, равно (1-3) 1(Г:1. 1 табл.
| МНОГОКАНАЛЬНЫЙ ВРЕМЯ-ИМПУЛЬСНЫЙ ПРЕОБРАЗОВАТЕЛЬ | 0 |
|
SU364104A1 |
| Патент США №4250945, 164/86, В 22 D 11/00, 1973 | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
