Изобретение относится к способу и устройству для формования бетонного блока, в частности в числе прочего, составленного блока, имеющего основу и карниз из отражающего материала.
В описании и формуле изобретения термин "блок" включает, например, бордюрный камень, дорожный разделитель или брусчатку, которые полностью или частично состоят из бетона или аналогичного вещества.
Форма составного блока раскрыта в патенте GB 159556 A. Такой блок включает основу и карниз из отражающего материала и сформован путем помещения смеси для основы и смеси для карниза в форму и сжатия для удаления избытка воды.
Еще один бетонный блок в форме бордюрного камня раскрыт в патенте GB 2200936. Данный бордюрный камень включает отражающий материал и получен путем неупорядоченного перемешивания отражающего материала с литым бетоном, или запрессовывания материала в бетон, когда бордюрный камень является частично отвержденным.
Обе из вышеуказанных известных форм бетонных блоков изготавливают путем "влажного бетонирования", при этом выдерживание блоков может занять значительное время, порядка трех дней.
Задача настоящего изобретения состоит в том, чтобы создать способ и устройство для формования блока с применением способа "сухого бетонирования". Насколько известно заявителю, сухое бетонирование никогда не использовалось для изготовления бордюрного камня по той причине, что обычно считается, что сухое бетонирование приведет к получению блока с низкой прочностью и долговечностью, и что способ влажного бетонирования необходим для того, чтобы удовлетворить предъявляемым к бордюрным камням требованиям, которые изложены в Британском Стандарте BS 7263: Часть 1:1990, который опубликован Британским Институтом Стандартов, Лондон. Тем не менее настоящее изобретение применяет "сухое бетонирование" в сочетании с этапом уплотнения, посредством чего полученный блок способен удовлетворить требованиям BS 6717: Часть 1:1993.
В соответствии с настоящим изобретением предложен способ формования бетонного блока, включающий получение смеси для основы, имеющей отношение воды к цементу менее или, по существу, равное 0,35, разлив смеси для основы в форму и оказание давления на смесь путем уплотнения.
Предпочтительно, смесь для карниза выливают в форму перед приложением уплотняющего усилия, благодаря чему давление будет оказано как на смесь для основы, так и на смесь для карниза.
Предпочтительно подвергнуть сжатию смесь для основы перед приложением уплотняющего усилия, чтобы создать углубление между смесью для основы и формой, в которой заливают смесь для карниза.
Желательно, чтобы смесь для карниза включала отражающий материал. В альтернативном варианте смесь для карниза снабжают отражающим материалом по поверхности этой смеси, перед уплотнением.
Желательно нанести связующее вещество между смесью для основы и смесью для карниза перед уплотнением.
Желательно подвергнуть смесь для основы вибрации перед приложением уплотняющего усилия, так, чтобы повысить заполнение формы и последующее уплотнение.
Предпочтительный способ получения смеси для основы включает смешивание цемента с гранитной крошкой, не превышающей 9 мм в диаметре, и частицами песка, не превышающими 5 мм в диаметре, чтобы повысить связующие свойства блока.
Далее настоящее изобретение предлагает устройство для осуществления вышеуказанного способа, включающее:
- смешивающее средство для смешивания смеси для основы и смеси для карниза;
- форму в сборе, включая форму и питатель для получения смеси для основы и смеси для карниза и передачи смеси для основы и смеси для карниза в форму;
- трамбующее устройство для приложения уплотняющего усилия к смеси, удерживаемой в форме.
Желательно, чтобы форма в сборе включала вибратор для виброобработки формы для повышения заполнения формы и последующего уплотнения.
Предпочтительно, чтобы трамбующее устройство было выполнено с возможностью приложения виброуплотняющего усилия.
Предпочтительно, чтобы питатель содержал две части для удерживания, соответственно, смеси для основания и смеси для карниза, причем питатель должен быть таким, чтобы эти части поочередно размещались над формой для раздельной подачи смеси для основы и смеси для карниза в форму.
Далее настоящее изобретение предлагает бетонный блок, сформованный в соответствии с вышеописанным способом.
Настоящее изобретение более подробно описано на примере, который не ограничивает рамки изобретения, со ссылкой на сопроводительные чертежи, на которых показано:
фиг.1 - смешивающее устройство в перспективе;
фиг.2 - форма в сборе в перспективе;
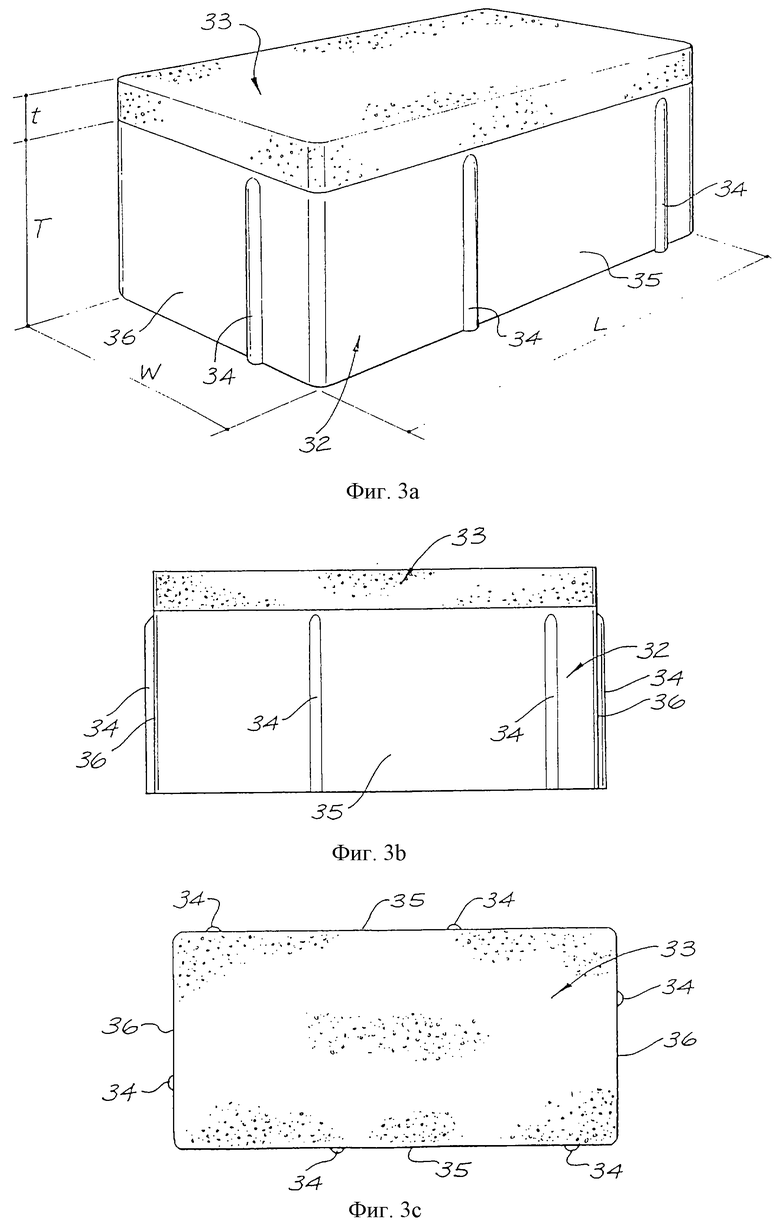
фиг.3а - изометрическое изображение составного блока;
фиг.3b - вид сбоку блока по фиг.3а;
фиг.3c - вид в плане по фиг.3а и 3b;
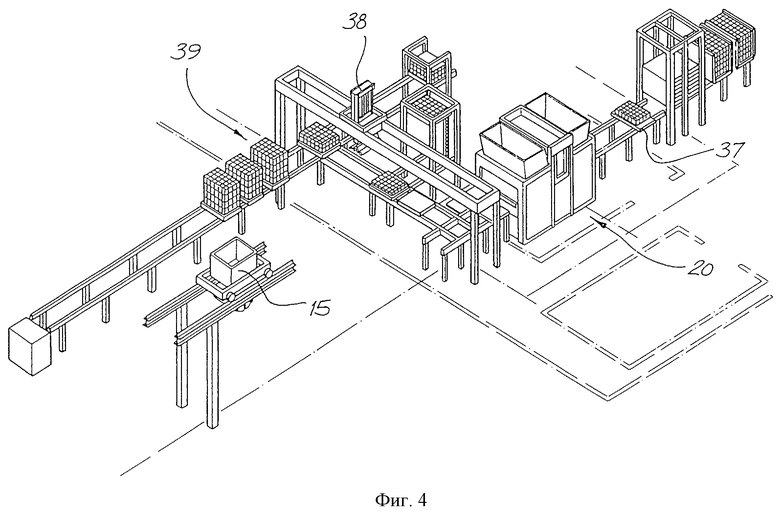
фиг. 4 - вид в перспективе части устройства, использованного для приготовления замеса для блоков, формуемых в соответствии с настоящем изобретением.
Смеситель 1 показан на фиг.1 вместе с питателем 2, который предназначен для подачи материалов компонентов в смеситель.
Питатель 2 включает ряд бункеров 3-7, предназначенных для дозирования материалов компонентов на основной конвейер 8, который транспортирует материалы в бадью 9. Бадья 9 установлена с возможностью перемещения вдоль направляющего устройства 10, которое заставляет бадью переворачиваться на верхнем конце 11 этого устройства, так что материалы выгружаются в приемный бункер 12 смесителя 1. Материалы из бункера поступают либо в первый смеситель 13 для получения смеси для основы, либо во второй смеситель 14 для получения смеси для карниза.
В одном технологическом процессе бункеры 2, 3 и 5 содержат гранитную крошку, крупнозернистый песок и мелкозернистый песок, соответственно. Бункер 6 содержит кремнеземный песок, а бункер 7 может содержать стеклянные шарики. Тогда материалы компонентов смеси для основы можно получить путем дозировки предварительно заданных количеств щебенки и песка из бункеров 3-5 и передачи их в смеситель 13 для изготовления смеси для основы с помощью конвейера 8 и бадьи 9. Материалы компонентов смеси для карнизов аналогичным образом можно получить путем дозировки предварительно заданного количества материала из бункеров 5-7 и передачи их в смеситель 14 для получения смеси для карнизов.
Смесь для основы, предпочтительно, должна включать следующие компоненты:
Сырье - Количество
Обычный портландцемент, % от массы песка и наполнителей - 20
Мелкозернистый песок 0,1-3 мм, % - 0,8
Песок 0,4-0,5 мм, % - 60
Гранитная крошка 5-9 мм, % - 32
Добавка, % от массы цемента - 2-3
Отношение вода/цемент - 30 кг (0,28-0,35)
Смесь для карнизов, предпочтительно, включает следующие компоненты, включая отражательные элементы, которые используются для создания слоя на блоках толщиной не менее 8 мм:
Кремнеземный песок, % - 50
Мелкозернистый песок 0,1-3 мм, % - 10
Белая крошка, % - 10
Белый портландцемент, % - 30
Белый пигмент (двуокись титана), % от массы цемента - 5-7
или желтый пигмент, % от массы цемента - 7-9
или красный пигмент, % от массы цемента - 5-7
Стеклянные шарики 250-800 мкм, % от массы смеси - 20-30
Добавка или связующее, % от массы цемента - 5
Отношение вода/цемент - 30 кг (0,28-0,35)
Цемент, воду и другие материалы компонентов, не поданные посредством бункеров 3-7, можно добавить непосредственно в смеситель, либо в автоматическом режиме, либо вручную.
Питатель и смеситель, предпочтительно, действуют таким образом, чтобы получать поочередно смесь для основы или смесь для карниза. Когда смешивание либо смеси для основы, либо смеси для карниза завершается, полученную смесь загружают в ковшовый конвейер 15, который выполнен таким образом, чтобы от перемещался между выходами (не показаны) смесителей и формой в сборе 20, показанной на фиг.2. В качестве альтернативы ковшовому конвейеру можно использовать ленточный конвейер или смеситель, выполненный с возможностью выгрузки смеси непосредственно в форму в сборе.
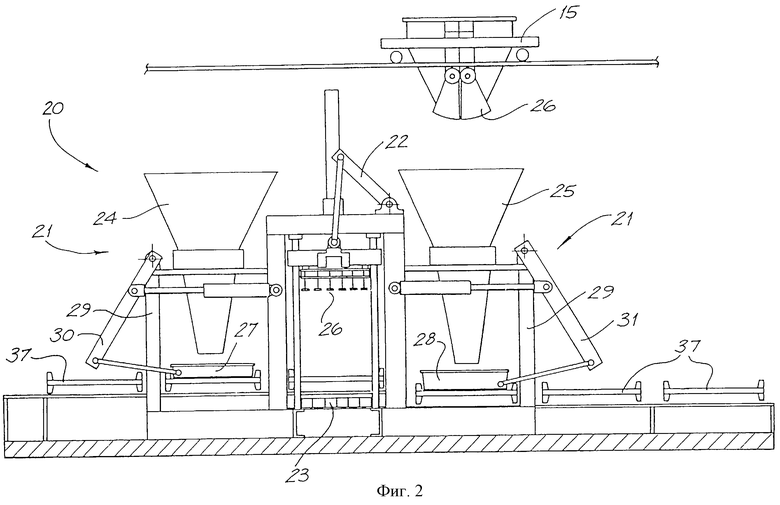
Форма в сборе 20 включает питатель 21, трамбующее устройство 22 и форму 23. Питатель 21 включает два бункерных питателя 24, 25, расположенных по обе стороны гидравлического бойка 26 трамбующего устройства 22, которое в свою очередь расположено на формой 23. Питатель включает также поддоны 27, 28, расположенные под соответствующими бункерами 24, 25. Поддоны взаимосвязаны с рамой 29 формы в сборе 20 при помощи шарнирных манипуляторов 30, 31, которые позволяют поддонам 27, 28 соскальзывать из положения выгрузки над формой в смещенное в сторону положение под соответствующим бункером 24, 25.
В ходе работы ковшовый конвейер 15 перемещается от смесителя 1 к форме в сборе 20 и занимает положение либо над бункерным питателем 24, либо над бункерным питателем 25 в зависимости от того, какую смесь переносит ковшовый конвейер. Включается запорный механизм 26 в днище ковшового конвейера, чтобы выгрузить смесь в соответствующий бункер. Затем определенную дозу смеси выгружают на соответствующий поддон 27, 28, который начинает скользить над формой, выгружая смесь в форму.
Форма в сборе содержит также вибратор (не показан), который затем включают, чтобы заставить форму вибрировать для лучшего заполнения формы и повышения степени уплотнения. После этого боек 22 опускается в форму, чтобы немного уплотнить смесь для основы так, чтобы осталась полость приблизительно 15 мм между вершиной формы и смесь для основы. Процесс заполнения, виброуплотнения и первоначального уплотнения занимает приблизительно 10 секунд. После этого боек поднимается и смесь для карниза, которую ранее выгрузили в поддон 28, наносят поверх смеси для основы вместе с отражающим материалом. При необходимости можно внести добавки или дополнительные связующие вещества в полость, прежде чем в нее будет введена смесь для карниза. Боек снова опускается и производят виброуплотнение, чтобы спрессовать смесь для основы и смесь для карниза. Гидравлический механизм бойка желательно задействовать таким образом, чтобы обеспечить простые гармонические колебания до 3600 об./мин с максимальным давлением сжатия на смесь для блока порядка 120 бар. Заполнение формы смесью для карниза занимает около 4 с, и последующее уплотнение длится около 4-6 с. Таким образом, форма в сборе может осуществлять около 5 рабочих циклов в минуту.
Полученные блоки выгружают в форму, показанную на фиг.3, причем уплотненный компонент основы 32 имеет толщину Т порядка, например, 80 мм, а компонент для карниза 33 имеет толщину t порядка, например, не менее 10 мм. Длина блока L может быть порядка 200 мм, а ширина WW порядка 100 мм, хотя конкретную конфигурацию и размеры блока можно менять по желанию.
Блоки можно выгружать из формы прямо на поддон 37, как показано на фиг. 4, который транспортируют по конвейеру к стойке для того, чтобы выгрузить блоки при помощи вилочного погрузчика и поместить в камеру для выдерживания. Выдерживание может занять 8-12 ч, после чего блоки станут достаточно твердыми для погрузки и упаковки. Упаковку можно усовершенствовать, пропуская поддон под захватом 38, который захватывает блоки с четырех сторон, так что блоки сдвигают вместе на участке 38 для перевязывания и последующей упаковки.
Очевидно, вышеописанный режим работы предполагает автоматический режим. Однако любой их технологических этапов можно осуществлять вручную. Далее, форма и устройство для трамбования могут образовывать единый блок или множество блоков в одном рабочем цикле. Форма и конфигурация блоков могут выбираться пользователем, так что устройство может производить блоки для различных целей. Например, отражательные блоки, изготовленные по настоящему изобретению, можно использовать либо в качестве стрелок на дорогах, разделительных линий, двойной желтой или белой линий, дорожных ограничителей, указателей или километровых столбов, бордюрных камней или брусчатки, их можно выпускать различных цветов, например белого, желтого или красного. В случае необходимости, блоки могут быть изготовлены и без отражательного материала.
Однако наиболее важное преимущество блоков состоит в том, что их изготавливают с применением способа "сухого бетонирования" в сочетании с уплотнением, поскольку это позволяет значительно сократить время выдерживания по сравнению с "влажным бетонированием" и при этом удовлетворить требованиям по прочности на сжатие, изложенным в BS 6717: Часть 1:1993, благодаря чему повышается производительность и эффективность.
Очевидно, что концепция изобретения может быть включена в различные конструктивные решения, поэтому рамки изобретения не следует ограничивать тем вариантом осуществления, который проиллюстрирован чертежами. В рамки изобретения могут входить различные изменения, модификации и/или дополнения.
Способ относиться к строительству, а именно к изготовлению бетонных блоков. Способ изготовления блока, имеющего наружный слой из отражательного материала, включает следующие этапы: приготовление смеси для основы, имеющей отношение вода /цемент менее 0,35 или, по существу, равное этому значение, приготовление смеси для наружного слоя с отношение вода/цемент 0,28 - 0,35, укладку смеси для основы в форму, укладку сухой смеси для наружного слоя в форму, совместное прессование смесей для основы и смеси для наружного слоя одновременно с уплотняющим усилием, посредством которого оказывают давление на смесь для основы и на смесь для наружного слоя в процессе прессования, и введение отражательного материала в смесь для наружного слоя. Технический результат - возможность получения изделий со светоотражающим слоем на поверхности. 11 з.п. ф-лы, 4 ил.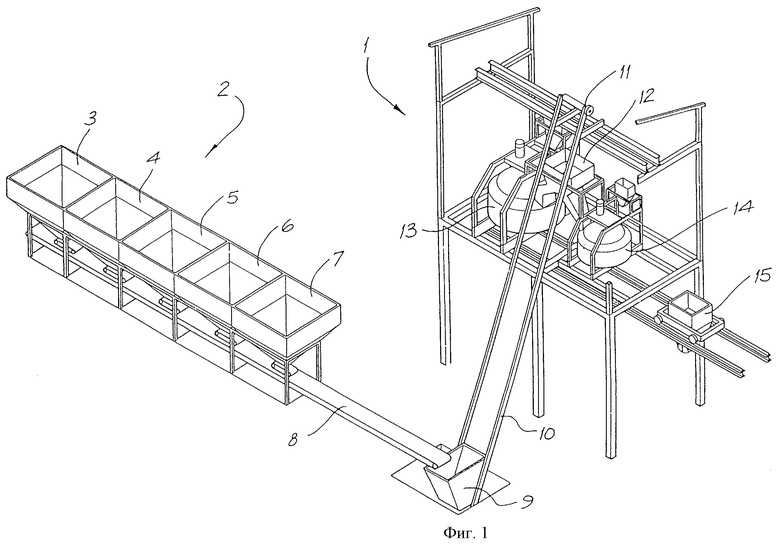
| Способ формования крупноразмерных изделий из жестких бетонных смесей | 1984 |
|
SU1207772A1 |
| Устройство для изготовления строительных изделий прессованием | 1985 |
|
SU1377185A1 |
| Поточная линия для изготовления декоративных плит | 1972 |
|
SU445581A1 |
| Способ отделки железобетонныхиздЕлий | 1979 |
|
SU837960A1 |
| DE 3638207 A1, 11.05.1988 | |||
| SU 13283207 A1, 07.08.1987 | |||
| DE 19615915 A1, 24.10.1996. | |||

