Изобретение относится к области машиностроения, точнее - к резьбовым разъемным соединениям, применяемым в машинах, механизмах и приспособлениях, точнее к способам стопорения крепежных деталей от самоотвинчивания, конструкциям различных стопорящих приспособлений и конструктивным элементам крепежных деталей, противодействующих самоотвинчиванию.
Все резьбовые крепежные детали машин и механизмов должны быть надежно застопорены от самоотвинчивания во избежание аварий и поломки деталей машин и агрегатов. Особенно актуальна эта задача для узлов, работающих в условиях вибрации и циклических нагрузок.
В настоящее время разработано большое количество крепежных деталей, обеспечивающих стопорение, принцип действия которых основан на способах жесткого, упругого, фрикционного, натягового и другого стопорения.
Известны, например, самостопорящиеся гайки [1] с вставкой из пластмассы. При завертывании гайки нарезной стержень болта или шпильки нарезает резьбу во вставке. При этом упругость вставки обеспечивает дополнительно фрикционное стопорение. Недостатками гаек со вставками являются сложность конструкции, нетехнологичность, большая трудоемкость изготовления, возможность срезания витков вставки, недостаточно высокий коэффициент трения в паре металл-пластмасса.
Известны гайки с упругим нарезным венчиком [1], который после нарезания резьбы в гайке слегка осаживают. При завертывании гайки нарезной конец болта или шпильки приподнимает венчик, благодаря чему в резьбе создается осевой натяг. Конструкция имеет недостатки, заключающиеся в технологической сложности изготовления и возможности обламывания венчика при завертывании гайки.
Наиболее близкой по технической сущности к заявленному изобретению является конструкция гайки с двумя участками резьбы, на которых с целью повышения натяга шаг резьбы одного участка не равен шагу резьбы другого участка [2] . Недостатками этой конструкции являются сложность нарезания двух участков резьбы с различными шагами, трудность совмещения заходов резьбы в одну нитку на границе участков, нетехнологичность, высокая стоимость изделия и невозможность многократного использования гайки из-за значительной деформации витков резьбы при закручивании гайки.
Целью предлагаемого изобретения является повышение надежности стопорения гайки за счет обеспечения повышенного трения между витками резьбы и натяга в сопрягаемых поверхностях резьбы при одновременном обеспечении простоты изготовления гайки, высокой технологичности, низкой стоимости и возможности ее многократного использования.
Задача решена тем, что в гайке самостопорящейся, выполненной из заготовки круглого, квадратного или шестигранного сечения, с фасками и центральным отверстием с резьбой, разделенной на два участка, резьба на начальном участке выполнена с полным профилем, а на конечном - с неполным профилем резьбы, наружный диаметр которой от границы участков сходится по конусу с внутренним диаметром резьбы на заднем торце гайки. Причем фаска в отверстии выполнена только в начальном участке резьбы, со стороны опорной поверхности гайки. Длина участка резьбы с неполным профилем выдержана при этом в пределах 2...3 шагов резьбы центрального отверстия.
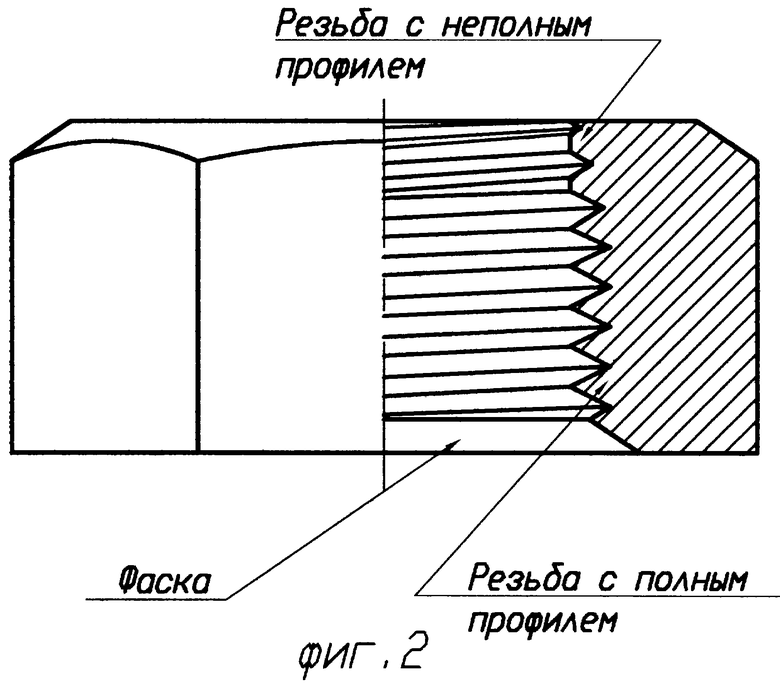
Конструкция предлагаемой гайки показана на фиг.1 и 2. На фиг.1 представлено чертежное изображение внутреннего профиля гайки; на фиг.2 - конструктивное наглядное изображение.
Предлагаемая гайка конструктивно не отличается от обычной гайки и не требует для ее изготовления специального резьбонарезного инструмента. Она выполнена из заготовки 1 круглого, квадратного или шестигранного сечения. По оси заготовки выполнено центральное отверстие с диаметром под нарезание соответствующей резьбы. В отверстии со стороны нижней опорной поверхности гайки выполняется фаска 4 для захода резьбонарезающего инструмента.
Внутренняя резьба в центральном отверстии гайки разделена на два участка. Начальный участок 2 резьбы выполнен с обычным полным профилем в соответствии с действующими стандартами. Ближе к верхней части гайки резьба выполнена с неполным профилем (конечный участок 3 резьбы). Конечный участок 3 резьбы по сути дела представляет собой сбег резьбы, обычный для многих резьбовых изделий. От границы участков наружный диаметр резьбы сходится по конусу с внутренним диаметром резьбы на верхнем торце гайки. Фаску при этом на верхнем торце центрального отверстия гайки не выполняют.
Длина участков 2 и 3 резьбы - разная. Наибольшую длину имеет начальный участок 2 резьбы. Конечный участок 3 резьбы имеет длину равную 2...3 шагам резьбы гайки, что для резьбы, например, M12 составляет 2,5...5,25 мм.
Начальный участок 2 резьбы предназначен для выполнения обычной крепежной функции гайки, а конечный участок 3 резьбы - для самостопорения гайки за счет создания дополнительного натяга в соединении гайка - болт и повышения трения между поверхностями взаимодействующих витков резьбы.
При нарезании резьбы гайки, с целью образования участка резьбы неполного профиля резьбонарезной инструмент (метчик) не прогоняют на полную длину. При изготовлении гайки на токарном станке с помощью резца инструмент в верхней части отводят по образующей конуса к оси центрального отверстия так, чтобы на верхнем торце резьба сошла на нет.
Предлагаемая самостопорящаяся гайка работает следующим образом. В процессе накручивания гайки, при подходе захода резьбы стержня болта или шпильки к участку с неполным профилем на нем начинает формироваться резьба полного профиля. Причем резьба формируется не удалением части металла, а выдавливанием. В результате деформирования металла на конечных витках гайки образуется резьба, профиль которой точно соответствует профилю резьбы стержня. При этом будут отсутствовать зазоры между поверхностями резьбы гайки и стержня. По мере закручивания гайки натяг в соединении будет возрастать, трение увеличиваться, и они достигнут своего максимального значения в конце затяжки, когда будут выбраны технологические зазоры между витками резьбы. Это объясняется следующим. В результате взаимодействия витков резьбы стержня с конечным участком резьбы гайки в последней создается напряженное состояние радиального сжатия, что способствует увеличению трения и дополнительного натяга на этом участке резьбы. Повышенное трение между витками резьбы на конечном участке гайки, натяг от процесса формирования резьбы и дополнительный натяг от напряженного состояния гайки в итоге обеспечивают условия, при которых тормозящий момент трения затяжки значительно превосходит момент самоотвинчивания. Коэффициент самоторможения гайки Мторм/Мотв всегда больше единицы и принимает значения от 10 до 50, что обеспечивает высокую надежность самостопорения гайки в конце затяжки именно из-за наличия конечного участка резьбы с неполным профилем.
Приведенная в заявке длина конечного участка гайки, равная 2... 3 шагам резьбы, является оптимальной, так как при выходе из указанных пределов не будет обеспечиваться положительный максимальный эффект.
При длине конечного участка резьбы гайки меньше двух шагов не будет обеспечиваться необходимая прочность сформированных витков на срез и смятие.
При длине конечного участка резьбы гайки более трех шагов силы сопротивления деформации и трения будут превосходить прочностные характеристики материала, и витки резьбы на этом участке будут срезаться или сминаться в процессе закручивания гайки. Эффект самостопорения будет исключен.
В целом предлагаемое изобретение обеспечивает высокую надежность стопорения соединения. Конструкция самостопорящейся гайки проста, технологична и надежна.
Источники информации
1. Орлов П.И. Основы конструирования. В 2-х книгах. Кн. 2. - М.: Машиностроение, 1988, с. 153.
2. Костин А.П. Гайка составная. А.С. 346515, М. Кл. F 16 B, 33/02.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЙКА САМОСТОПОРЯЩАЯСЯ | 2003 |
|
RU2241870C1 |
| САМОСТОПОРЯЩЕЕСЯ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2001 |
|
RU2194198C1 |
| ГАЙКА САМОСТОПОРЯЩАЯСЯ ПРУЖИННАЯ | 2003 |
|
RU2257495C2 |
| Самостопорящийся резьбовой элемент | 1989 |
|
SU1705623A1 |
| Самостопорящаяся гайка | 1982 |
|
SU1084499A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТУГОГО РЕЗЬБОВОГО СОЕДИНЕНИЯ И КРЕПЕЖНАЯ ДЕТАЛЬ | 1998 |
|
RU2173416C2 |
| САМОСТОПОРЯЩЕЕСЯ ШПИЛЕЧНОЕ СОЕДИНЕНИЕ | 2004 |
|
RU2265143C1 |
| САМОСТОПОРЯЩЕЕСЯ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2000 |
|
RU2191299C2 |
| Деформирующая шпилька | 1989 |
|
SU1802221A1 |
| УСТАНОВКА ДЛЯ ИЗУЧЕНИЯ ТРЕНИЯ В РЕЗЬБЕ | 1993 |
|
RU2087038C1 |
Изобретение относится к области машиностроения и, в частности, к резьбовым соединениям и способам их стопорения. Целью изобретения является повышение надежности стопорения соединения. Сущность изобретения заключается в конструктивном исполнении гайки, имеющей два участка с резьбой, - начальный, на котором резьба выполнена с полным профилем, и конечный - с неполным профилем резьбы, наружный диаметр которой от границы участков сходится по конусу с внутренним диаметром резьбы на заднем торце гайки. Длина участка резьбы с неполным профилем выдержана при этом в пределах 2-3 шагов резьбы. Техническим результатом является высокая надежность стопорения резьбового соединения за счет повышенного трения между витками на конечном участке и натяга. 1 з. п.ф-лы, 2 ил.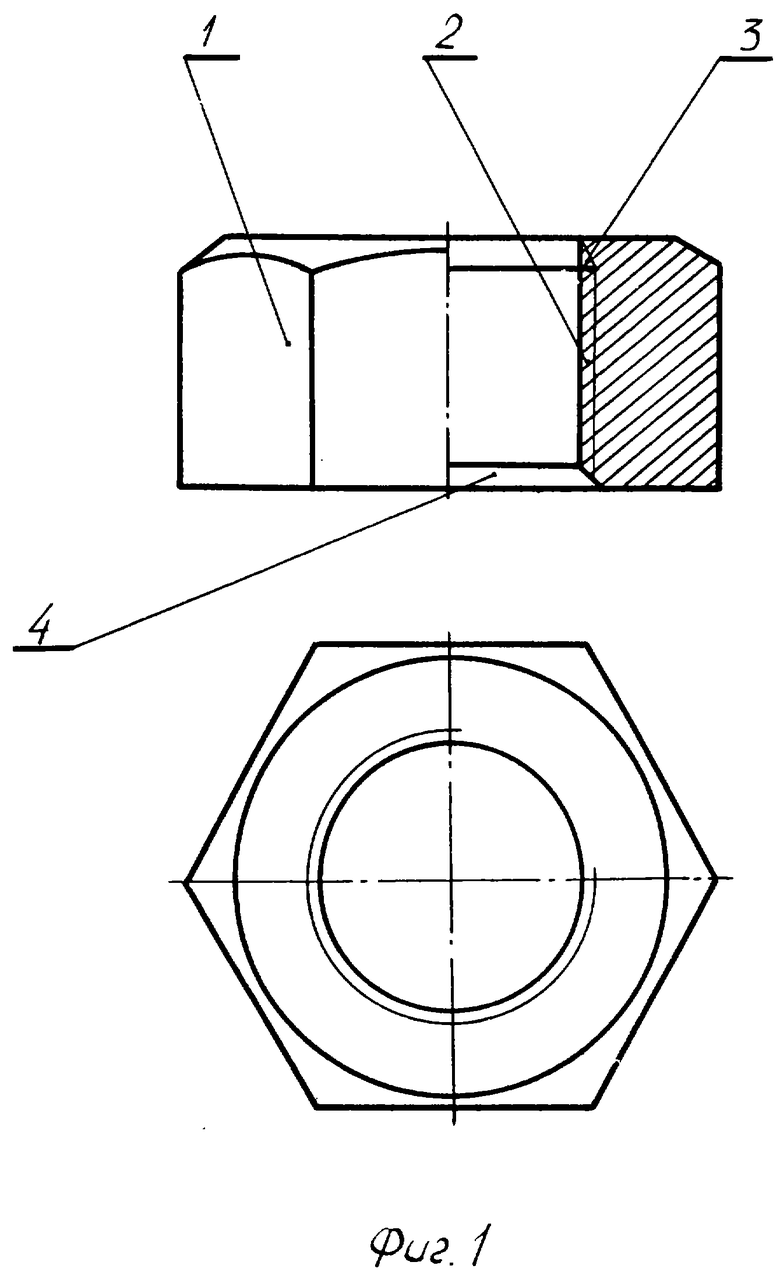
| БЕЗОПАСНАЯ БРИТВА ДЛЯ САМОСТОЯТЕЛЬНОЙ СТРИЖКИ ВОЛОС | 1995 |
|
RU2102225C1 |
| ОРЛОВ П.И | |||
| Основы конструирования | |||
| Кн | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Машиностроение, 1988, с | |||
| Паровозный золотник (байпас) | 1921 |
|
SU153A1 |
| 0 |
|
SU346515A1 | |
