Группа изобретений относится к области машиностроения и может быть использована для образования резьбовых соединений с радиальным натягом.
Известен способ получения тугого резьбового соединения, в котором предварительно рассчитывают диаметр отверстия в гнезде, затем назначают материал крепежного элемента с учетом 20-30%-ного запаса прочности. Далее упрочняют заходную часть крепежного элемента и выполняют его завинчивание с соблюдением точного углового положения (а.с. 1530840, F 16 B 31/06, 1998, БИ N 47).
В данном способе отсутствуют действия, направленные на снижение крутящего момента, а надежность способа обеспечивается за счет 20-30%-ного запаса прочности, назначаемого для материала крепежного элемента. Это ведет к ограничению номенклатуры материалов, а следовательно ограничивает функциональные возможности способа.
Наиболее близким к заявляемому является способ получения тугого резьбового соединения, при котором крепежный элемент и корпусную деталь, выполненные из равноценных материалов, собирают путем завинчивания крепежного элемента в гладкое отверстие корпуса в масляной ванне с нагревом электротоком силой 450-800 А зоны их сопряжения (а.с. 830027, F 16 B 31/06, 1981, БИ N 18).
Способ имеет ограниченные функциональные возможности, так как используемый в прототипе крепежный элемент может быть завинчен на глубину не более 1,0 d (d - диаметр резьбы).
Кроме того, функциональные возможности прототипа ограничены силой тока 450-800 А, что явно недостаточно для соединения крепежных деталей с корпусами из цветных металлов, так как прототип не обеспечивает постоянную плотность тока на всей глубине ввинчивания.
Низкая надежность прототипа связана со следующими причинами:
1. Ток в начале соединения прикладывается к холодному контакту, что вызывает деформирование заходного витка до тех пор, пока нагрев не выйдет на рабочий режим;
2. Отсутствует возможность управлять силой тока, так как не обеспечена функциональная взаимосвязь силы тока с крутящим моментом.
Известна крепежная деталь, ввинчиваемая в гладкое отверстие корпусной детали, имеющая стандартную треугольную резьбу посадочного и гаечного концов (ГОСТ 22042-80-ГОСТ 22043-80).
Данные крепежные детали имеют непрерывную резьбу посадочного конца, из-за чего растет число витков, находящихся в плотном контакте с образуемыми резьбовыми витками гнезда. Чем больше число витков в контакте, тем больше окружная сила трения. Поэтому ввинчивание стандартных крепежных деталей сопровождается постоянно возрастающими и высокими конечными значениями крутящих моментов. Это ограничивает их функциональные возможности, обеспечивая ввинчивание преимущественно в корпуса из алюминиевых литейных и магниевых сплавов.
Кроме того, они малоэффективны для соединения с использованием электронагрева, так как с ростом площади контакта падает плотность тока и снижается температура нагрева. Таким образом, известные крепежные детали не могут обеспечить постоянство плотности тока при повышении глубины завинчивания. Это отрицательно сказывается и на надежности соединения, так как повышение площади резьбового контакта вызывает высокие крутящие моменты и появление срезающих напряжений в стержнях крепежных деталей.
Предлагаемые изобретения позволяют расширить функциональные возможности и повысить надежность соединения деталей.
Сущность способа заключается в том, что изготовление тугого резьбового соединения резьбовой крепежной детали с корпусной деталью, имеющей гладкое отверстие, включающее внедрение крепежной детали в отверстие с нагревом зоны резьбового соединения электротоком в масляной ванне, отличается тем, что крепежную деталь предварительно прижимают к фаске отверстия при левом вращении крепежной детали и нагреве силой тока
где jп - плотность тока предварительного нагрева, А/мм2;
dо - диаметр отверстия, мм;
Φ - угол фасок на торцах крепежного элемента и отверстия, град,
а внедрение производят при правом вращении крепежной детали и нагреве силой тока ,
,
где КI - коэффициент силы тока (сила тока, приходящаяся на единицу окружной силы завинчивания, А/Hc);
M - величина крутящего момента, H•м;
d - диаметр резьбы, мм.
Сущность изобретения заключается также в том, что крепежная деталь, содержащая стержень, имеющий посадочный конец с треугольной резьбой, отличается тем, что посадочный конец крепежной детали выполнен с фосфатным изоляционным покрытием, при этом деформирующий участок посадочного конца имеет длину ,
,
где P- шаг резьбы, мм;
Kη - коэффициент полноты резьбового контакта;
d1, d2 - внутренний и средний диаметры резьбы деформирующего участка по ГОСТ 9150-81 соответственно, а направляющий участок посадочного конца имеет наружный и средний диаметры витков, равные
dн = d-4(δу+hф);
d
где δу - величина упругой последеформационной усадки сформированной внутренней резьбы;
hф - толщина фосфатного покрытия.
В известном способе низкая надежность обусловлена тем, что в начале соединения ток прикладывается к холодному контакту, а так как завинчивание крепежной детали уже происходит, то внедрение деформирующего резьбового витка в непрогретый металл приводит к деформированию его резьбового профиля. Он завальцовывается и становится менее остроугольным, что вызывает повышение усилий деформирования и крутящих моментов, приводя к срезу стержней крепежных деталей.
Ограниченные функциональные возможности способа связаны с использованием в нем крепежного элемента с непрерывной резьбой посадочного конца, который может надежно ввинчиваться с электронагревом на глубину не более 1,0 d. При больших глубинах площадь резьбового контакта превысит площадь поперечного сечения стержня. Таким образом, плотность тока, проходящего через стержень, превысит плотность тока, разогревающего контакт. Это приведет к ненужному разогреву стержня и падению тепловыделения в соединении, повышая крутящие моменты.
Кроме того, сила тока, установленная в прототипе в пределах 450-800 А, недостаточна для соединения крепежных деталей с корпусами из цветных сплавов и для длин свинчивания (1,0-2,0)d. Например, для корпусов из низкоуглеродистых сталей установлены плотности тока jn = 5-15 А/мм2, а для алюминиевых корпусов jn = 15-25 А/мм2 (см. Технология и оборудование контактной сварки /Под ред. Б.Д.Орлова. -М.: Машиностроение, 1975, табл. 6.2).
Эти плотности приводят к наиболее заметной деформации металла. Взяв для примера резьбу М14х1,5, для которой по прототипу установлена сила тока 720-780 А, определим рабочую плотность тока, который будет действовать в известном способе. Площадь резьбового контакта при глубине 1,0 d будет равна
Рабочая плотность при этом составит
Для больших глубин и больших диаметров плотность будет еще ниже. Этой плотности явно недостаточно для разогрева зоны контакта.
Известная крепежная деталь имеет непрерывную резьбу посадочного конца. Это отрицательно сказывается как на надежности ее ввинчивания, так и на ее функциональных возможностях.
Надежность соединения снижается за счет высоких крутящих моментов, приводящих к срезу стержней крепежных деталей. Величина крутящего момента постоянно растет по мере увеличения глубины ввинчивания, и равна
M = Mд + Mтр,
где Mд, Mтр - деформирующая составляющая момента на заходном витке и составляющая трения на последующих витках от последеформационной усадки резьбы.
По мере завинчивания крепежной детали в отверстие растет число витков в резьбовом контакте и, соответственно, растет составляющая трения. Это ограничивает функциональные возможности крепежных деталей с непрерывной резьбой по следующим показателям:
1. Детали надежно ввинчиваются без электронагрева только в мягкие материалы, например алюминиевые сплавы;
2. Соединение с электронагревом образуется только при глубинах ввинчивания меньше 1,0 d.
В отличие от известного, в предлагаемом способе соединение начинают прижатием к фаске отверстия при левом вращении крепежной детали. При этом производится предварительный прогрев начальной зоны соединения с пропусканием тока плотностью jn, которая устанавливается на уровне начальных значений токов оплавления. Например, для той же резьбы М14х1,5 и стального корпуса
Длительность начального прогрева устанавливают в пределах 2 - 3 шагов проникновения тепловой волны ,
,
где а - коэффициент температуропроводности;
а = 1,2 - для низкоуглеродистых сталей;
а = 3,1 - для алюминиевых сплавов;
а = 3,3 - для медных сплавов и меди.
Левое вращение крепежной детали применяют для исключения завинчивания. По истечении времени включают правое вращение крепежной детали и ток нагрева силой ,
,
где KI - коэффициент силы тока, А/Hc;
КI = 0,32-0,36 А/Hc - для корпусов из низкоуглеродистых сталей;
KI = 0,68-0,9 А/Hc - для алюминиевых корпусов.
М - крутящий момент, Н•м;
M = 62-67 Н•м - для резьбы М14х1,5 и стального корпуса;
d - диаметр резьбы корпуса, мм.
Соединение производят с использованием крепежной детали, содержащей стержень с посадочным концом, имеющим треугольную резьбу с нанесенным на нее фосфатным покрытием, причем деформирующий участок посадочного конца выполнен на длине ,
,
где d1 = 12,376 мм - внутренний диаметр резьбы М14х1,5;
d2 = 13,026 мм - средний диаметр той же резьбы,
а резьба деформирующего участка имеет стандартные размеры по ГОСТ 9150-81.
Резьбу направляющего участка посадочного конца выполняют с наружным и средним диаметрами витков, равными
dн= d-4(δу+hф),
d
Например, для резьбы М14х1,5:
dH = 14-4(0,023+0,035)=13,768 мм
d2 H = 13,026-0,232=12,794 мм
где δу - величина упругой последеформационной усадки отверстия;
hф - толщина фосфатного покрытия.
Величина упругой усадки зависит от величины относительной деформации
где σк - сопротивление материала пластической деформации;,
σт - предел текучести материала корпуса;
E - модуль упругости.
Величина усадки на среднем диаметре резьбы будет равна
Рекомендованная толщина изоляционного фосфатного покрытия 30-40 мкм. Таким образом, за счет зазора по среднему диаметру, данная конструкция крепежной детали позволяет устранить составляющую трения в величине крутящего момента и снизить общую его величину на 38-44% (для резьбы М14х1,5 она снижается со 100- 120 Н•м до 62-67 Н•м).
При включении электронагрева, предлагаемая конструкция крепежной детали позволяет получить плотность тока
где
Такая плотность в 7.5 раз превышает плотность тока, развиваемую прототипом, и вполне достаточна для деформации металла электронагревом.
Фосфатное покрытие при этом надежно изолирует направляющую часть от случайного касания, снижает коэффициент трения по деформирующему участку, что положительно сказывается на снижении крутящего момента. При этом в области действия наибольших контактных давлений фосфатное покрытие будет истираться, обнажая металл деформирующей части крепежной детали именно в тех местах, через которые должен протекать ток электронагрева.
На фиг. 1 представлена схема сборочной машины, реализующая способ. На схеме показаны: само резьбовое соединение, электросиловая установка с трансформатором T1 и регулятором тока на симисторе VS, а также автоматика поддержания тока предварительного нагрева, рабочего тока, измерители тока и крутящего момента.
На фиг. 2 изображена крепежная деталь, содержащая гаечный конец 1, гладкую часть 2 и посадочный конец 3 с деформирующим и направляющим участками.
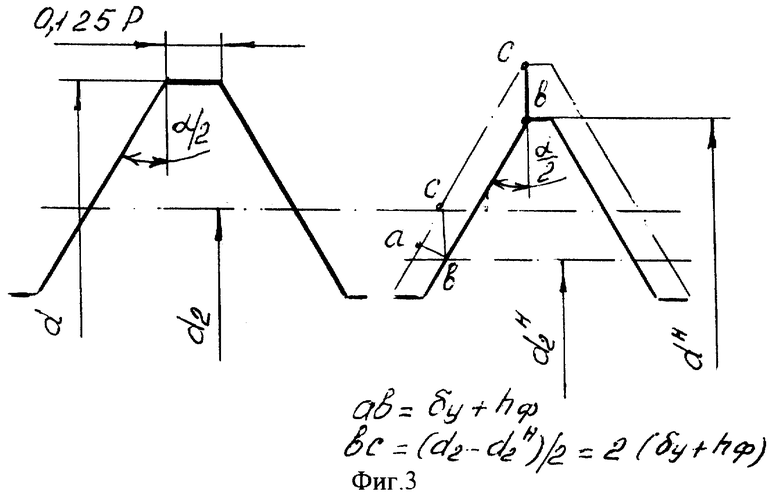
На фиг. 3 показаны конфигурации резьбовых профилей деформирующей и направляющей частей посадочного конца крепежного элемента.
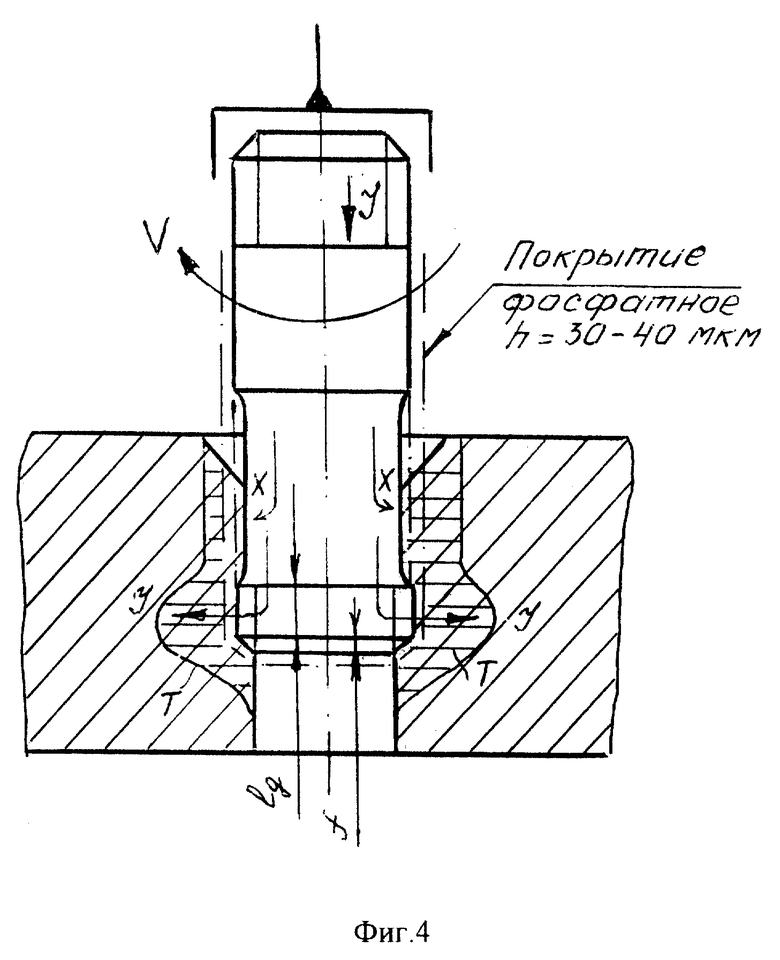
На фиг. 4 показан процесс образования тугого резьбового соединения при электронагреве током, проходящим через стержень и деформирующую часть крепежной детали.
Способ получения тугого резьбового соединения реализуется следующим образом (фиг. 1). Ток электронагрева вырабатывается силовым трансформатором Т1 и регулируется симистором VS. Включение трансформатора производит контактная группа К. Управление током основного и предварительного нагрева реализуется по вертикальной схеме, с помощью блоков:
- генератор опорного напряжения ГОН;
- усилитель сравнения УС;
- дифференциальный усилитель ДУ;
- формирователь управляющих импульсов ФИ.
Информацию о силе тока формирует цепочка - измерительный трансформатор Т2, преобразователь измерительного тока ПИТ и верхний вход дифференциального усилителя ДУ.
Информацию о крутящем моменте передает другая цепь - тензодатчик момента Д, тензоусилитель А, микроамперметр и нижний вход ДУ.
Режим предварительного нагрева включается в следующей последовательности:
1. В ручном режиме, с пульта управления контактор К2 переводится в положение 2;
2. Устанавливается образец детали, крепежная деталь устанавливается в патрон и прижимается к торцу отверстия детали;
3. Включается контактор K1 и подключает трансформатор T1 к сети;
4. Резистором R3 эталонное напряжение Иэ, снятое с делителя Rд1, Rд2, подают на вход устройства сравнения УС, где формируется угол включения симистора VS.
5. Ток предварительного нагрева устанавливают визуально, вращая ручку резистора R3 по показаниям амперметра А.
Режим основного тока I устанавливают в другой последовательности:
1. Производят предварительную тарировку тензодатчика Д крутящего момента. При этом динамометр с датчиком нагружают через коромысло и тросовые тяги системой гирь;
2. Переключатель S устанавливают в положение 1. Показания о крутящем моменте снимают с микроамперметра μA и строят тарировочный график, который можно в дальнейшем использовать для любых резьб;
3. Переключатель S устанавливают в положение 2, а контактор K2 - в положение 1. Рассчитывают величину крутящего момента, соответствующего нужному типу резьбы. Расчет ведут либо по готовым экспериментальным формулам, либо берут по данным пробных завинчиваний.
4. В патрон машины и ее приспособление устанавливают образец готового соединения. Резистором R1, по шкале микроамперметра устанавливают ток, соответствующий по тарировочному графику величине крутящего момента для нужной резьбы.
5. Включают трансформатор T1 и резистором R2 дифференциального усилителя ДУ устанавливают нужную силу тока электронагрева по шкале амперметра А.
6. Выключают трансформатор T1, удаляют образец соединения, а переключатель S устанавливают в положение 1.
После этой подготовки машина готова для сборки соединений с нужной резьбой. Временем предварительного прогрева tп и направлением вращения крепежной детали управляет реле времени, не показанное на фиг. 1. Это реле в рабочем режиме управляет контактором К2, который в начале соединения находится в положении 2, обеспечивая предварительный нагрев, а затем, по истечении времени tп, переводит его в положение 1 и обеспечивает реверс крепежной детали.
Дифференциальный усилитель ДУ не только устанавливает необходимую силу тока, но и поддерживает необходимое соотношение
между крутящим моментом и силой тока в процессе соединения.
На фиг. 2 показана конструкция крепежной детали. Она содержит стержень с гаечным резьбовым концом 1 и стандартной треугольной резьбой, гладкую часть стержня 2 и посадочный резьбовой конец 3, с фаской f, который разделен на деформирующую часть длиной lд со стандартной треугольной резьбой и направляющую часть длиной lн. Резьбовой профиль последней занижен по наружному и среднему диаметрам относительно профиля деформирующей части на величину 2 (δу + hф). Гладкая часть стержня и посадочный конец имеют фосфатное покрытие толщиной 30-40 мкм.
Конфигурации резьбы деформирующей и направляющей частей посадочного конца показаны на фиг. 3. Обе части имеют стандартный угол профиля метрической резьбы α = 60o. Резьба направляющего участка по боковому профилю занижена относительно резьбы деформирующей части на величину ( δу + hф) = ab. При этом занижение по среднему и наружному диаметрам будет равно
Таким образом соотношение диаметров этих частей будет иметь указанное соотношение
(dн)d
Процесс соединения крепежной детали с корпусной деталью происходит при правом вращении крепежной детали в направлении V (фиг. 4). При этом электронагрев зоны контакта происходит при прохождении тока I через стержень крепежной детали и через резьбу деформирующей части посадочного конца lд. Фосфатное покрытие в этой части за счет высоких контактных давлений истирается, оголяя металлическую часть боковой поверхности резьбы. Температура нагрева при этом будет распределяться по длине резьбового контакта в форме, показанной на фиг. 4. Наибольшей интенсивностью нагрева будут обладать участки деформирующей части, где производится резьбовыдавливание.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ РЕЗЬБОКЛЕЕВОГО СОЕДИНЕНИЯ | 2012 |
|
RU2501990C1 |
| Деформирующая шпилька | 1989 |
|
SU1802221A1 |
| Способ изготовления тугого резьбово-гО СОЕдиНЕНия | 1979 |
|
SU830027A1 |
| Способ получения тугого резьбового соединения | 1987 |
|
SU1530840A1 |
| СПОСОБ Н.В. ЗЕМЛЯКОВА СТОПОРЕНИЯ КОНТРГАЙКИ ОТНОСИТЕЛЬНО КРЕПЕЖНОЙ ГАЙКИ | 2006 |
|
RU2303717C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2006 |
|
RU2319603C2 |
| УСТАНОВКА ДЛЯ ИЗУЧЕНИЯ ТРЕНИЯ В РЕЗЬБЕ | 1993 |
|
RU2087038C1 |
| ГАЙКА САМОСТОПОРЯЩАЯСЯ | 2003 |
|
RU2241870C1 |
| ВИБРОУСТОЙЧИВОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ (ВАРИАНТЫ) | 2014 |
|
RU2567353C1 |
| САМОСТОПОРЯЩЕЕСЯ ШПИЛЕЧНОЕ СОЕДИНЕНИЕ | 2004 |
|
RU2265143C1 |
Группа изобретений относится к сборке резьбовых соединений с натягом и крепежным элементам для ввинчивания в гладкие отверстия без предварительного нарезания в них резьбы. С целью расширения функциональных возможностей и повышения надежности сборки изготовление соединения начинают с нагрева начальной зоны током плотностью, достаточной для начала ее оплавления. При этом крепежную деталь предварительно прижимают к фаске отверстия при левом вращении крепежной детали. Внедрение производят при правом вращении крепежной детали и нагреве силой тока плотностью, достаточной для пластификации металла. Крепежная деталь имеет посадочный конец с треугольной резьбой, содержащий деформирующий и направляющий участки и выполненный с фосфатным изоляционным покрытием, позволяющим снизить коэффициент трения по деформирующему участку и крутящие моменты. 2 с.п. ф-лы, 4 ил.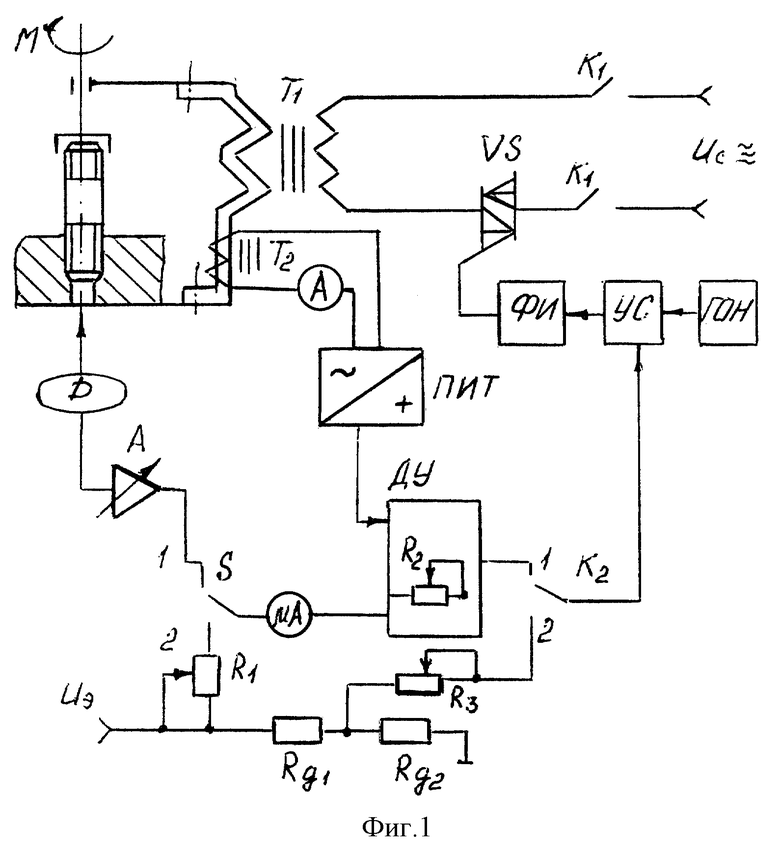
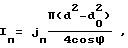
где jп - плотность тока предварительного нагрева, А/мм2;
do - диаметр отверстия, мм;
d - наружный диаметр деформирующего участка крепежной детали по ГОСТ 9150-81, мм,
Φ - угол фасок на торце крепежной детали и в отверстии,
а внедрение производят при правом вращении крепежной детали и нагреве силой тока
где Кj - коэффициент силы тока (сила тока, приходящая на единицу окружной силы завинчивания, А/Нс);
M - величина крутящего момента, Н•м.
где P - шаг резьбы, мм;
Kη - коэффициент полноты резьбового контакта;
d1, d2 - внутренний и средний диаметры резьбы по ГОСТ 9150-81 соответственно,
а направляющий участок посадочного конца имеет наружный и средний диаметры витков, равные
dн = d-4(δу+hф),
d
где δу - величина упругой последеформационной усадки сформированной внутренней резьбы;
hф - толщина фосфатного покрытия.
| Способ изготовления тугого резьбово-гО СОЕдиНЕНия | 1979 |
|
SU830027A1 |
| Способ тугого резьбового соединения | 1973 |
|
SU460379A1 |
| Резьбовое соединение | 1976 |
|
SU573624A1 |
| DE 4112591 С1, 27.08.1992. | |||

